ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Область изобретения относится к нетканому материалу, а также к способу его производства, и, более конкретно, к нетканому материалу, эффективно обеспечивающему поглощение звука, подходящему для применения в качестве плиты акустического потолка.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Типичная плита акустического потолка представляет собой нетканую структуру, включающую ядро, произведенное из основных волокон, наполнителей и связующих веществ. Основные волокна обычно представляют собой минеральную вату или стекловолокна. Наполнители обычно представляют собой перлит, глину, карбонат кальция или волокна целлюлозы. Связующее вещество типично представляет собой волокна целлюлозы, крахмал, латекс или похожие материалы. При сушке связующее вещество образует связи с другими материалами и формирует волокнистую сеть, которая обеспечивает структурную жесткость ядра. Для использования в качестве типичной плиты потолка ядро должно быть в целом плоским и самонесущим, чтобы быть подвешенным в типичной решетке для плит потолка или аналогичной структуре.
Чтобы нетканые структуры могли использоваться в качестве плиты акустического потолка, они должны соответствовать различным промышленным стандартам и строительным нормам, относящимся к требованиям пожарной безопасности и снижению шума. Например, согласно промышленным стандартам плиты потолка должны обычно иметь Класс А требований пожарной безопасности согласно ASTM E84, который обычно требует индекс распространения пламени меньше чем 25 и индекс распространения дыма меньше чем 50. Что касается снижения шума, согласно промышленным стандартам плита акустического потолка должна иметь коэффициент снижения шума, по меньшей мере, приблизительно 0,55 согласно ASTM C423.
Плиты акустического потолка обычно выполняются посредством способа мокрой выкладки, который использует водную среду, чтобы транспортировать и формировать основные компоненты в нетканый мат, применяемый для формирования ядра плиты акустического потолка. Основной способ включает этап, на котором первично перемешивают различные ингредиенты плиты в водную суспензию. Водную суспензию затем транспортируют к напорному баку и распределяют по движущемуся ячеистому проволочному полотну, чтобы сформировать однородный мат, имеющий желаемый размер и толщину. Воду затем удаляют и мат сушат. Затем высушенный мат может быть подвергнут окончательной обработке до структуры плиты потолка посредством нарезки, перфорирования, покрытия и/или ламинирования покрытия поверхности до плиты. В способе мокрой выкладки вода служит в качестве транспортной среды для различных ингредиентов плиты. Данный способ мокрой выкладки является приемлемым, поскольку могут быть получены высокие скорости производства и может применяться дешевое сырье (например, переработанные волокна газетной бумаги, переработанная гофрированная бумага, волокна полиэфирных отходов, хлопковый пух, отходы тканей и подобное). Однако применение воды для производства плиты акустического потолка имеет ряд недостатков, которые делают способ и готовый продукт не такими привлекательными.
Способ мокрой выкладки применяет большое количество воды для транспортировки и формирования компонентов в структуру плиты потолка. Большие количества воды должны со временем удаляться из продукта. Поэтому, большинство мокрых способов обеспечивают удаление воды посредством одного или нескольких этапов, включающих свободный слив, вакуум, уплотнение и/или испарение. Данные этапы способа вызывают большие расходы энергии для транспортировки и удаления воды. По этой причине обработка больших объемов воды для формирования плиты вместе с последующим удалением и испарением воды делают типичный способ мокрой выкладки относительно дорогим благодаря высоким расходам на оборудование и обслуживание.
Также является затруднительным применение способа мокрой выкладки для формирования плиты акустического потолка, имеющей высокие характеристики звукопоглощения. В способе мокрой выкладки формируемые плиты потолка стремятся иметь уплотненную поверхность благодаря основным свойствам ингредиентов в составе мокрой выкладки. Плита потолка с уплотненной поверхностью обычно имеет менее эффективный акустический барьер, поскольку плита является менее пористой, что уменьшает звукопоглощение плиты. Поверхность уплотненной плиты может фактически отражать звуки, что является нежелательным свойством для плиты акустического потолка.
Полагают, что данные нежелательные акустические свойства вызваны гидрофильностью ингредиентов плиты, типично применяемых в способе мокрой выкладки. Волокна целлюлозы (например, переработанная газетная бумага), которые обычно применяют как дешевое вяжущее вещество и наполнитель в плите потолка, являются высоко гидрофильными и притягивают большое количество воды. Отчасти благодаря подобным гидрофильным компонентам плиты мокрой выкладки, как правило, имеют высокое содержание впитанной влаги (т.е. уровень влажности панели непосредственно перед входом в сушильный шкаф или печь), составляющее от приблизительно 65 до приблизительно 75 процентов, что повышает требования к испарению в течение сушки. В результате образуется высокое поверхностное натяжение на компонентах плиты в течение сушки, поскольку вода удаляется из данных гидрофильных компонентов. Вода, полярная молекула, придает поверхностное натяжение другим компонентам. Данное поверхностное натяжение обычно вызывает уплотнение поверхности плиты с образованием менее пористой структуры. Считается, что поверхностное натяжение притягивает элементы в плите ближе друг к другу, при этом уплотняя структуру и закрывая поры плиты. Следовательно, чтобы достигнуть приемлемого снижения шума для полученных мокрой укладкой плит потолка, требуется дополнительная обработка перфорирование плиты. Таким образом, хотя способ мокрой выкладки может быть приемлемым благодаря высоким скоростям производства и возможности применять дешевые материалы, применение воды в качестве транспортной среды приводит к уменьшению экономической эффективности способа и конечных продуктов, когда акустические свойства являются важными для продукта.
В некоторых случаях латексное связующее вещество также может применяться в плитах акустического потолка и часто является предпочтительным в способе мокрой выкладки, в котором используется минеральная вата в качестве основного волокна. Латекс, однако, обычно является наиболее дорогим ингредиентом, применяемым в составе плиты потолка; поэтому желательно ограничить применение данного относительно дорогостоящего ингредиента. Другими связующими веществами, обычно применяемыми в плитах потолка, являются крахмал и, как описано выше, волокна целлюлозы. Крахмал и целлюлоза, однако, являются гидрофильными и имеют тенденцию притягивать воду в течение обработки и вызывать проблемы сильного поверхностного натяжения, описанные выше.
Другие нетканые структуры, такие как пеленки, гигиенические салфетки, фильтрующая среда и изоляция, используемая в автомобилях, могут быть получены аэродинамическим холстоформирующим способом, который использует воздух в качестве транспортной среды для различных ингредиентов, формирующих нетканый материал. Аэродинамический холстоформирующий способ исключает потребность транспортировать и удалять воду; однако все компоненты в составе должны быть транспортабельны в воздушном потоке. В результате тяжелые, плотные или длинные волокна, также как жидкие компоненты, обычно не подходят для аэродинамического холстоформирующего способа. Таким образом, жидкие смолистые связующие вещества и/или латексные связующие вещества, обычно применяемые при производстве плиты потолка, не могут быть применены в аэродинамическом холстоформирующем способе. Поэтому обычно для аэродинамических холстоформирующих способов является предпочтительным использование коротких стекловолокон, применяемых в качестве основного волокна (т.е. приблизительно 10 мм в длину), совместно с каким-либо типом плавкого или термосвязующего волокна, таким как однокомпонентное или двухкомпонентное вяжущее волокно. После формирования в нетканый материал термосвязующее волокно нагревают для плавления части волокна для связывания структуры основного волокна с желаемой структурой ядра.
WO 2006/107847 A2 раскрывает аэродинамический холстоформирующий способ формирования изоляции для автомобилей и структур плиты потолка, применяя двухкомпонентные термосвязующие волокна и синтетические или целлюлозные матричные волокна. В одном примере публикация '847 описывает композицию плиты потолка, состоящую из 30 процентов двухкомпонентного волокна и 70 процентов целлюлозного волокна (бумажная пыль), что обеспечивает улучшенные акустические характеристики по сравнению с коммерчески доступными потолочными плитами из минерального волокна и стекловолокна. Не смотря на то, что обеспечиваются улучшенные акустические характеристики, раскрытые структуры плиты потолка публикации ′847 имеют недостаток, заключающийся в том, что они часто не удовлетворяют текущим требованиям пожарной безопасности, установленным промышленными стандартами для применения в качестве плиты потолка. При использовании 70 процентов волокон целлюлозы в плите потолка (так же, как 100 процентов органического волокна), ожидается, что полученные основные маты согласно публикации '847 не будут удовлетворять требованиям пожарной безопасности ASTM E84, установленным для плит потолка, благодаря таким высоким уровням целлюлозных и органических волокон.
В вышеизложенной публикации ′847 и US 2006/0137799 A1 дополнительно предлагается, что нетканые структуры могут быть получены, применяя аэродинамические холстоформирующие способы со стекловолокнами вместе с двухкомпонентными волокнами. Хотя стекловолокно может обеспечить высокие требования огнестойкости согласно промышленным стандартам, стекловолокна, имеющие маленький размер, подходящий для аэродинамических холстоформирующих способов, являются более дорогим сырьем и оказывают вредное воздействие на здоровье и окружающую среду по сравнению с другим сырьем. Например, стекловолокна могут вызывать раздражение кожи, глаз и дыхательных систем человека. Многие организации рассматривают стекловолокна как сильный физический раздражитель кожи, глаз и верхних дыхательных путей. Обычно, чем меньше размеры волокна, тем сильнее раздражение. В некоторых случаях, если воздействие стекловолокна является значительным, волокна могут вызывать дерматиты и затруднение дыхания. В других случаях, как показали некоторые исследования, стекловолокно в сочетании с пылью, грязью и влагой может быть хорошей средой для микробиального роста плесени, грибка и некоторых бактерий.
Как указано выше, минеральную вату также обычно применяют в плитах акустического потолка, чтобы обеспечить повышенные требования огнестойкости, поскольку минеральные ваты могут иметь точки плавления вплоть до 2200°F, что является выше даже чем у обычного стекловолокна. Минеральные ваты обычно применяют в способе мокрой выкладки совместно с крахмальными или латексными связующими веществами для формирования плит акустического потолка. Однако, благодаря абразивной природе типичных минеральных ват и высокому содержанию твердых включений (т.е. до приблизительно 60 процентов в некоторых случаях), данное сырье обычно не рекомендуют применять в аэродинамическом холстоформирующем способе, поскольку абразивная природа волокна минеральной ваты имеет тенденцию разрушать аэродинамическое холстоформирующее оборудование и высокое содержание твердых включений может закупоривать системы фильтрации воздуха, понижая эффективность вакуум-всасывающих блоков. Со снижением силы вакуума аэродинамическая холстоформирующая головка имеет трудности с формированием однородной плиты, имеющей основную массу, достаточную для обеспечения требуемой жесткости плит потолка. Как используется в данном описании, твердые включения минеральной ваты обычно относятся к побочному продукту способа производства минеральной ваты, включающему неволокнистые минеральные частицы, имеющие диаметры в диапазоне от приблизительно 45 до приблизительно 500 микрон.
Публикация ′847 описывает стекловолокна и керамические волокна в качестве подходящих синтетических матричных волокон для применения в аэродинамическом холстоформирующем способе, но конкретно не описывает минеральную вату в качестве приемлемого заменителя. Как общеизвестно, волокна минеральной ваты отличаются от стекловолокон и керамических волокон. Даже если все подобные волокнистые типы являются в основном искусственными или синтетическими волокнами, каждый имеет различные характеристики и свойства благодаря источникам сырья и способам производства. Стекловолокна производят экструзионным способом, формирующим непрерывную нить, которую, как правило, рубят на желаемые размеры; в результате стекловолокна, как правило, не включают значительного содержания твердых включений. Керамические волокна, с другой стороны, обычно производят способом вытягивания или выдувания из более дорогого сырья. Керамические волокна, как правило, имеют значительно меньшее содержание твердых включений, чем волокна минеральной ваты.
Однако, несмотря на вышесказанное, благодаря прочности тугоплавкого компонента в обычных двухкомпонентных волокнах, применяемых в аэродинамических холстоформирующих способах, существующие многокомпонентные волокна также имеют относительно высокую прочность (т.е. нагрузку на разрыв и удлинение), которая является желанным свойством у продуктов, для которых данный тип волокна обычно применяют (т.е. пеленки, гигиенические салфетки, фильтрующая среда и изоляция для автомобилей). Однако потребители плиты акустического потолка ожидают, что плиту можно будет разрезать вручную, например, обычным рабочим ножом так, что монтажник может легко вырезать отверстия в плите потолка для разбрызгивателей, ламп, каналов HVAC и подобного. Кроме того, нередко для типичного подвесного потолка требуются плиты неполного размера для краев или углов. Поскольку звукопоглощающие плиты потолка производят со стандартными фиксированными размерах, монтажнику часто требуется разрезать отдельные плиты для соответствия конкретным требованиям решетки потолка. В целом благодаря высокой прочности (т.е. нагрузке на разрыв и удлинение) коммерчески доступных двухкомпонентных волокон, формирование плит акустического потолка, используя существующие двухкомпонентные волокна, создает плиту, которая требует огромного усилия для разрезания и проявляет вытягивание волокна, что является нежелательными свойствами для потребителей и монтажников.
Одним словом, существующий способ мокрой укладки и существующий аэродинамический холстоформирующий способ с доступными компонентами, обычно применяемыми с ними, не могут экономически эффективно получать приемлемые плиты акустического потолка, которые отвечают всем промышленным и строительным нормам и стандартам (т.е. акустическим требованиям), а также потребительским ожиданиям, относительно плит акустического потолка (например обладать способностью к резанию, быть плоской, самонесущей и т.д.). Существующие способы мокрой выкладки являются энергоемкими и капиталоемкими и формируют плиты потолка с менее желаемыми акустическими свойствами. Аэродинамические холстоформирующие нетканые материалы, которые могут быть подходящими для пеленок, фильтрующей среды и изоляции для автомобилей, могут быть более рентабельными для производства, но существующие составы и способы не являются подходящими для производства плит акустического потолка, отвечающих как потребительским, так и промышленным требованиям. Аэродинамические холстоформирующие нетканые материалы, полученные с большими количествами целлюлозных и/или органических волокон, обычно не будут соответствовать промышленным стандартам требований огнестойкости для плит потолка, а применение доступных двухкомпонентных волокон делают полученный материал трудным для порезки благодаря высокой прочности и удлинению данных волокон. Хотя стекловолокно может быть применено в плитах потолка и аэродинамическом холстоформирующем способе, стекловолокна могут стоить чрезвычайно дорого и иметь негативное влияние на здоровье людей и состояние окружающей среды.
Соответственно, необходим плоский, самонесущий нетканый материал, включающий двухкомпонентные волокна, и способ их получения, который соответствует промышленным стандартам для плиты акустического потолка (т.е. акустическим свойствам), который может быть изготовлен без энергетических и капитальных затрат способа мокрой выкладки, и который также отвечает потребительским ожиданиям относительно способности поддаваться резке.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
ФИГ.1 представляет собой схематический вид примерного аэродинамического холстоформирующего процесса для формирования нетканых материалов, описанных здесь; и
ФИГ.2 представляет собой блок-схему производственного процесса нетканого формирования.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В общем случае производство нетканого материала включает смесь неорганического основного волокна и органического вяжущего волокна. В соответствии с одним подходом, нетканый материал может быть сформирован в ядро или основной мат и имеет заранее определенную основную массу и плотность, достаточные для обеспечения преимущественно плоского, жесткого и самонесущего ядра, что дополнительно обеспечивает поглощение звука, эффективное для нетканого материала, применяемого как плита акустического потолка. Таким образом, например, нетканый материал предпочтительно является способным формировать самонесущее ядро, которое имеет коэффициенты снижения шума, по меньшей мере, приблизительно 0,55 согласно ASTM C423 и Класс А требований пожарной безопасности с индексом распространения пламени меньше чем приблизительно 25 и индексом распространения дыма меньше чем приблизительно 50, оба согласно ASTM E84. Однако характеристики нетканого материала могут изменяться в зависимости от особенности применения. Ядро также предпочтительно демонстрирует высокую прочность на изгиб, однако все еще может быть разрезано вручную, например, обычным рабочим ножом, применяя небольшое или минимальное давление, подобное давлению для традиционных плит потолка, полученных мокрой укладкой.
В одном аспекте неорганическое основное волокно представляет собой предпочтительно минеральную вату, шлаковую вату, асбестовую вату или их сочетания, при этом содержание твердых включений составляет до приблизительно 60 процентов и, предпочтительно, между от приблизительно 10 до приблизительно 45 процентов. Подходящими неорганическими основными волокнами являются Thermafiber FRF (Уобаш, Индиана); однако другие неорганические основные волокна также могут быть использованы. В соответствии с одним подходом, нетканый материал предпочтительно включает от приблизительно 30 до приблизительно 95 процентов асбестовой ваты или шлаковой ваты. Предпочтительно, неорганические волокна имеют длину от приблизительно 0,1 до приблизительно 4 мм в среднем и диаметр от приблизительно 1 до приблизительно 15 микрон.
В другом аспекте, органическое вяжущее волокно представляет собой предпочтительно двухкомпонентное термосвязующее волокно, которое имеет два компонента в одной нити, т.е. единичную нить. Предпочтительно, нетканый материал включает от приблизительно 0,1 до приблизительно 70 процентов, и наиболее предпочтительно от 5 до приблизительно 50 процентов двухкомпонентных волокон. Однако, поскольку коммерчески доступные двухкомпонентные волокна известны своей относительно высокой прочностью (т.е. нагрузкой на разрыв и удлинением), двухкомпонентные волокна, применяемые здесь, предпочтительно модифицируют таким образом, что полученный нетканый материал также показывает способность поддаваться резке, такую же, как традиционные плиты акустического потолка. Другими словами, нетканый материал может формировать ядро акустической плиты, которое имеет высокую прочность на изгиб, но все еще может быть разрезано вручную, например обычным рабочим ножом, с небольшим давлением или лишь минимальным усилием даже при использовании двухкомпонентных волокон в ядре. С этой целью предпочтительным является, чтобы модифицированные двухкомпонентные волокна имели заданную прочность (т.е. нагрузку на разрыв и удлинение), практически такую же, как и прочность неорганического основного волокна и других компонентов ядра, которое имеет обычно уменьшенную прочность по сравнению с коммерчески доступными двухкомпонентными волокнами.
Двухкомпонентные волокна обычно имеют, по меньшей мере, два полимера или смолы с различными химическими и/или физическими свойствами, и оба полимера сформированы в единичную нить или волокно. Например, один полимер выполняет функции вяжущего компонента, и другой полимер выполняет функции структурного компонента. Обычные двухкомпонентные волокна имеют конфигурацию вяжущего компонента и структурного компонента: ядро с оболочкой, бок о бок, внецентровое ядро с оболочкой или островковую. Один полимер волокон, обычно структурный компонент, имеет точку плавления выше, чем другой полимер волокна. В связи с этим, как только сформированный мат нагревают до температуры плавления более легкоплавкого полимера, он плавится, связывая другие компоненты плиты вместе. Тугоплавкий полимер остается неповрежденным в волокнистой форме для обеспечения дополнительной прочности и структуры нетканому материалу. При охлаждении большое количество связей обычно образуется по длине отдельных волокон в основном мате. Типично двухкомпонентные волокна обычно включают полиэтилен/полиэтилентерефталат ("PE/PET"), полиэтилен/полипропилен ("PE/PP"), полиэтилентерефталат сополимер/полиэтилентерефталат ("CoPET/PET") и подобные полимерные комбинации. Предпочтительно, в данном описании нетканые материалы включают двухкомпонентные волокна, имеющие PE/PET или CoPET/PET полимеры с конфигурацией оболочка/ядро. Конфигурация оболочка/ядро является преимущественной, поскольку она обеспечивает повышенную площадь контакта и прочность, и в тоже время поддерживает структурную целостность основного мата. В одном варианте осуществления соотношение площадей оболочки и ядра находится в диапазоне от приблизительно 80/20 до приблизительно 20/80.
Как упоминалось выше, один компонент (т.е. вяжущий компонент) двухкомпонентного волокна имеет точку плавления ниже, чем точка плавления другого компонента (т.е. структурного компонента). В соответствии с одним подходом вяжущий компонент или первый полимерный компонент имеет точку плавления на от приблизительно 25°C до приблизительно 50°C ниже, чем точка плавления структурного или второго полимерного компонента. Таким образом, двухкомпонентное волокно имеет достаточное отличие между точками плавления двух полимеров, что допускает применение в нетканом материале так, чтобы только один из полимерных компонентов расплавился при нагревании. Например, предпочтительное двухкомпонентное волокно для применения в нетканом материале имеет точку плавления оболочки от приблизительно 100 до приблизительно 220°C и точку плавления ядра от приблизительно 150 до приблизительно 270°C.
Предпочтительно, двухкомпонентные волокна имеют линейную плотность, известную в данной области техники как Денье, от приблизительно 1 до приблизительно 72 г/9000 м; однако другое Денье также может быть подходящим в зависимости от применяемого состава, конкретного применения и других факторов. Двухкомпонентные волокна также предпочтительно имеют длину волокна между от приблизительно 1 и приблизительно 25 мм, и наиболее предпочтительно, между 1 и приблизительно 10 мм. Несмотря на то, что характерные особенности неорганического и органического волокон, которые в целом являются предпочтительными для формирования ядра, подходящего в качестве плит акустического потолка, рассмотрены выше, другие свойства волокна также могут быть выбраны в зависимости от конкретного применения и способа.
Как рассмотрено в предпосылках изобретения, коммерчески доступные двухкомпонентные волокна, типично применяемые в нетканых тканях, пеленках, салфетках, фильтрующей среде и изоляции для автомобилей, обычно являются слишком крепкими для применения в плитах акустического потолка, поскольку для разрезания сформированной плиты будет требоваться очень большое усилие. Прочность данных волокон может быть определена сочетанием нагрузки на разрыв и относительного удлинения (Din EN SSO 5079 или ASTM D3217). Как показано в таблице ниже, коммерчески доступные двухкомпонентные волокна и волокна из мононити (как обычно сообщают поставщики волокна) типично демонстрируют неприемлемые нагрузки на разрыв в диапазоне от приблизительно 2 до приблизительно 100 г и величину удлинения в диапазоне от приблизительно 30 до приблизительно 400 процентов. Данные коммерчески доступные волокна не имеют комбинированных свойств, подобных свойствам неорганических основных волокон, обычно применяемых в плитах потолка. Не вдаваясь в теорию, полагают, что такая прочность волокна существующих волокон первоначально возникает благодаря композиции структурного компонента в двухкомпонентном волокне.
Однако данные уровни высокой прочности существующих синтетических вяжущих волокон являются в целом неприемлемыми для применения в структуре плиты потолка, поскольку они приводят к продуктам, которые требуют большого усилия для разрезания, и при резании образуется чрезмерное количество отходов волокна. Для сравнения, минеральная вата или стекловолокно, традиционно применяемое для производства плит потолка, имеют нагрузки на разрыв меньше чем 3,5 г и величину удлинения меньше чем приблизительно 6 процентов. Для хорошей способности подаваться резке желательно, чтобы компоненты в основном мате сочетались физически дуг с другом или в целом не отличались существенно своими физическими свойствами (например, прочность волокна); в противном случае, если физические свойства индивидуальных волокон существенно различаются, один компонент будет стремиться отделиться от другого компонента, когда плита будет подвергнута усилию резания.
Соответственно, предпочтительно, чтобы модифицированные двухкомпонентные волокна при этом имели физические свойства или способность поддаваться резке, подобные физическим свойствам минеральной ваты или стекловолокон. В соответствии с одним подходом модифицированные двухкомпонентные вяжущие волокна имеют композицию, эффективную для обеспечения им заданной прочности (т.е. нагрузки на разрыв и удлинения), подобной прочности неорганических основных волокон, применяемых в ядре. В одном аспекте заданная прочность модифицированных двухкомпонентных волокон представляет собой нагрузку на разрыв меньше чем приблизительно 10 г (предпочтительно от приблизительно 1 до приблизительно 10 г и наиболее предпочтительно от приблизительно 1 до приблизительно 4 г) и удлинение меньше чем 20 процентов (предпочтительно меньше чем от приблизительно 10 процентов и наиболее предпочтительно меньше чем приблизительно 6 процентов). Нагрузка на разрыв волокна обычно пропорциональна Денье волокна. Типично, чем тоньше волокно, тем легче поддается резанию. Предпочтительно, Денье модифицированного органического волокна, применяемого здесь, составляет от приблизительно 0,7 до приблизительно 1,7 и предпочтительно от приблизительно 1,1 до приблизительно 1,7.
В соответствии с одним подходом заданную и уменьшенную прочность (нагрузка на разрыв и удлинение) модифицированного двухкомпонентного волокна получают посредством обеспечения композиции структурным компонентом, эффективным для модифицирования физических свойств данного компонента двухкомпонентного волокна. Например, прочность волокна (например, его структурного компонента) может быть модифицирована посредством обеспечения смеси термопластичной смолы и эффективного количества наполнителя. В соответствии с другим подходом прочность структурного компонента может быть модифицирована посредством обеспечения материала, такого как смола, имеющего заданный диапазон молекулярной массы. В соответствии с еще одним подходом относительные количества кристаллических к аморфным областям смолы, применяемой для формирования структурного компонента, могут изменяться для того, чтобы получить желаемую прочность. Сочетания данных подходов также могут быть применены при необходимости для достижения желаемого предела прочности при сдвиге.
Более конкретно, наполнители могут добавляться к полимерной смоле, применяемой для формирования структурного компонента двухкомпонентного волокна, для достижения пониженных уровней прочности. В соответствии с одним подходом от приблизительно 1 до приблизительно 300 частей наполнителя на приблизительно 100 частей полимерной смолы по весу может быть добавлено к смоле (т.е. от приблизительно 0,25 до приблизительно 75 весовых процентов наполнителя с полимерной смолой и, предпочтительно, от приблизительно 5 до приблизительно 50 весовых процентов) для достижения желаемой прочности. В дополнение к снижению прочности заполненные полимеры могут также демонстрировать укрепление волокна (модуль увеличивается) и улучшенные характеристики сжигания на открытом воздухе в результате сниженной органической массы.
Подходящие наполнители включают, кроме прочего, молотый карбонат кальция, осажденный карбонат кальция, каолин, тальк, кремнезем, полевой шпат, нефелин, слюду, волластонит, перлит, стекло, силикаты, диоксид титана, сульфат кальция и подобное, а также их смеси. Кроме того, оксид сурьмы, тригидрат оксида алюминия, фосфаты и подобное, а также их сочетания могут также добавляться к волокну или смолам для обеспечения ингибирования горения. Размеры наполнителей обычно должны быть меньше приблизительно 3 микрон и, предпочтительно, от приблизительно 0,1 до приблизительно 2 микрон; однако размер может изменяться в зависимости от применения и размера волокна. Даже если выражение "наполнитель" применяется в данном раскрытии как основополагающее выражение для вышеупомянутых материалов, специалисту в данной области будет понятно, что каждый такой материал имеет уникальные свойства, которые могут улучшать характеристики плит акустического потолка.
Не вдаваясь в теорию, прочность (нагрузка на разрыв и удлинение) комбинации полимерной смолы и наполнителя (т.е. соединение) зависит от количества наполнителя, добавленного к смоле. Вообще, чем больше добавляют наполнителя, тем ниже нагрузка на разрыв и удлинение. См, например, Katz et al., Handbook of Fillers and Reinforcement for Plastics, 1978, c.81-118, который данной ссылкой включен в данное описание.
Количество добавленного наполнителя обычно зависит от параметров конкретного наполнителя, который может характеризоваться, по меньшей мере, плотностью упаковки, размерами и межфазным связыванием. В соответствии с одним подходом максимальный объемный упаковочный коэффициент наполнителя (Pf) в основном материале является параметром, основанным на распределении по размерам и формам частиц наполнителя. Поскольку количество наполнителя приближается к Pf, полагается, что частицы наполнителя определенного соединения частично разделены только относительно тонкой пленкой смолы. В данной ситуации объем матрицы полимерной смолы является минимальным и действует как индивидуальные сегменты или карманы для поддержания эластичной нагрузки. Когда растягивающую нагрузку прикладывают к смоле, данные матричные сегменты растягиваются и отрываются от частиц, что приводит к меньшей прочности и меньшему удлинению высоконаполненных соединений. В результате для достижения уменьшенной нагрузки на разрыв и удлинения количество наполнителя, введенное в смолу, может в целом приближаться к Pf конкретного наполнителя. В соответствии с одним подходом Pf наполнителя, применяемого в модифицированном двухкомпонентном вяжущем волокне, будет обычно в диапазоне от приблизительно 0,32 до приблизительно 0,83; означающее добавление наполнителя в полимерную смолу в диапазоне от приблизительно 32 до приблизительно 83 процентов по объему. Наиболее предпочтительно, применение наполнителя будет от приблизительно 30 до приблизительно 70 весовых процентов. Однако следует понимать, что количество и размер наполнителя может изменяться в зависимости от желаемой прочности волокна, характеристик волокна, конкретного применения и других факторов.
Предпочтительный нетканый материал включает ядро или основной мат, имеющий от приблизительно 30 до приблизительно 95 весовых процентов асбестовой или шлаковой ваты и от приблизительно 0,1 до приблизительно 70 весовых процентов модифицированного двухкомпонентного термосвязующего волокна. В одной форме полученный основной мат является самонесущей, относительно жесткой и в целом плоской панелью, например, панель 2′×4′ или 2′×2′ с толщиной предпочтительно от приблизительно 0,25 до приблизительно 1,5 дюймов. В такой форме основной мат подходит для установки в типичную решетку подвесного потолка или аналогичную структуру.
Благодаря предпочтительным неорганическим основным волокнам в ядре (т.е. минеральным ватам, асбестовой вате и/или шлаковой вате), которые имеют небольшую длину в диапазоне от приблизительно 0,1 до приблизительно 4 мм, полученное нетканое ядро предпочтительно имеет относительно высокую основную массу для того, чтобы достигнуть требуемой жесткости для получения самонесущего ядра, подходящего для применения в качестве плиты потолка. Например, предпочтительно, что нетканый материал имеет основную массу, по меньшей мере, 3000 г/м2 (г/м2) и, наиболее предпочтительно, от приблизительно 3000 до приблизительно 5000 г/м2. Нетканые маты также предпочтительно имеют плотность от приблизительно 0,1 до приблизительно 0,5 г/см3. Как было рассмотрено выше, даже с высокими основными массами и плотностями, полученные плиты потолка все еще могут быть вручную разрезаны рабочим ножом с минимальным давлением в основном благодаря включениям модифицированных двухкомпонентных термосвязующих волокон. Данные нетканые маты также предпочтительно имеют коэффициенты снижения шума приблизительно от 0,3 до 1,0 и более предпочтительно от 0,55 до 1,0. Предпочтительные нетканые материалы также имеют модуль разрыва (MOR) или изгиба минимум 10 фунтов на квадратный дюйм (psi) и имеют нагрузку на разрыв минимум от приблизительно 0,5 фунтов (ASTM C 367-99). Однако следует понимать, что вышеизложенные характеристики могут изменяться в зависимости от состава и способа, требуемых для определенного применения.
Факультативно, нетканый материал также может включать другие компоненты в ядре, как требуется для определенного применения. Понятно, что любой из числа дополнительных компонентов, известных в данной области техники, который может быть применен с плитой потолка для достижения определенных целей, может быть добавлен. Например, материал может включать до приблизительно 70 весовых процентов гранулята, такого как вспученный перлит, вспененное стекло и подобное. Функциональные химикаты, такие как цеолит, активированный уголь и подобное, также могут быть добавлены к основному мату в основном для обеспечения способностей очистки воздуха. В дополнение к неорганическим основным волокнам и двухкомпонентным термосвязующим волокнам ядро также может включать другие факультативные волокна, такие как натуральные волокна (лен, бамбук, целлюлоза, сизаль и подобное), стекловолокна, другие неорганические волокна, другие органические волокна и их смеси в зависимости от потребности. При желании нетканый материал также может включать жидкое или латексное связующее вещество, нанесенное на одну или несколько поверхностей или пропитывающее основной мат для обеспечения дополнительной жесткости. Например, до приблизительно 30 весовых процентов латексного связующего вещества может быть нанесено на одну или обе поверхности основного мата.
Кроме того, полученное ядро может содержать один или несколько слоев нетканых материалов. В случае нескольких слоев каждый слой может иметь похожие или отличные свойства по сравнению с другими слоями, такими как похожие или отличные основные массы, плотности и композиции, в зависимости от определенного применения. Несколько слоев могут быть получены при совместном ламинировании нескольких основных матов или могут быть получены параллельно применяя формовочную машину с несколькими головками.
Нетканый материал также может быть облицован мешковиной или облицовочным материалом с одной или обеих сторон ядра. Как дополнительно рассмотрено ниже, облицовка может обеспечить декоративное покрытие ядра или иметь свойства, которые являются эффективными, чтобы позволить изготовление нетканого материала, использующего предпочтительно неорганическое основное волокно (т.е. относительно короткие абразивные и с высоким содержанием твердых включений волокна) и органическое вяжущее волокно, применяя аэродинамический холстоформирующий способ.
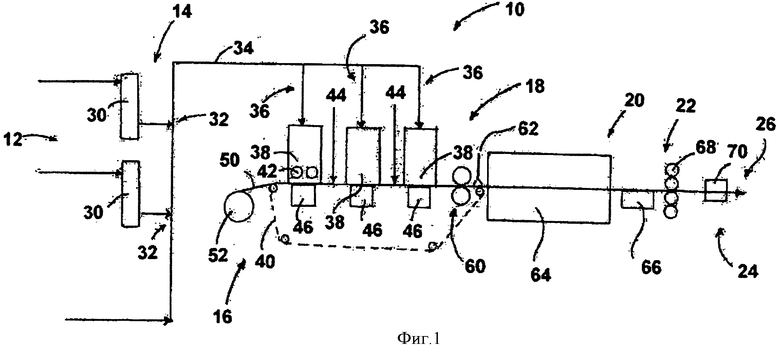
Вернемся к деталям формирования нетканого материала, способ будет описан со ссылкой на ФИГ.1 и 2, которые иллюстрируют примерный аэродинамический холстоформирующий способ производства 10, подходящий для формирования описанных выше нетканых материалов в ядро, имеющее достаточную основную массу и плотность для обеспечения требуемой жесткости, чтобы нетканый материал можно было применять в качестве плиты акустического потолка. Для этих целей здесь "аэродинамический холстоформирующий" относится к любому способу или производственному способу, в котором индивидуальные компоненты взвешены в воздухе или другом газообразном потоке и который предпочтительно формирует холст, основной мат или теплозвукоизоляционную плиту из волокнистого материала на пористом проволочном полотне или другой поверхности пористого носителя. В общем и в отношении и фиг.1 аэродинамический холстоформирующий способ 10, подходящий для формирования структуры плиты акустического потолка, включает этапы, на которых: (a) сырье диспергируют и смешивают 12, (b) дозируют и подают сырье в блок головки 14, (c) формируют аэродинамическую холстоформирующую сеть 16, (d) факультативно прессуют 18, (e) нагревают и охлаждают 20, (f) факультативно каландрируют 22, (g) факультативно ламинируют 24 и (h) подвергают финишной обработке 26.
Как рассмотрено выше, сырье для формирования нетканого основного мата может включать различные неорганические или органические волокна, синтетические или природные волокна, порошки, смолы, гранулы и другие компоненты. Примеры подходящего сырья включают, кроме прочего, минеральную вату, асбестовую вату, шлаковую вату, стекловолокно, двухкомпонентные волокна, целлюлозные волокна, шарики из пеностекла и т.д. Предпочтительное сырье включает асбестовую или шлаковую вату и двухкомпонентные волокна. Как рассматривалось выше, чрезвычайно предпочтительное сырье включает от приблизительно 30 до приблизительно 90 процентов асбестовой ваты или шлаковой ваты и от приблизительно 0,1 до приблизительно 70 процентов органических вяжущих волокон, таких как модифицированные двухкомпонентные волокна, рассмотренные выше.
В некоторых случаях большая часть волокнистого сырья обычно требует переработки в форму, которая является подходящей для аэродинамических холстоформирующих способов. Соответственно, способ 10 в начале включает этап 12, на котором диспергируют и смешивают. Например, волокна в форме листов, панелей и сухого рулона часто связаны друг с другом и нуждаются в дефибрировании перед направлением в аэродинамический холстоформирующий формирователь. Типично, данное сырье может быть дефибрировано оборудованием типа молотковой дробилки, которое включает ротор с качающимися молотками для дефибрирования подаваемых холстов. Подобно, сырье в форме кип, такое как минеральная вата или синтетические волокна, может быть предварительно вскрыто с помощью киповскрывателя и затем перемещено к дозирующей башне 30 посредством вентиляторов. Смешивание 32 различных потоков волокна может быть выполнено посредством введения одного потока в другие с заданными весовыми соотношениями для формирования предварительно диспергированного потока волокнистого сырья 34.
Предварительно диспергированный поток волокнистого сырья 34 затем транспортируют посредством воздушного потока к одной или более башням для волокон 36, которые включают решетчатый конвейер (не показано), где формируют исходный нетканый волокнистый мат.Дозирование волокон предпочтительно выполняют посредством дозировочного конвейера с регулируемой скоростью. Дозирование гарантирует устойчивую и последовательную поставку сырья к аэродинамической холстоформирующей машине. Дозирование таким способом может также быть применимо для контроля основной массы формируемого основного мата. После дозирования волокнистое сырье подают в одну или несколько соответствующих аэродинамических холстоформирующих головок 38 посредством подающего вентилятора. Разделитель потока можно применить, чтобы уравновесить поток с каждой стороны холстоформирующей головки 38. Хотя ФИГ.1 иллюстрирует три отдельные холстоформирующие головки 38, способ 10 может включать любое число холстоформирующих головок, необходимое для формирования желаемой толщины, плотности и основных масс нетканой структуры. Предпочтительно, образование нетканого холста или теплозвукоизоляционной плиты из волокнистого материала проводят к аэродинамической холстоформирующей головке. Подходящие аэродинамические холстоформирующие головки могут быть доступны от Dan-Web (Дания), M&J Fiber (Дания) или FormFiber (Дания); однако, другие аэродинамические холстоформирующие подающие устройства также являются подходящими.
В одном аспекте аэродинамической холстоформирующией машины 10 является предпочтительным, чтобы внутренние поверхности, находящиеся в прямом контакте с сырьем, изготавливались из материалов, имеющих достаточную прочность/стойкость, или имели покрытие, увеличивающее прочность материалов или обеспечивающее сменную/укрепленную поверхность. Например, по меньшей мере, части внутренних поверхностей труб, компрессоров, холстоформирующих головок и т.д. аэродинамической холстоформирующей машины 10 должны быть сделаны из материалов, имеющих твердость по Бринеллю, по меньшей мере, 250 единиц (ASTM E10). В другом примере может быть желаемым применять слой карбида хрома или похожего материала на внутренних поверхностях машины 10, чтобы защитить основные материалы. Данное покрытие может быть полезным в машинных секциях, где случается достаточная турбулентность. В еще другом примере в местах машины, включающих повороты на 45° или больше, большой радиус колена может быть установлен и/или колено может быть оборудовано заменяемым изнашиваемым компонентом, таким как вкладыш, сделанный из карбида хрома или похожего материала. Такие детали машины являются примерами лишь нескольких подходов обеспечения аэродинамической холстоформирующей машины, подходящей для обработки волокна данным способом; конечно, существуют другие возможные подходы, которые должны быть очевидными для специалиста в данной области техники после чтения данного открытия.
В аэродинамической холстоформирующей машине 10 волокнистые ингредиенты являются флюидизированными в воздухе или другом газовом потоке, осаждаемом на поверхности носителя 40, такого как пористый проволочный холст, грубый холст или другой пористый материал, для формирования холста или сланца нетканого материала. Различные приспособления применяют, чтобы суспендировать волокна или другие ингредиенты в воздухе. В одном примере, как иллюстрируется в ФИГ.1, холстоформирующая головка 38 может включать два вращающихся барабана 42, расположенных горизонтально в направлении, поперечном машине, и выше поверхности носителя 40. В данном примере барабаны 42 могут иметь пазы или отверстия, позволяющие диспергированным волокнам проходить сквозь каждый барабан 42. В некоторых случаях вращающийся характер движения потока может быть сформирован по мере того, как волокна двигаются вокруг двух барабанов. Чтобы флюидизировать волокна, барабаны также могут включать игольчатые вальцы, расположенные внутри каждого барабана. Поскольку волокна входят в барабан через пазы, игольчатые вальцы взбалтывают и просеивают волокна. Воздушная турбулентность и эффект подвешивания дополнительно диспергируют волокна. В другом примере волокна могут задуваться в формообразующее устройство без барабана, где серия игольчатых вальцов распределяет волокна внизу по формирующейся материи. Другие типы холстоформирующих головок также могут быть подходящими. В одном примере подходящий аэродинамический холстоформирующий барабан описан в патенте США №4640810, который данной ссылкой включен в данное описание.
Волокнистое сырье предпочтительно подают в одну или более холстоформирующих головок 38 с обоих концов. При использовании порошки или гранулированные компоненты можно подавать в различные местоположения. Для гомогенной смеси волокна и порошка узел 44, распределяющий порошок, может быть установлен выше каждой холстоформирующей головки 38 (данная конкретная версия не показана на фигурах), где порошок и волокна могут смешиваться, образуя гомогенную смесь. Для порошкообразного слоя, нанесенного на нетканую структуру после образования холста, как показано на ФИГ.1, узел 44, распределяющий порошок, может быть установлен между или после одной или более холстоформирующих головок 38 для образования одного или более отдельных слоев порошка на поверхности нетканого материала.
Смежные холстоформирующие головки 38, один или более вакуум-всасывающих блоков 46 предпочтительно монтируют над поверхностью носителя 40. Всасывание, созданное вакуумом, направляет воздух и волокна в холстоформирующие головки 38 для осаждения в направлении поверхности носителя 40. Предпочтительно, вакуумные блоки 46 разработаны, чтобы поддерживать постоянную воздушную скорость через холстоформирующие головки 38 и по всему проему вакуумного блока, таким образом, может быть получена однородная плита.
По причине относительно мелких и коротких неорганических основных волокон, предпочтительных в нетканом материале, описанном выше (т.е. большие содержания твердых включений и длинных волокон до приблизительно 0,1 мм), пористость традиционной пористой поверхности носителя 40 является обычно недостаточной, чтобы разрешить формирование нетканого материала, имеющего основные массы от 3000 г/м2 или больше, применяя минеральную вату, асбестовую вату и/или шлаковую вату, и традиционные аэродинамические холстоформирующие головки. Например, в то время как пористая поверхность носителя 40 позволяет воздуху проходить сквозь нее, но удерживать волокна и другие ингредиенты, типичные поверхности носителя 40, применяемые с коммерческими аэродинамическими холстоформирующими машинами, не могут препятствовать части ингредиентов, применяемых здесь, проходить сквозь них. Например, минеральная вата, асбестовая вата и шлаковая вата часто приходят с длиной волокна до приблизительно 0,1 мм и включают до приблизительно 60% содержания твердых включений. В некоторых случаях данные мелкие материалы могут проходить сквозь пористую поверхность носителя 40 и закупориваться в системе фильтрации воздуха.
Соответственно, по одному подходу способ 10 также включает применение пористой подкладки или облицовочного материала 50, расположенного на пористой поверхности носителя 40, чтобы удерживать ингредиенты и препятствовать закупориванию системы фильтрации воздуха. С этой целью пористая подкладка 50 предпочтительно имеет пористость меньше, чем пористой поверхности носителя 40, но все еще достаточную, чтобы позволить сформироваться нетканому мату с желаемыми плотностями и основными массами. Предпочтительно, пористая подкладка 50 представляет собой лист ткани, стеклянный мат, грубый холст или подобное. При желании нетканый материал может быть присоединен к пористой подкладке 50 с помощью клеящего вещества или связыванием органических вяжущих волокон с пористой подкладкой 50 посредством нагрева. В данном случае пористая подкладка 50 также может содержать декоративный внешний слой полученной плиты потолка. Как показано на ФИГ.1, пористая подкладка 50 разматывается из подающего вальца 52 перед аэродинамическими холстоформирующими головками 38; тем не менее, подкладка 50 может подаваться к холстоформирующим головкам любым известным способом.
Предпочтительно, подкладка 50 является акустически прозрачным облицовочным материалом и имеет свойства, позволяющие формирование неорганического основного волокна и модифицированного двухкомпонентного термосвязующего волокна в основной мат, применяя аэродинамические холстоформирующие головки 38 и вакуумные блоки 46 при основных массах, по меньшей мере, приблизительно 3,000 г/м2. Как обсуждено выше, подкладка 50 может быть прикреплена к полученному ядру, чтобы достигнуть желаемой эстетической привлекательности на своей внешней поверхности. Кроме того, подкладка 50 также может добавлять дополнительную структурную целостность полученной панели.
Подходящие подкладки 50 имеют достаточную пористость, эффективную для того, чтобы позволить желаемым основным массам быть равномерно сформированными аэродинамической холстоформирующей головкой, но также ограничить прохождение волокон и твердых включений относительно маленького размера. По одному подходу подходящие материалы, применяемые для изготовления подкладки 50, представляют собой стекловолокно или другие нетканые ткани, сделанные из синтетических волокон, или смеси неорганического и органического волокна. В одном аспекте основная масса подкладки 50 составляет предпочтительно от приблизительно 50 до приблизительно 200 г/м2 (если подкладка сделана из стекловолокна и связующего вещества) и, предпочтительно, от приблизительно 50 до приблизительно 125 г/м2. В другом аспекте подкладка 50 предпочтительно имеет минимальную прочность на разрыв приблизительно 10 psi (TAPPI T220) и жесткость по Герли приблизительно 500 единиц (TAPPI T543). В еще других аспектах максимальное удельное аэродинамическое сопротивление равно обычно приблизительно 2000 Па·с/м (ASTM С522); тем не менее, предпочтительные подкладки имеют аэродинамическое сопротивление приблизительно 50 Па·с/м или меньше. Таблица 2, приведенная ниже, определяет примеры стекловолоконных подкладок, подходящих для производства плит акустического потолка, применяя данные способы.
После образования нетканого ядра несвязанный холст или сланец может быть уплотнен посредством захватывающих вальцов 60 для улучшения своей структуры или прочности. Давление и температура захватывающих вальцов обычно настраиваются, чтобы обеспечить различные уровни уплотнения. Кроме того, захватывающие вальцы 60 обычно также оснащаются с настраиваемыми зазорами, чтобы контролировать толщину холста или сланца. Захватывающие вальцы 60 помогают сохранить физическую целостность плиты перед связыванием и могут уменьшить шероховатость поверхности плиты. Согласно одному подходу захватывающие вальцы 60 используют низкое давление.
Как обсуждено выше, связывания ингредиентов в нетканое ядро предпочтительно достигают через применение модифицированных двухкомпонентных термосвязующих волокон. Тем не менее, другие подходы связывания также могут применяться вместо или в сочетании с модифицированными двухкомпонентными термосвязующими волокнами для определенного применения. Например, другой способ для плавления нетканых материалов заключается в применении термореактивной смолы, такой как фенолформальдегидная или мочевиноформальдегидная смола, для волокон перед смешиванием 32 волокон с минеральной ватой. После нагревания смолы до предопределенной температуры отверждения образуется связывание благодаря полимеризации мономеров смолы. В еще одном другом подходе распылитель 62 также может быть применен, чтобы нанести латексное связующее вещество на поверхность холста или пропитать холст в латексной ванне. Кроме того, холст может быть повторно смочен с последующим уплотнением через каландр или захватывающие вальцы. Применение латекса может также связать подкладку 50 с ядром.
Как только нетканый материал сформирован в ядро и факультативные связующие вещества применяют к холсту, он готов для нагревания и отверждения 20. По одному подходу термическую сушильную печь или сушилку 64 применяют, чтобы нагреть холст до, по меньшей мере, точки плавления вяжущего компонента в органическом вяжущем волокне для того, чтобы расплавить волокна в волокнистой матрице. Любая влага, оставшаяся в холсте, если таковая имеется, также может быть испарена в течение данного этапа, на котором нагревают. Несмотря на то, что может быть применена любая известная сушильная печь или сушилка, предпочтительным является, чтобы теплоперенос в сушильной печи был или кондуктивным, или конвективным, и сушильная печь со сквозным потоком является наиболее предпочтительной, поскольку она, как правило, ускоряет нагрев и вследствие этого требуется печь меньшего размера.
Сразу же после извлечения из сушильной печи 64 нагретый холст предпочтительно охлаждают, подвергая его воздействию холодного воздушного потока, выдуваемого вентилятором 66. Альтернативно, полученное нетканое изделие охлаждают, пропуская через холодный воздух всасывающего блока, который может уплотнить нетканый мат и увеличить его плотность. При желании холодный воздух всасывающего блока может быть применен для контроля плотности изделия.
Факультативно, холст также может быть ламинирован 24, применяя стандартный ламинатор 70 для того, чтобы обеспечить дополнительный облицовочный материал на противоположной стороне холста из пористой подкладки 50. Ламинированный холст может затем быть дополнительно обработан 26 посредством обрезки до желаемого размера, обрезкой до образования конечного продукта и/или покрытием с целью производства плиты акустического потолка должных размеров, участков контура, поверхностных текстур, цветов и подобное.
Соответственно, нетканый материал, описанный выше, может предпочтительно быть произведен посредством аэродинамического холстоформующего способа и все еще содержать неорганические волокна (т.е. минеральную вату) и модифицированные двухкомпонентные вяжущие волокна. Такой способ и состав позволяют данным компонентам быть сформированными в структуру ядра, подходящую для применения в качестве плиты акустического потолка, которая отвечает акустическим и физически требованиям и обеспечивает преимущества над обычными плитами акустического потолка мокрой укладки. Поскольку аэродинамический холстоформирующий способ является преимущественно безводным, с минимальным и, предпочтительно, без поверхностного натяжения, приложенного к волокнам, это в результате приводит к более благородной или объемной структуре, имеющей лучшие акустические свойства. Применение предпочтительных и модифицированных двухкомпонентных волокон (синтетическое волокно) придает полученному мату структурную целостность, прочность на изгиб и способность поддаваться резке, в то время как остается неизменным основной объем мата. Уникальностью предпочтительного и модифицированного вяжущего волокна является то, что оно обеспечивает повышенную прочность с уменьшенным содержанием смолы (т.е. повышенным содержанием наполнителя) и обеспечивает желаемую прочность, в то время как поддерживается способность мата поддаваться резке, которая является важной характеристикой для монтажников. Предпочтительные и модифицированные двухкомпонентные волокна также имеют преимущества, заключающиеся в лучших характеристиках открытого сжигания (т.е. меньшее образование дыма и меньшее распространение пламени) вследствие относительно высокого содержания наполнителя, который является предпочтительно неорганическим наполнителем. Кроме того, низкие температуры плавления вяжущего компонента могут подбираться, как требуется для связывания различных материалов при различных температурах связывания.
Преимущества и варианты осуществления нетканых материалов, описанные здесь, дополнительно иллюстрируются последующими примерами; тем не менее, отдельные материалы и их количества, изложенные в данных примерах, также как другие условия и подробности, не следует толковать для чрезмерного ограничения формулы изобретения. Все процентные содержания приведены по весу, если иное не указано.
ПРИМЕРЫ
ПРИМЕР 1:
Нетканый материал получают с коммерчески доступными двухкомпонентными волокнами и минеральной ватой. PE/PET двухкомпонентные термосвязующие волокна (T-255, Invista, Wichita, KS), имеющие 2,2 Денье и 6 мм длины, предварительно открывают и смешивают с предварительно открытой минеральной ватой. Invista РЕ/PET волокно имеет точку плавления ядра 250°C и точку плавления оболочки 135°C. Волокнистое сырье содержит приблизительно 90% минеральной ваты и приблизительно 10% двухкомпонентных волокон.
Волокнистую смесь смеси дозируют в Laroche дозаторной башне (Laroche, SA) и подают в формирующий барабан аэродинамической холстоформирующей машины (Dan-Web, Дания). В формирующем барабане двухкомпонентные волокна и минеральная вата диспергируются и взвешиваются в воздухе при вращении игл и посредством стригущего действия, полученного двумя вращающимися барабанами. Формирующийся провод, оборудованный вакуумным блоком, размещен под формирующими барабанами. Холст или сланец формируют на формирующем проводе как вакуумно-направленные волокна, размещенные на движущемся проводе. Было открыто, что формирующийся провод является слишком пористым, чтобы удерживать содержание твердых включений в минеральной вате. В результате тканевую подкладку применяют, чтобы удерживать волокнистый материал на формирующем проводе.
После формирования, сланец нагревают до 135°C, чтобы расплавился компонент оболочки. После охлаждения основной мат становится жестким. Полученный основной мат имеет край, поддающийся резке (требует чрезмерной силы и показывает вытягивание волокна в процессе резки). Основной мат показывает малое пространственное изменение после выдержки при 90°F и 90% относительной комнатной влажности в течение одной недели. Таблицы 3 и 4 приводят ниже физические и акустические свойства полученных основных матов. Полученные маты не имеют подкладки или грубого холста на себе.
ние ваты, %
на, дюйм
BiCo
BiCo
ПРИМЕР 2:
Двухкомпонентные волокна различных Денье и длины применяют как термически связываемые волокна для формирования основных матов плит акустического потолка в аэродинамической холстоформирующей машине (Spike System, FormFiber, Дания). Формирующая камера содержит два вальца с шипами, размещенными вертикально. Основные маты содержат различные процентные содержания минеральной ваты, дробленной газетной бумаги, сизальных волокон и РЕ/РР двухкомпонентных волокон (Chisso Corporation, Япония), как показано в Таблице 5. Ядро (PP) имеет температуру плавления 162°C, и оболочка (PE) имеет температуру плавления 110°C. Образцы испытывают на акустические свойства, и результаты приведены в Таблицах 5 и 6 ниже. Полученные маты не имеют на себе подкладки или грубого холста.
ПРИМЕР 3:
Потолочную панель формируют в аэродинамической холстоформирующей машине, применяя минеральную вату и приблизительно 10% коммерчески доступных PE/PET двухкомпонентных волокон с 1,1 Денье и 6 мм длины в качестве вяжущего волокна (Hoechst-Trevira Туре-255 (Charlotte, NC)). Минеральную вату и вяжущее волокно смешивают вместе и подают в одну или две дозаторные башни Laroche. Сырье дозируют посредством его первой транспортировки в ячейку волокна, затем сбрасывают на движущуюся ленту. Скорость подачи контролируют, изменяя скорость ленты. Транспортирующий вентилятор применяют для подачи сырья в аэродинамическую холстоформирующую головку (и).
Основные маты формируют на слое целлюлозной ткани или на грубом стекловолоконном холсте (A125EX-CH02, Owens Corning), размотанном из сработанного рулона. Стекловолоконный грубый холст применяют, чтобы удержать и нести волокна без воздействия на уменьшение вакуума. Также он служит как лицевой слой панели.
После того как основной мат формируют, другой слой ткани, стекловолоконный грубый холст (Dura-Glass 5017, Johns Manville) или распыляемый материал покрытия факультативно укладывают на верхнюю часть основного мата перед введением в нагревающую сушильную печь. Температура сушильной печи равна приблизительно 329°F. Линейная скорость равна 28 дюймов в минуту. Выходя из нагревающей сушильной печи, полученные панели охлаждают до комнатной температуры.
Полученная панель показывает свойства, как представлено в Таблице 7 ниже. Все образцы проявляют способность краев поддаваться резке с волокнами, вытянутыми с края поверхностей, и требуют относительно большой силы, чтобы закончить резку. Образец H показывает достаточный прогиб, что указывает на то, что он не является подходящим для плиты потолка. С лицевой подкладкой Образец I показывает более увеличенный прогиб, несмотря на малую основную массу. Образец J является самонесущим и жестким. Образец K имеет ламинирование с обеих сторон с подкладками и является практически без прогиба.
ПРИМЕР 4
Основной мат, включающий приблизительно 17,5% двухкомпонентного волокна (T 255, 1,1 Денье, 6 мм) формируют как в Примере 3. Основной мат формируют на стекловолоконном грубом холсте (A125EX-CH02, Owens Corning). Полученный основной мат затем орошают жидким клейким веществом (НВ Fuller glue) при расходе приблизительно 3,4 грамма на кв. фут. После нагревания его ламинируют другим стекловолоконным грубым холстом (A125EX-CH02). Кромку ламинированной панели обрезают и лицевые части, также как и кромки, покрывают от приблизительно 10 до приблизительно 12 граммами на кв. фут для обработки панели также как плиты потолка. Покрывающая композиция включает этиленвинилхлоридный полимер (EVCL) (Air Products, Allentown, РА), диоксид титана (Huntsman, Billingham, England), карбонат кальция (J.M. Huber, Atlanta, GA) и глину (J.M. Huber). Средняя толщина панели равна приблизительно 0,76 дюймов, и плотность равна приблизительно 9,44 фунта на куб. фут, что обеспечивает основную массу приблизительно 2929 г/м2. Поскольку испытывают согласно ASTM C-423-07, коэффициент поглощение звука данной плиты потолка равен приблизительно 0,8. Образец показывает, что край поддается резанию благодаря включению двухкомпонентных волокон, имеющих высокую нагрузку на разрыв и удлинение, однако образец является самонесущим, жестким и, по существу, без прогиба, что указывает на то, что он является подходящим для плиты акустического потолка.
Следует понимать, что различные изменения в деталях, материалах и порядках частей и компонентов, которые были здесь описаны и проиллюстрированы для того, чтобы объяснить природу нетканого материала и способа его получения, могут быть сделаны специалистом в данной области техники, не выходя за принципы и рамки, определенные в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО МАТЕРИАЛА | 2009 |
|
RU2485229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКУСТИЧЕСКИХ ПАНЕЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2013 |
|
RU2539462C1 |
| ПРИМЕНЕНИЕ ПОРИСТЫХ НЕТКАНЫХ ХОЛСТОВ В ЗВУКОПОГЛОЩАЮЩИХ ПАНЕЛЯХ | 2010 |
|
RU2560735C2 |
| НЕТКАНЫЙ МАТЕРИАЛ НИЗКОЙ ПЛОТНОСТИ, ПРИМЕНИМЫЙ С ПРОДУКТАМИ АКУСТИЧЕСКОЙ ПОТОЛОЧНОЙ ПЛИТКИ | 2010 |
|
RU2524105C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| ПОТОЛОЧНАЯ ПЛИТКА НА ОСНОВЕ МИНЕРАЛЬНОГО ВОЛОКНА | 2016 |
|
RU2718546C2 |
| ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 2004 |
|
RU2358246C2 |
| НЕТКАНЫЙ МАТЕРИАЛ, ЛАМИНИРОВАННЫЙ МАТЕРИАЛ, ИЗДЕЛИЕ ИЗ НЕТКАНОГО МАТЕРИАЛА, МНОГОКОМПОНЕНТНОЕ ВОЛОКНО, ХОЛСТ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2011 |
|
RU2573817C2 |
| МАТЕРИАЛ ОСНОВАНИЯ ДЛЯ ВИНИЛОВОГО НАПОЛЬНОГО ПОКРЫТИЯ | 2015 |
|
RU2670860C9 |
| ПАНЕЛИ, СОДЕРЖАЩИЕ ВОЗОБНОВЛЯЕМЫЕ КОМПОНЕНТЫ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2532487C2 |
Нетканый материал и способ его формирования обеспечивают для формирования в целом ровного или плоского самонесущего ядра неорганического основного волокна и органического вяжущего волокна, предпочтительно применяя аэродинамическую холстоформирующую головку. В некоторых предпочтительных вариантах осуществления органическое основное волокно нетканого материала имеет основную массу приблизительно 3000 г/м2 или больше. Предпочтительно, органическое вяжущее волокно имеет вяжущий компонент и структурный компонент в единичных нитях волокна. В одном аспекте структурный компонент органического вяжущего волокна имеет композицию, эффективную, чтобы обеспечить его прочность, таким образом, нетканый материал можно резать вручную с минимальным усилием. В такой форме нетканый материал является подходящим, чтобы работать в качестве плиты акустического потолка. 3 н. и 7 з.п. ф-лы, 7 табл., 2 ил.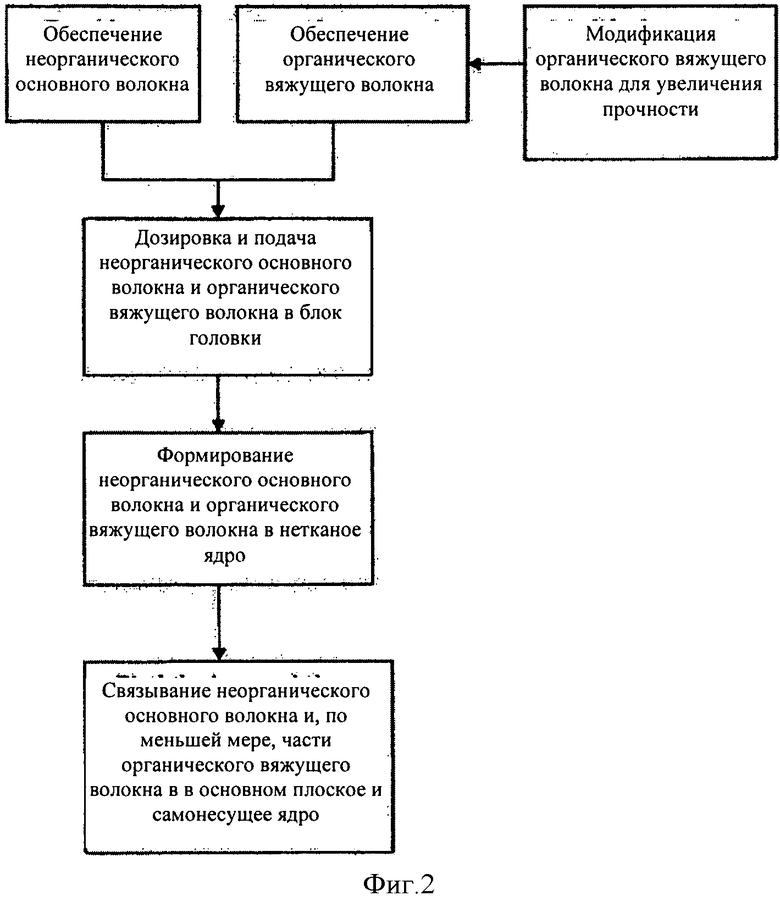
1. Нетканый материал, включающий:
неорганическое волокно и многокомпонентное вяжущее волокно; многокомпонентное вяжущее волокно, имеющее легкоплавкий компонент и тугоплавкий компонент, сформированные в единичные нити волокна; при этом
точка плавления легкоплавкого компонента на от приблизительно 25°C до приблизительно 50°C ниже, чем точка плавления тугоплавкого компонента, чтобы дать возможность легкоплавкому компоненту расплавиться и связаться с неорганическим волокном, пока тугоплавкий компонент остается неповрежденным; и
многокомпонентное вяжущее волокно, имеющее способность поддаваться резке, подобную способности поддаваться резке неорганического волокна, благодаря тому, что имеет прочность, подобную прочности неорганического волокна, указанная прочность составляет от приблизительно 1 г силы до приблизительно 10 г силы, и имеет удлинение на разрыв меньшее, чем 20%;
покрытие, имеющее форму мата с основной массой приблизительно 3000 г/м2 или более.
2. Нетканый материал по п.1, где
неорганическое волокно выбирают из группы, включающей асбестовую вату, шлаковую вату и их смеси;
неорганическое волокно имеет содержание твердых включений до приблизительно 60%; и
нетканый материал имеет коэффициент снижения шума приблизительно 0,55 или более, индекс распространения пламени приблизительно 25 или меньше и индекс распространения дыма приблизительно 50 или меньше.
3. Плита потолка, включающая нетканый материал по п.1, плита потолка, которая дополнительно включает облицовочный материал с одной стороны.
4. Плита потолка по п.3, где плиту потолка формируют, применяя аэродинамический холстоформирующий способ.
5. Нетканый материал по п.1, где тугоплавкий компонент включает смолу и наполнитель.
6. Нетканый материал по п.5, где наполнитель составляет от приблизительно 5 до приблизительно 50% по весу тугоплавкого компонента.
7. Способ формирования нетканого материала по п.1, включающий этапы, на которых:
обеспечивают неорганическое волокно и многокомпонентное вяжущее волокно;
формируют неорганическое волокно и многокомпонентное вяжущее волокно в нетканый холст; и
нагревают нетканый холст для связывания, по меньшей мере, части неорганического волокна с, по меньшей мере, частью многокомпонентного вяжущего волокна для формирования в целом плоской и самонесущей структуры.
8. Способ по п.7, где
нетканый материал включает от приблизительно 5 до приблизительно 50 вес.% наполнителя, смешанного в смоле; и наполнитель выбирают из группы, включающей карбонат кальция, глину, тальк, кремнезем, полевой шпат, нефелин, слюду, волластонит, перлит, стекло, силикаты, диоксид титана, сульфат кальция и их смеси.
9. Способ по п.8, дополнительно включающий этап, на котором:
обеспечивают пористый облицовочный материал, который в целом удерживает неорганическое волокно и многокомпонентные вяжущие волокна на нем в течение связывания.
10. Способ по п.9, где
пористый облицовочный материал имеет аэродинамическое сопротивление приблизительно 2000 Па-с/м или меньше, прочность на разрыв, по меньшей мере, приблизительно 10 psi, жесткость Герли, по меньшей мере, приблизительно 500 единиц и основную массу от приблизительно 50, приблизительно 200 г/м2.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| НЕТКАНЫЙ СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2248884C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ОГНЕСТОЙКАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2112845C1 |

