Изобретение относится к области медицинской техники, а именно к ортопедической стоматологии, и может быть использовано при изготовлении внутрикостных имплантатов.
Известен способ изготовления имплантата для замены костной ткани [Патент РФ №2025132, МПК: A61F 2/28], согласно которому на имплантат, выполненный из металлического или металл-керамического сплава в виде штифта, наносят трехслойное покрытие, при этом первый слой содержит биостекло на основе фосфата кальция с добавлением оксидов металлов, второй слой - смесь фосфата кальция и гидроксиапатита, а промежуточный слой содержит фосфат кальция.
Однако многокомпонентная система покрытий (CaP-стекло, гидроксиапатит, трикальцийфосфат и добавки оксидов металлов) с различными коэффициентами термического расширения не способствует прочному закреплению слоев покрытия (особенно первого слоя) с металлической основой имплантата, покрытие также не обладает высокой биоактивностью.
Известен способ изготовления внутрикостного стоматологического имплантата с плазмонапыленным многослойным биоактивным покрытием [Патент РФ №2146535 МПК: A61L 27/00, A61C 8/00], состоящий в напылении плазменным методом на титановую основу имплантата системы покрытий различной дисперсности и толщины, состоящей из пяти слоев: первых двух из титана или гидрида титана, последующих двух слоев из смеси титана или гидрида титана с гидроксиапатитом, отличающихся содержанием компонентов в слоях, и наружного, пятого слоя из гидроксиапатита. Напыление ведут послойно при различных режимах, обеспечивающих плавный переход от компактной структуры титановой основы имплантата через многослойную систему переходного покрытия к тонкому биологически активному поверхностному пористому слою.
Однако при плазменном напылении биоактивного гидроксиапатитового порошка теряются многие исходные химические свойства, что приводит к уменьшению биоактивности покрытия. Кроме того, покрытие является хрупким, что не позволяет использовать его при изготовлении высоконагруженных имплантатов.
Наиболее близким к предлагаемому изобретению является способ изготовления внутрикостных стоматологических имплантатов [Патент РФ №2074674, МПК: A61F 2/28], включающий изготовление из металла или сплава универсальным способом (токарная, фрезерная и другие методы обработки или с помощью специальных электрофизических методов) основы имплантата цилиндрической, пластинчатой или трубчатой формы, нанесение на основу имплантата методом плазменного напыления системы покрытий из четырех слоев - двух слоев титана или гидрида титана различной дисперсности и толщины, третьего слоя из механической смеси титана или гидрида титана или гидроксиапатита с соотношением соответственно 60-80 мас.% и 20-40 мас.% и наружного слоя - гидроксиапатита.
Недостатком данного изобретения является низкая биоактивность покрытий, т.к. после плазменного напыления теряются многие химические свойства напыляемых биоактивных порошков гидроксиапатита.
Задача изобретения заключается в повышении биоактивности имплантатов, а именно в повышении скорости остеоинтеграционных процессов.
Техническим результатом изобретения является образование на поверхности многослойной системы покрытий имплантата углеродного нанопокрытия, способствующего более быстрому росту костной ткани, т.к. углеродное нанопокрытие является наиболее схожим с кристаллической структурой гидроксиапатита естественной кости [Kaplan FS, Hayes WC, Keaveny TM, Boskey A, Einhorn TA, Iannoti JP. From and function of bone. In: Simon SR, editor. Orthopaedic basic science. Rosemont, IL: American Academy of Orthopaedic Surgeons, 1994. p.127-85].
Поставленная задача достигается тем, что в способе изготовления внутрикостного стоматологического имплантата с углеродным нанопокрытием, включающем пескоструйную обработку поверхности имплантата частицами оксида алюминия, послойное напыление плазменным методом на основу имплантата системы биосовместимых покрытий из смеси порошков титана или гидрида титана и гидроксиапатита кальция, при этом первым слоем напыляют титан или гидрид титана дисперсностью 3-5 мкм с дистанцией напыления 70-80 мм и толщиной 5-10 мкм, вторым слоем - титан или гидрид титана дисперсностью 50-100 мкм с дистанцией напыления 100 мм, толщиной 50-115 мкм, третьим слоем напыляют смесью титана или гидрида титана дисперсностью 40-70 мкм и гидроксиапатита кальция дисперсностью 5-10 мкм, с соотношением 60-80 и 20-40 мас.% соответственно, с дистанцией напыления 80 мм и толщиной слоя 15-20 мкм, четвертым слоем напыляют гидроксиапатит кальция дисперсностью 40-70 мкм с дистанцией напыления 70 мм и толщиной слоя 20-30 мкм, согласно предлагаемому техническому решению, на многослойную систему биосовместимых покрытий методом магнетронного распыления наносят пленку металла из триады железа толщиной 20-35 нм, на которой получают углеродное нанопокрытие толщиной до 1 мкм.
При этом углеродное нанопокрытие представляет собой углеродные нанотрубки и углеродные нановолокна диаметром 50-200 нм.
Пленка металла из триады железа представляет собой металлы железа, кобальта или никеля.
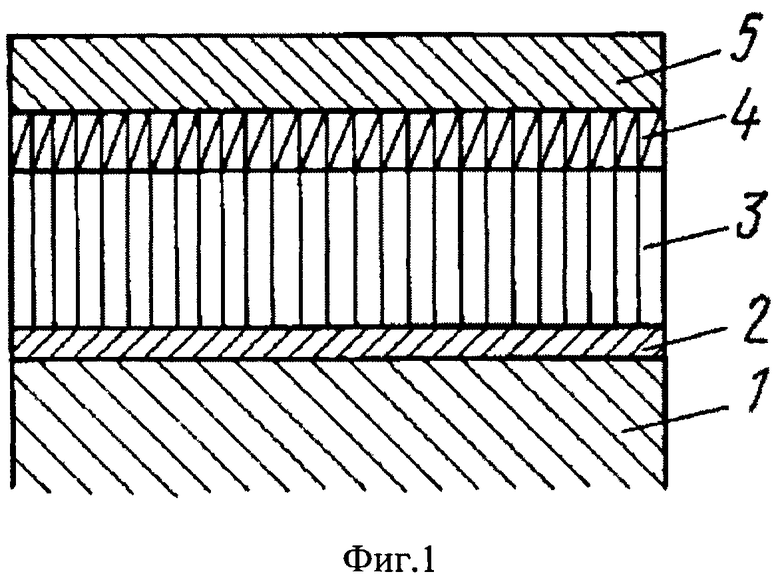
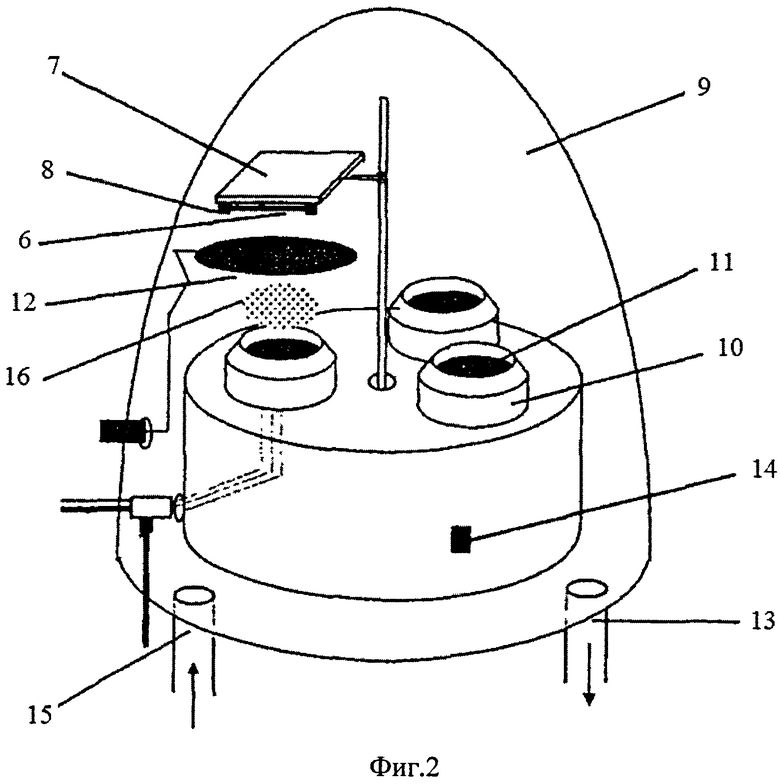
Изобретение поясняется чертежами, где на фиг.1 представлена схема послойного формирования покрытий, на фиг.2 - схема установки магнетронного напыления, на фиг.3 - схема установки пиролиза углеводородов, на фиг.4 - изображение углеродного нанопокрытия, где позициями обозначены: 1 - поверхность металлического титанового имплантата; 2 - первый слой из порошка титана или гидрида титана; 3 - второй слой титана; 4 - третий переходный слой смеси порошка титана или гидрида титана с гидроксиапатитом; 5 - четвертый слой гидроксиапатита; 6 - имплантат; 7 - подложкодержатель; 8 - зажим; 9 - рабочая камера; 10 - магнетрон; 11 - катализатор; 12 - заслонка; 13 - канал откачки атмосферной среды; 14 - вакуумметр; 15 - патрубок напуска рабочего газа; 16 - плазма тлеющего разряда; 17 - кварцевая труба; 18 - реактор; 19 - вакуумметр; 20 - баллон с инертным газом; 21 - газовый редуктор; 22 - устройство финишной осушки газа; 23 - устройство финишной очистки газа; 24 - ротаметр; 25 - линия питания реактора; 26 - баллон с аммиаком; 27 - нагревательный элемент; 28 - термопара; 29 - баллон с углеродсодержащим газом; 30 - патрубок системы охлаждения реактора.
Предлагаемый способ изготовления внутрикостного стоматологического имплантата с углеродным нанопокрытием осуществляют следующим образом (фиг.1). Поверхность металлического титанового имплантата 1 перед напылением подвергают дробеструйной обработке частицами оксида алюминия. Затем наносят два слоя порошка титана или гидрида титана толщиной в диапазоне 60-125 мкм при токе плазменной дуги 540-560 A. Первый слой 2 из порошка титана или гидрида титана дисперсностью 3-5 мкм напыляют непосредственно на металлическую компактную основу имплантата с расстояния 70-80 мм, толщиной 5-10 мкм. Вторым слоем 3 напыляют титан или гидрид титана дисперсностью 50-100 мкм с расстояния 100 мм, толщиной 50-115 мкм. Нанесение двухслойного титанового покрытия обеспечивает плавный переход от поверхности металлического титанового имплантата 1 ко второму слою 3 с пористостью 45-50%. Третьим переходным слоем 4 напыляют механическую смесь порошка титана или гидрида титана дисперсностью 40-70 мкм и гидроксиапатита дисперсностью 5-10 мкм с соотношением соответственно 60-80 мас.% и 20-40 мас.%, толщина этого слоя равна 15-20 мкм. Диапазон состава покрытия из смеси титана и гидроксиапатита выбран таким, чтобы обеспечить максимальную прочность сцепления с плазмонапыленным титановым слоем. Напыление третьего переходного слоя 4 осуществляют при токе плазменной дуги 540-560 A и дистанции напыления 80 мм. Последним четвертым слоем 5 напыляют гидроксиапатит дисперсностью 40-70 мкм и толщиной слоя 20-30 мкм. Ток плазменной дуги 450-540 A, дистанция напыления 70 мм.
Послойное плазменное напыление покрытий осуществляют в струе защитного инертного газа, например, аргона, при этом расход плазмообразующего газа составляет 4-16 л/мин. Скорость перемещения плазмотрона при напылении 80-700 мм/мин, напряжение дуги 30 B, скорость вращения детали 110-160 об/мин.
Затем на многослойную систему биосовместимых покрытий методом магнетронного распыления наносят пленку металла из триады железа, например, железа, являющуюся катализатором толщиной 20-35 нм. Для этого имплантат 6 с многослойной системой биосовместимых покрытий закрепляют на подложкодержателе 7 с помощью зажима 8 (см. фиг.2) в рабочей камере 9 магнетронной распылительной системы, например, «ВУП-5М» (Петухов В.Ю, Гумаров Г.Г. «Ионно-лучевые методы получения тонких пленок» 2010 г.Казань: КГУ). На магнетрон 10 устанавливают катализатор 11, выполненный из триады железа, например из железа, кобальта или никеля, проверяют работу заслонки 12 и откачивают атмосферную среду из рабочей камеры 9 с помощью, например форвакуумного насоса через канал откачки атмосферной среды 13 до давления 10-4-10-5 Па, которое определяют с помощью вакуумметра 14. Затем в рабочую камеру 9 напускают инертный газ, например, аргон, через патрубок напуска рабочего газа 15 до достижения давления (0,5-5)·10-5 Па в рабочей камере 9, определяемого с помощью вакуумметра 14. На катализатор 11 подают отрицательное постоянное напряжение, а на имплантат 6, закрепленный на подложкодержателе 7 с помощью зажима 8 -положительное постоянное напряжение 395-400 B, при этом в области между имплантатом 6 и катализатором 11 возникает неоднородное электрическое поле, которое возбуждает плазму тлеющего разряда 16 в среде инертного газа. Образующиеся ионы из плазмы тлеющего разряда 16 в неоднородном электрическом поле бомбардируют катализатор 11, при этом происходит два основных эффекта: эмиссия электронов и распыление поверхности катализатора 11.
Эмитированные с катализатора 11 под действием ионной бомбардировки электроны ускоряются электрическим полем и начинают двигаться по направлению к имплантату 6 закрепленному на подложкодержателе 7. При своем движении электроны совершают ионизирующие столкновения, двигаясь в постоянном магнитном поле, с атомами инертного газа до тех пор, пока не аннигилируют с плазмой тлеющего разряда 16. Такое циклоидальное движение электронов увеличивает эффективность процесса ионизации, максимальная плотность плазмы тлеющего разряда 16 оказывается сконцентрированной около поверхности катализатора 11. Это обусловливает увеличение интенсивности ионной бомбардировки поверхности катализатора 11 и значительный рост скорости распыления, а, в конечном итоге, и скорости осаждения атомов катализатора 11 на поверхности имплантата 6 закрепленного на подложкодержателе 7 с помощью зажима 8.
Напыляют пленку, триады железа, например, железа, при напряжении разряда 395-400 B, токе разряда 1-2 A, давлении разряда 0,6-0,66 Па, давление инертного газа составляет 0,5-0,6 Па, время распыления катализатора 11 25-45 сек, расстояние между катализатором 11 и имплантатом 6 закрепленным на подложкодержателе 7 с помощью зажима 8 составляет 58-60 мм. В результате распыления катализатора 11, получают пленку толщиной 20-35 нм и диаметром частиц катализатора 5-150 нм.
Далее имплантат 6 с многослойной системой биосовместимых покрытий и слоем распыленного катализатора 11, который представляет собой металл из триады железа устанавливают в кварцевую трубу 17 реактора 18 установки химического осаждения из газовой фазы (см. фиг.3) в вертикальном положении таким образом, чтобы поверхность контакта многослойной системы покрытий внутрикостного имплантата 6 с пространством кварцевой трубы 17 была наибольшей. Перед началом работы, то есть операцией синтеза углеродного нанопокрытия, полость кварцевой трубы 17 реактора 18 продувают инертным газом, например, аргоном, для удаления из нее атмосферного воздуха, так как в смеси с углеводородными газами в полости трубы 17 реактора 18 может образоваться взрывоопасная смесь, что недопустимо по правилам техники безопасности. Для этого с помощью, например, форвакуумного насоса, откачивают давление в полости кварцевой трубы 17 реактора 18 до значения 10-12 кПа, контролируя значение, с помощью, например, вакуумметра 19, затем подают в полость кварцевой трубы 17 реактора 18 инертный газ, например, аргон, поступающий из баллона с инертным газом 20 через газовый редуктор 21, устройство финишной осушки газа 22, устройство финишной очистки газа 23, ротаметры 24 и линию питания реактора 25 со скоростью подачи газа 100-150 мл/мин, контролируемой, например, ротаметрами 24, в течение 10-15 минут. Затем в кварцевую трубу 17 через линию питания реактора 25 из баллона с аммиаком 26 подают аммиак, который необходим для активации частиц катализатора 11, распыленного на многослойной системе биосовместимых покрытий, скорость подачи инертного газа в смеси аммиаком составляет 50-100 мл/мин, регулируя скорость подачи газа, например, с помощью ротаметров 24. Далее повышают температуру полости кварцевой трубы 17 реактора 18 до температуры 650-655°C с помощью нагревательных элементов 27, представляющих собой нихром проволоку, намотанную на кварцевую трубу 17, контролируемую с помощью установленных в полости кварцевой трубы 17 реактора 18 термопары 28, скорость увеличения температуры 5-10°C/мин.
После активации частиц катализатора 11, отключают подачу инертного газа из баллона с инертным газом 20, с помощью, например, газового редуктора 21 или поплавкового ротаметра 24. Далее температуру полости кварцевой трубы 17 увеличивают до температуры синтеза углеродного нанопокрытия 800-810°C, со скоростью 5-10°C/мин, затем подают из баллона с углеродсодержащим газом 29 через ротаметры 24 по линии питания реактора 25 углеродсодержащий газ, который поступает в полость кварцевой трубы 17 в смеси с аммиаком. В качестве углеродсодержащего газа используют окиси углерода, различные углеводороды, в том числе содержащие кислород, такие как формальдегид, уксусный альдегид, ацетон, метанол, этиловый спирт или их смесь, а также ароматические углеводороды: бензол, толуол, ксилол, кумол, этилбензол, нафталин, фенантрен, антрацен или их смеси, кроме того, могут использоваться неароматические углеводороды, такие как метан, этан, пропан, этилен, пропилен или ацетилен или их смеси. В качестве углеродсодержащего газа используют, например, гексан. Синтез углеродного нанопокрытия проводят при температуре полости кварцевой трубы 17 800°C в течение 5-30 минут с соотношением 2:1 смеси гексан - аммиак соответственно. В процессе работы реактор 18 охлаждают водой, подводимой через патрубок системы охлаждения реактора 30 из общей системы водоснабжения.
После окончания синтеза углеродного нанопокрытия охлаждают полость кварцевой трубы 17, в атмосфере инертного газа до комнатной температуры. Для этого отключают подачу углеродного газа и аммиака, с помощью ротаметров 22 и напускают из баллона с инертным газом 20 инертный газ в полость кварцевой трубы 17 со скоростью подачи газа 100-150 мл/мин и отключают нагревательный элемент 27, что приводит к охлаждению реактора 18 и полости кварцевой трубы 17, контролируемое с помощью термопары 28. После охлаждения полости кварцевой трубы 17, реактора 18 отключают подачу инертного газа из баллона с инертным газом 20 с помощью газового редуктора 21. В результате получают имплантат 6 с многослойной системой биосовместимых покрытий и со слоем углеродного нанопокрытия толщиной до 1 мкм, например, в виде углеродных нанотрубок и углеродных нановолокон диаметром 50-200 нм.
В таблице представлены результаты исследований биоактивности полученных углеродных нанопокрытий, состоящих из углеродных нановолокон и нанотрубок с диаметром от 5 до 250 нм.
дным нанопокры-
тием
Из таблицы видно, что наибольшим биоактивным эффектом обладают углеродные нанопокрытия с диаметром углеродных нанотрубок и нановолокон в диапазоне от 50-200 нм, так как в данном диапазоне диаметров проявляется наиболее высокий процент вступивших в биологическую связь костных живых клеток (количество клеток) с углеродным нанопокрытием.
Кинетика образования углеродных нанотрубок и углеродных нановолокон на распыленном катализаторе из триады железа происходит следующим образом: молекулы углеводорода разлагаются на поверхности частицы катализатора, выделившийся углерод диффундирует в объем частицы катализатора до полного его насыщения, в результате чего молекулы углерода формируют структуру в виде углеродных нанотрубок и углеродных нановолокон. При этом диаметр углеродных нанотрубок и углеродных нановолокон зависит от размера частиц катализатора и скорости отдельных стадий процесса.
Выбор в качестве газа разбавителя аммиака обусловлен свойствами катализатора. Например, катализатор в виде железа проявляет тенденцию к старению и частичной потере активности при хранении. Таким образом, катализатор железа требует активирования (отжига в инертной или восстановительной среде) непосредственно перед использованием. Предварительная обработка частиц катализатора железа аммиаком вызывает резкое увеличение скорости пиролиза при 700°C. Ускорение связано с образованием нитрида железа, восстановление или разложение которого ускоряет процесс насыщения углеродом частицы катализатора.
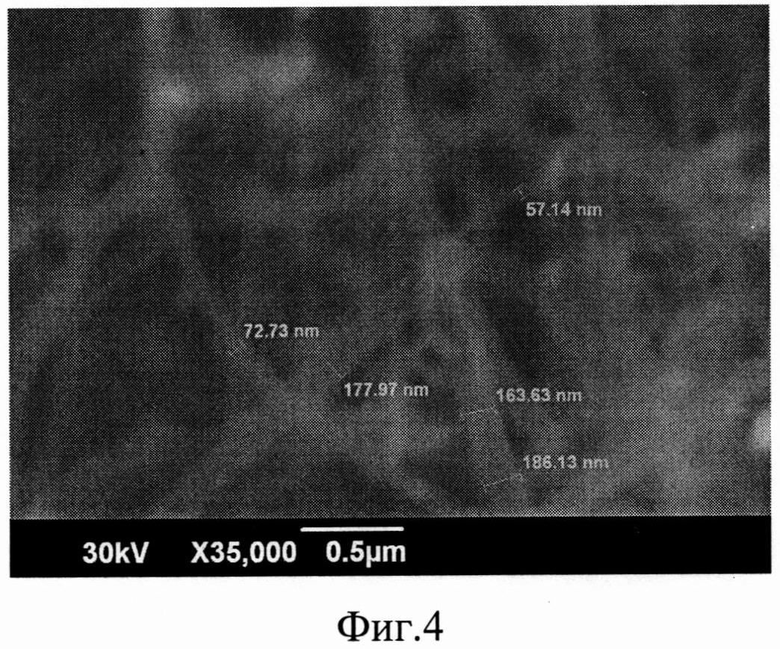
Поверхность полученного углеродного нанопокрытия представлена на электронно-микроскопическом снимке фиг.4, из которого видно, что диаметр полученных углеродных нановолокон и трубок находится в диапазоне 50-200 нм. Таким образом, предлагаемое техническое решение позволяет повысить биоактивность покрытия имплантатов, а именно ускорить остеоинтеграционные процессы за счет активного роста костной ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА | 2013 |
|
RU2525737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО ИМПЛАНТАТА С ИОННО-ЛУЧЕВОЙ МОДИФИКАЦИЕЙ | 2013 |
|
RU2530568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С БИОАКТИВНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2530573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С АНТИМИКРОБНЫМ ЭФФЕКТОМ | 2013 |
|
RU2512714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА С УГЛЕРОДНЫМ НАНОПОКРЫТИЕМ | 2014 |
|
RU2571559C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2526252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИМПЛАНТАТОВ | 2013 |
|
RU2529262C1 |
| Способ получения биоактивного покрытия на основе кремнийзамещенного гидроксиапатита | 2017 |
|
RU2680149C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА С ИОННО-ЛУЧЕВОЙ МОДИФИКАЦИЕЙ ПЛАЗМОНАПЫЛЕННОГО МНОГОСЛОЙНОГО БИОАКТИВНОГО ПОКРЫТИЯ | 2011 |
|
RU2458707C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ТИТАНОВЫХ ИМПЛАНТАТОВ | 2016 |
|
RU2630578C1 |

Изобретение относится к области медицинской техники, а именно к ортопедической стоматологии. Способ изготовления внутрикостного стоматологического имплантата включает пескоструйную обработку поверхности имплантата частицами оксида алюминия, послойное напыление плазменным методом на основу имплантата системы биосовместимых покрытий из смеси порошков титана или гидрида титана и гидроксиапатита кальция, при этом первым слоем напыляют титан или гидрид титана дисперсностью 3-5 мкм с дистанцией напыления 70-80 мм и толщиной 5-10 мкм, вторым слоем - титан или гидрид титана дисперсностью 50-100 мкм с дистанцией напыления 100 мм, толщиной 50-115 мкм, третьим слоем напыляют смесью титана или гидрида титана дисперсностью 40-70 мкм и гидроксиапатита кальция дисперсностью 5-10 мкм, с соотношением 60-80 и 20-40 мас.% соответственно, с дистанцией напыления 80 мм и толщиной слоя 15-20 мкм, четвертым слоем напыляют гидроксиапатит кальция дисперсностью 40-70 мкм с дистанцией напыления 70 мм и толщиной слоя 20-30 мкм, при этом на многослойную систему биосовместимых покрытий методом магнетронного распыления наносят пленку металла из триады железа (железа, кобальта или никеля) толщиной 20-35 нм, на которой получают углеродное нанопокрытие толщиной до 1 мкм. Углеродное нанопокрытие представляет собой углеродные нанотрубки и углеродные нановолокна диаметром 50-200 нм. Способ обеспечивает получение имплантата, покрытие которого способствует активному росту костной ткани. 2 з.п. ф-лы, 1 табл., 4 ил.
1. Способ изготовления внутрикостного стоматологического имплантата с углеродным нанопокрытием, включающий пескоструйную обработку поверхности имплантата частицами оксида алюминия, послойное напыление плазменным методом на основу имплантата системы биосовместимых покрытий из смеси порошков титана или гидрида титана и гидроксиапатита кальция, при этом первым слоем напыляют титан или гидрид титана дисперсностью 3-5 мкм с дистанцией напыления 70-80 мм и толщиной 5-10 мкм, вторым слоем - титан или гидрид титана дисперсностью 50-100 мкм с дистанцией напыления 100 мм, толщиной 50-115 мкм, третьим слоем напыляют смесью титана или гидрида титана дисперсностью 40-70 мкм и гидроксиапатита кальция дисперсностью 5-10 мкм с соотношением 60-80 и 20-40 мас.% соответственно, с дистанцией напыления 80 мм и толщиной слоя 15-20 мкм, четвертым слоем напыляют гидроксиапатит кальция дисперсностью 40-70 мкм с дистанцией напыления 70 мм и толщиной слоя 20-30 мкм, отличающийся тем, что на многослойную систему биосовместимых покрытий методом магнетронного распыления наносят пленку металла из триады железа толщиной 20-35 нм, на которой получают углеродное нанопокрытие толщиной до 1 мкм.
2. Способ изготовления внутрикостного стоматологического имплантата с углеродным нанопокрытием по п.1, отличающийся тем, что углеродное нанопокрытие представляет собой углеродные нанотрубки и углеродные нановолокна диаметром 50-200 нм.
3. Способ изготовления внутрикостного стоматологического имплантата с углеродным нанопокрытием по п.1, отличающийся тем, что пленка металла из триады железа представляет собой металлы железа, кобальта или никеля.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ | 1994 |
|
RU2074674C1 |
| Счетная линейка для расценки зерна по качеству | 1929 |
|
SU15930A1 |
| DE 102009016554 A1, 09.09.2010 | |||
| СПОСОБ ВОЗДЕЛЫВАНИЯ ОЗИМОЙ ПШЕНИЦЫ | 2007 |
|
RU2331998C1 |
| JP 2007075486 A, 29.03.2007 | |||
| KR 20020094839 A, 18.12.2002 | |||
| WO 2008066965 A2, 05.06.2008 | |||
| KAYA C | |||
| et al | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Advanced Engineering Materials | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

