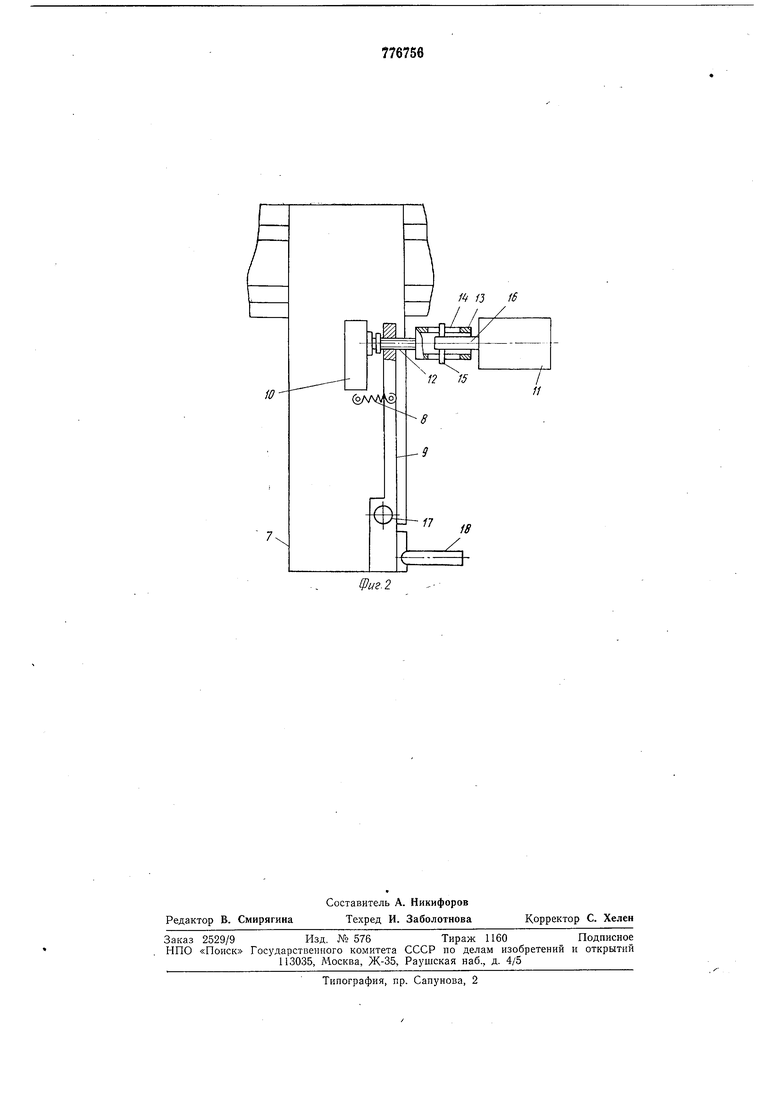
вает микровыключатель датчика 3. При дальнейшем перемещении суппорта упор 18 поворачивает рычаг 9 относительно оси 17, тем самым заставляет срабаТЫ§ате микровыключатель 10, после чего перемещение суппорта прекращается, и цанга 6 производит закрепление прутка 4, который при этом затягивается цангой 6 в шпиндель станка 5 и перестает контактировать с подвижным упором 1. Под действием пружины датчика 3 (на чертежах не показана) его микровыключатель занимает первоначальное выключенное состояние.
Включается рабочая подача суппорта до тех пор, пока пруток 4 вновь не нажмет на микровыключатель датчика 3. При этом происходит дальнейший поворот рычага 9 упором 8. После срабатывания микровыключателя, датчика 3 включается электродвигатель 11, который через штифт 15 вращает втулку 13 до тех пор, пока хвостовик 12 не включит микровыключатель 10. За счет этого происходит запоминание положения рычага 9, т. е. положения суппорта. После срабатывания микровыключателя 10, суппорт быстро отходит в исходное положение, происходит поворот револьверной головки на другую позицию. При окончании обработки детали электродвигатель 11 быстро возвращает втулку 13 в исходное
положение. При обработке следующей Дё тали работа устройства происходит аналогично описанному выше.
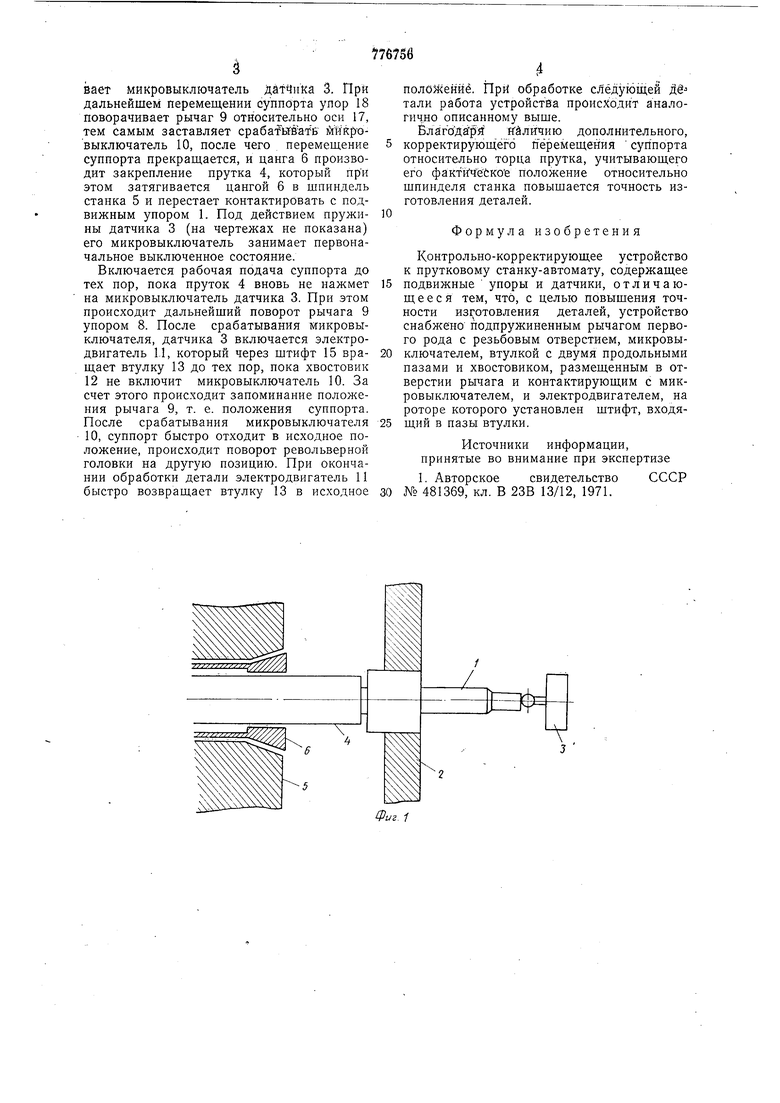
ВлагЬДа рй нйлйчию дополнительного, корректируюш его перемещения суппорта отиосительно торца прутка, учитывающего его фактйчеСкое положение относительно шпинделя станка повышается точность изготовления деталей.
Формула изобретения
Контрольно-корректирующее устройство к прутковому станку-автомату, содержащее подвижные упоры и датчики, отличающееся тем, что, с целью повышения точности изготовления деталей, устройство снабжено подпружиненным рычагом первого рода с резьбовым отверстием, микровыключателем, втулкой с двумя продольными пазами и хвостовиком, размещенным в отверстии рычага и контактирующим с микровыключателем, и электродвигателем, на роторе которого установлен штифт, входящий в пазы втулки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 481369, кл. В 23В 13/12, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Мезанизм подачи пруткового материала | 1974 |
|
SU512003A1 |
| Механизм подачи пруткового материала | 1973 |
|
SU524607A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Токарный автомат | 1986 |
|
SU1355360A1 |