Изобретение относится к металлургии, конкретнее к непрерывной разливке металла на машине непрерывного литья заготовок с подогревом металла в промежуточном ковше.
Известен промежуточный ковш многоручьевой машины непрерывного литья заготовок прямоугольного сечения, емкость которого разделена вертикальными перегородками на раздаточные секции со сливными отверстиями и приемную секцию, в котором емкость ковша разделена вертикальными перегородками на по меньшей мере три раздаточные секции, при этом вертикальные перегородки расположены между сливными отверстиями у одной из продольных стенок ковша и выполнены шириной, равной 0,5-0,8 ширины торцевой стенки ковша [патент РФ №20001654].
Недостатком этого промежуточного ковша является невозможность использовать его для плазменного нагрева металла на установках непрерывного литья заготовок.
Известен промежуточный ковш для непрерывной разливки металла, включающий приемную и разливочную камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижние ряды переливных каналов, приемник гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша и выполненный в виде стакана с заплечиками, в котором переливные каналы в перегородке выполнены конусными, причем каналы нижнего и среднего рядов переливных каналов направлены сужением в сторону разливочной камеры, а переливные каналы верхнего ряда - сужением в сторону приемной камеры, в теле перегородки выполнен газоотводящий канал с горизонтальным щелевидным соплом, выходящим в разливочную емкость [патент РФ №2185261].
Недостатком известного промежуточного ковша является то, что он не может быть использован для плазменного нагрева металла на установках непрерывного литья заготовок.
Наиболее близким техническим решением к предлагаемому изобретению является известная конструкция двухручьевого ковша с камерами для плазменного подогрева жидкого металла, содержащая крышку камеры нагрева, две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками и разделенные перегородками с переливными каналами, в которой внутренние стены промежуточного ковша и перегородки сформированы из огнеупорного материала, а вставка из огнеупорного материала, оборудованная внешней стенкой, которая дополняет по форме верхнюю часть внутренних стенок промежуточного ковша и внутреннюю стенку, обрамляющую пространство, которое постепенно расширяется по мере приближения к днищу ковша, имеет форму усеченного конуса, причем данная вставка должна предусматривать возможность размещения в вышеуказанном пространстве нижней части горелки для нагрева жидкого металла при помощи плазмы, с наличием верхнего и нижнего отверстий в самой вставке [патент US №6110416].
Недостатком этого ковша является неудовлетворительное перемешивание металла и тепловых потоков как в камере подогрева при плазменном нагреве металла, так и в разливочных отсеках ковша при перемещении металла на пути от приемного отсека промежуточного ковша до разливочного стакана и кристаллизатора. Неудовлетворительное качество непрерывно-литых заготовок из-за горизонтального выполнения каналов в перегородках не препятствует затягиванию неметаллических включений в зону действия стопоров и последующему зарастанию погружного стакана.
Задача настоящего изобретения заключается в том, что необходимо не только знать условия тепло- и массообменных процессов, обеспечивающих равномерное распределение температуры в объемах металла, но и определить конструктивные особенности, позволяющие наиболее эффективно обеспечить условия для равномерного распределения температуры в объемах металла камеры нагрева и разливочных отсеках.
Задача решается следующим образом. В известной конструкции двухручьевого ковша с камерами для плазменного подогрева жидкого металла, содержащей две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами, согласно изобретению переливные каналы, расположенные в перегородке камеры подогрева и приемного отсека, выполнены круглого сечения, а в перегородке камеры подогрева и разливочного отсека переливные каналы выполнены прямоугольного сечения, причем общая площадь поперечного сечения каналов круглого и прямоугольного сечения находится в соотношении 1,0-1,2.
Признаки, отличающие заявленную конструкцию ковша от прототипа, не выявлены в известных конструкциях и, следовательно, заявленное решение имеет изобретательский уровень.
При создании настоящего изобретения исходили из положения, что металл должен не только нагреться в камере нагрева, но и выпускаться из промежуточного ковша в кристаллизатор с минимальными отклонениями по температуре в течение всего времени разливки плавки.
При непрерывной разливке стали очень важно поддержание оптимального уровня температуры разливаемого металла. Точный расчет и поддержание температуры металла при разливке необходим для обеспечения высокого качества непрерывного литья заготовок и стабильности процесса разливки. Повышенный перегрев металла над температурой ликвидус способствует увеличению трещиночувствительности заготовок, развитию столбчатой структуры слитка и таких дефектов макроструктуры, как осевая ликвация и центральная пористость. Кроме того, чрезмерно высокая температура разливаемого металла может привести к прорывам литой заготовки по трещинам.
Плазмотрон при подогреве жидкой стали в промежуточном ковше должен обладать высоким тепловым коэффициентом полезного действия, достаточным ресурсом при устойчивой работе. Обычно режим работы (мощность дуги, сила тока, расход плазмообразующего газа) в плазменных технологиях поддерживается на некотором постоянном уровне. В промежуточном ковше ситуация совершенно иная - в процессе разливки необходимо постоянно контролировать температуру жидкой стали и своевременно регулировать мощность электрической дуги. Однако для поддержания стабильной оптимальной температуры на выпуске металла из промежуточного ковша его конструкция должна обеспечивать достаточно высокий уровень перемешивания металла для обеспечения минимального градиента температуры металла как в камере нагрева, так и в разливочном отсеке.
В процессе непрерывной разливки переливные каналы активно влияют на тепло- и массобменные процессы в промежуточном ковше. В этих условиях роль переливных каналов, особенно при плазменном нагреве, резко возрастает. Поэтому при разработке каналов необходимо это учитывать и создать необходимую конструкцию переливных каналов. Форма и вид переливных каналов могут играть существенную положительную роль в обеспечении равномерного распределения температуры металла в камере нагрева и разливочном отсеке при плазменном нагреве металла в ковше, и в конечном итоге улучшить качество литой заготовки.
Ожидаемый технический результат - равномерное распределение температуры металла в камере нагрева и разливочных отсеках промежуточного ковша, повышение качества непрерывно-литой заготовки.
Технический результат, достигаемый предложенной конструкцией двухручьевого ковша с камерами для плазменного подогрева жидкого металла, заключается в том, что переливные каналы, расположенные в перегородке камеры подогрева и приемного отсека и в перегородке камеры подогрева и разливочного отсека, выполненные определенного вида, при определенном соотношении обеспечивают интенсивный массо- и теплообмен и равномерное распределение температуры металла в камере нагрева и разливочных отсеках промежуточного ковша, что приводит к повышению качества непрерывно-литой заготовки.
Сущность предложенной конструкции заключается в том, что переливные каналы, расположенные в перегородке камеры подогрева и приемного отсека, должны быть выполнены круглого сечения, а в перегородке камеры подогрева и разливочного отсека переливные каналы должны быть выполнены прямоугольного сечения. Поступление металла через канал правильной формы обеспечит равномерные перемешивание и нагрев поступающего из приемного отсека металла в камере подогрева, а проход прогретого металла через канал прямоугольной формы в разливочный отсек обеспечит разливку металла со стабильной температурой.
Площади поперечного сечения каналов круглого и прямоугольного сечения должны находится в соотношении 1,0-1,2. При отношении площади поперечного сечения каналов круглого и прямоугольного сечения в соотношении менее 1,0 и более 1,2 повышается температурный градиент в объеме металла камеры нагрева и разливочного отсека вследствие неравномерного поступления металла из приемного отсека в камеру подогрева и из камеры подогрева в разливочный отсек.
Таким образом, признаки предложенной конструкции ковша отличаются от признаков известной конструкции, принятой в качестве прототипа, позволяют достигнуть нового положительного эффекта. Следовательно, предложенный промежуточный ковш отвечает критерию изобретения «Новизна».
Каналы, расположенные в перегородке камеры подогрева и приемного отсека, могут быть выполнены в два и более рядов в шахматном порядке.
Каналы, расположенные в перегородке камеры подогрева и разливочного отсека, могут быть выполнены в два и более рядов.
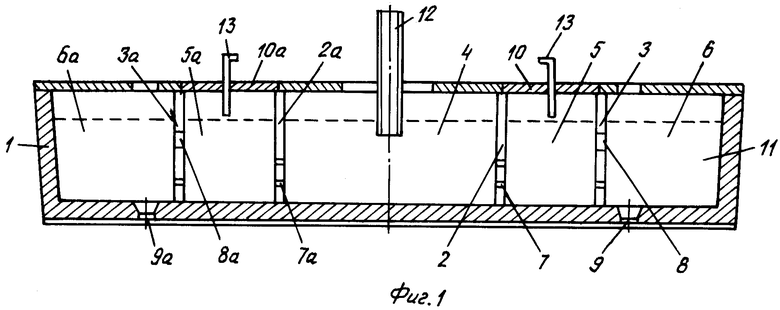
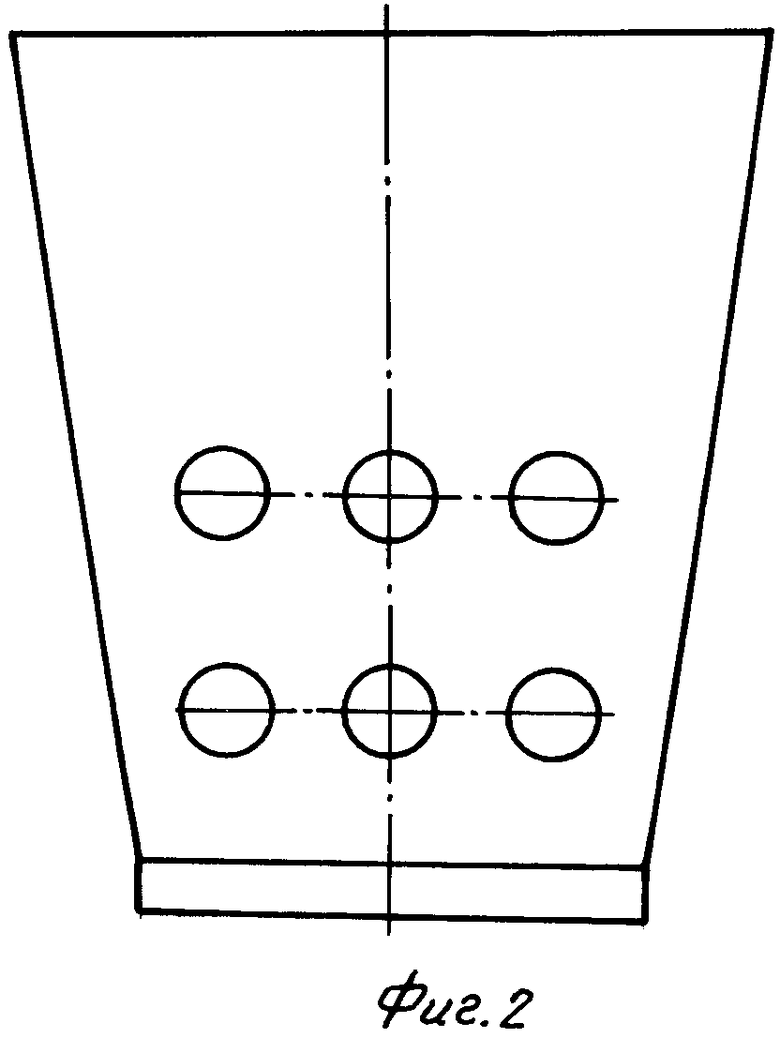
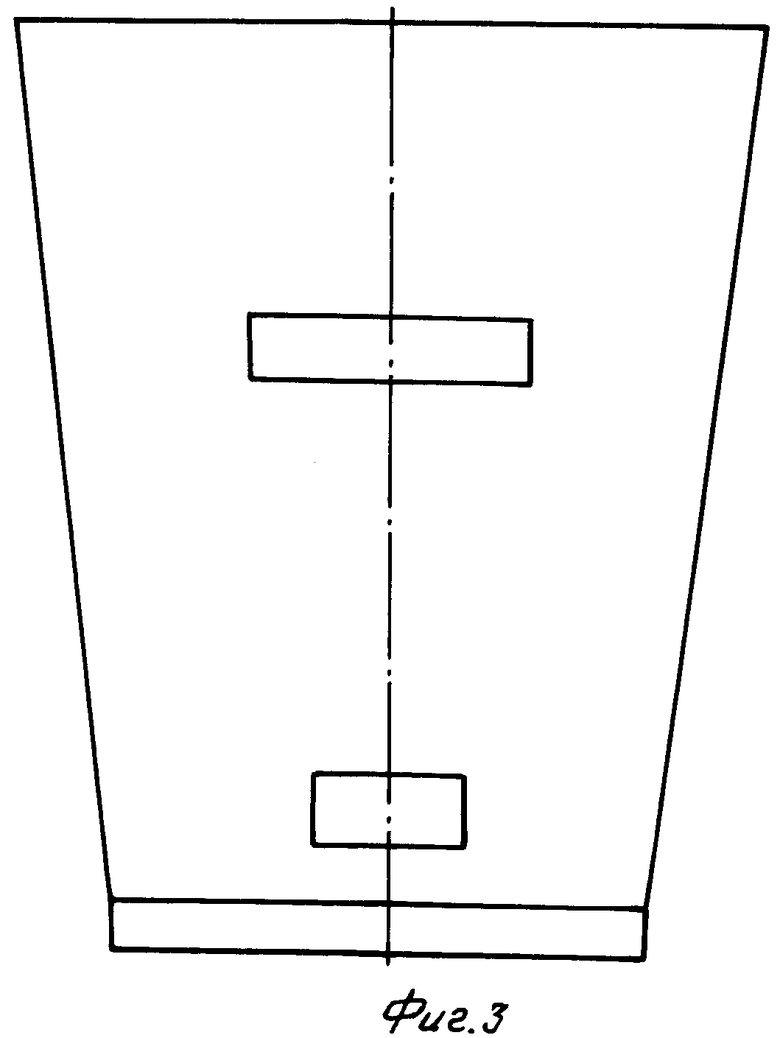
Сущность изобретения поясняется чертежами, где на фиг.1 показана конструкция промежуточного ковша в разрезе, на фиг.2 приводится перегородка ковша камеры подогрева и приемного отсека, на фиг.3 приводится перегородка ковша камеры подогрева и разливочного отсека.
Установка плазменного подогрева стали состоит из промковша 1, двух поворотных консолей с плазмотронами, центрального пульта управления, электрооборудования, систем охлаждения, газоснабжения, электроснабжения и КИПиА (не показаны).
В рабочей полости двухручьевого ковша выполнены перегородки 2, 2а и 3, 3а, разделяющие рабочую полость ковша 1 на приемный отсек 4, камеру нагрева 5, 5а и разливочный отсек 6, 6а. Камера нагрева 5, 5а сообщается с приемным 4 и разливочным отсеками 6, 6а посредством переливных каналов круглого сечения 7, 7а и, соответственно, переливных каналов прямоугольного сечения 8, 8а. В разливочных отсеках имеются отверстия 9, 9а для подачи металла через погружные стаканы в кристаллизатор. Нагревательная камера накрывается крышками 10, 10а с отверстиями для ввода плазмотрона.
В каждую нагревательную камеру промежуточного ковша (фиг.1) вводится при помощи консоли (не показана) плазмотрон. Поворотная консоль служит для крепления на ней плазмотрона, подвода к нему энергоресурсов и установке его в камере подогрева в требуемое положение, а также отведение его в исходное положение. Консоль расположена близко к камере подогрева и обеспечивает вертикальное перемещение плазмотрона (электропривод асинхронный с редуктором), ручной поворот (перевод из исходного положения в рабочее и обратно) и ручное горизонтальное перемещение (до отверстия в крышке камеры подогрева). При изменении уровня металла в промежуточном ковше высота плазмотрона регулируется автоматически электроприводом поворотной консоли. Основание консоли крепится к полу анкерами. Перегородки камеры подогрева препятствуют поступлению в нее шлака из приемного и разливочного отсеков. Металл поступает в приемную часть ковша, где происходит всплытие неметаллических включений. Поступление металла в камеру подогрева организовано через каналы круглого сечения для обеспечения его перемешивания с уже подогретым металлом. Подогрев металла производится двумя плазмотронами, один из которых является анодом, а другой катодом. Подогретый металл поступает в разливочный отсек через переливные каналы прямоугольного сечения и далее через погружной стакан в кристаллизатор.
Работа конструкции двухручьевого ковша с камерами для плазменного подогрева жидкого металла осуществляется следующим образом.
Жидкая сталь 11 из сталеразливочного ковша через защитную трубу 12 подается в приемный отсек 4 промежуточного ковша 1 и далее через переливные каналы круглого сечения 7 в камеру нагрева 5, в которой происходит нагрев металла плазмой. Из камеры нагрева жидкий металл поступает через переливные каналы прямоугольного сечения 8 в разливочный отсек 6 и далее через погружной стакан металл поступает в кристаллизатор машины непрерывного литья.
Подогрев металла в камере нагрева осуществляется следующим образом. С помощью механизмов перемещения плазмотроны 13 опускают через отверстия в крышках до необходимого положения их торцов от зеркала металла. Оператор посредством компьютера производит запуск процесса нагрева. Подается аргон, включаются источники дежурных дуг. После замыкания рабочей дуги через расплав параметры процесса подогрева определяются исходной температурой и скоростью разливки стали. Механизмами перемещения, расположенными на консолях, производят перемещение плазмотронов в соответствии с изменением уровня металла в промежуточном ковше.
Испытания предложенной конструкции двухручьевого ковша с камерами для плазменного подогрева металла проводили на модели для условий кислородно-конвертерного цеха ОАО «ММК». Перегородки 7, 7а в промежуточном ковше выполнены с 6 переливными каналами круглого сечения диаметром 113 мм двумя рядами по три канала, фиг.2. Перегородки 8, 8а выполнены с двумя переливными каналами прямоугольного сечения 100×200 и 100×400 мм, фиг.3, при соотношении общей площади поперечного сечения переливных каналов круглого сечения и прямоугольного сечения как 1,0:1,0.
Оценку эффективности конструкции двухручьевого ковша с плазменным нагревом металла проводили на модели путем изучения процессов гидродинамики и теплопереноса в ковше. Для исследования перемешивания и теплообмена в расплаве разработана и реализована математическая модель гидродинамики и теплопереноса в промежуточном ковше. При математическом моделировании тепломассобменных процессов в промежуточном ковше уравнения гидродинамики и теплопереноса решались в декартовых координатах в трехмерной постановке.
Для исследования гидродинамики металла в промежуточном ковше при различных вариантах конструкции разработана экспериментальная установка, главным элементом которой является прозрачная модель 50-тонного ковша двухручьевой слябовой МНЛЗ с плазменным нагревом металла, выполненная в масштабе 1:4. Подобие гидродинамических процессов обеспечивается равенством критериев гомохронности, Фруда и Рейнольдса. В качестве моделирующей жидкости применяли воду. Визуализацию потоков жидкости производили вводом в струю воды красителя при рабочем уровне жидкости и установившемся течении. Для получения информации о поле скоростей потоков моделирующей жидкости на заднюю стенку модели нанесли координатную сетку. Оценку степени гомогенизации жидкости и уточнение минимального времени пребывания металла в объеме промежуточного ковша осуществляли кондуктометрическим методом.
Исследование гидродинамики металла проводили для условий разливки слябовой заготовки сечением 250×1560 мм со скоростью 1,0 м/мин с подачей металла в промежуточный ковш с использованием защитной трубы:
1) с использованием перегородок с переливными каналами расположенными в перегородке камеры подогрева и приемного отсека круглого сечения, а в перегородке камеры подогрева и разливочного отсека прямоугольного сечения, причем общая площадь поперечного сечения каналов круглого и прямоугольного сечения находится в соотношении а) 1,0, б) 1,1, в) 1,2, г) 0,9, д) 1,3;
2) с использованием перегородок с щелевидными переливными каналами как в перегородке камеры подогрева и приемного отсека, так и в перегородке камеры подогрева и разливочного отсека (базовый).
Результаты физического моделирования гидродинамических процессов в промежуточном ковше МНЛЗ приведены в таблице.
Результаты проведенных исследований показали, что оптимальным вариантом распределения потоков является выполнение в перегородке камеры подогрева и приемного отсека переливных каналов круглого сечения, а в перегородке камеры подогрева и разливочного отсека переливных каналов прямоугольного сечения в соотношении 1,0-1,2 общей площади поперечного сечения каналов круглого и прямоугольного сечения. В этом случае минимальное время пребывания металла в объеме ковша и площадь его контакта с ассимилирующим шлаком увеличиваются в 2,5 и 1,7 раза соответственно, а объем застойных зон уменьшается в 1,8 раза по сравнению с базовым вариантом. Анализ данных, полученных кондуктометрическим методом, показал, что при таком варианте конструкции промежуточного ковша теплоперенос протекает более равномерно. В приемной камере металл активно перемешивается и через переливные каналы в перегородках направляется в камеры нагрева. В этом случае создаются благоприятные условия подогрева в камере нагрева и рафинирования металла, в приемном и разливочном отсеках, где происходит коагуляция неметаллических включений и их перенос к ассимилирующему шлаковому расплаву.
Таким образом, можно утверждать, что в реальных условиях в промежуточном ковше, оборудованном перегородками с предложенными переливными каналами для распределения потоков металла, ожидается более стабильный температурный режим в разливочных отсеках по сравнению с разливкой через промежуточный ковш базовой конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ МНЛЗ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА МЕТАЛЛА | 2011 |
|
RU2478021C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ | 2012 |
|
RU2481174C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| УДАРНАЯ ПОДУШКА, ПРОМЕЖУТОЧНОЕ РАЗЛИВОЧНОЕ УСТРОЙСТВО И УСТРОЙСТВО, СОДЕРЖАЩЕЕ ТАКУЮ УДАРНУЮ ПОДУШКУ, А ТАКЖЕ СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2015 |
|
RU2698026C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2000 |
|
RU2158654C1 |
| СПОСОБ ПЕРЕРАБОТКИ МИНЕРАЛЬНОГО СЫРЬЯ, СОДЕРЖАЩЕГО МАРГАНЕЦ, С ИЗВЛЕЧЕНИЕМ МЕТАЛЛОВ | 1999 |
|
RU2153023C1 |
| ДВУХРУЧЬЕВОЙ ПРОМЕЖУТОЧНЫЙ КОВШ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2490089C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металла на машине непрерывного литья заготовок. Промежуточный двухручьевой ковш содержит две камеры для плазменного подогрева металла, приемный и разливочный отсеки, разделенные перегородками с переливными каналами. Переливные каналы, расположенные в перегородке между камерой плазменного подогрева и приемным отсеком, выполнены круглого сечения, в перегородке между камерой плазменного подогрева и разливочным отсеком - прямоугольного сечения. Общие площади поперечного сечения каналов круглого сечения и каналов прямоугольного сечения находятся в соотношении 1,0-1,2. Обеспечиваются условия для равномерного распределения температуры в объемах металла камеры нагрева и разливочных отсеках. 3 ил., 1 табл.
Промежуточный двухручьевой ковш, содержащий две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами, отличающийся тем, что переливные каналы, расположенные в перегородке между камерой плазменного подогрева и приемным отсеком, выполнены круглого сечения, а в перегородке между камерой плазменного подогрева и разливочным отсеком - прямоугольного сечения, причем общие площади поперечного сечения каналов круглого сечения и каналов прямоугольного сечения находятся в соотношении 1,0-1,2.
| US 6110416 A, 29.08.2000 | |||
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ СЛИТКОВ ИЗ АНТИФРИКЦИОННЫХ СПЛАВОВ | 2005 |
|
RU2291759C1 |
| Способ возведения металлический сводов-оболочек | 1949 |
|
SU84277A1 |
| Способ получения титановых пигментов из сфена | 1938 |
|
SU57165A1 |
| JP 59163062 A, 14.09.1984 | |||
| JP 2002143991 A, 21.05.2002. | |||

