Настоящее изобретение относится к способу сборки шин для колес транспортных средств.
Настоящее изобретение также относится к установке для сборки невулканизованных шин для колес транспортных средств, пригодной для реализации вышеупомянутого способа.
Циклы изготовления шин включают процесс сборки, при котором различные компоненты самой шины изготавливают и/или собирают на одной или нескольких сборочных линиях, и впоследствии процесс формования и вулканизации выполняют на соответствующей линии вулканизации, выполненной с возможностью образования структуры шины в соответствии с заданными геометрическими характеристиками и рисунком протектора.
Шина обычно содержит каркас с тороидальной кольцеобразной формой, включающий в себя один или несколько слоев каркаса, упрочненных армирующими кордами, расположенными в по существу радиальных плоскостях (радиальная плоскость включает в себя ось вращения шины). Концы каждого слоя каркаса соединены с образованием одного целого с, по меньшей мере, одним металлическим армирующим кольцевым конструктивным элементом, известным как сердечник борта, образующим усиление на бортах, то есть на внутренних в радиальном направлении концах шины, назначением которых является обеспечение возможности монтажа шины на соответствующем монтажном ободе. Поверх каркаса расположена лента из эластомерного материала, называемая протекторным браслетом, в пределах которого в конце этапов формования и вулканизации образуют рельефный рисунок для контакта с грунтом. Усилительный конструктивный элемент, обычно известный в качестве брекерного конструктивного элемента, расположен между каркасом и протекторным браслетом. Подобный конструктивный элемент в случае автомобильных шин обычно содержит, по меньшей мере, два наложенных друг на друга в радиальном направлении слоя прорезиненной ткани, выполненной с армирующими кордами, обычно изготовленными из металлического материала, расположенными параллельно друг другу в каждом слое и перекрещивающимися с кордами соседнего слоя, предпочтительно расположенными симметрично относительно экваториальной плоскости шины. Брекерный конструктивный элемент предпочтительно дополнительно содержит в его месте, находящемся радиально снаружи, - по меньшей мере, на концах нижерасположенных слоев брекера - также третий слой текстильных или металлических кордов, расположенных в направлении вдоль окружности (с углами наклона, составляющими ноль градусов).
В завершение, в шинах бескамерного типа имеется внутренний в радиальном направлении слой, называемый герметизирующим слоем, который обладает свойствами непроницаемости для обеспечения воздухонепроницаемости самой шины.
В целях настоящего изобретения и в нижеприведенной формуле изобретения под термином «эластомерный материал» понимается композиция, содержащая, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель/усилитель. Подобная композиция предпочтительно дополнительно содержит добавки, такие как сшивающие агенты и/или пластификаторы. Благодаря сшивающим агентам подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
В данном контексте под термином «невулканизованная шина» понимается шина, полученная посредством процесса сборки и еще не подвергнутая вулканизации.
В настоящем описании и в нижеприведенной формуле изобретения под «последовательным рядом» рабочих станций понимается комплект из, по меньшей мере, трех рабочих станций, расположенных в соответствии с заданной последовательностью, при этом каждая рабочая станция между первой и последней расположена рядом с двумя другими рабочими станциями, а именно предшествующей и последующей, при этом первая рабочая станция из указанного комплекта расположена рядом со второй рабочей станцией из указанного комплекта и является предшествующей по отношению к ней, и последняя рабочая станция из указанного комплекта расположена рядом с предпоследней рабочей станцией из указанного комплекта и является последующей по отношению к ней.
Таким образом, последующие и соседние рабочие станции и последующие и не соседние рабочие станции имеются в последовательном ряде.
Само собой разумеется, если число рабочих станций равно трем, вторая и предпоследняя рабочие станции совпадают.
В настоящем описании и в нижеприведенной формуле изобретения под «элементарным компонентом» понимается элементарное изделие, представляющее собой полуфабрикат и имеющее вид, по меньшей мере, одного из следующих компонентов: непрерывного удлиненного элемента из эластомерного материала; резинометаллического или текстильного армирующего корда, то есть покрытого эластомерным материалом; лентообразного элемента из эластомерного материала, отрезанного в соответствии с заданными размерами и содержащего, по меньшей мере, два текстильных или металлических корда, в дальнейшем названного «полосовым элементом».
В настоящем описании и в нижеприведенной формуле изобретения под «конструктивным компонентом» шины понимается любой компонент шины, пригодный для выполнения некоторой функции, или его часть. Следовательно, конструктивными компонентами являются, например, герметизирующий слой, слой, расположенный под герметизирующим слоем, стойкий к истиранию элемент, сердечник борта, наполнитель борта, слой каркаса, брекерная лента, подбрекерный слой, слой, размещаемый под протекторным браслетом, вставки боковин, боковины, протекторный браслет, армирующие вставки.
В настоящем описании и в нижеприведенной формуле изобретения под «моделью» шины понимается множество геометрических характеристик (например, таких как ширина протекторного браслета, высота боковины, установочный диаметр), конструктивных параметров (например, таких как одно- или двухслойная конструкция, радиальная конструкция или конструкция с перекрещивающимися слоями каркаса, с брекером или без брекера, тип брекерного конструктивного элемента - с перекрещивающимися брекерами, с брекерами, расположенными с наклоном в нуль градусов, с перекрещивающимися брекерами и брекерами с наклоном в нуль градусов, тип протекторного браслета с одним или несколькими слоями и т.д.) и технологических параметров (например, таких как «смесь» различных конструктивных компонентов, материал, образующий текстильные или металлические армирующие корды, тип образования армирующих кордов и так далее).
В документе WO 01/32409 описана линия сборки шин, предусмотренная с рабочими станциями, каждая из которых выполнена с возможностью изготовления и сборки, по меньшей мере, одного конструктивного компонента изготавливаемой шины, при этом одновременно подвергается обработке, по меньшей мере, одна серия шин, включающая, по меньшей мере, одну первую и одну вторую модели шин, отличающиеся друг от друга, и при этом перемещение шин на линию вулканизации осуществляется посредством механических рук и в соответствии со скоростью перемещения, равной скорости перемещения шин на каждую из указанных рабочих станций.
В документе ЕР 1481791 А2 описан способ одновременного изготовления шин в многофазной поточной производственной системе, при этом шины выбираются из группы шин с разными техническими характеристиками сборки для разных размеров. Способ включает следующие этапы: выбор оборудования для сборки шины и материалов, необходимых для создания шины соответствующего типа; расчет соответствующего числа циклов, которое каждое сборочное оборудование должно выполнить для сборки заданной партии, и автоматическое изменение технических условий сборки на вторые технические условия сборки при смене партии посредством перехода ко вторым техническим условиям сборки после изготовления последней шины с первыми техническими условиями сборки; повторение автоматической замены на следующие технические условия сборки на каждой станции, когда будет изготавливаться каждая последняя шина из каждой предшествующей партии, до тех пор, пока не будет изготовлена последняя партия. Производственная система имеет, по меньшей мере, четыре станции сборки каркасов, каждая из которых расположена на заданном расстоянии от других, и предпочтительно линию сборки коронных конструктивных элементов, имеющую четыре рабочие станции, отдельную от линии сборки каркасов, при этом каркасный конструктивный элемент и коронный конструктивный элемент соединяются в сегментированной самозажимающейся пресс-форме.
В документе ЕР 0776756 А1 описано устройство для сборки шин для колес транспортных средств, имеющих каркасный комплект с внутренним слоем, по меньшей мере, одним слоем каркаса, двумя частями, представляющими собой боковины, и двумя бортами, имеющих коронный конструктивный элемент с, по меньшей мере, одним брекером и слоем протекторного браслета, при этом, по меньшей мере, одна станция сборки каркасов и/или станция сборки брекеров предусмотрена с, по меньшей мере, двумя соединительными устройствами, управление которыми может осуществляться независимо для соединения с материалами и которые по своему характеру являются идентичными, и, по меньшей мере, одним подающим устройством, предназначенным для подачи идентичных компонентов и взаимодействующим с каждым соединительным устройством.
Способы описанного в документе WO 01/32409 типа направлены на повышение производительности процессов сборки шин, которые собирают на тороидальной формообразующей опоре и в которых используются элементарные компоненты, предназначенные для сборки посредством автоматизированных, стандартизированных операций, синхронизированных друг с другом. Однако подобные способы не позволяют обеспечить высокую технологическую гибкость, то есть возможность использования для каждой шины элементарных компонентов, различающихся типом эластомерного материала или типом текстильных или металлических армирующих кордов. Действительно, подобные способы пригодны для сборки шин, которые различаются ограниченными признаками, такими как размеры, возможное наличие некоторых конструктивных компонентов шины - таких как один или два слоя каркаса, армирующие элементы в бортовой зоне, расположение витков резинометаллических проволок, образующих сердечники бортов в бортовой зоне, в большей или меньшей степени проходящий слой брекера, расположенный под углом нуль градусов, наличие слоя и нижнего слоя в протекторном браслете.
С другой стороны, способы, проиллюстрированные в документах ЕР 1481791 А2 и ЕР 0776756 А1, являются технологически гибкими, поскольку они позволяют получить шины с полуфабрикатами, имеющими свойства, отличающиеся друг от друга, но они ограничены с точки зрения производительности, например, при изменении модели шины, подлежащей изготовлению, и для ее вариантов осуществления они требуют установок большого размера.
В сборочных установках данного последнего типа управление потоками большого количества материалов и/или полуфабрикатов вызывает проблемы при синхронизации операции сборки разных частей, образующих шину, и, следовательно, проблемы при общем управлении промышленным предприятием, что имеет отрицательные последствия с точки зрения производительности.
Кроме того, идея, проиллюстрированная в документах ЕР 1481791 А2 и ЕР 0776756 А1 и относящаяся к обязательному прохождению изготавливаемых каркасного конструктивного элемента и коронного конструктивного элемента через каждую отдельную рабочую станцию соответствующей сборочной линии, создает значительные проблемы с точки зрения производства, поскольку возникает «узкое место», с которым трудно справиться как в случае отказов, так и в случае размерных или технологических отклонений, связанных с шиной, подлежащей изготовлению.
В частности, было обнаружено, что во всех установках, проиллюстрированных в вышеупомянутых документах, в случае отказа отдельной рабочей станции вся сборочная установка должна быть заблокирована, что вызывает очевидные отрицательные последствия.
Следовательно, для сборки высококачественных шин с очень различающимися технологическими требованиями, избежания простоев всей установки, повышения гибкости и даже производительности процессов такого типа, как процессы, проиллюстрированные в документе WO 01/32409, и избежания производственных установок, которые имеют большие габаритные размеры и которыми трудно управлять, подобных установкам, проиллюстрированных в документах ЕР 1481791 А2 и ЕР 0776756 А1, необходимо иметь отдельные сборочные линии, соответственно предназначенные для каркасного конструктивного элемента и для коронного конструктивного элемента, при этом каждый формующий барабан, перемещающийся на соответствующих сборочных линиях, должен поступать только на те рабочие станции, которые требуются для сборки данной конкретной модели шины.
В завершение, было установлено, что проиллюстрированные выше проблемы могут быть решены посредством использования способа сборки шин, обеспечивающего перемещения изготавливаемого каркасного конструктивного элемента и изготавливаемого коронного конструктивного элемента от одной рабочей станции соответствующих сборочных линий к другой, при этом, по меньшей мере, одно перемещение от первой рабочей станции ко второй рабочей станции, не являющейся соседней с ней, выполняется без предусматривания прохождения через дополнительные рабочие станции, отличные от указанных первой и второй рабочих станций.
Более точно, в соответствии с первым аспектом изобретения изобретение относится к способу сборки невулканизованных шин для колес транспортных средств, включающему следующие этапы:
а) сборку каркасного конструктивного элемента на первом формующем барабане на, по меньшей мере, одной линии сборки каркасных конструктивных элементов, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом, при этом указанный каркасный конструктивный элемент содержит, по меньшей мере, один слой каркаса и два кольцевых фиксирующих конструктивных элемента;
b) сборку коронного конструктивного элемента на, по меньшей мере, одном втором формующем барабане на, по меньшей мере одной линии сборки коронных конструктивных элементов, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом, при этом указанный коронный конструктивный элемент содержит, по меньшей мере, один брекерный конструктивный элемент;
с) придание каркасному конструктивному элементу тороидальной формы при сборке его с коронным конструктивным элементом на, по меньшей мере, одной формовочной и сборочной рабочей станции, предназначенной для изготавливаемой шины;
при этом перемещения каждого из первого формующего барабана и второго формующего барабана с соответствующими изготавливаемыми каркасным конструктивным элементом и коронным конструктивным элементом от одной рабочей станции соответствующих сборочных линий к другой включают, по меньшей мере, один этап d) перемещения от первой рабочей станции ко второй рабочей станции, не являющейся соседней с первой рабочей станцией в указанном последовательном ряду, и
при этом каждый этап d) перемещения выполняется таким образом, что первый формующий барабан и второй формующий барабан поступают только на указанные первую и вторую рабочие станции.
Поскольку указанный способ совместим с возможностью использования различных элементарных компонентов для каждой изготавливаемой шины и поскольку он не предусматривает никаких бесполезных перемещений на рабочие станции, не используемые для заданной модели шины, подлежащей изготовлению, он позволяет устранить вышеупомянутые недостатки, связанные с низкой технологической гибкостью, повысить качество изготовления готового изделия и поддерживать высокую производительность.
Следовательно, способ в соответствии с настоящим изобретением является технологически гибким и эффективным.
В соответствии со вторым аспектом изобретения изобретение относится к установке для сборки невулканизованных шин для колес транспортных средств, содержащей:
по меньшей мере, одну линию сборки каркасных конструктивных элементов на первом формующем барабане, при этом указанный каркасный конструктивный элемент содержит, по меньшей мере, один слой каркаса и два кольцевых фиксирующих конструктивных элемента, содержащую:
- множество рабочих станций, расположенных в соответствии с последовательным рядом; и
- по меньшей мере, одно первое транспортное и загрузочно-разгрузочное устройство (handling device), пригодное для выполнения, по меньшей мере, одного первого перемещения, при котором оно перемещает первый формующий барабан с соответствующим изготавливаемым каркасным конструктивным элементом от любой первой рабочей станции из указанного последовательного ряда к любой другой второй рабочей станции из указанного последовательного ряда, не являющейся соседней с указанной первой рабочей станцией, так что первый формующий барабан поступает только на указанные первую и вторую рабочие станции во время указанного, по меньшей мере, одного первого перемещения;
по меньшей мере, одну линию сборки коронных конструктивных элементов на, по меньшей мере, одном втором формующем барабане, при этом указанный коронный конструктивный элемент содержит, по меньшей мере, один брекерный конструктивный элемент, содержащую:
- множество рабочих станций, расположенных в соответствии с последовательным рядом; и
- по меньшей мере, одно второе транспортное и загрузочно-разгрузочное устройство, пригодное для выполнения, по меньшей мере, одного первого перемещения, при котором оно перемещает второй формующий барабан с соответствующим изготавливаемым коронным конструктивным элементом от любой первой рабочей станции из указанного последовательного ряда к любой другой второй рабочей станции из указанного последовательного ряда, не являющейся соседней с указанной первой рабочей станцией, так что второй формующий барабан поступает только на указанные первую и вторую рабочие станции во время указанного, по меньшей мере, одного первого перемещения;
- по меньшей мере, одну формовочную и сборочную рабочую станцию, предназначенную для изготавливаемой шины и пригодную для формования указанного каркасного конструктивного элемента при сборке его с указанным коронным конструктивным элементом изготавливаемой шины.
Указанная установка, осуществляющая выполнение вышеописанного процесса, обеспечивает достижение тех же преимуществ, которые были упомянуты выше.
Настоящее изобретение, по меньшей мере, в одном из его вышеуказанных аспектов может иметь, по меньшей мере, один из нижеприведенных предпочтительных признаков.
Первый формующий барабан с соответствующим изготавливаемым каркасным конструктивным элементом предпочтительно перемещают от одной рабочей станции к другой в соответствующей сборочной линии посредством перемещения его центра тяжести в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
Перемещение центра тяжести первого формующего барабана предпочтительно имеет, по меньшей мере, две ненулевые составляющие вектора.
Даже более предпочтительно, если перемещение центра тяжести первого формующего барабана имеет три ненулевые составляющие вектора. Это означает, что первый формующий барабан имеет значительную свободу перемещения, следовательно, он может быть перемещен к рабочим станциям, требующимся каждый раз, по траектории, которая в каждом случае является наиболее удобной, при значительных преимуществах с точки зрения логистики и изготовления.
Аналогичным образом, второй формующий барабан с соответствующим изготавливаемым коронным конструктивным элементом перемещают от одной рабочей станции к другой в соответствующей сборочной линии посредством перемещения его центра тяжести в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
Перемещение центра тяжести второго формующего барабана предпочтительно имеет, по меньшей мере, две ненулевые составляющие вектора.
Даже более предпочтительно по причинам, разъясненным выше, если перемещение центра тяжести второго формующего барабана имеет три ненулевые составляющие вектора.
В соответствии с предпочтительными вариантами осуществления способа по изобретению первый формующий барабан и второй формующий барабан перемещают от одной рабочей станции соответствующих сборочных линий к другой, по меньшей мере, частично одновременно. Подобный признак позволяет обеспечить высокую производительность и улучшенную синхронизацию различных этапов способа по изобретению.
Первый формующий барабан и второй формующий барабан предпочтительно перемещают от одной рабочей станции соответствующих сборочных линий к другой посредством соответствующего, по меньшей мере, одного первого транспортного и загрузочно-разгрузочного устройства и, по меньшей мере, одного второго транспортного и загрузочно-разгрузочного устройства.
Указанное первое транспортное и загрузочно-разгрузочное устройство предпочтительно содержит, по меньшей мере, одну первую механическую руку.
Аналогичным образом, указанное второе транспортное и загрузочно-разгрузочное устройство содержит, по меньшей мере, одну вторую механическую руку.
В соответствии с предпочтительными вариантами осуществления способа по изобретению каждый каркасный конструктивный элемент соединен с соответствующим первым формующим барабаном, на котором осуществляется его сборка, до конца этапа с) формования и сборки изготавливаемой шины. Поскольку не предусмотрено никаких перемещений каркасного конструктивного элемента с первого формующего барабана на другой барабан, существует возможность повышения скорости производственного процесса, упрощения его операций и повышения качества готового изделия.
Шины, одновременно изготавливаемые на указанной линии сборки каркасных конструктивных элементов и на указанной линии сборки коронных конструктивных элементов, представляют собой шины, по меньшей мере, двух разных моделей.
В соответствии с предпочтительными вариантами осуществления указанные модели шин различаются геометрическими характеристиками.
В соответствии с дополнительными предпочтительными вариантами осуществления указанные модели шин различаются особенностями конструкции.
В соответствии с другими предпочтительными вариантами осуществления указанные модели шин различаются техническими признаками. Это позволяет получить процесс сборки, характеризующийся высокой гибкостью.
В соответствии с предпочтительными вариантами осуществления вышеуказанный способ сборки включает перед этапом а) сборки каркасного конструктивного элемента этап z) установки двух опорных колец на первый формующий барабан с возможностью снятия, при этом указанные два опорных кольца пригодны для взаимодействия с первым формующим барабаном при сборке каркасного конструктивного элемента.
Вышеуказанный способ предпочтительно включает этапы захвата первого формующего барабана с рабочей станции хранения барабанов и размещения указанного первого формующего барабана на линии сборки каркасных конструктивных элементов.
Этап а) сборки каркасного конструктивного элемента предпочтительно включает следующий подэтап:
а1) наложение, по меньшей мере, одной ткани для усиления бортов в месте, расположенном в радиальном направлении снаружи и расположенном, по меньшей мере, частично в аксиальном направлении снаружи по отношению к первому формующему барабану.
Указанный этап а) сборки каркасного конструктивного элемента предпочтительно включает, по меньшей мере, два из следующих подэтапов:
а2) наложение, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану;
а3) наложение герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану;
а4) наложение слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к указанному герметизирующему слою;
а5) наложение, по меньшей мере, одного первого слоя каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану.
Этап а4) наложения слоя, размещаемого под герметизирующим слоем, предпочтительно включает подэтап а4') наложения слоя самоуплотняющегося материала в месте, расположенном в радиальном направлении снаружи по отношению к слою, размещаемому под герметизирующим слоем.
Этап а) сборки каркасного конструктивного элемента предпочтительно также включает следующие подэтапы:
а7) наложение множества внутренних армирующих элементов рядом с указанным, по меньшей мере, одним слоем каркаса;
а6) наложение множества первых промежуточных элементов между указанным, по меньшей мере, одним слоем каркаса и указанным множеством внутренних армирующих элементов.
Тот же этап а) сборки каркасного конструктивного элемента в соответствии с предпочтительными вариантами осуществления способа по изобретению включает следующие подэтапы:
а8) наложение, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах указанного, по меньшей мере, одного слоя каркаса;
а9) наложение, по меньшей мере, одной части стойкого к истиранию элемента;
а10) наложение, по меньшей мере, одной части боковин изготавливаемой шины.
Подэтап а8) наложения кольцевых фиксирующих конструктивных элементов предпочтительно включает следующие подэтапы:
а8') размещение кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах указанного, по меньшей мере, одного слоя каркаса; и
а8”) загибание концов указанного, по меньшей мере, одного слоя каркаса на указанный, по меньшей мере, один слой каркаса для образования ободных лент/клапанов, которые удерживают указанные кольцевые фиксирующие конструктивные элементы.
Подэтапу а8) наложения кольцевых фиксирующих конструктивных элементов предпочтительно предшествует этап снятия двух опорных колец с первого формующего барабана.
Подэтапу а8) наложения кольцевых фиксирующих конструктивных элементов предпочтительно предшествует этап j) перемещения бортовых проволок, пригодных для образования указанных кольцевых фиксирующих конструктивных элементов, с рабочей станции хранения бортовых проволок, взаимодействующей в рабочем положении с той рабочей станцией линии сборки каркасных конструктивных элементов, которая предназначена для наложения кольцевых фиксирующих конструктивных элементов.
В соответствии с предпочтительными вариантами осуществления вышеуказанного способа этап b) сборки коронного конструктивного элемента включает следующие последовательные подэтапы:
b1) наложение подбрекерного слоя в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану;
b2) наложение, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к указанному второму формующему барабану.
Указанный этап b) сборки коронного конструктивного элемента предпочтительно включает следующие дополнительные последовательные подэтапы:
b3) укладку, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту;
b4) наложение, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к указанной первой брекерной ленте.
Этап b) сборки коронного конструктивного элемента предпочтительно включает следующий подэтап:
b5) наложение, по меньшей мере, одного первого слоя текстильных или металлических кордов, размещаемого в направлении вдоль окружности, в месте, расположенном в радиальном направлении снаружи по отношению к указанной второй брекерной ленте, и накладываемого, по меньшей мере, у ее частей, наружных в аксиальном направлении.
В соответствии с некоторыми предпочтительными вариантами осуществления вышеуказанного способа указанный этап b) сборки коронного конструктивного элемента включает следующий подэтап:
b6) наложение слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к указанному брекерному конструктивному элементу.
Этап b) сборки коронного конструктивного элемента предпочтительно дополнительно включает следующий подэтап:
b7) наложение, по меньшей мере, одного протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к указанному изготавливаемому коронному конструктивному элементу.
Подобный подэтап b7) предпочтительно включает в себя наложение, по меньшей мере, двух частей протекторного браслета.
Указанные, по меньшей мере, две части предпочтительно представляют собой перекрывающиеся в радиальном направлении слои протекторного браслета.
Этап b) сборки коронного конструктивного элемента предпочтительно дополнительно включает следующий подэтап:
b8) наложение, по меньшей мере, одной второй части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к указанному изготавливаемому коронному конструктивному элементу.
Этап b) сборки коронного конструктивного элемента предпочтительно включает после указанного подэтапа b4) наложения, по меньшей мере, одной второй брекерной ленты подэтап загибания концов первой брекерной ленты на указанную, по меньшей мере, одну вторую брекерную ленту.
В соответствии с предпочтительными вариантами осуществления способ по изобретению включает после этапа с) формования и сборки этап е) перемещения отформованной невулканизованной шины на станцию для хранения невулканизованных шин, функционально связанную с формовочной и сборочной рабочей станцией.
В соответствии с особо предпочтительным вариантом осуществления этап с) формования и сборки невулканизованной шины включает следующий подэтап:
с1) перемещение коронного конструктивного элемента со второго формующего барабана, на котором он был собран, в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном.
Предпочтительно после этапа а) сборки каркасного конструктивного элемента невулканизованной шины выполняют этап а') перемещения и складирования собранного каркасного конструктивного элемента на рабочей станции, предназначенной для хранения каркасных конструктивных элементов и расположенной вне линии сборки каркасных конструктивных элементов.
В качестве альтернативы после этапа а) сборки каркасного конструктивного элемента невулканизованной шины выполняют этап а”) перемещения и складирования собранного каркасного конструктивного элемента на рабочей станции хранения барабанов.
Аналогичным образом, после этапа b) сборки коронного конструктивного элемента невулканизованной шины выполняют этап b') перемещения и складирования собранного коронного конструктивного элемента на рабочей станции, предназначенной для хранения коронных конструктивных элементов.
Предпочтительно после этапа с) формования и сборки выполняют этап перемещения невулканизованной шины на рабочую станцию контроля и маркирования шин.
В соответствии с предпочтительным вариантом осуществления изобретения, по меньшей мере, один из подэтапов а1), а5), а7), b2), b4) и b5) включает предварительный этап g) подачи элементарных компонентов на соответствующие рабочие станции.
В данном случае способ по изобретению предпочтительно включает дополнительный этап h) подготовки элементарных компонентов на линии подготовки элементарных компонентов.
Способ по изобретению предпочтительно дополнительно включает этап i) регулирования размеров, по меньшей мере, одного из первого формующего барабана и второго формующего барабана.
Этап i) более предпочтительно включает осевую регулировку первого формующего барабана.
В дополнительном варианте осуществления этап i) включает радиальную регулировку второго формующего барабана.
Способ по изобретению предпочтительно включает после этапа с) формования и сборки этап f) перемещения отформованной невулканизованной шины на линию формования и вулканизации шин.
В соответствии с изобретением также разработан способ изготовления шин для колес транспортных средств, включающий после процесса сборки шин, проиллюстрированного выше, этап формования и вулканизации отформованной невулканизованной шины на, по меньшей мере, одной линии формования и вулканизации, отдельной от указанной рабочей станции формования и сборки.
В соответствии с предпочтительными вариантами осуществления установки для сборки невулканизованных шин для колес транспортных средств вышеуказанное, по меньшей мере, одно первое транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения первого формующего барабана с соответствующим изготавливаемым каркасным конструктивным элементом с одной рабочей станции на другую на соответствующей линии сборки каркасных конструктивных элементов посредством перемещения центра тяжести первого формующего барабана в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
Указанное перемещение центра тяжести первого формующего барабана в пространстве предпочтительно имеет, по меньшей мере, две ненулевые составляющие вектора.
Даже более предпочтительно, если указанное перемещение центра тяжести первого формующего барабана в пространстве имеет три ненулевые составляющие вектора, что обеспечивает достижение разъясненных выше преимуществ с точки зрения производства и логистики.
Аналогичным образом, указанное, по меньшей мере, одно второе транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения соответствующего второго формующего барабана с соответствующим изготавливаемым коронным конструктивным элементом с одной рабочей станции на другую на соответствующей линии сборки коронных конструктивных элементов посредством перемещения центра тяжести второго формующего барабана в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
Указанное перемещение центра тяжести второго формующего барабана в пространстве предпочтительно имеет, по меньшей мере, две ненулевые составляющие вектора.
Даже более предпочтительно, если указанное перемещение центра тяжести второго формующего барабана в пространстве имеет три ненулевые составляющие вектора.
Первое транспортное и загрузочно-разгрузочное устройство предпочтительно содержит, по меньшей мере, одну первую механическую руку.
Указанное второе транспортное и загрузочно-разгрузочное устройство предпочтительно содержит, по меньшей мере, одну вторую механическую руку.
В соответствии с предпочтительным вариантом осуществления установки по изобретению формовочная и сборочная рабочая станция предусмотрена с формовочными устройствами, выполненными с возможностью взаимодействия с первым формующим барабаном и выполненными с возможностью выполнения формования каркасного конструктивного элемента на первом формующем барабане.
Сборочная установка предпочтительно содержит рабочую станцию для присоединения опорных колец, предусмотренную с устройствами для присоединения двух опорных колец к первому формующему барабану с возможностью снятия, при этом указанные два опорных кольца выполнены с возможностью взаимодействия с первым формующим барабаном при сборке каркасного конструктивного элемента.
В данном случае сборочная установка предпочтительно содержит также рабочую станцию для снятия указанных двух опорных колец с первого формующего барабана.
Установка предпочтительно дополнительно содержит рабочую станцию хранения барабанов, предусмотренную с устройствами для перемещения первого формующего барабана к линии сборки каркасных конструктивных элементов.
Линия сборки каркасных конструктивных элементов предпочтительно содержит рабочую станцию, предназначенную для наложения армирующей ткани, предусмотренную с устройствами для наложения, по меньшей мере, одной ткани для армирования бортов на первый формующий барабан.
Подобная линия сборки каркасных конструктивных элементов предпочтительно содержит, по меньшей мере, две из нижеперечисленных рабочих станций:
- первую рабочую станцию для наложения стойкого к истиранию элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану;
- рабочую станцию для наложения герметизирующего слоя, предусмотренную с устройствами для наложения герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану;
- рабочую станцию для наложения слоя, размещаемого под герметизирующим слоем, предусмотренную с устройствами для наложения слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к указанному герметизирующему слою;
- рабочую станцию для наложения слоев каркаса, предусмотренную с устройствами для наложения, по меньшей мере, одного первого слоя каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану;
- рабочую станцию для наложения первых промежуточных элементов, предусмотренную с устройствами для наложения первых промежуточных элементов рядом с указанным, по меньшей мере, одним слоем каркаса;
- рабочую станцию для наложения внутренних армирующих элементов, предусмотренную с устройствами для наложения множества внутренних армирующих элементов рядом с первыми промежуточными элементами;
- рабочую станцию для наложения кольцевых фиксирующих конструктивных элементов, предусмотренную с устройствами для наложения, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах указанного, по меньшей мере, одного слоя каркаса;
- вторую рабочую станцию для наложения стойкого к истиранию элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента;
- первую рабочую станцию сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной части боковин изготавливаемой шины.
Линия сборки каркасных конструктивных элементов предпочтительно также содержит рабочую станцию для наложения самоуплотняющегося материала, предусмотренную с устройствами для наложения слоя самоуплотняющегося материала.
В соответствии с предпочтительными вариантами осуществления установки по изобретению рабочая станция линии сборки каркасных конструктивных элементов, предназначенная для наложения кольцевых фиксирующих конструктивных элементов, также предусмотрена с устройствами для загибания концов указанного, по меньшей мере, одного слоя каркаса на указанный, по меньшей мере, один слой каркаса для образования ободных лент/клапанов, которые удерживают указанные кольцевые фиксирующие конструктивные элементы.
Сборочная установка предпочтительно дополнительно содержит рабочую станцию для хранения бортовых проволок, выполненную с возможностью образования кольцевых фиксирующих конструктивных элементов изготавливаемой шины, при этом указанная рабочая станция хранения бортовых проволок функционально связана/взаимодействует в рабочем состоянии с рабочей станцией для наложения кольцевых фиксирующих конструктивных элементов.
В соответствии с предпочтительными вариантами осуществления установки по изобретению линия сборки коронных конструктивных элементов содержит следующие рабочие станции:
- рабочую станцию для наложения подбрекерного слоя, предусмотренную с устройствами для наложения подбрекерного слоя на второй формующий барабан;
- рабочую станцию для наложения первого брекерного элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану.
Линия сборки коронных конструктивных элементов также может содержать следующие рабочие станции:
- рабочую станцию для укладки вторых промежуточных элементов, предусмотренную с устройствами для укладки, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту;
- рабочую станцию для наложения второго брекерного элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к указанной первой брекерной ленте.
В данном случае линия сборки коронных конструктивных элементов предпочтительно содержит станцию для наложения кордов, предусмотренную с устройствами для наложения, по меньшей мере, одного первого слоя кордов, размещаемого в направлении вдоль окружности на указанной, по меньшей мере, одной второй брекерной ленте, накладываемого, по меньшей мере, у ее частей, расположенных в аксиальном направлении снаружи.
Линия сборки коронных конструктивных элементов предпочтительно содержит, по меньшей мере, одну рабочую станцию сборки протекторного браслета, предусмотренную с устройствами для наложения, по меньшей мере, одного протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу.
Даже более предпочтительно, если линия сборки коронных конструктивных элементов содержит четыре рабочие станции сборки протекторного браслета.
В соответствии с одним вариантом осуществления установки по изобретению линия сборки коронных конструктивных элементов содержит, по меньшей мере, одну вторую рабочую станцию сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к коронному конструктивному элементу.
Линия сборки коронных конструктивных элементов предпочтительно содержит, по меньшей мере, одну рабочую станцию для загибания вверх брекерного конструктивного элемента, выполненную с возможностью загибания вверх концов первой брекерной ленты на указанную, по меньшей мере, одну вторую брекерную ленту.
В вышеуказанной сборочной установке линия сборки коронных конструктивных элементов предпочтительно содержит, по меньшей мере, одну рабочую станцию сборки слоя, размещаемого под протекторным браслетом, предусмотренную с устройствами для наложения одного слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к указанному брекерному конструктивному элементу.
Сборочная установка по изобретению предпочтительно содержит рабочую станцию для хранения невулканизованных шин, функционально соединенную/соединенную в рабочем положении с формовочной и сборочной рабочей станцией.
Сборочная установка по изобретению предпочтительно содержит устройства для перемещения невулканизованной шины с формовочной и сборочной рабочей станции на рабочую станцию хранения невулканизованных шин.
Указанные устройства для перемещения невулканизованной шины с формовочной и сборочной рабочей станции на рабочую станцию хранения невулканизованных шин предпочтительно содержат механическую руку.
В соответствии с предпочтительными вариантами осуществления изобретения рабочая станция формования и сборки невулканизованных шин содержит:
- по меньшей мере, одну позицию готовности второго формующего барабана;
- устройства для перемещения коронного конструктивного элемента, предназначенные для перемещения его в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном.
Сборочная установка предпочтительно также содержит рабочую станцию для хранения каркасных конструктивных элементов.
Сборочная установка предпочтительно также содержит рабочую станцию для хранения коронных конструктивных элементов.
Установка по изобретению может дополнительно содержать рабочую станцию контроля и маркирования шин.
В соответствии с предпочтительными вариантами осуществления установка содержит линию для подготовки элементарных компонентов, пригодных для подачи на, по меньшей мере, одну из линии сборки каркасных конструктивных элементов и линии сборки коронных конструктивных элементов.
Сборочная установка по изобретению предпочтительно содержит, по меньшей мере, одну рабочую станцию для подачи элементарных компонентов, функционально связанную с, по меньшей мере, одной из: рабочей станции для наложения армирующей ткани, рабочей станции для наложения слоев каркаса, рабочей станции для наложения внутренних армирующих элементов, рабочей станции для наложения первого брекерного элемента, рабочей станции для наложения второго брекерного элемента, рабочей станции для наложения кордов.
Установка предпочтительно содержит устройства для регулирования размеров, по меньшей мере, одного из первого формующего барабана и второго формующего барабана.
Сборочная установка предпочтительно содержит устройства для перемещения невулканизованной шины на, по меньшей мере, одну линию формования и вулканизации шин.
В соответствии с изобретением также разработана установка для сборки шин, содержащая установку для сборки невулканизованных шин, подобную описанной выше, и, по меньшей мере, одну линию формования и вулканизации шин.
Дополнительные признаки и преимущества изобретения станут более очевидными из нижеприведенного описания некоторых предпочтительных примеров способов и установок для сборки невулканизованных шин в соответствии с изобретением, выполненного в качестве индикативного неограничивающего примера со ссылкой на приложенный чертеж, на котором:
фиг.1 показывает схематическую планировку установки для сборки невулканизованных шин для колес транспортных средств, на которой выполняется способ в соответствии с одним вариантом осуществления настоящего изобретения.
Как показано на фиг.1, ссылочная позиция 1 обозначает в целом установку для сборки невулканизованных шин для колес транспортных средств в соответствии с одним предпочтительным вариантом осуществления настоящего изобретения.
В предпочтительном варианте осуществления, показанном на чертеже, подобная сборочная установка содержит линию 2 сборки каркасного конструктивного элемента на первом формующем барабане 6 и линию 3 сборки коронного конструктивного элемента на втором формующем барабане 7.
Каркасный конструктивный элемент, подлежащий сборке на подобной линии 2 сборки каркасных конструктивных элементов, содержит, по меньшей мере, один слой каркаса и два кольцевых фиксирующих конструктивных элемента.
Линия 2 сборки каркасных конструктивных элементов содержит множество рабочих станций, расположенных в соответствии с последовательным рядом, а также первое транспортное и загрузочно-разгрузочное устройство. Последнее пригодно для выполнения первого перемещения, при котором оно обеспечивает перемещение первого формующего барабана 6 вместе с соответствующим изготавливаемым каркасным конструктивным элементом, соединенным с ним, от любой первой рабочей станции из указанного последовательного ряда к любой другой второй рабочей станции, не являющейся соседней с указанной первой рабочей станцией, из указанного последовательного ряда, так что первый формующий барабан 6 поступает только на указанные первую и вторую рабочие станции во время указанного, по меньшей мере, одного первого перемещения.
Коронный конструктивный элемент, подлежащий сборке на линии 3 сборки коронных конструктивных элементов, содержит, по меньшей мере, один брекерный конструктивный элемент.
Линия 3 сборки коронных конструктивных элементов содержит множество рабочих станций, расположенных в соответствии с последовательным рядом, а также второе транспортное и загрузочно-разгрузочное устройство. Последнее пригодно для выполнения первого перемещения, при котором оно обеспечивает перемещение второго формующего барабана 7 вместе с соответствующим изготавливаемым коронным конструктивным элементом, соединенным с ним, от любой первой рабочей станции из указанного последовательного ряда к любой другой второй рабочей станции, не являющейся соседней с указанной первой рабочей станцией, из указанного последовательного ряда, так что второй формующий барабан 7 поступает только на указанные первую и вторую рабочие станции во время указанного, по меньшей мере, одного первого перемещения.
Другими словами, указанные первое транспортное и загрузочно-разгрузочное устройство и второе транспортное и загрузочно-разгрузочное устройство обеспечивают возможность перемещений первого формующего барабана 6 и второго формующего барабана 7 от одной рабочей станции к другой с пропусканием станций, не требуемых для сборки заданной модели шины.
В частности, первое транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения первого формующего барабана 6 с соответствующим изготавливаемым каркасным конструктивным элементом от одной рабочей станции к другой на линии 2 сборки каркасных конструктивных элементов посредством перемещения центра тяжести первого формующего барабана 6 в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
Число ненулевых составляющих вектора предпочтительно равно двум, но более предпочтительно, если их число равно трем, так что первый формующий барабан свободно перемещается в пространстве.
Как показано на фиг.1, первое транспортное и загрузочно-разгрузочное устройство содержит первую механическую руку 36.
Аналогичным образом, второе транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения второго формующего барабана 7 с соответствующим изготавливаемым коронным конструктивным элементом от одной рабочей станции к другой на линии 3 сборки коронных конструктивных элементов посредством перемещения центра тяжести второго формующего барабана 7 в пространстве, имеющего, по меньшей мере, одну, предпочтительно две, более предпочтительно три ненулевые составляющие вектора.
Как показано на фиг.1, второе транспортное и загрузочно-разгрузочное устройство содержит вторую механическую руку 38.
Сборочная установка 1 дополнительно содержит одну рабочую станцию 4 для формования и сборки изготавливаемой шины, выполненную с возможностью формования каркасного конструктивного элемента вместе со сборкой его с коронным конструктивным элементом изготавливаемой шины.
Подобная формовочная и сборочная рабочая станция 4 предусмотрена с формовочными устройствами, выполненными с возможностью взаимодействия с первым формующим барабаном 6. Подобные формовочные устройства, не показанные на чертеже, пригодны для выполнения формования каркасного конструктивного элемента на первом формующем барабане 6.
Указанная формовочная и сборочная рабочая станция 4 дополнительно содержит одну или несколько позиций готовности второго формующего барабана 7, а также устройства для перемещения коронных конструктивных элементов, выполненные с возможностью перемещения их в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном 6.
Сборочная установка 1 содержит как рабочую станцию 26 для установки опорных колец, которая предусмотрена с устройствами для установки двух опорных колец на первом формующем барабане 6 с возможностью снятия, так и рабочую станцию 27 для снятия двух опорных колец с первого формующего барабана 6. Два опорных кольца выполнены с возможностью взаимодействия с первым формующим барабаном 6 для сборки каркасного конструктивного элемента.
Как можно видеть на фиг.1, сборочная установка 1 дополнительно содержит рабочую станцию 10 хранения барабанов, которая выполняет функцию буфера и которая может быть предусмотрена с устройствами для перемещения первого формующего барабана 6 на линию 2 сборки каркасных конструктивных элементов.
Линия 2 сборки каркасных конструктивных элементов содержит рабочую станцию 8 для наложения армирующей ткани, которая предусмотрена с устройствами для наложения, по меньшей мере, одной ткани для армирования бортов на первый формующий барабан 6. В варианте осуществления, показанном на чертеже, она расположена вблизи рабочей станции 10 хранения барабанов, поскольку первый этап сборки каркасных конструктивных элементов, как правило, выполняется на ней.
Линия 2 сборки каркасных конструктивных элементов в варианте осуществления, показанном на чертеже, дополнительно содержит первую рабочую станцию 9 для наложения стойкого к истиранию элемента, которая предусмотрена с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6.
Линия 2 сборки каркасных конструктивных элементов дополнительно содержит рабочую станцию 11 для наложения герметизирующего слоя, которая предусмотрена с устройствами для наложения герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6, а также рабочую станцию 12 для наложения слоя, размещаемого под герметизирующим слоем, которая предусмотрена с устройствами для наложения слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к указанному герметизирующему слою.
Линия 2 сборки каркасных конструктивных элементов также содержит рабочую станцию для наложения самоуплотняющегося материала, не показанную на чертеже, предусмотренную с устройствами для наложения слоя самоуплотняющегося материала, например, в месте, расположенном в радиальном направлении снаружи по отношению к слою, размещаемому под герметизирующим слоем.
Кроме того, линия 2 сборки каркасных конструктивных элементов содержит рабочую станцию 13 для наложения слоев каркаса, которая предусмотрена с устройствами для наложения одного или нескольких слоев каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6.
Как видно на чертеже, линия 2 сборки каркасных конструктивных элементов содержит рабочую станцию 14 для наложения первых промежуточных элементов, которая предусмотрена с устройствами для наложения множества первых промежуточных элементов рядом со слоем (слоями) каркаса.
Также предусмотрена рабочая станция 15 для наложения внутренних армирующих элементов, которая предусмотрена с устройствами для наложения множества внутренних армирующих элементов рядом с первыми промежуточными элементами.
Линия 2 сборки каркасных конструктивных элементов включает в себя рабочую станцию 16 для наложения кольцевых фиксирующих конструктивных элементов. Подобная рабочая станция предусмотрена с устройствами для наложения, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположные в аксиальном направлении концы слоя (слоев) каркаса.
Она также может быть предусмотрена с устройствами для загибания концов слоя (слоев) каркаса на сам слой каркаса для образования ободных лент/клапанов, которые удерживают вышеуказанные кольцевые фиксирующие конструктивные элементы.
Линия 2 сборки каркасных конструктивных элементов дополнительно содержит вторую рабочую станцию 18 для наложения стойкого к истиранию элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента, а также первую рабочую станцию 19 сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной первой части боковин изготавливаемой шины.
Сборочная установка 1 дополнительно содержит рабочую станцию 32 хранения бортовых проволок, предназначенную для хранения бортовых проволок, пригодных для образования кольцевых фиксирующих конструктивных элементов изготавливаемой шины. Подобная рабочая станция 32 хранения бортовых проволок функционально связана с рабочей станцией 16 для наложения кольцевых фиксирующих конструктивных элементов.
Линия 3 сборки коронных конструктивных элементов содержит рабочую станцию 20 для наложения подбрекерного слоя, которая предусмотрена с устройствами для наложения подбрекерного слоя на второй формующий барабан 7.
Линия 3 сборки коронных конструктивных элементов также содержит рабочую станцию 21 для наложения первого брекерного элемента, которая предусмотрена с устройствами для наложения, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7.
Рабочая станция 22 для укладки вторых промежуточных элементов, оснащенная устройствами для укладки, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту, предусмотрена в линии 3 сборки коронных конструктивных элементов.
Та же сборочная линия содержит рабочую станцию 23 для наложения второго брекерного элемента, которая предусмотрена с устройствами для наложения, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к первой брекерной ленте.
Линия 3 сборки коронных конструктивных элементов дополнительно содержит рабочую станцию 24 для наложения кордов, которая предусмотрена с устройствами для наложения, по меньшей мере, одного первого слоя кордов, размещаемого в направлении вдоль окружности на указанной, по меньшей мере, одной второй брекерной ленте. Подобный слой кордов накладывают, по меньшей мере, на наружных в аксиальном направлении частях второй брекерной ленты. Подобный слой кордов, как правило, называют брекерным слоем, расположенным под углом 0 градусов.
Линия 3 сборки коронных конструктивных элементов также содержит рабочую станцию 33 для загибания вверх брекерного конструктивного элемента, выполненную с возможностью загибания вверх концов первой брекерной ленты на указанную, по меньшей мере, одну вторую брекерную ленту.
Линия 3 сборки коронных конструктивных элементов предпочтительно также содержит рабочую станцию 39 сборки одного слоя, размещаемого под протекторным браслетом, которая предусмотрена с устройствами для наложения одного слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу.
В линии 3 сборки коронных конструктивных элементов предусмотрено наличие, по меньшей мере, одной рабочей станции 25 сборки протекторного браслета. Последняя предусмотрена с устройствами для наложения, по меньшей мере, одного протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу.
В предпочтительном варианте осуществления, показанном на фиг.1, имеются четыре подобные рабочие станции сборки протекторного браслета.
В завершение, линия 3 сборки коронных конструктивных элементов содержит одну вторую рабочую станцию 28 сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной второй части боковин в месте, расположенном в радиальном направлении снаружи по отношению к коронному конструктивному элементу.
Сборочная установка 1 содержит рабочую станцию 30 для хранения невулканизованных шин, которая функционально связана с формовочной и сборочной рабочей станцией 4 и предпочтительно расположена вблизи ее.
Устройства для перемещения невулканизованной шины от формовочной и сборочной рабочей станции 4 к рабочей станции 30 хранения невулканизованных шин предусмотрены в предпочтительном варианте осуществления изобретения.
Подобные устройства для перемещения невулканизованной шины от формовочной и сборочной рабочей станции 4 к рабочей станции 30 хранения невулканизованных шин предпочтительно содержат механическую руку 29, показанную на чертеже.
Сборочная установка 1 может дополнительно содержать рабочую станцию 41 хранения коронных конструктивных элементов и/или рабочую станцию хранения каркасных конструктивных элементов, не показанную на чертеже.
Рабочая станция 34 контроля и маркирования шин предусмотрена в установке по изобретению, показанной на чертеже.
Указанная сборочная установка 1 дополнительно содержит линию 31 подготовки элементарных компонентов, которые пригодны для подачи на линию 2 сборки каркасных конструктивных элементов и/или на линию 3 сборки коронных конструктивных элементов посредством специальных рабочих станций 37 подачи элементарных компонентов.
Элементарные компоненты, подготовленные на линии 31 подготовки элементарных компонентов, предпочтительно представляют собой полосовые элементы или резинометаллические или текстильные корды, используемые для сборки некоторых конструктивных компонентов шины, например, таких как слои каркаса, брекерные ленты, армирующие элементы. Вышеуказанные полосовые элементы при использовании накладывают на разные первый и второй формующие барабаны 6, 7 по существу рядом друг с другом на разных рабочих станциях, используемых для изготовления слоев каркаса, брекерных лент и армирующих элементов. С другой стороны, корды наматывают посредством намотки по спирали, например, образования вышеуказанного первого слоя кордов в месте, расположенном в радиальном направлении снаружи по отношению к, по меньшей мере, указанной второй брекерной ленте.
Рабочая станция 37 подачи элементарных компонентов функционально связана/соединена в рабочем положении с рабочей станцией 8 для наложения армирующей ткани и/или рабочей станцией 13 для наложения слоев каркаса, и/или с рабочей станцией 15 для наложения внутренних армирующих элементов, и/или с рабочей станцией 21 для наложения первого брекерного элемента, и/или с рабочей станцией 23 для наложения второго брекерного элемента, и/или с рабочей станцией 24 для наложения кордов.
По меньшей мере, одна из рабочих станций, проиллюстрированных выше, предназначенных для изготовления конструктивных компонентов шины только из эластомерного материала, например, таких как слой, размещаемый под герметизирующим слоем, герметизирующий слой, стойкий к истиранию элемент, боковины, слой, размещаемый под протекторным браслетом, подбрекерный слой, протекторный браслет, промежуточные элементы, предпочтительно содержит устройства для дозированной подачи непрерывного удлиненного элемента из эластомерного материала для сборки соответствующего конструктивного элемента шины посредством множества расположенных рядом друг с другом и/или, по меньшей мере, частично перекрывающихся витков указанного непрерывного удлиненного элемента на указанном первом формующем барабане 6 и/или втором формующем барабане 7.
Устройства для регулирования размеров первого формующего барабана 6 и/или второго формующего барабана 7 предусмотрены в установке по изобретению, несмотря на то, что они не показаны на чертеже.
Сборочная установка 1 дополнительно содержит устройства для перемещения невулканизованной шины на линию 5 формования и вулканизации шины. На подобный линии 5 формования и вулканизации процесс сборки шин заканчивается этапом формования и вулканизации шин.
Способ сборки невулканизованной шины в соответствии с изобретением предусматривает этап а) сборки каркасного конструктивного элемента невулканизованной шины на первом формующем барабане 6 на, по меньшей мере, одной линии 2 сборки каркасных конструктивных элементов; этап b) сборки коронного конструктивного элемента невулканизованной шины на, по меньшей мере, одном втором формующем барабане 7 на, по меньшей мере, одной линии 3 сборки коронных конструктивных элементов; и этап с) придания тороидальной формы каркасному конструктивному элементу и последующей сборки его с коронным конструктивным элементом на, по меньшей мере, одной рабочей станции 4 для формования и сборки изготавливаемой шины.
В способе в соответствии с изобретением перемещения первого формующего барабана 6 и второго формующего барабана 7 с соответствующими изготавливаемыми каркасным конструктивным элементом и коронным конструктивным элементом от одной рабочей станции соответствующих сборочных линий 2, 3 к другой включают, по меньшей мере, один этап d) перемещения от первой рабочей станции ко второй рабочей станции, не являющейся соседней с первой рабочей станцией, при этом каждый этап d) перемещения выполняется так, что первый формующий барабан 6 и второй формующий барабан 7 поступают только на указанные первую и вторую рабочие станции.
Первый формующий барабан 6 и второй формующий барабан 7 с соответствующими изготавливаемыми каркасным конструктивным элементом и коронным конструктивным элементом перемещаются от одной рабочей станции соответствующих сборочных линий 2, 3 к другой, по меньшей мере, частично одновременно и посредством перемещения их центров тяжести в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора. Число подобных ненулевых составляющих вектора в соответствии с предпочтительными вариантами осуществления равно трем.
Кроме того, первый и второй формующие барабаны 6, 7 перемещаются от одной рабочей станции к другой посредством соответствующих, по меньшей мере, одного первого транспортного и загрузочно-разгрузочного устройства, которое содержит, по меньшей мере, одну первую механическую руку 36, и, по меньшей мере, одного второго транспортного и загрузочно-разгрузочного устройства, которое содержит, по меньшей мере, одну вторую механическую руку 38.
Перед этапом а) сборки каркасного конструктивного элемента выполняются следующие этапы:
- этап захвата первого формующего барабана 6 с одной рабочей станции 10 хранения барабанов;
- этап размещения указанного первого формующего барабана 6 на линии 2 сборки каркасных конструктивных элементов; и
- этап z) установки двух опорных колец - пригодных для взаимодействия при сборке каркасного конструктивного элемента - на первом формующем барабане 6.
Этап а) сборки каркасного конструктивного элемента включает следующие подэтапы:
а1) наложение ткани для армирования бортов в месте, расположенном в радиальном направлении снаружи и расположенном, по меньшей мере, частично в аксиальном направлении снаружи по отношению к первому формующему барабану 6;
а2) наложение, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6;
а3) наложение герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6;
а4) наложение слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к герметизирующему слою;
а4') наложение слоя самоуплотняющегося материала предпочтительно в месте, расположенном в радиальном направлении снаружи по отношению к слою, размещаемому под герметизирующим слоем;
а5) наложение, по меньшей мере, одного первого слоя каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6;
а7) наложение множества внутренних армирующих элементов рядом с указанным, по меньшей мере, одним слоем каркаса;
а6) наложение множества первых промежуточных элементов между указанным, по меньшей мере, одним слоем каркаса и указанным множеством внутренних армирующих элементов;
а8) наложение, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах слоя каркаса посредством:
а8') размещения кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах слоя каркаса; и
а8”) загибания концов слоя каркаса на сам слой каркаса для образования ободных лент/клапанов, которые удерживают указанные кольцевые фиксирующие конструктивные элементы;
а9) наложение, по меньшей мере, одной части стойкого к истиранию элемента;
а10) наложение, по меньшей мере, одной первой части боковин изготавливаемой шины.
Существует возможность выполнения всех из вышеуказанных подэтапов, или существует возможность пропускания некоторых из них в зависимости от геометрических, конструктивных и технических характеристик модели шины, подлежащей изготовлению.
В конце этапа а) можно выполнить один из следующих двух альтернативных этапов:
а') перемещение и складирование собранного каркасного конструктивного элемента на рабочей станции хранения каркасных конструктивных элементов, расположенной вне линии 2 сборки каркасных конструктивных элементов; или
а”) перемещение и складирование собранного каркасного конструктивного элемента на рабочей станции 10 хранения барабанов.
Подэтапу а8) наложения кольцевых фиксирующих конструктивных элементов предшествует:
- этап снятия двух опорных колец с первого формующего барабана 6;
- этап j) перемещения бортовых проволок, пригодных для образования кольцевых фиксирующих конструктивных элементов, с рабочей станции 32 хранения бортовых проволок, функционально связанной с предназначенной для наложения кольцевых фиксирующих конструктивных элементов, рабочей станцией 16 линии 2 сборки каркасных конструктивных элементов.
Этап b) сборки коронного конструктивного элемента включает следующие последовательные подэтапы:
b1) наложение подбрекерного слоя в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7;
b2) наложение, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7;
b3) укладку, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту;
b4) наложение, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к первой брекерной ленте;
b5) наложение первого слоя текстильных или металлических кордов, размещаемого в направлении вдоль окружности, в месте, расположенном в радиальном направлении снаружи по отношению к указанной, по меньшей мере, одной второй брекерной ленте (то есть по отношению к наружной в радиальном направлении, брекерной ленте), и накладываемого, по меньшей мере, на ее частях, наружных в аксиальном направлении;
b6) наложение слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу;
b7) наложение двух частей протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу (указанные, по меньшей мере, две части предпочтительно представляют собой перекрывающиеся в радиальном направлении слои протекторного браслета);
b8) наложение, по меньшей мере, одной второй части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу.
Существует возможность выполнения всех из вышеуказанных подэтапов, или существует возможность пропускания некоторых из них в зависимости от геометрических, конструктивных и технических характеристик модели шины, подлежащей изготовлению.
Этап b) сборки коронного конструктивного элемента может включать после подэтапа b4) наложения, по меньшей мере, одной второй брекерной ленты подэтап загибания концов первой брекерной ленты на указанную, по меньшей мере, одну вторую брекерную ленту.
После этапа b) сборки можно предусмотреть этап b') перемещения и складирования собранного коронного конструктивного элемента на рабочей станции 41 хранения коронных конструктивных элементов.
Этап с) формования и сборки невулканизованной шины включает подэтап с1) перемещения коронного конструктивного элемента со второго формующего барабана 7, на котором он был собран, в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном 6.
Способ по изобретению обеспечивает то, что каждый каркасный конструктивный элемент будет соединен с соответствующим первым формующим барабаном 6, на котором его собирают, до конца этапа с) формования и сборки изготавливаемой шины.
После подобного этапа с) предусмотрен этап f) перемещения невулканизованной шины на рабочую станцию 34 контроля и маркирования шин и/или этап е) перемещения отформованной невулканизованной шины на рабочую станцию 30 хранения невулканизованных шин.
Далее со ссылкой на сборочную установку 1, проиллюстрированную на фиг.1, будет описан предпочтительный вариант осуществления способа сборки двух невулканизованных шин А и В различных моделей в соответствии с изобретением.
Каркасный конструктивный элемент шины модели А собирают на первом формующем барабане 6 в соответствии с этапом а) способа по изобретению.
Сначала выбирают первый формующий барабан 6 с характеристиками, пригодными для изготовления шины А заданной модели. Он может быть захвачен с рабочей станции 10 хранения барабанов или «прибыть» непосредственно от конца предыдущего сборочного процесса. Первый формующий барабан 6 подвергают аксиальной регулировке и затем перемещают на рабочую станцию 26 для установки опорных колец. На подобной рабочей станции 26 два опорных кольца, пригодных для взаимодействия с первым формующим барабаном 6 при сборке каркасного конструктивного элемента, устанавливают на первом формующем барабане 6 с возможностью снятия.
В этом случае первый формующий барабан 6 может быть размещен в позиции готовности на рабочей станции 10 хранения барабанов или может быть введен непосредственно на линию 2 сборки каркасных конструктивных элементов.
Первый формующий барабан 6 перемещают на рабочую станцию 8 для наложения армирующей ткани, на которой выполняют этап а1) наложения ткани для армирования бортов. Впоследствии первый формующий барабан 6 перемещают с помощью механической руки с рабочей станции 8 для наложения армирующей ткани на рабочую станцию 9 для наложения стойкого к истиранию элемента, на которой часть стойкого к истиранию элемента накладывают в соответствии с этапом а2) способа по изобретению.
После этого первый формующий барабан 6 вместе с изготавливаемым каркасным конструктивным элементом перемещают с помощью другой механической руки на рабочую станцию 11 для наложения герметизирующего слоя, на которой герметизирующий слой накладывают в соответствии с этапом а3).
После наложения герметизирующего слоя механическая рука захватывает первый формующий барабан 6 для перемещения его на рабочую станцию 12 для наложения слоя, размещаемого под герметизирующим слоем, на которой слой, размещаемый под герметизирующим слоем, накладывают снаружи по отношению к герметизирующему слою в соответствии с этапом а4) способа по изобретению.
После этого первый формующий барабан 6 перемещают посредством дополнительной механической руки на рабочую станцию 13 для наложения слоев каркаса без прохождения через рабочую станцию для наложения самоуплотняющегося материала и выполняя тем самым вышеуказанный этап d). На рабочей станции 13 для наложения слоев каркаса слой каркаса накладывают в соответствии с этапом а5) способа по изобретению.
После этого первый формующий барабан 6 перемещают на рабочую станцию 16 для наложения кольцевых фиксирующих конструктивных элементов без прохождения через рабочую станцию 14 для наложения первых промежуточных элементов, а также без прохождения через рабочую станцию 15 для наложения внутренних армирующих элементов, в результате чего снова выполняется вышеуказанный этап d). В данном случае этап а8) выполняют для наложения двух кольцевых фиксирующих конструктивных элементов на аксиальных в противоположном направлении концах слоя каркаса.
В этом случае механическая рука перемещает первый формующий барабан 6 на рабочую станцию 27 для снятия двух опорных колец, на которой два опорных кольца снимают с первого формующего барабана 6.
Подобные кольцевые фиксирующие конструктивные элементы содержат сердечники бортов, «объединенные» с соответствующими наполнителями, ранее перемещенными на рабочую станцию 16 для наложения кольцевых фиксирующих конструктивных элементов с рабочей станции 32 хранения сердечников бортов в соответствии с этапом j).
Вышеуказанный этап а8) выполняют посредством размещения кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах слоя каркаса - этап а8') - и загибания концов слоя каркаса на тот же слой каркаса для образования ободных лент/клапанов, которые удерживают кольцевые фиксирующие конструктивные элементы - этап а8”).
Впоследствии первый формующий барабан 6 перемещают на вторую рабочую станцию 18 для наложения стойкого к истиранию элемента, на которой выполняют указанный этап а9) наложения, по меньшей мере, одной части стойкого к истиранию элемента.
В завершение первый формующий барабан 6 перемещают на рабочую станцию 19 сборки боковин, на которой выполняют этап а10) наложения боковин изготавливаемой шины А. Подобный этап обеспечивает окончание этапа а) сборки каркасного конструктивного элемента изготавливаемой шины А.
В этот момент каркасный конструктивный элемент изготавливаемой шины А может быть перемещен на рабочую станцию хранения каркасных конструктивных элементов в соответствии с этапом а') или на рабочую станцию 10 хранения барабанов в соответствии с этапом а”) способа по изобретению.
В качестве альтернативы каркасный конструктивный элемент может быть перемещен непосредственно на формовочную и сборочную рабочую станцию 4.
Последовательно и одновременно с процессом сборки каркасного конструктивного элемента шины А каркасный конструктивный элемент шины В модели, отличающейся от шины А, собирают на другом первом формующем барабане 6 в соответствии с этапом а) способа по изобретению.
Выбирают первый формующий барабан 6 с характеристиками, пригодными для изготовления шины В заданной модели. Он может быть захвачен с рабочей станции 10 хранения барабанов или «прибыть» непосредственно от конца предыдущего сборочного процесса. Первый формующий барабан 6 подвергают аксиальной регулировке и затем перемещают на рабочую станцию 26 для установки опорных колец. На подобной рабочей станции два опорных кольца, пригодных для взаимодействия с первым формующим барабаном 6 при сборке каркасного конструктивного элемента, устанавливают на первом формующем барабане 6 с возможностью снятия.
В этом случае первый формующий барабан 6 может быть размещен в позиции готовности на рабочей станции 10 хранения барабанов или может быть введен непосредственно на линию 2 сборки каркасных конструктивных элементов.
Первый формующий барабан 6 перемещают посредством трехмерного перемещения его центра тяжести посредством механической руки прямо на рабочую станцию 9 для наложения стойкого к истиранию элемента, на которой часть стойкого к истиранию элемента накладывают в соответствии с этапом а2), без поступления указанного барабана сначала на рабочую станцию 8 для наложения армирующей ткани, при этом снова применяют вышеуказанный этап d) способа в соответствии с изобретением.
После этого первый формующий барабан 6 с изготавливаемым каркасным конструктивным элементом перемещают посредством другой механической руки на рабочую станцию 11 для наложения герметизирующего слоя, на которой герметизирующий слой накладывают в соответствии с этапом а3) способа по изобретению.
После наложения герметизирующего слоя механическая рука захватывает первый формующий барабан 6 для перемещения его на рабочую станцию 12 для наложения слоя, размещаемого под герметизирующим слоем, на которой слой, размещаемый под герметизирующим слоем, накладывают снаружи по отношению к герметизирующему слою в соответствии с этапом а4) способа по изобретению.
Впоследствии первый формующий барабан 6 перемещают посредством дополнительной механической руки на рабочую станцию 13 для наложения слоев каркаса, на которой два слоя каркаса накладывают в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану 6, в соответствии с этапом а5) способа по изобретению.
После этого первый формующий барабан 6 посредством другого трехмерного перемещения его центра тяжести перемещают на рабочую станцию 16 для наложения кольцевых фиксирующих конструктивных элементов без прохождения через рабочую станцию 14 для наложения первых промежуточных элементов, а также без прохождения через рабочую станцию 15 для наложения внутренних армирующих элементов, в результате чего снова выполняется этап d). Этап а8) выполняют на рабочей станции 16 для наложения кольцевых фиксирующих конструктивных элементов для наложения двух кольцевых фиксирующих конструктивных элементов на аксиальных в противоположном направлении концах слоя каркаса.
В этом случае механическая рука перемещает первый формующий барабан 6 на рабочую станцию 27 для снятия двух опорных колец, на которой два опорных кольца снимают с первого формующего барабана 6.
Подобные кольцевые фиксирующие конструктивные элементы содержат сердечники бортов, «объединенные» с соответствующими наполнителями, ранее перемещенными на рабочую станцию 16 для наложения кольцевых фиксирующих конструктивных элементов с рабочей станции 32 хранения сердечников бортов в соответствии с этапом j).
Вышеуказанный этап а8) выполняют посредством размещения кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах слоя каркаса - этап а8') - и загибания концов наружного в радиальном направлении слоя каркаса на внутренний в радиальном направлении слой каркаса для образования ободных лент/клапанов, которые удерживают кольцевые фиксирующие конструктивные элементы - этап а8”).
Впоследствии первый формующий барабан 6 перемещают на вторую рабочую станцию 18 для наложения стойкого к истиранию элемента, на которой выполняют указанный этап а9) наложения, по меньшей мере, одной части стойкого к истиранию элемента.
В завершение первый формующий барабан 6 перемещают на рабочую станцию 19 сборки боковин, на которой выполняют этап а10) наложения первой части боковин изготавливаемой шины В. Подобный этап обеспечивает окончание этапа а) сборки каркасного конструктивного элемента изготавливаемой шины В.
В этот момент каркасный конструктивный элемент изготавливаемой шины В может быть перемещен на рабочую станцию хранения каркасных конструктивных элементов в соответствии с этапом а') или на рабочую станцию 10 хранения барабанов в соответствии с этапом а”) способа по изобретению.
В качестве альтернативы каркасный конструктивный элемент шины В может быть перемещен непосредственно на формовочную и сборочную рабочую станцию 4.
Одновременно с этапом сборки каркасного конструктивного элемента шин А и В коронные конструктивные элементы тех же изготавливаемых шин А и В собирают на линии 3 сборки коронных конструктивных элементов в соответствии с этапом b).
Перед началом подобного этапа b) выбирают второй формующий барабан 7 с наружной поверхностью, пригодной для изготовления заданной модели шины А. Он может быть захвачен со второй рабочей станции хранения барабанов или может «прибыть» непосредственно от конца предшествующего процесса сборки. Второй формующий барабан 7 подвергают радиальной регулировке и затем перемещают на рабочую станцию 20 для наложения подбрекерного слоя, на которой выполняют этап b1) наложения подбрекерного слоя в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7.
Впоследствии второй формующий барабан 7 перемещают на рабочую станцию 21 для наложения первого брекерного элемента, на которой выполняют этап b2) наложения первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7.
Механическая рука захватывает второй формующий барабан 7 и перемещает его на рабочую станцию 23 для наложения вторых промежуточных элементов, на которой выполняется этап b3) способа в соответствии с изобретением.
После этого второй формующий барабан 7 перемещают посредством другой механической руки на рабочую станцию 23 для наложения второго брекерного элемента, на которой вторую брекерную ленту накладывают на вторые промежуточные элементы в соответствии с этапом b4).
Впоследствии второй формующий барабан 7 перемещают посредством дополнительной механической руки на рабочую станцию 33 для загибания брекерного конструктивного элемента, на которой концы первой брекерной ленты загибают вверх на вторую брекерную ленту.
В конце этапа загибания второй формующий барабан 7 перемещают на рабочую станцию 24 для наложения кордов, на которой первый слой кордов накладывают на наружные в аксиальном направлении части второй брекерной ленты в соответствии с этапом b5) способа по изобретению.
В конце этапа b5) второй формующий барабан 7 перемещают на рабочую станцию 39 сборки слоя, размещаемого под протекторным браслетом, на которой слой, размещаемый под протекторным браслетом, накладывают в месте, расположенном в радиальном направлении снаружи по отношению к указанному брекерному конструктивному элементу, в соответствии с этапом b6).
Впоследствии второй формующий барабан 7 перемещают на первую рабочую станцию 25 сборки протекторного браслета, на которой выполняют первый этап b7) наложения первого слоя протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу. Затем выполняют второй этап b7) наложения второго слоя протекторного браслета на второй рабочей станции 25 сборки протекторного браслета.
В завершение, второй формующий барабан 7, несущий коронный конструктивный элемент шины А, перемещают на рабочую станцию 41 хранения коронных конструктивных элементов без прохождения через оставшиеся две рабочие станции 25 сборки протекторного браслета и через вторую рабочую станцию 28 сборки боковин, в результате чего выполняются вышеуказанный этап d) и этап b') способа по изобретению. Данное последнее перемещение второго формующего барабана 7 также выполняют в соответствии с трехмерным перемещением его центра тяжести, предпочтительно посредством, по меньшей мере, одной механической руки.
В качестве альтернативы второй формующий барабан 7 может быть перемещен непосредственно на формовочную и сборочную рабочую станцию 4.
Последовательно и одновременно с этапом сборки коронного конструктивного элемента шины А коронный конструктивный элемент изготавливаемой шины В собирают на линии 3 сборки коронных конструктивных элементов в соответствии с этапом b).
Перед началом подобного этапа b) выбирают второй формующий барабан 7 с наружной поверхностью, пригодной для изготовления заданной модели шины В. Он может быть захвачен со второй рабочей станции хранения барабанов или может «прибыть» непосредственно от конца предшествующего процесса сборки. Второй формующий барабан 7 подвергают радиальной регулировке и затем перемещают на рабочую станцию 20 для наложения подбрекерного слоя, на которой выполняют этап b1) наложения подбрекерного слоя в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7.
Впоследствии второй формующий барабан 7 перемещают на рабочую станцию 21 для наложения первого брекерного элемента, на которой выполняют этап b2) наложения первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану 7.
Механическая рука захватывает второй формующий барабан 7 и перемещает его на рабочую станцию 22 для наложения вторых промежуточных элементов, на которой выполняется этап b3) укладки второго промежуточного элемента.
После этого второй формующий барабан 7 перемещают посредством другой механической руки на рабочую станцию 23 для наложения второго брекерного элемента, на которой вторую брекерную ленту накладывают на вторые промежуточные элементы в соответствии с этапом b4).
В конце наложения брекерных лент второй формующий барабан 7 посредством трехмерного перемещения его центра тяжести перемещают на рабочую станцию 24 для наложения кордов без прохождения через рабочую станцию 33 для загибания брекерного конструктивного элемента, и, таким образом, выполняют вышеуказанный этап d). На подобной рабочей станции 24 для наложения кордов первый слой кордов накладывают на наружные в аксиальном направлении части второй брекерной ленты в соответствии с этапом b5) способа по изобретению.
В конце этапа b5) второй формующий барабан 7 перемещают на рабочую станцию 39 сборки слоя, размещаемого под протекторным браслетом, на которой слой, размещаемый под протекторным браслетом, накладывают в месте, расположенном в радиальном направлении снаружи по отношению к указанному брекерному конструктивному элементу, в соответствии с этапом b6).
Впоследствии второй формующий барабан 7 перемещают на первую рабочую станцию 25 сборки протекторного браслета, на которой выполняют первый этап b7) наложения первого слоя протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу. Затем выполняют второй этап b7) наложения второго слоя протекторного браслета на второй рабочей станции 25 сборки протекторного браслета.
В конце наложения протекторного браслета второй формующий барабан 7 без прохождения его через дополнительные две рабочие станции 25 сборки протекторного браслета перемещают на рабочую станцию 28 сборки боковин в соответствии с указанным этапом d). В данном случае выполняют этап b8) наложения второй части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу.
В завершение второй формующий барабан 7, несущий коронный конструктивный элемент шины В, перемещают на рабочую станцию 41 хранения коронных конструктивных элементов в соответствии с этапом b') способа по изобретению. В качестве альтернативы он может быть перемещен непосредственно на формовочную и сборочную рабочую станцию 4.
В вышеприведенных примерах вышеуказанные перемещения первого формующего барабана 6 и второго формующего барабана 7 выполняются в пространстве со значительной степенью свободы. Они выполняются посредством разных транспортных и загрузочно-разгрузочных устройств, представляющих собой первое транспортное и загрузочно-разгрузочное устройство для перемещений первого формующего барабана 6 и второе транспортное и загрузочно-разгрузочное устройство для перемещений второго формующего барабана 7. Подобные транспортные и загрузочно-разгрузочные устройства содержат, по меньшей мере, одну механическую руку 36, 38.
На формовочной и сборочной рабочей станции 4, на которую последовательно поступают каркасный конструктивный элемент и коронный конструктивный элемент шины А и шины В, выполняется этап с) придания тороидальной формы каркасному конструктивному элементу и сборки его с коронным конструктивным элементом соответствующей шины. В частности, указанный этап с) выполняют посредством перемещения коронного конструктивного элемента со второго формующего барабана 7, на котором он был собран, в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном 6, в соответствии с подэтапом с1). Таким образом, каждый каркасный конструктивный элемент будет соединен с соответствующим первым формующим барабаном 6 до конца этапа с).
В конце этапа с) процесс сборки невулканизованной шины А и процесс сборки невулканизованной шины В будут завершены. Таким образом, шины А и В перемещают на рабочую станцию 30 хранения невулканизованных шин посредством механической руки 29 в соответствии с этапом е) или на рабочую станцию 34 контроля и маркирования шин, или на линию формования и вулканизации шин в соответствии с этапом f).
В данном последнем случае шины А и В подвергают формованию и вулканизации, тем самым превращая их в готовые изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ НЕВУЛКАНИЗОВАННЫХ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2554863C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2535714C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2369480C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2004 |
|
RU2362679C2 |
| СПОСОБ, ПРОЦЕСС И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2014 |
|
RU2678662C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2331518C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2640762C2 |
| СПОСОБ УПРАВЛЕНИЯ СБОРКОЙ ШИНЫ | 2012 |
|
RU2602528C2 |
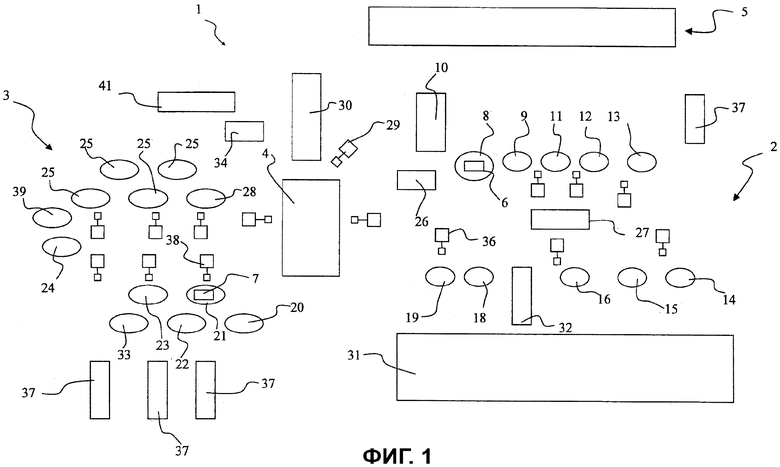
Изобретение относится к установке и способу сборки невулканизованных шин для колес транспортных средств. Техническим результатом заявленного изобретения является избежание простоев всей установки, повышение ее гибкости и производительности процессов. Технический результат достигается в способе сборки невулканизованных шин, который включает этап сборки каркасного конструктивного элемента на первом формующем барабане на соответствующей линии сборки, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом. Способ также включает этап сборки коронного конструктивного элемента на втором формующем барабане на соответствующей линии сборки, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом; этап придания каркасному конструктивному элементу тороидальной формы при его сборке с коронным конструктивным элементом на формовочной и сборочной рабочей станции. При этом перемещения каждого из первого формующего барабана и второго формующего барабана с соответствующими изготавливаемыми элементами от одной рабочей станции сборочных линий к другой включают этап перемещения от первой рабочей станции ко второй рабочей станции, не являющейся соседней с первой рабочей станцией в указанном последовательном ряду. Причем каждый этап перемещения выполняют таким образом, что первый формующий барабан и второй формующий барабан поступают на первую и вторую рабочие станции без прохождения через другие рабочие станции. 4 н. и 82 з.п. ф-лы, 1 ил.
1. Способ сборки невулканизованных шин для колес транспортных средств, включающий этапы:
a) сборки каркасного конструктивного элемента на первом формующем барабане (6) на, по меньшей мере, одной линии (2) сборки каркасных конструктивных элементов, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом, при этом каркасный конструктивный элемент содержит, по меньшей мере, один слой каркаса и два кольцевых фиксирующих конструктивных элемента;
b) сборки коронного конструктивного элемента на, по меньшей мере, одном втором формующем барабане (7) на, по меньшей мере, одной линии (3) сборки коронных конструктивных элементов, содержащей множество рабочих станций, расположенных в соответствии с последовательным рядом, при этом коронный конструктивный элемент содержит, по меньшей мере, один брекерный конструктивный элемент;
c) придания каркасному конструктивному элементу тороидальной формы при его сборке с коронным конструктивным элементом на, по меньшей мере, одной формовочной и сборочной рабочей станции (4), предназначенной для изготавливаемой шины;
при этом перемещения каждого из первого формующего барабана (6) и второго формующего барабана (7) с соответствующими изготавливаемыми каркасным конструктивным элементом и коронным конструктивным элементом от одной рабочей станции соответствующих сборочных линий (2, 3) к другой включают, по меньшей мере, один этап d) перемещения от первой рабочей станции ко второй рабочей станции, не являющейся соседней с первой рабочей станцией в указанном последовательном ряду, причем каждый этап d) перемещения выполняют таким образом, что первый формующий барабан и второй формующий барабан (7) поступают на первую и вторую рабочие станции без прохождения через другие рабочие станции.
2. Способ по п.1, при котором первый формующий барабан (6) с соответствующим изготавливаемым каркасным конструктивным элементом перемещают от одной рабочей станции к другой в соответствующей сборочной линии (2) посредством перемещения его центра тяжести в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
3. Способ по п.2, при котором перемещение центра тяжести первого формующего барабана (6) имеет, по меньшей мере, две ненулевые составляющие вектора.
4. Способ по п.2, при котором перемещение центра тяжести первого формующего барабана (6) имеет три ненулевые составляющие вектора.
5. Способ по п.1, при котором второй формующий барабан (7) с соответствующим изготавливаемым коронным конструктивным элементом перемещают от одной рабочей станции к другой в соответствующей сборочной линии (3) посредством перемещения его центра тяжести в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
6. Способ по п.5, при котором перемещение центра тяжести второго формующего барабана (7) имеет, по меньшей мере, две ненулевые составляющие вектора.
7. Способ по п.5, при котором перемещение центра тяжести второго формующего барабана (7) имеет три ненулевые составляющие вектора.
8. Способ по п.1, при котором первый формующий барабан (6) и второй формующий барабан (7) перемещают от одной рабочей станции соответствующих сборочных линий (2, 3) к другой, по меньшей мере, частично одновременно.
9. Способ по п.1, при котором первый формующий барабан (6) и второй формующий барабан (7) перемещают от одной рабочей станции соответствующих сборочных линий (2, 3) к другой соответственно посредством, по меньшей мере, одного первого транспортного и загрузочно-разгрузочного устройства и, по меньшей мере, одного второго транспортного и загрузочно-разгрузочного устройства.
10. Способ по п.9, при котором первое транспортное и загрузочно-разгрузочное устройство содержит, по меньшей мере, одну первую механическую руку (36).
11. Способ по п.9, при котором второе транспортное и загрузочно-разгрузочное устройство содержит, по меньшей мере, одну вторую механическую руку (38).
12. Способ по п.1, при котором каждый каркасный конструктивный элемент соединяют с соответствующим первым формующим барабаном (6), на котором осуществляют его сборку, до конца этапа c) формования и сборки изготавливаемой шины.
13. Способ по п.1, при котором шины, одновременно изготавливаемые на линии (2) сборки каркасных конструктивных элементов и на линии (3) сборки коронных конструктивных элементов, представляют собой шины, по меньшей мере, двух разных моделей.
14. Способ по п.13, при котором модели шин различаются геометрическими характеристиками.
15. Способ по п.13, при котором модели шин различаются особенностями конструкции.
16. Способ по п.13, при котором модели шин различаются техническими признаками.
17. Способ по п.1, включающий перед этапом a) сборки каркасного конструктивного элемента этап z) установки двух опорных колец на первый формующий барабан (6) с возможностью снятия, при этом два опорных кольца пригодны для взаимодействия с первым формующим барабаном (6) при сборке каркасного конструктивного элемента.
18. Способ по п.1, включающий этапы захвата первого формующего барабана (6) с рабочей станции (10) хранения барабанов и размещения первого формующего барабана (6) на линии (2) сборки каркасных конструктивных элементов.
19. Способ по п.17, при котором этап а) сборки каркасного конструктивного элемента включает подэтап:
a1) наложения, по меньшей мере, одной ткани для армирования бортов в месте, расположенном в радиальном направлении снаружи и расположенном, по меньшей мере, частично в аксиальном направлении снаружи по отношению к первому формующему барабану (6).
20. Способ по п.1, при котором этап а) сборки каркасного конструктивного элемента включает, по меньшей мере, два из следующих подэтапов:
a2) наложения, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6);
a3) наложения герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6);
a4) наложения слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к герметизирующему слою;
a5) наложения, по меньшей мере, одного первого слоя каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6).
21. Способ по п.20, при котором этап a4) наложения слоя, размещаемого под герметизирующим слоем, включает подэтап a4') наложения слоя самоуплотняющегося материала в месте, расположенном в радиальном направлении снаружи по отношению к слою, размещаемому под герметизирующим слоем.
22. Способ по п.1, при котором этап a) сборки каркасного конструктивного элемента включает следующие подэтапы:
a7) наложение множества внутренних армирующих элементов рядом с указанным, по меньшей мере, одним слоем каркаса;
a6) наложение множества первых промежуточных элементов между, по меньшей мере, одним слоем каркаса и множеством внутренних армирующих элементов.
23. Способ по п.1, при котором этап a) сборки каркасного конструктивного элемента включает следующие подэтапы:
a8) наложение, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах, по меньшей мере, одного слоя каркаса;
a9) наложение, по меньшей мере, одной части стойкого к истиранию элемента;
a10) наложение, по меньшей мере, одной части боковин изготавливаемой шины.
24. Способ по п.23, при котором подэтап a8) наложения кольцевых армирующих конструктивных элементов включает следующие подэтапы:
a8') размещение кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах, по меньшей мере, одного слоя каркаса; и
a8'') загибание концов, по меньшей мере, одного слоя каркаса на, по меньшей мере, один слой каркаса для образования ободных лент/клапанов, которые удерживают кольцевые фиксирующие конструктивные элементы.
25. Способ по п.23, включающий перед этапом a) сборки каркасного конструктивного элемента этап z) установки двух опорных колец на первый формующий барабан (6) с возможностью снятия, при этом два опорных кольца пригодны для взаимодействия с первым формующим барабаном (6) при сборке каркасного конструктивного элемента, причем подэтапу a8) наложения кольцевых фиксирующих конструктивных элементов предшествует этап снятия двух опорных колец с первого формующего барабана (6).
26. Способ по п.23, при котором подэтапу a8) наложения кольцевых армирующих конструктивных элементов предшествует этап j) перемещения сердечников бортов, пригодных для образования указанных кольцевых фиксирующих конструктивных элементов, с рабочей станции (32) хранения сердечников бортов, функционально связанной предназначенной для наложения кольцевых фиксирующих конструктивных элементов, рабочей станцией (16) линии (2) сборки каркасных конструктивных элементов.
27. Способ по п.1, при котором указанный этап b) сборки коронного конструктивного элемента включает следующие последовательные подэтапы:
b1) наложение подбрекерного слоя в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану (7);
b2) наложение, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану (7).
28. Способ по п.27, при котором этап b) сборки коронного конструктивного элемента включает следующие дополнительные последовательные подэтапы:
b3) укладку, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту;
b4) наложение, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к первой брекерной ленте.
29. Способ по п.28, при котором этап b) сборки коронного конструктивного элемента включает следующий подэтап:
b5) наложение, по меньшей мере, одного первого слоя текстильных или металлических кордов, размещаемого в направлении вдоль окружности, в месте, расположенном в радиальном направлении снаружи по отношению ко второй брекерной ленте, и накладываемого, по меньшей мере, на ее частях, наружных в аксиальном направлении.
30. Способ по п.1, при котором указанный этап b) сборки коронного конструктивного элемента включает следующий подэтап:
b6) наложение слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу.
31. Способ по п.1, при котором указанный этап b) сборки коронного конструктивного элемента дополнительно включает следующий подэтап:
b7) наложение, по меньшей мере, одного протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу.
32. Способ по п.31, при котором подэтап b7) включает в себя наложение, по меньшей мере, двух частей протекторного браслета.
33. Способ по п.32, при котором, по меньшей мере, две части представляют собой перекрывающиеся в радиальном направлении слои протекторного браслета.
34. Способ по п.1, при котором указанный этап b) сборки коронного конструктивного элемента дополнительно включает следующий подэтап:
b8) наложение, по меньшей мере, одной второй части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к изготавливаемому коронному конструктивному элементу.
35. Способ по п.28, при котором этап b) сборки коронного конструктивного элемента включает после подэтапа b4) наложения, по меньшей мере, одной второй брекерной ленты подэтап загибания концов первой брекерной ленты на, по меньшей мере, одну вторую брекерную ленту.
36. Способ по п.1, включающий после этапа c) формования и сборки этап e) перемещения отформованной невулканизованной шины на рабочую станцию (30) хранения невулканизованных шин, функционально связанную с формовочной и сборочной рабочей станцией (4).
37. Способ по п.1, при котором этап c) формования и сборки невулканизованной шины включает следующий подэтап:
c1) перемещение коронного конструктивного элемента со второго формующего барабана (7), на котором он был собран, в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном (6).
38. Способ по п.1, включающий после этапа a) сборки каркасного конструктивного элемента невулканизованной шины этап a') перемещения и складирования собранного каркасного конструктивного элемента на рабочей станции хранения каркасных конструктивных элементов, расположенной вне линии (2) сборки каркасных конструктивных элементов.
39. Способ по п.1, включающий после этапа a) сборки каркасного конструктивного элемента невулканизованной шины этап a'') перемещения и складирования собранного каркасного конструктивного элемента на рабочей станции (10) хранения барабанов.
40. Способ по п.1, включающий после этапа b) сборки коронного конструктивного элемента невулканизованной шины этап b') перемещения и складирования собранного коронного конструктивного элемента на рабочей станции (41) хранения коронных конструктивных элементов.
41. Способ по п.1, включающий после этапа c) формования и сборки этап перемещения невулканизованной шины на рабочую станцию (34) контроля и маркирования шин.
42. Способ по любому из пп.19, 20, 22, 27, 28 или 29, при котором, по меньшей мере, один из подэтапов a1), a5), a7), b2), b4) и b5) включает предварительный этап g) подачи элементарных компонентов на соответствующие рабочие станции.
43. Способ по п.42, включающий дополнительный этап h) подготовки элементарных компонентов на линии (31) подготовки элементарных компонентов.
44. Способ по п.1, дополнительно включающий этап i) регулирования размеров, по меньшей мере, одного из первого формующего барабана (6) и второго формующего барабана (7).
45. Способ по п.44, при котором этап i) включает осевую регулировку первого формующего барабана (6).
46. Способ по п.44, при котором этап i) включает радиальную регулировку второго формующего барабана (7).
47. Способ по п.1, включающий после этапа c) формования и сборки этап f) перемещения отформованной невулканизованной шины на линию (5) формования и вулканизации шин.
48. Способ изготовления шин для колес транспортных средств, включающий после процесса сборки шин по п.1 этап формования и вулканизации отформованной невулканизованной шины на, по меньшей мере, одной линии (5) формования и вулканизации, отдельной от рабочей станции (4) формования и сборки.
49. Установка (1) для сборки невулканизованных шин для колес транспортных средств, содержащая:
по меньшей мере, одну линию (2) сборки каркасных конструктивных элементов на первом формующем барабане (6), при этом каркасный конструктивный элемент содержит, по меньшей мере, один слой каркаса и два кольцевых фиксирующих конструктивных элемента, содержащую:
- множество рабочих станций, расположенных в соответствии с последовательным рядом; и
- по меньшей мере, одно первое транспортное и загрузочно-разгрузочное устройство, пригодное для выполнения, по меньшей мере, одного первого перемещения, при котором оно перемещает первый формующий барабан (6) с соответствующим изготавливаемым каркасным конструктивным элементом от любой первой рабочей станции из последовательного ряда к любой другой второй рабочей станции из последовательного ряда, не являющейся соседней с первой рабочей станцией, так что первый формующий барабан (6) поступает на первую и вторую рабочие станции без прохождения через другие рабочие станции во время указанного, по меньшей мере, одного первого перемещения;
по меньшей мере, одну линию (3) сборки коронных конструктивных элементов на, по меньшей мере, одном втором формующем барабане (7), при этом коронный конструктивный элемент содержит, по меньшей мере, один брекерный конструктивный элемент, содержащую:
- множество рабочих станций, расположенных в соответствии с последовательным рядом; и
- по меньшей мере, одно второе транспортное и загрузочно-разгрузочное устройство, пригодное для выполнения, по меньшей мере, одного первого перемещения, при котором оно перемещает второй формующий барабан (7) с соответствующим изготавливаемым коронным конструктивным элементом от любой первой рабочей станции из последовательного ряда к любой другой второй рабочей станции из последовательного ряда, не являющейся соседней с первой рабочей станцией, так что второй формующий барабан (7) поступает на первую и вторую рабочие станции без прохождения через другие рабочие станции во время указанного, по меньшей мере, одного первого перемещения; и
по меньшей мере, одну формовочную и сборочную рабочую станцию (4), предназначенную для изготавливаемой шины и пригодную для формования каркасного конструктивного элемента при его сборке с коронным конструктивным элементом изготавливаемой шины.
50. Установка (1) по п.49, в которой, по меньшей мере, одно первое транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения первого формующего барабана (6) с соответствующим изготавливаемым каркасным конструктивным элементом с одной рабочей станции на другую на соответствующей линии (2) сборки каркасных конструктивных элементов посредством перемещения центра тяжести первого формующего барабана (6) в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
51. Установка (1) по п.50, в которой перемещение центра тяжести первого формующего барабана (6) имеет, по меньшей мере, две ненулевые составляющие вектора в пространстве.
52. Установка (1) по п.50, в которой перемещение центра тяжести первого формующего барабана (6) имеет три ненулевые составляющие вектора в пространстве.
53. Установка (1) по п.49, в которой, по меньшей мере, одно второе транспортное и загрузочно-разгрузочное устройство предусмотрено с устройствами для перемещения соответствующего второго формующего барабана (7) с соответствующим изготавливаемым коронным конструктивным элементом с одной рабочей станции на другую на соответствующей линии (3) сборки коронных конструктивных элементов посредством перемещения центра тяжести второго формующего барабана (7) в пространстве, имеющего, по меньшей мере, одну ненулевую составляющую вектора.
54. Установка (1) по п.53, в которой перемещение центра тяжести второго формующего барабана (7) имеет, по меньшей мере, две ненулевые составляющие вектора в пространстве.
55. Установка (1) по п.53, в которой перемещение центра тяжести второго формующего барабана (7) имеет три ненулевые составляющие вектора в пространстве.
56. Установка (1) по п.49, в которой первое транспортное и загрузочно-разгрузочное устройство содержит, по меньшей мере, одну первую механическую руку (36).
57. Установка (1) по п.49, в которой второе транспортное и загрузочно-разгрузочное устройство содержит, по меньшей мере, одну вторую механическую руку (38).
58. Установка (1) по п.49, в которой формовочная и сборочная рабочая станция (4) предусмотрена с формовочными устройствами, выполненными с возможностью взаимодействия с первым формующим барабаном (6) и выполненными с возможностью выполнения формования каркасного конструктивного элемента на первом формующем барабане (6).
59. Установка (1) по п.49, содержащая рабочую станцию (26) для присоединения опорных колец, предусмотренную с устройствами для присоединения двух опорных колец к первому формующему барабану (6) с возможностью снятия, при этом два опорных кольца выполнены с возможностью взаимодействия с первым формующим барабаном (6) при сборке каркасного конструктивного элемента.
60. Установка (1) по п.49, дополнительно содержащая рабочую станцию (10) хранения барабанов, предусмотренную с устройствами для перемещения первого формующего барабана (6) к линии (2) сборки каркасных конструктивных элементов.
61. Установка (1) по п.49, в которой линия (2) сборки каркасных конструктивных элементов содержит:
рабочую станцию (8) для наложения армирующей ткани, предусмотренную с устройствами для наложения, по меньшей мере, одной ткани для армирования бортов на первый формующий барабан (6).
62. Установка (1) по п.49, в которой линия (2) сборки каркасных конструктивных элементов содержит, по меньшей мере, две из следующих рабочих станций:
первую рабочую станцию (9) для наложения стойкого к истиранию элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6);
рабочую станцию (11) для наложения герметизирующего слоя, предусмотренную с устройствами для наложения герметизирующего слоя в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6);
рабочую станцию (12) для наложения слоя, размещаемого под герметизирующим слоем, предусмотренную с устройствами для наложения слоя, размещаемого под герметизирующим слоем, в месте, расположенном в радиальном направлении снаружи по отношению к указанному герметизирующему слою;
рабочую станцию (13) для наложения слоев каркаса, предусмотренную с устройствами для наложения, по меньшей мере, одного первого слоя каркаса в месте, расположенном в радиальном направлении снаружи по отношению к первому формующему барабану (6);
рабочую станцию (14) для наложения первых промежуточных элементов, предусмотренную с устройствами для наложения первых промежуточных элементов рядом с, по меньшей мере, одним слоем каркаса;
рабочую станцию (15) для наложения внутренних армирующих элементов, предусмотренную с устройствами для наложения множества внутренних армирующих элементов рядом с первыми промежуточными элементами;
рабочую станцию (16) для наложения кольцевых фиксирующих конструктивных элементов, предусмотренную с устройствами для наложения, по меньшей мере, одной пары кольцевых фиксирующих конструктивных элементов на противоположных в аксиальном направлении концах, по меньшей мере, одного слоя каркаса;
вторую рабочую станцию (18) для наложения стойкого к истиранию элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной части стойкого к истиранию элемента;
первую рабочую станцию (19) сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной части боковин изготавливаемой шины.
63. Установка (1) по п.62, в которой линия (2) сборки каркасных конструктивных элементов также содержит рабочую станцию для наложения самоуплотняющегося материала, предусмотренную с устройствами для наложения слоя самоуплотняющегося материала.
64. Установка (1) по п.62, в которой рабочая станция (16) линии (2) сборки каркасных конструктивных элементов, предназначенная для наложения кольцевых фиксирующих конструктивных элементов, также предусмотрена с устройствами для загибания концов, по меньшей мере, одного слоя каркаса на, по меньшей мере, один слой каркаса для образования ободных лент/клапанов, которые удерживают кольцевые фиксирующие конструктивные элементы.
65. Установка (1) по п.59, содержащая рабочую станцию (27) для снятия двух опорных колец с первого формующего барабана (6).
66. Установка (1) по п.49, дополнительно содержащая рабочую станцию (32) хранения сердечников бортов, выполненную с возможностью образования кольцевых фиксирующих конструктивных элементов изготавливаемой шины, при этом рабочая станция (32) хранения сердечников бортов функционально связана/взаимодействует в рабочем состоянии с рабочей станцией (16) для наложения кольцевых фиксирующих конструктивных элементов.
67. Установка (1) по п.49, в которой линия (3) сборки коронных конструктивных элементов содержит:
рабочую станцию (20) для наложения подбрекерного слоя, предусмотренную с устройствами для наложения подбрекерного слоя на второй формующий барабан (7); и
рабочую станцию (21) для наложения первого брекерного элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной первой брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению ко второму формующему барабану (7).
68. Установка (1) по п.67, в которой линия (3) сборки коронных конструктивных элементов содержит:
рабочую станцию (22) для укладки вторых промежуточных элементов, предусмотренную с устройствами для укладки, по меньшей мере, одного второго промежуточного элемента на первую брекерную ленту; и
рабочую станцию (23) для наложения второго брекерного элемента, предусмотренную с устройствами для наложения, по меньшей мере, одной второй брекерной ленты в месте, расположенном в радиальном направлении снаружи по отношению к первой брекерной ленте.
69. Установка (1) по п.68, в которой линия (3) сборки коронных конструктивных элементов содержит:
рабочую станцию (24) для наложения кордов, предусмотренную с устройствами для наложения, по меньшей мере, одного первого слоя кордов, размещаемого в направлении вдоль окружности на указанной, по меньшей мере, одной второй брекерной ленте, накладываемого, по меньшей мере, у ее частей, расположенных в аксиальном направлении снаружи.
70. Установка (1) по п.49, в которой линия (3) сборки коронных конструктивных элементов содержит:
по меньшей мере, одну рабочую станцию (25) сборки протекторного браслета, предусмотренную с устройствами для наложения, по меньшей мере, одного протекторного браслета в месте, расположенном в радиальном направлении снаружи по отношению к указанному брекерному конструктивному элементу.
71. Установка (1) по п.70, содержащая четыре рабочие станции (25) сборки протекторного браслета.
72. Установка (1) по п.49, в которой линия (3) сборки коронных конструктивных элементов содержит:
по меньшей мере, одну вторую рабочую станцию (28) сборки боковин, предусмотренную с устройствами для наложения, по меньшей мере, одной части боковин в месте, расположенном в аксиальном направлении снаружи по отношению к коронному конструктивному элементу.
73. Установка (1) по п.68, в которой линия (3) сборки коронных конструктивных элементов содержит:
по меньшей мере, одну рабочую станцию (33) для загибания вверх брекерного конструктивного элемента, выполненную с возможностью загибания вверх концов первой брекерной ленты на, по меньшей мере, одну вторую брекерную ленту.
74. Установка (1) по п.49, в которой линия (3) сборки коронных конструктивных элементов содержит:
по меньшей мере, одну рабочую станцию (39) сборки слоя, размещаемого под протекторным браслетом, предусмотренную с устройствами для наложения одного слоя, размещаемого под протекторным браслетом, в месте, расположенном в радиальном направлении снаружи по отношению к брекерному конструктивному элементу.
75. Установка (1) по п.49, содержащая рабочую станцию (30) хранения невулканизованных шин, функционально связанную с формовочной и сборочной рабочей станцией (4).
76. Установка (1) по п.49, содержащая устройства для перемещения невулканизованной шины с формовочной и сборочной рабочей станции (4) на рабочую станцию (30) хранения невулканизованных шин.
77. Установка (1) по п.76, в которой устройства для перемещения невулканизованной шины с формовочной и сборочной рабочей станции (4) на рабочую станцию (30) хранения невулканизованных шин содержат механическую руку (29).
78. Установка (1) по п.49, в которой рабочая станция (4) формования и сборки невулканизованной шины содержит:
по меньшей мере, одну позицию готовности второго формующего барабана (7);
устройства для перемещения коронного конструктивного элемента, предназначенные для перемещения его в место, расположенное в радиальном направлении снаружи по отношению к каркасному конструктивному элементу, соединенному с первым формующим барабаном (6).
79. Установка (1) по п.49, содержащая рабочую станцию хранения каркасных конструктивных элементов.
80. Установка (1) по п.49, содержащая рабочую станцию (41) хранения коронных конструктивных элементов.
81. Установка (1) по п.49, дополнительно содержащая рабочую станцию (34) контроля и маркирования шин.
82. Установка (1) по п.49, содержащая линию (31) подготовки элементарных компонентов, пригодных для подачи на, по меньшей мере, одну из линии (2) сборки каркасных конструктивных элементов и линии (3) сборки коронных конструктивных элементов.
83. Установка (1) по любому из пп.61, 62, 67, 68 или 69, содержащая, по меньшей мере, одну рабочую станцию (37) для подачи элементарных компонентов, функционально связанную с, по меньшей мере, одной из: рабочей станции (8) для наложения армирующей ткани, рабочей станции (13) для наложения слоев каркаса, рабочей станции (15) для наложения внутренних армирующих элементов, рабочей станции (21) для наложения первого брекерного элемента, рабочей станции (23) для наложения второго брекерного элемента, рабочей станции (24) для наложения кордов.
84. Установка (1) по п.49, содержащая устройства для регулирования размеров, по меньшей мере, одного из первого формующего барабана (6) и второго формующего барабана (7).
85. Установка (1) по п.49, содержащая устройства для перемещения невулканизованной шины на, по меньшей мере, одну линию (5) формования и вулканизации шин.
86. Установка для сборки шин, содержащая установку (1) для сборки невулканизованных шин по п.49 и, по меньшей мере, одну линию (5) формования и вулканизации шин.
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| DE 102005055609 A1, 24.05.2007 | |||
| 0 |
|
SU189818A1 | |
| WO 2004041520 A1, 21.05.2004 | |||
| Контрольно-корректирующее устройство к прутковому станку-автомату | 1978 |
|
SU776756A1 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОКРЫШЕК | 2002 |
|
RU2291780C2 |

