Изобретение относится к внепечной обработке стали, в частности к устройствам плазменного подогрева стали в промежуточном ковше машин непрерывного литья заготовок металлургических и машиностроительных предприятий.
Известно устройство (1) для плазменного подогрева стали в промежуточном ковше, в котором подогрев стали производится путем зажигания дуги от одного источника между двумя электродами генератора плазмы через жидкую сталь.
Недостатком указанного устройства является то, что дуга между каждым из электродов и жидкой сталью горит через шлаковое покрытие, которое сильно разогревается из-за большого электросопротивления, т.е. основное тепловыделение происходит в шлаке, что уменьшает эффективность процесса.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является устройство (2). В этом устройстве выполнены камеры, в которых происходит нагрев стали плазменным способом. Выполнение камеры существенно уменьшает наличие шлакового слоя в камерах, основное тепло получает жидкая сталь.
Недостатком указанного устройства является необходимость использования подовых электродов, что усложняет конструкцию промежуточного ковша и уменьшает надежность его работы. Кроме того, в указанном устройстве плазмой нагревается сталь на поверхности, и теплопередача к движущейся жидкости от входного отверстия в камере к выходному затруднена, соответственно низка эффективность процесса. А также отсутствие выхода жидкой стали из нижней части камеры, не позволяет ее полностью опорожнять.
Целью изобретения является повышение надежности процесса плазменного подогрева стали.
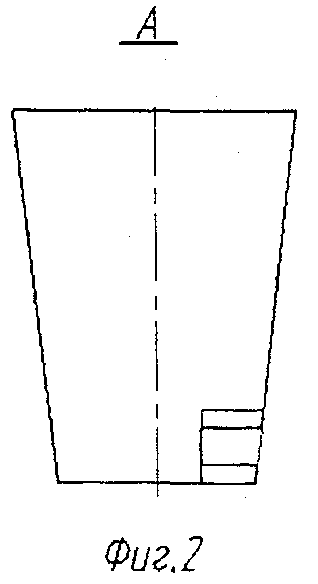
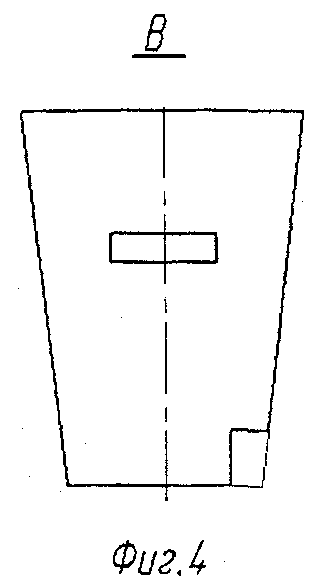
На фиг.1 показан двухручьевой промежуточный ковш установки непрерывной разливки стали, на фиг.2 показан вид А, на фиг.3 - вид Б, на фиг.4 - вид В. На фиг.5 - разрез по Г-Г.
Ковш имеет корпус 1, в котором размещены центральная камера 2 с трубопроводом 3 для подачи жидкой стали. По разные стороны от центральной камеры 2 расположены выпускные камеры 4, а между центральной камерой 2 и выпускными камерами 4 расположены подогревающие камеры 5 с плазменными горелками 6. Каждая подогревающая камера 5 имеет придонное отверстие 7, соединяющее ее с полостью центральной камеры 2, а также отверстие 8 в другой ее стенке, расположенное выше придонного отверстия 7 и соединяющее ее с выпускной камерой 4. Подогревающие камеры 5 выполнены с крышками 9, в которых установлены плазменные горелки 10. В каждой подогревающей камере 5 напротив плазменной горелки 10 параллельно стенкам камеры установлена огнеупорная перегородка 11 с придонными отверстиями 12 (вид Б) для прохода жидкой стали. Высота Н перегородки 11 равна расстоянию от дна камеры 5 до отверстия 13, соединяющего полости подогревающей камеры 5 и выпускной камеры 4, причем в стенке с отверстием 13 дополнительно выполнено придонное отверстие 14 для прохода жидкой стали в выпускную камеру 4. Позицией 15 обозначены датчики температуры.
Устройство работает следующим образом. После заполнения ковша жидкой сталью из сталеразливочного ковша включают подачу охлаждающей воды и рабочего газа генератора плазмы, в качестве которого могут быть использованы аргон или азот. На электроды горелок 6 подают напряжение от источника питания и зажигают дугу между электродами горелок 6 и жидкой сталью. По сигналу датчика температуры 15 регулируется мощность дуги в генераторе плазмы по заданной программе ЭВМ с целью поддержания температуры стали в определенном интервале. Через придонные отверстия 7 жидкая сталь из центральной камеры 2 поступает в подогревающие камеры 5. Жидкая сталь движется в двух направлениях: одно из них а (см. фиг.5) через придонные отверстия 12 в перегородке 11 в выходные отверстия 14, второе - над перегородкой 11 в выходные отверстия 13. Использование перегородок 11 с отверстиями увеличивает длину потока «а» и вместе с поворотом потока на 180 градусов и трением потока с футеровкой ковша растет гидравлическое сопротивление в этом направлении, заставляя основной поток жилкой стали двигаться в направлении «б». Жидкая сталь, проходя по направлению «б», подогревается плазменными горелками 6. При этом мощность дуги для поддержания температуры жидкой стали путем ее подогрева можно осуществлять тремя способами: увеличением силы электрического тока, изменением расстояния между генератором плазмы и поверхностью металла, изменением расхода рабочего газа генератора плазмы. Причем двумя последними способами можно отдельно менять мощность дуги в одной или другой камерах в соответствии с замерами температуры. Все эти изменения осуществляют автоматически с помощью ЭВМ. Описанная конструкция ковша позволяет не только поддерживать температуру стали, но и полностью опорожнять промежуточный ковш за счет придонных отверстий.
Источники информации
1. Патент США Pub №: US 2004/0074880 A1.
2. Патент США № 6110416, Aug. 29.2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНЫЙ КОВШ | 2012 |
|
RU2481174C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ МНЛЗ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА МЕТАЛЛА | 2011 |
|
RU2478021C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2013 |
|
RU2539346C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВВОДА ПЫЛЕЙ В МЕТАЛЛИЧЕСКИЙ РАСПЛАВ В ПИРОМЕТАЛЛУРГИЧЕСКОЙ УСТАНОВКЕ | 2007 |
|
RU2447384C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ И СПОСОБ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2224027C2 |
| СПОСОБ РАФИНИРОВАНИЯ РАСПЛАВЛЕННОЙ СТАЛИ | 2022 |
|
RU2829002C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА, СПОСОБ ИЗВЛЕЧЕНИЯ ЧИСТОГО МЕТАЛЛА ИЗ МЕТАЛЛОСОДЕРЖАЩЕГО МАТЕРИАЛА И СПОСОБ УНИЧТОЖЕНИЯ ОРГАНИЧЕСКОГО ВЕЩЕСТВА | 2005 |
|
RU2377744C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНОГО РАСПЛАВА ПЛАЗМЕННЫМ НАГРЕВОМ | 2007 |
|
RU2355651C2 |


Изобретение относится к металлургии. Ковш содержит центральную камеру, расположенные по разные стороны от нее выпускные камеры и расположенные между центральной камерой и выпускными камерами подогревающие камеры с плазменными горелками. Каждая подогревающая камера через придонное отверстие в ее стенке соединена с центральной камерой, а через отверстие, выполненное в другой стенке и расположенное выше придонного отверстия, соединена с выпускной камерой. В подогревающей камере под плазменной горелкой установлена параллельно ее стенкам огнеупорная перегородка с придонным отверстием для прохода стали. Перегородка имеет высоту, равную расстоянию от дна камеры до отверстия в стенке подогревающей камеры. В стенке подогревающей камеры выполнено придонное отверстие для прохода стали. Обеспечивается повышение надежности процесса плазменного подогрева стали. 5 ил.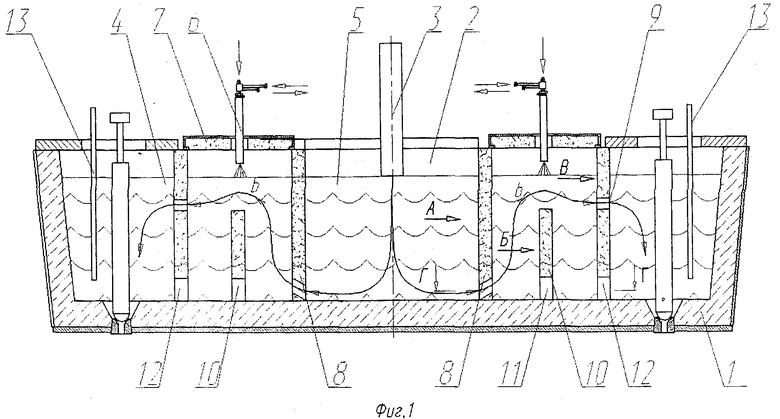
Двухручьевой промежуточный ковш установки непрерывной разливки стали, содержащий корпус, в котором размещены центральная камера с трубопроводом для подачи стали, расположенные по разные стороны от нее выпускные камеры, и расположенные между центральной камерой и выпускными камерами подогревающие камеры с плазменными горелками, установленными в крышках, причем каждая подогревающая камера через придонное отверстие в ее стенке соединена с центральной камерой, а через отверстие, выполненное в другой стенке и расположенное выше придонного отверстия, соединена с выпускной камерой, отличающийся тем, что в каждой подогревающей камере под плазменной горелкой установлена параллельно ее стенкам огнеупорная перегородка с придонным отверстием для прохода стали, высота перегородки равна расстоянию от дна камеры до отверстия в стенке подогревающей камеры, соединяющего полости упомянутой камеры с выпускной камерой, причем в упомянутой стенке подогревающей камеры дополнительно выполнено придонное отверстие для прохода стали.
| US 6110416 A, 29.08.2000 | |||
| Прибор для отбора проб жидкостей из буровых скважин колодцев и т.п. | 1941 |
|
SU62847A1 |
| JP 59163062 A, 14.09.1984 | |||
| JP 2002143991 A, 21.05.2002. | |||

