Область техники, к которой относится изобретение
Данное изобретение относится к многослойным пленкам, содержащим три или более слоев и имеющим улучшенные свойства, такие как липкость, эластичность, ударная прочность, сопротивление прокалыванию и/или сопротивление раздиру.
Предпосылки создания изобретения и краткое описание изобретения
Настоящее изобретение относится к многослойным пленкам, подходящим для упаковки. Такие пленки используются для упаковки таких разнообразных предметов, как сыпучие фермерские материалы, подобные злакам и сену, до небольших предметов хранения бакалеи, подобных мясу и овощам. Для каждого из указанных предметов обычно желательно иметь сильно растянутую пленку. Например, для сыпучих фермерских материалов, таких как злаки и сено, важно иметь превосходные свойства на усадку и растяжение в сочетании с прочностью, чтобы выдерживать проколы и раздиры, например, от упаковщиков кип. Кроме того, часто желательно, чтобы пленка имела стойкость к ультрафиолетовому излучению и функционировала хорошо как в холодных сухих условиях, так и в теплых влажных условиях. В таких силосных пленках полиизобутилен ((PIB)(ПИБ)) часто используется в качестве мигрирующей липкой добавки в силосной пленке, получаемой экструзией с раздувом. К сожалению, пленки, содержащие ПИБ, часто сами являются трудными для эффективного разматывания и, более конкретно, часто имеют высокий уровень шума при разматывании.
Пищевые товары, такие как домашняя птица, овощи, свежее красное мясо, сыр, а также непищевые промышленные и розничные товары, например, часто упаковывают способами усадки, обмотки, растяжения и/или вакуумной обертки. Способ упаковки с усадкой включает в себя помещение изделия (изделий) в мешок, изготовленный из термоусаживающегося пленочного материала, затем закрытие и сваривание мешка тепловой сваркой и затем воздействие на мешок достаточного нагрева, чтобы вызвать усадку мешка и тесный контакт между мешком и изделием. Нагрев может быть обеспечен традиционными источниками тепла, такими как нагретый воздух, инфракрасное излучение, горячая вода, пламя горения или подобное. Обмотка с усадкой пищевых изделий помогает сохранить свежесть, является привлекательной, гигиенической и обеспечивает точную инспекцию качества упакованной пищи. Обмотка с усадкой промышленных и розничных товаров, которая альтернативно называется в технике и здесь как промышленная и розничная обвязка, сохраняет чистоту продукта, а также является подходящим средством обвязки для рассматриваемых целей.
Способ упаковки оболочкой включает в себя помещение упаковываемого продукта на пористый или перфорированный картон, который обычно покрывается адгезивным грунтом, затем перемещение нагруженного картона на плиту упаковочной машины, где оболочечная упаковочная пленка нагревается, размягчается и провисает, релаксирует и второй раз провисает поверх нагруженного картона. Затем к пленке, опущенной вокруг продукта, подводят вакуум с обеспечением «оболочечной» плотной упаковки. Оболочечная упаковка служит как для потребительских розничных, так и для транзитных рынков. На транзитном рынке оболочечная упаковка защищает промышленные товары в процессе транспортировки и распределения. На розничном рынке оболочечная упаковка защищает потребительские товары от разрушения и мелкого воровства, а также обеспечивает «привлекательность показа» для максимизации потенциала продаж упакованного продукта. В то время как большая часть, если не все, непищевые оболочечные упаковочные пленки являются однослойными, многослойные оболочечные упаковочные пленки используются для защиты пищи вакуумной упаковкой и особенно вакуумной оболочечной упаковкой.
Пищевые продукты также упаковываются способом обертки с растяжением, который включает в себя натяжение вручную пленки поверх картонного лотка или лотка из вспененного полистирола, заполненного пищей (или автоматическое заталкивание лотка вверх с растяжением пленки), и затем тепловую сварку растянутой пленки по ее краям обычно на обратной стороне лотка и обеспечение, чтобы пленка оставалась натянутой благодаря ее эластичности. Для непищевой обертки с растяжением растягиваемая оберточная пленка вручную или автоматически проталкивается и растягивается поверх и/или вокруг продукта, и затем свободный конец пленки слипается или скрепляется (в большей степени, чем сваривается) с другой частью пленки, уже обернутой вокруг продукта, или с самим продуктом обычно при приложении давления в направлении к обертываемым продукту или товарам. Упаковка оберткой с растяжением свежей пищи свойственна для потребительского розничного рынка, и она позволяет свежему красному мясу иметь желаемый ярко-красный цвет, а также позволяет некоторым овощам подходяще дышать. Обертка с растяжением непищевых продуктов соответствует транзитному рынку и включает в себя обертку поддона товаров, а также обертку новых транспортных средств в процессе распределения для защиты наружных отделочных покрытий от разрушения от воздействия кислотного дождя, дорожного щебня, обломков, вандализма и т.д.
В то время как упаковка оберткой с растяжением обычно не содержит барьерные пленочные слои и используется как для пищевых, так и непищевых товаров, вакуумная упаковка содержит газо- или кислородобарьерный пленочный слой и обычно резервируется для красного мяса, переработанных мяса и сыров, но также используется для упаковки запахочувствительных и запаховыделяющих непищевых продуктов, таких как кедровая древесная стружка. Имеются несколько способов или вариантов вакуумной упаковки, включая вакуумную оболочечную упаковку, которая также называется в технике вакуумформовочной упаковкой. Один способ включает в себя, например, приведение в соприкосновение вместе терморазмягченного верхнего и нижнего листа пленки под вакуумом в камере с продуктом, помещенным между листами; затем тепловую сварку листов вместе по их краям, и затем вакуумирование или продувку газом пространства, содержащего продукт. В случае вакуумной упаковки обычно нижний лист принимает форму упаковываемого пищевого продукта.
В то время как способ обертывания с усадкой основан на свойствах термоусаживания выбранных пленочных материалов, полное обертывание с растяжением основано на эластичности пленочного материала. Наоборот, успешная оболочечная упаковка основана на адгезии пленочного материала к грунтованному картону и количестве времени, необходимому, чтобы вызвать двойное провисание пленки (время цикла). Подобно оболочечной упаковке, успешная вакуумная упаковка зависит от времени, требуемого для достаточного размягчения листов пленки перед подведением вакуума (или подведением давления воздуха) к упаковываемому продукту. Как указано в Plastic Design and Processing, November 1980, page 4, пленочные материалы с большими интервалами инфракрасного теплового поглощения и/или с более низкой точкой размягчения по Вика имеют тенденцию к более быстрому нагреву и размягчению и поэтому обеспечивают более короткое время цикла в оболочечной и вакуумной упаковке. Обычно полярные полимеры, такие как, например, сополимеры этилена и винилацетата ((EVA)(СЭВА)), сополимеры этилена и акриловой кислоты ((ЕАА)(ЭАК)) и иономеры, обладают большими интервалами инфракрасного теплового поглощения, чем неполярные полимеры, такие как полиэтилен или полипропилен. Кроме того, иономеры имеют большие интервалы инфракрасного теплового поглощения, чем их соответствующие базовые сополимеры благодаря их иономеризации.
Успешная упаковка или обертка всех четырех способов зависит от жесткости и стойкости к неправильному обращению и разрыву самих пленочных материалов, так чтобы целостность упакованных продуктов поддерживалась в процессе распределения, обращения и/или показа. Однако жесткость и стойкость к неправильному обращению являются особенно важными в обертке с усадкой и вакуумной упаковке пищи, которая часто включает в себя упаковку кусков мяса и другой пищи с глубокими полостями и резко выпирающими костями, а также выступающими углами, которые могут прокалывать листы пленки или изготовленные мешки в ходе операции термоусаживания или вакуумформования, или в процессе последующего обращения с упаковкой и ее распределения. Чтобы избежать преждевременного прокалывания, производители пленки прибегают к дорогостоящей практике упрочнения упаковки, такого как использование более толстых пленок и мешков, использование сверхслоя пленки в критических точках контакта мешка, наподобие заплаты, как описано в патенте США № 4755403 (Ferguson), или при использовании перекрестно армированных или непараллельных слоистых конструкций. Аналогично для «искусственного» улучшения сопротивления прокалыванию и других свойств стойкости к неправильному обращению или разрыву известных пленочных материалов, производители пищевой продукции рутинно обертывают или закрывают выступающие края костяка тканью, формованными пластмассовыми изделиями или другими материалами.
Важным свойством обвязки с усадкой и оболочечной упаковки, особенно чувствительных предметов или предметов, которые имеют тенденцию сминаться или искривляться, таких как бумажные товары, является напряжение или усилие, оказываемые пленкой на упаковываемое изделие и/или картон. Данное свойство известно в технике как усадочное напряжение, и пленки со слишком большим усадочным напряжением неизменно дают упаковку с усадкой или оболочечную упаковку с некрасивым короблением или закручиванием картона, что в сильных случаях может сделать упакованный товар непригодным для определенной цели. Кроме того, будучи эстетически некрасивыми, искривленные или скрученные товары являются трудными для равномерного штабелирования на демонстрационных полках.
Оптические свойства пленки являются часто важными для розничного «места покупки» оболочечных, усадочных, растягивающихся и вакуумных упаковок. В некоторых случаях, чем лучше контакт и/или прозрачность, тем ниже собственная мутность пленки и тем выше блеск или искристость пленки, тем более, вероятно, упаковка будет привлекать внимание потенциального покупателя для более близкого осмотра. Кроме того, некоторые потребители связывают эстетику упаковки, которая, главным образом, основана на оптических свойствах упаковочной пленки, непосредственно с качеством покупаемого изделия.
Другим важным требованием розничного «места покупки», которое является специфическим для обертки с растяжением, является способность пленки «возвращаться обратно» при деформировании в большей степени, чем остается от вмятин и отпечатков, оставшихся от осмотров предполагаемых покупателей. Указанное свойство основано на упругом восстановлении пленочного материала, и, когда упругое восстановление является достаточно высоким, последующие предполагаемые покупатели не нанесут излишнего вреда внешнему виду упаковки, как если бы она была обработана и повторно отбракована.
Еще одной важной характеристикой пленочного материала, которая может влиять на общий успех всех четырех способов упаковки и обертки, является перерабатываемость экструзией пленочной смолы в процессе изготовления пленки хорошо известными методами экструзии с раздувом (рукава), литья или листовой экструзии. Хорошая перерабатываемость проявляется как относительно низкое энергопотребление экструзии, более гладкая поверхность пленки и как стабильный рукав или лист даже при высоких степенях раздува, скоростях вытяжки и/или толщине пленки. Имеются многочисленные преимущества получения гладкой, более стабильной пленки, включая то, что ширина и толщина пленки являются обычно более равномерными, необходимость отрезания конца снижается (что снижает отходы), операции намотки и размотки являются обычно более плавными, имеется мало морщин пленки, и конечное качество и внешний вид упаковки улучшаются.
В то время как полимеризованные при высоком давлении гомополимеры и сополимеры этилена, такие как полиэтилен низкой плотности ((LDPE)(ПЭНП)) и сополимеры этилена и винилацетата ((EVA)(СЭВА)), обычно показывают хорошую перерабатываемость в процессе экструзии как следствие наличия относительно высокой степени длинноцепочечного разветвления, линейные олефиновые полимеры, такие как линейный полиэтилен низкой плотности ((LLDPE)(ЛПЭНП)), полиэтилен ультранизкой плотности ((ULDPE) (ПЭУНП)) и полиэтилен очень низкой плотности ((VLDPE)(ПЭОНП)), показывают удовлетворительно-предельную перерабатываемость, даже когда довольно сложные конструкции экструзионных шнеков, такие как барьерные шнеки, шнеки с Maddock-секциями смешения и другие подобные варианты, используются для улучшения гомогенизации или стабилизации потока полимерного расплава и обеспечения более низкого энергопотребления и более гладких полимерных поверхностей. Кроме того, в попытках максимизировать характеристики жесткости известных СЭВА, ПЭОНП, ПЭУНП и ЛПЭНП материалов общая практика представляет собой использование очень высокомолекулярных сортов, например, с индексами расплава (I2, как определено в соответствии с ASTM D-1238 (190°C/2,16 кг)) ≤ 0,5 г/10 мин, что неизбежно добавляет трудности перерабатываемости.
Для того, чтобы отвечать различным требованиям, имеющимся во всех четырех способах упаковки и обертывания, различные пленочные материалы используются в виде единственных компонентов и в смешанных композициях как для однослойной, так и для многослойной упаковки. Например, в патенте США № 5032463 (Smith) рассматриваются двухосно растянутые однослойные и многослойные пленки, содержащие смеси этилен/1-бутен/полиэтилен ультранизкой плотности и этилен/1-гексен/полиэтилен ультранизкой плотности.
В качестве другого примера в патенте США № 5059481 (Lustig et al.) описываются двухосно ориентированные однослойные и многослойные упаковочные пленки из полиэтилена ультранизкой плотности с барьерным сердцевинным слоем, промежуточным слоем из сополимера этилен/винилацетат и смесями ПЭУНП/СЭВА в качестве наружного слоя. В патенте США № 4863769 (Lustig et al.) рассматривается использование двухосно ориентированных пленок из полиэтилена ультранизкой плотности в качестве мешков для упаковки замороженной домашней птицы, а в патенте США № 4976898 (Lustig et al.) рассматривается, что способ «двойного рукава» может использоваться для получения двухосно ориентированных пленок из полиэтилена ультранизкой плотности.
В другом примере в заявке на Европейский патент 0243510 и в патенте США № 4963427 (оба - Botto et al.) описывается многослойная оболочечная упаковочная пленка, состоящая из иономера, СЭВА и ПЭВП (HDPE), которая, в частности, используется для вакуумной оболочечной упаковки пищи.
Хотя пленочные материалы - прототипы имеют различную степень жесткости, стойкость к разрыву, низкотемпературные характеристики усадки и характеристики получения мешков тепловой сваркой, желательными являются даже более жесткие пленочные материалы в усадочной, оболочечной и вакуумной упаковке для сниженных проколов мешков или для сохранения уровней стойкости к проколу при сниженной калибровочной толщине пленок в целях снижения источника загрязнения среды, денежных затрат или по другим соображениям. Кроме того, хотя полиэтилен низкой плотности (ПЭНП), полученный свободнорадикальной полимеризацией высокого давления этилена, функционирует удовлетворительно в промышленных (транзитных) применениях усадочной и оболочечной упаковки, оптические свойства ПЭНП обычно не удовлетворяют требованиям потребительских розничных применений упаковки, и в случае розничной оболочечной упаковки упаковщики останавливают выбор на дорогостоящих пленочных материалах, таких как иономеры Surlyn, поставляемые фирмой E.I.Dupont, для желательной зрительной привлекательности. Однако даже дорогостоящие иономерные продукты показывают недостатки оболочечной упаковки, такие как плохое сопротивление двухосному раздиру/разрезанию и недостаточная способность к вытяжке, которая может дать эстетически неприятные гребни и мостики, когда многочисленные предметы упаковываются на единственном картоне.
Хотя обладание плохим сопротивлением раздиру/разрезанию как в продольном, так и в поперечном направлении является явно недостатком иономера, иногда имеется польза от сниженного сопротивления раздиру/разрезанию в одном или в другом направлении, т.е. облегчается легкое раскрытие упаковки при сохранении ее более уплотненно-очевидного качества.
Поиск альтернативы поливинилхлоридным ((PVC)(ПВХ)) пленкам для усаживающейся обертки для пищи является другим примером упаковщиков, переключившихся на дорогостоящие пленочные материалы. Такими альтернативами обычно является олефиновая многослойная пленка. Однако поиск является важным, поскольку ПВХ имеет нежелательные тенденции к миграции пластификатора, а также к растущему значению для экологии, рассматривающей хлорированные полимеры вообще. Хотя различные многослойные пленки были рассмотрены (например, в патентах США №№ 5112674 и 5006398 и в ЕР) 0243965, ЕРО 0333508 и ЕРО 0404969) со способностью возвращаться в исходное положение упругим восстановлением, подобным характеристикам ПВХ, многие из указанных решений включают в себя соэкструзию с этиленовыми сополимерами, такими как сополимеры этилена и винилацетата (СЭВА) и этилена и акриловой кислоты (ЭАК). Использование указанных полярных сополимеров представляет ограничения переработки, включая термостойкость и несовместимость рецикл/отрезание конца.
Другое желательное улучшение среди известных олефиновых полимеров рассматривается в ЕРО 0404368, где известно, что катализируемые катализаторами Циглера-Натта сополимеры этилена и альфа-олефина, такие как сополимеры этилен/1-бутен, этилен/1-гексен и этилен/1-октен, требуют смешения с ПЭНП для создания пленочных материалов с адекватными свойствами усадки (особенно в поперечном направлении) при переработке простой экструзией с раздувом пленки.
При создании пленочных материалов с улучшенными характеристиками жесткости и стойкости к неправильному обращению и разрыву для усадочной упаковки также должна быть предусмотрена хорошая характеристика низкотемпературной термоусадки как в продольном, так и в поперечном направлении. Также для усадочных и оболочечных упаковок, лишенных избыточного закручивания и коробления, усадочное напряжение должно поддерживаться на низком уровне, и для достижения желаемых характеристик свободной усадки пленочный материал должен обладать морфологией и быть достаточно прочным, чтобы выдерживать физическое двухосное растяжение, которое имеет место в процессе изготовления пленки способом простой экструзии с раздувом пленки (рукава) или в более сложных способах, таких как способ двойного рукава, описанный в патенте США № 3555604 (Pahlke), раскрытие сущности которого приводится здесь в качестве ссылки. Улучшенные пленочные материалы должны также показывать хорошие перерабатываемость и оптические свойства по сравнению с известными пленочными материалами, и, в частности, по сравнению с материалами и пленками из полиэтилена очень низкой плотности (ПЭОНП), рассмотренными в патентах США №№ 5059481, 4863769 и 4976898 (все - Lustig et al.).
Фирма Mitsui Petrochemical поставляет продукты, полученные полимеризацией этилена и высшего α-олефина, под торговой маркой “Tafmer” в течение более 10 лет, которые считаются классом ПЭОНП-материалов с очень низким модулем. Некоторые сорта Tafmer поставляются для использования в многослойных пленочных упаковочных структурах. Например, в патенте США № 4429079 (Shibata et al.), переданном фирме Mitsui Petrochemical Industries, раскрытие сущности которого приводится здесь в качестве ссылки, рассматривается композиция, в которой статистический сополимер этилена (традиционный ЛПЭНП, имеющий одну, две или более температур плавления от 115°C до 130°C), обозначенный как компонент (А), смешивается с другим статистическим сополимером этилена (который имеет единственную температуру плавления от 40°C до 100°C), обозначенным как компонент (В), с созданием композиции, где компонент (В) не превышает 60% мас. всей композиции с улучшенными свойствами, в частности, улучшенной низкотемпературной свариваемостью тепловой сваркой и прочностью на изгиб для сопротивления образованию «булавочного прокола» в процессе обращения. Однако с улучшенной низкотемпературной свариваемостью тепловой сваркой и несмотря на эластичность продукты торговой марки Tafmer обычно не идентифицируются и не поставляются как имеющие превосходные свойства стойкости к неправильному обращению и характеристики усадки. Продукты торговой марки Tafmer, имеющие единственную температуру плавления, представляют собой гомогенно разветвленные линейные полиэтилены, которые были ранее описаны в патенте США № 3645992 и получаются соответствующим способом полимеризации, использующим ванадиевые катализаторы.
Фирма Exxon Chemical Company недавно ввела продукты, подобные продуктам торговой марки Tafmer фирмы Mitsui Petrochemical, которые фирма Exxon Chemical Company получает полимеризацией этилена и α-олефина (например, 1-бутена) в присутствии одноцентрового металлоценового катализатора. В докладе, представленном 22-27 сентября 1991 г на 1991 IEEE Power Engineering Society Transmission and Distribution Conference (“New Specialty Linear Polymer (SLP) For Power Cables”, опубликованном на заседаниях на стр. 184-190) in Dallas, Tex., Monica Hendewerk and Lawrence Spenadel, of Exxon Chemical Company, сообщается, что полиолефиновые полимеры торговой марки Exact фирмы Exxon, т.е. полученные с использованием технологии одноцентрового металлоценового катализатора, используются в применениях проволочной и кабельной изоляции. Кроме того, в публикациях 1991 Polymers, Laminations & Coatings Conference Proceedings, pp. 289-296 ("A New Family of Linear Ethylene Polymers Provides Enhanced Sealing Performance" by Dirk G. F. Van der Sanden and Richard W. Halle, фирма Exxon Chemical Company описывает их новые полимеры с узким молекулярно-массовым распределением, полученные с использованием одноцентрового металлоценового катализатора, как «смолы с линейной главной цепью, не содержащей функциональные или длинноцепочечные разветвления». Также указано, что пленки, выполненные из полимеров, полученных фирмой Exxon, имеют преимущества в характеристиках сварки, как определено по кривым горячей липкости и тепловой сварки, но указанные публикации не рассматривают характеристики усадки. Указано, что новые Exxon-полимеры являются линейными и имеют узкое молекулярно-массовое распределение, и также указано, что благодаря узкому молекулярно-массовому распределению имеется «возможность разрушения расплава». Фирма Exxon Chemical Company признает, что «хорошо известно, что полимеры с узким молекулярно-массовым распределением иногда являются трудными для переработки».
Соответственно, несмотря на то, что многие композиции используются для пленочных применений, таких как эластичная упаковка или обертка, еще существует потребность в пленках, получаемых литьем или экструзией с раздувом, имеющих подходящий баланс свойств. Такие свойства включают в себя, например, характеристики растяжения, раздира, липкости, перерабатываемости, ударной вязкости, эластичности, прокалывания, растяжения, а также характеристики регенерации, усадки, вакуумной растяжимости, стойкости к неправильному обращению или разрыву. Было бы предпочтительно, если бы такие пленки могли иметь общую толщину от примерно 10 до примерно 50 мкм. Кроме того, было бы предпочтительно, если бы такие пленки были способны эффективно разматываться с низкими уровнями шума.
Настоящее изобретение относится к улучшенным многослойным пленкам, имеющим общую толщину от примерно 10 до примерно 50 мкм. Многослойные пленки используют ряд композиций, подходящих для пленочных структур. В одном аспекте настоящее изобретение относится к улучшенной многослойной пленке, имеющей общую толщину от примерно 10 до примерно 50 мкм, где указанная пленка содержит, по меньшей мере, пять слоев, и в которой, по меньшей мере, один внутренний слой содержит интерполимер полипропилен-этилен. В еще другом аспекте настоящее изобретение относится к многослойной пленке, содержащей липкий слой, сердцевинный слой и высвобождаемый слой, где указанный высвобождаемый слой содержит полимер, выбранный из группы, состоящей из полиэтилена низкой плотности, интерполимера полипропилен-этилен и их комбинаций.
Краткое описание чертежей
На фигуре 1 представлена диаграмма, показывающая характеристики липкости для примера 1 и сравнительного примера 1.
На фигуре 2 представлена диаграмма, показывающая сопротивление раздиру по Элмендорфу для примера 1 и сравнительного примера 1.
На фигуре 3 представлена диаграмма, показывающая сопротивление пробою падающим пробойником для примера 1 и сравнительного примера 1.
На фигуре 4 представлена диаграмма, показывающая удлинение при прокалывании и усилие прокалывания для примера 1 и сравнительного примера 1.
На фигуре 5 представлена диаграмма, показывающая прочностные свойства на растяжение для примера 1 и сравнительного примера 1.
На фигуре 6 представлена диаграмма, показывающая характеристики растяжения для примера 1 и сравнительного примера 1.
На фигуре 7 представлена диаграмма, показывающая усилие прокалывания при 250% растяжении для примера 1 и сравнительного примера 1.
На фигуре 8 представлена диаграмма, показывающая усилие удерживания для примера 1 и сравнительного примера 1.
На фигуре 9 представлена диаграмма, показывающая характеристики растяжения на Highlight-тестере по Dow-методу для примеров 2-3 и сравнительных примеров 2-3.
На фигуре 10 представлена диаграмма, показывающая характеристики раздира по Элмендорфу для примеров 2-3 и сравнительных примеров 2-3.
На фигуре 11 представлена диаграмма, показывающая путь пленки.
Подробное описание изобретения
Общие определения
Термин «полимер» означает полимерное соединение, полученное полимеризацией мономеров либо одинакового, либо различного типа. Общий термин «полимер» охватывает термины «гомополимер», «сополимер», «терполимер», а также «интерполимер».
Термин «интерполимер» означает полимер, полученный полимеризацией, по меньшей мере, двух различных типов мономеров. Общий термин «интерполимер» включает в себя термин «сополимер» (который обычно используется для обозначения полимера, полученного из двух различных мономеров), а также термин «терполимер» (который обычно используется для обозначения полимера, полученного из трех различных мономеров). Он также охватывает полимеры, полученные полимеризацией четырех или более типов мономеров.
Термин «блок-интерполимер этилена и α-олефина» обычно относится к блок-сополимерам, содержащим этилен и α-олефин, имеющий 3 или более углеродных атомов. Предпочтительно, этилен составляет главную мольную фракцию всего полимера, т.е. этилен составляет, по меньшей мере, примерно 50% мол. всего полимера. Более предпочтительно, этилен составляет, по меньшей мере, примерно 70% мол. или, по меньшей мере, примерно 80% мол. с существенным остатком всего полимера, содержащим, по меньшей мере, один другой сомономер, которым является, предпочтительно, α-олефин, имеющий 3 или более углеродных атомов. Для многих сополимеров этилена и октена предпочтительная композиция содержит этилен более примерно 80% мол. всего полимера и содержит октен от примерно 10 до примерно 15, предпочтительно, от примерно 15 до примерно 20% мол. всего полимера. В некоторых вариантах блок-интерполимеры этилена и α-олефина не включают в себя блок-интерполимеры, полученные с низкими выходами или в минимальных количествах, или как побочный продукт химического процесса. Хотя блок-интерполимеры этилена и α-олефина могут быть смешаны с одним или более полимеров, блок-интерполимеры этилена и α-олефина в состоянии получения являются по существу чистыми и часто составляют главный компонент продукта реакции способа полимеризации. Такие блок-интерполимеры этилена и α-олефина описаны, например, в опубликованной заявке на патент США № US2006/0199930А1, опубликованной 7 сентября 2006 г и приведенной здесь в качестве ссылки.
Термины «интерполимер полипропилен-этилен» или «пропиленсодержащие пластомеры или эластомеры ((РВРЕ)(ПСПЭ))» обычно относятся к сополимерам, содержащим пропилен и мономер, такой как этилен. Предпочтительно, пропилен составляет главную мольную фракцию всего полимера, т.е. пропилен составляет, по меньшей мере, примерно 70% мол., предпочтительно, по меньшей мере, примерно 80% мол., более предпочтительно, по меньшей мере, примерно 90% мол. всего полимера с существенным остатком всего полимера, содержащим, по меньшей мере, один другой сомономер, которым является, предпочтительно, этилен. Подходящие интерполимеры полипропилен-этилен описаны, например, в WO 2006/115839, опубликованной 2 ноября 2006 г и приведенной здесь в качестве ссылки. Подходящие интерполимеры полипропилен-этилен поставляются коммерчески фирмой The Dow Chemical Company под торговой маркой VERSIFY и фирмой Exxon под торговой маркой VISTAMAXX.
Если не установлено иное, для целей данной заявки используемые методы испытаний обобщены в таблице 1 и в тексте после таблицы 1. В испытаниях в примерах и сравнительных примерах 1-3 используют толщину пленки 23 мкм, тогда как в испытаниях в сравнительном примере 4 и примерах 4А-I используют толщину пленки 25 мкм.
Плотность
Плотность смолы определяют методом вытеснения Архимеда, ASTM D 792-03, метод В, в изопропаноле. Образцы измеряют в течение 1 ч после формования после кондиционирования в изопропаноловой ванне при 23°C в течение 8 мин для достижения теплового равновесия перед измерением. Образцы получают литьевым прессованием согласно ASTM D-4703-00, приложение А с 5 мин периодом начального нагревания при примерно 190°C и скоростью охлаждения 15°C/мин на операцию С. Образец охлаждают до 45°C в прессе с непрерывным охлаждением до «холода для зубов».
Скорость течения расплава по экструзионному пластометру
Измерения скорости течения расплава полиэтилена осуществляют согласно ASTM D-1238-03, условие 190°C/2,16 кг и условие 190°C/10,0 кг, которые известны как I2 и I10, соответственно. Измерения скорости течения расплава ПСПЭ и/или полимеров пропилена осуществляют согласно ASTM D-1238-03, условие 190°C/ 2,16 кг и условие 190°C/10,0 кг, которые известны как I2 и I10, соответственно. Скорость течения расплава обратнопропорциональна молекулярной массе полимера. Таким образом, чем выше молекулярная масса, тем ниже скорость течения расплава, хотя зависимость является нелинейной. Распределения скорости течения расплава могут быть также осуществлены даже с более высокими молекулярными массами, такими как в соответствии с ASTM D-1238-03, условие 190°C/21,6 кг и известными как I21. Отношение скоростей течения расплава (MFRR) представляет собой отношение скорости течения расплава (I10) к скорости течения расплава (I2), если не определено иное.
Методика измерения уровня шума при размотке и других параметров (Dow-метод, Highlight-тестер)
Испытание выполняют на оборудовании, показанном на фигуре 11, которое представляет собой промышленное оберточное оборудование, полученное от фирмы Highlight Industries (Highlight-тестер). Испытания состоят из растяжения липкой с одной стороны пленки шириной 500 мм, толщиной 23-25 мкм при заданном удлинении (заданном растяжении) 200%. Растяжение имеет место между тормозным роликом и опорным роликом, которые являются отдельными, так что растяжение имеет место на расстоянии 16,0 см. Растяжение пленки получается при движении опорного ролика при более высокой скорости (об/мин), чем тормозной ролик. Машина измеряет последовательно каждую секунду усилие растяжения и уровень шума. Скорость размотки пленки составляет 110 м/мин, и уровни шума измеряются с помощью микрофона, расположенного тангенциально к рулону пленки на расстоянии 10 см от рулона пленки. Фоновый окружающий шум составляет 45 дБ. Используемый шумомер представляет собой QUEST TECHNOLOGIES, модель 2700. Усилие размотки измеряется ячейкой нагрузки, помещенной на валик № 1. Усилие растяжения измеряется ячейкой нагрузки, помещенной на валик № 2.
Как представлено в таблице 1, испытательное Highlight-оборудование, показанное на фигуре 11, также используется для измерения, например, предельного удлинения, предельного усилия, удерживающего усилия при 200%, усилия липкости при растяжении на 250% и усилия прокалывания при 250%. Следующее оборудование используется для определения уровня шума размотки и вышеуказанных испытаний: Highlight-машина, Blade, PC Hewlett Packard, модель Colorado T1000, European Highlight Software, Hewlett Packard DeskJet 879 Cse Printer, тахометр и ячейка нагрузки (OMEGA). Обычно используют следующую методику:
Пленку загружают для определения сначала, какая из сторон является более липкой. Бобину пленки помещают липкой стороной рулона к первому натяжному ролику, как показано на фигуре 11. Имеются два пути загрузки пленки в оправку: 1) Использовать кнопку “SUPPLY ROLL RAS/LWR” на пульте для опускания оправки в горизонтальное положение. Положение пленки на оправке. Кнопка “SUPPLY ROLL RAS/LWR”; 2) Оставить оправку в вертикальном положении и осторожно поместить рулон пленки на нее. Убедиться в том, что сердечник расположен в нижней части против держателя основания. Убедиться в том, что пленка полностью покрывает TABS, вместо расположения на пути, идущем вниз к держателю основания, или измерения будут неточными. TABS захватывает картонную трубку на месте. Полностью открыть затворы безопасности. Подать три фута (0,9 м) пленки с бобины и сделать ленту. Действовать в соответствии с “FILM PATH DIAGRAM” («Диаграмма пути пленки») для требуемого испытания, как показано на фигуре 11. Как только пленка наматывается системой The Pre-Stretch System - закрыть левый затвор безопасности. Использовать ножной переключатель для вращения натяжной оправки в направлении против часовой стрелки до тех пор, пока пленка полностью не протягивается в соответствии с системой предварительного растяжения. Закрыть правый затвор безопасности. Выполнить желаемое испытание и собрать данные.
Определение температуры стеклования методом ДСК
С использованием прибора DSC TA Instruments, модель 2010 собирают данные и обрабатывают их с использованием пакета программ Universal Analysis. Приблизительно 9 мг образца взвешивают с использованием аналитических весов Mettler AE 240. Повсюду используют легкие (приблизительно 25 мг) алюминиевые чашки. Чашки сгибают для улучшения контакта образец/чашка. Используют стадии, приведенные ниже:
Уравновешивание при 40°C
Линейный рост температуры 10,00°C/мин до 250,00°C
Воздушное охлаждение: включено
Линейный рост температуры 20,00°C/мин до 40,00°C
Уравновешивание при 40°C
Воздушное охлаждение: выключено
Линейный рост температуры 10,00°C/мин до 250,00°C
Накопление данных: выключено
Воздушное охлаждение: включено
Линейный рост температуры 20,00°C/мин до 30,00°C
Воздушное охлаждение: выключено
Многослойные пленки, содержащие пять или более слоев
Было установлено, что особенно предпочтительной многослойной пленкой является многослойная пленка, которая имеет общую толщину, по меньшей мере, примерно 10 мкм, предпочтительно, по меньшей мере, примерно 20 мкм, и максимально предпочтительно примерно 50 мкм, наиболее предпочтительно примерно 30 мкм. Предпочтительно, многослойная пленка содержит, по меньшей мере, пять слоев, где, по меньшей мере, один внутренний слой содержит интерполимер полипропилен-этилен. Если требуется эластичность, тогда предпочтительно, что самый внутренний слой содержит интерполимер полипропилен-этилен. Под самым внутренним слоем понимается внутренний слой, который имеет приблизительно равное число слоев с каждой стороны или имеет приблизительно одинаковую толщину пленки с каждой стороны. Например, если указанная пленка имеет пять слоев, тогда предпочтительно, что 3-ий слой содержит интерполимер полипропилен-этилен, предполагая, что сумма толщины слоев 1 и 2 является равной сумме толщины слоев 4 и 5. Если, например, толщина слоя 1 будет больше суммы слоев 3, 4 и 5, тогда может быть предпочтительно, что слой 2 содержит интерполимер полипропилен-этилен.
Отдельный полимер пропилена-этилена, используемый во внутреннем слое, не является особенно критическим и может варьироваться в зависимости от других компонентов, а также от желаемых свойств и желаемых параметров переработки. Обычно плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от, по меньшей мере, примерно 0,80 г/см3, предпочтительно, по меньшей мере, примерно 0,84 г/см3 до примерно 0,90 г/см3, предпочтительно, до примерно 0,89 г/см3. Для облегчения переработки температура стеклования по методу ДСК интерполимера полипропилен-этилен является обычно ниже примерно -20°C, тогда как общая кристалличность интерполимера полипропилен-этилен является часто менее примерно 20%. Скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C/2,16 кг) составляет обычно примерно 1, предпочтительно, от примерно 5 до примерно 30, более предпочтительно до примерно 10.
Количество интерполимера полипропилен-этилен внутреннего слоя варьируется в зависимости от его свойств и других компонентов. Обычно количество интерполимера полипропилен-этилен внутреннего слоя может варьироваться от 0 до 100% мас. по отношению к массе внутреннего слоя. Обычно количество интерполимера полипропилен-этилен внутреннего слоя составляет от, по меньшей мере, примерно 30% мас., предпочтительно, по меньшей мере, примерно 50% мас., более предпочтительно, по меньшей мере, примерно 70% мас. указанного внутреннего слоя. Интерполимер полипропилен-этилен, когда присутствует, может использоваться в отдельности или в комбинации с другими компонентами. Подходящие другие компоненты включают в себя, например, второй полимер или более, выбранный из группы, состоящей, например, из полиолефинов, полистирола, сложных полиэфиров, поликарбонатов, полиамидов и их комбинаций. В частности, могут использоваться полиэтилен, полипропилен, полибутадиен и их комбинации. Особенно желательные полиэтилены включают в себя линейный полиэтилен очень низкой плотности, линейный полиэтилен низкой плотности и линейный полиэтилен средней плотности.
Компоненты других внутренних слоев и наружных слоев содержат компоненты, такие как компоненты вышеуказанного внутреннего слоя. Предпочтительно, другие внутренние слои и наружные слои содержат полимер, выбранный из группы, состоящей из линейного полиэтилена очень низкой плотности, линейного полиэтилена низкой плотности, линейного полиэтилена средней плотности, интерполимера полипропилен-этилен и их комбинаций.
Число слоев и толщина каждого слоя могут варьироваться в зависимости от используемых материалов и оборудования и желательных свойств многослойной пленки. Предпочтительно, для пленок, имеющих внутренний слой, содержащий интерполимер полипропилен-этилен, указанный внутренний слой составляет от примерно 10 до 50% общей толщины пленки. Для указанной пленки каждый из двух наружных слоев, предпочтительно, составляет от примерно 10 до 20% общей толщины пленки, тогда как другие внутренние слои указанной пленки составляют от примерно 20 до 30% общей толщины пленки.
Многослойные литьевые растягивающиеся пленки, имеющие общую толщину от примерно 10 до примерно 50 мкм и содержащие, по меньшей мере, пять слоев, в которых, по меньшей мере, один внутренний слой содержит интерполимер полипропилен-этилен, имеют желаемые свойства. Например, средняя липкость таких пленок согласно ASTM D5458 может быть больше примерно 80 г. Неожиданно сопротивление пробою падающим пробойником (DDI) может быть больше примерно 150 г согласно ISO 7765-1, тогда как деформация при разрыве и предельное удлинение согласно ISO 527-3/2000 может быть больше примерно 440%. В некоторых случаях многослойные литьевые растягивающиеся пленки могут иметь сопротивление прокалыванию при 250% согласно ASTM D-5748 более примерно 0,4 кг.
Как описано выше, многослойные пленки, имеющие более пяти слоев, могут быть получены без включения во внутренний слой интерполимера полипропилен-этилен. В таких случаях (и даже если интерполимер полипропилен-этилен используется во внутреннем слое) может быть желательно получить пленку, которая содержит более пяти слоев, например, от, по меньшей мере, примерно 6, предпочтительно, по меньшей мере, примерно 10, более предпочтительно, по меньшей мере, примерно 20 слоев, до примерно 2000, предпочтительно, до примерно 1000, более предпочтительно, до примерно 100 слоев. В таких случаях предпочтительно, чтобы пленка имела общую толщину от, по меньшей мере, примерно 10 мкм, предпочтительно, по меньшей мере, примерно 20 мкм, до самое большое примерно 50 мкм, предпочтительно, самое большое примерно 30 мкм, и, наиболее предпочтительно, общую толщину от примерно 17 до примерно 30 мкм. Для получения таких пленок может быть желательно использовать способы и оборудование, описанные, например, в патентах США №5094793, выданном 10 марта 1992 г, и № 5628950, выданном 13 мая 1997 г, а также в патентах США №№ 5202074, 5380479 и 5540878.
Если желательными являются высокое сопротивление раздиру и/или прочность на растяжение, тогда также предпочтительно, чтобы многослойная пленка содержала термопласт, такой как полиолефин, например, линейный полиэтилен низкой плотности, по меньшей мере, в одном или более слоев. Альтернативно или дополнительно каждый из слоев может содержать полимер, выбранный из группы, состоящей из полиолефинов, полистирола, сложных полиэфиров, поликарбонатов, полиамидов и их комбинаций. Особенно предпочтительные полимеры для каждого слоя включают в себя, например, полиэтилен, полипропилен, полибутадиен, линейный полиэтилен очень низкой плотности, линейный полиэтилен средней плотности, интерполимер полипропилен-этилен и их комюинации.
Особенно предпочтительная многослойная пленка содержит от примерно 10 до примерно 100 слоев, содержащих одинаковые полимер или полимерную смесь в каждом слое. Было установлено, что такие многослойные пленки могут иметь растяжение, по меньшей мере, на 5%, более предпочтительно, по меньшей мере, на 20% больше согласно Dow-методу, Highlight-тестер (как описано выше), чем сравнительная трехслойная пленка, имеющая одинаковую общую толщину и одинаковую композицию в каждом слое, что и указанная многослойная пленка. Аналогично, указанная предпочтительная многослойная пленка может иметь сопротивление раздиру по Элмендорфу в поперечном направлении, по меньшей мере, на 10%, предпочтительно, по меньшей мере, на 20% больше, чем сравнительная трехслойная пленка, имеющая по существу одинаковую общую толщину и одинаковую композицию в каждом слое, что и указанная многослойная пленка. В еще другом варианте указанная предпочтительная многослойная пленка может также иметь сопротивление прокалыванию, по меньшей мере, примерно на 5%, предпочтительно, по меньшей мере, примерно на 10% больше, чем сравнительная трехслойная пленка, имеющая одинаковую общую толщину и одинаковую композицию в каждом слое, что и указанная многослойная пленка. В еще другом варианте указанная предпочтительная многослойная пленка может также иметь деформацию при разрыве и/или деформацию при пределе прочности при растяжении, по меньшей мере, примерно на 2,5%, предпочтительно, по меньшей мере, примерно на 5% больше, чем сравнительная трехслойная пленка, имеющая по существу одинаковые общую толщину и композицию в каждом слое, что и указанная многослойная пленка.
Многослойные пленки, получаемые экструзией с раздувом, содержащие липкий, сердцевинный и высвобождающийся слой
Для таких применений, как силосная пленка, важно получить хорошую липкость и жесткость с низкими уровнями шума при размотке. С этой точки зрения разработана многослойная пленка, которая содержит липкий слой, сердцевинный слой и высвобождающийся слой. Указанные многослойные пленки, предпочтительно, имеют общую толщину от примерно 10 до примерно 50 мкм и, более предпочтительно, общую толщину от примерно 15 до примерно 35 мкм. Предпочтительно, липкий слой составляет от примерно 10 до примерно 30% общей толщины пленки, указанный сердцевинный слой составляет от примерно 40 до примерно 80% общей толщины пленки, и указанный высвобождающийся слой составляет от примерно 10 до примерно 30% общей толщины пленки. Для оптимальной переработки и сниженных уровней шума в процессе размотки предпочтительно, чтобы пленка была по существу не содержащей, т.е. содержащей от примерно 0 до примерно 10% мас., предпочтительно, менее примерно 5% мас., более предпочтительно, менее примерно 1% мас. полиизобутилена. Трехслойная пленка изобретения часто способна иметь среднюю липкость согласно ASTM D5458 более примерно 20 г.
Предпочтительно, высвобождающийся слой содержит полимер, выбранный из группы, состоящей из полиэтилена низкой плотности, интерполимера полипропилен-этилен и их комбинаций. Высвобождающийся слой необязательно содержит гидрофилизирующую добавку. Если интерполимер полипропилен-этилен используется в высвобождающемся слое, он, предпочтительно, имеет плотность согласно ASTM D-792 от примерно 0,85 г/см3 до 0,91 г/см3, более предпочтительно, от примерно 0,875 г/см3 до примерно 0,90 г/см3. Указанный интерполимер полипропилен-этилен также, предпочтительно, имеет температуру стеклования по методу ДСК ниже примерно -10°C и/или общую кристалличность менее примерно 60%. Также часто предпочтительно как для переработки, так и для свойств пленки, чтобы скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C/2,16 кг) составляла от примерно 1 до примерно 30, предпочтительно, от примерно 0,5 до примерно 5.
Липкий слой многослойной пленки, содержащей липкий, сердцевинный и высвобождающийся слой, содержит полиэтилен. Такие полиэтилены липкого слоя, предпочтительно, содержат полиэтилен, имеющий плотность от примерно 0,85 г/см3 до примерно 0,91 г/см3 согласно ASTM D-792, блок-интерполимер этилен/α-олефин, сополимер этилен-винилацетат и/или их комбинацию. Липкий слой необязательно дополнительно содержит гидрофилизирующую добавку.
Сердцевинный слой многослойной пленки, содержащей липкий, сердцевинный и высвобождающийся слой, предпочтительно, содержит линейный полиэтилен низкой плотности.
Используемые добавки
Добавки, такие как антиоксиданты (например, затрудненные фенолы (такие как Irganox.RTM.1010 или Irganox.RTM.1076), фосфиты (например, Irgafos.RTM.168), все - торговые марки фирмы Ciba Geigy), добавки, повышающие липкость (например, ПИБ ), PEPQ (торговая марка фирмы Sandoz Chemical, главным ингредиентом которого считается бифенилфосфонит), пигменты, красители, наполнители и т.п. могут быть также введены в интерполимеры и сополимеры в такой степени, чтобы они не мешали желаемым свойствам. Изготовленная пленка может также содержать добавки, которые улучшают ее характеристики противослипания и коэффициента трения, включая (но не ограничиваясь этим) необработанный и обработанный диоксид кремния, тальк, карбонат кальция и глину, а также первичные и вторичные амиды жирной кислоты, силиконовые покрытия и т.д. Также могут быть введены другие добавки для улучшения характеристик устойчивости пленки к помутнению, как описано, например, в патенте США № 4486532 (Niemann), раскрытие сущности которого приводится здесь в качестве ссылки. Еще другие добавки, такие как четвертичные аммониевые соединения, в отдельности или в комбинации с сополимером ЭАК или другими функциональными полимерами, могут быть также введены для улучшения антистатических характеристик пленки и обеспечения упаковки электронных чувствительных товаров.
Особенно предпочтительной добавкой для липких и/или высвобождающихся слоев для многих применений может быть гидрофилизирующая добавка, такая как многоатомные полиолы, простые полиэфиры и их смеси. Например, особенно используемыми являются различные продукты торговой марки Irgasurf, поставляемые фирмой Ciba Specialty Chemicals. Irgasurf или Unithox (Baker Petrolite) представляют собой блок-сополимеры полиэтилен/полиэтиленгликоль. Такие гидрофилизирующие добавки могут быть введены в гидрофилизирующем количестве. Такие количества варьируются в зависимости от конкретной композиции и пленочной структуры, но часто составляют от примерно 0,1 до примерно 3% мас., предпочтительно, от примерно 0,5 до примерно 2% мас., и, более предпочтительно, от примерно 0,75 до примерно 1,5% мас. по отношению к массе полимера в слое пленки. Удивительно и неожиданно было установлено, что гидрофилизирующая добавка, введенная в гидрофилизирующем количестве, может быть полезной для снижения уровней шума в процессе размотки пленки.
Сшивание
С точки зрения сшивания пленочные структуры, которые содержат блок-интерполимеры этилен/α-олефин, могут показывать неожиданно более эффективное сшивание излучением по сравнению со сравнительным линейным полимером этилен/α-олефин, полимеризованным с использованием катализатора Циглера-Натта. При использовании преимущества эффективности излучения можно получить пленочные структуры с различно или селективно сшитыми пленочными слоями. Чтобы использовать другое преимущество данного открытия, специальные материалы слоя пленки, включающие настоящие блок-интерполимеры этилен/α-олефин, могут содержать в своей рецептуре про-рад-агенты, такие как триаллилцианурат, как описано в патенте США № 4957790 (Warren), или антиоксидантные ингибиторы сшивания, такие как бутилированный гидрокситолуол, как описано в патенте США № 5055328.
Сшивание излучением также используется для увеличения температурного интервала усадки и интервала тепловой сварки для пленочных структур. Например, патент США № 5089321, приведенный здесь в качестве ссылки, рассматривает многослойные пленочные структуры, содержащие, по меньшей мере, один термосвариваемый наружный слой и, по меньшей мере, один сердцевинный слой, который имеет хорошую характеристику сшивания излучением. Среди технологий сшивания излучением наиболее общими методами сшивания пленочных материалов являются бета-излучение источниками электронного луча и гамма-излучение радиоактивным элементом, таким как кобальт-60.
В способе сшивания излучением термопластичную пленку получают способом экструзии с раздувом и затем подвергают воздействию источника излучения (бета- или гамма-) при дозе излучения до 20 Мрад для сшивания полимерной пленки. Сшивание излучением может быть введено перед или после конечной ориентации пленки всегда, когда являются желательными ориентированные пленки, такие как для усадочной или оболочечной упаковки, однако, предпочтительно, сшивание излучением вводится до конечной ориентации. Когда термоусаживающиеся и оболочечные упаковочные пленки получают способом, где гранулирование и облучение пленки предшествует конечной ориентации пленки, пленки постоянно показывают более высокое усадочное напряжение и стремятся дать высокое коробление упаковки и закручивание картона; конечно, когда ориентация предшествует облучению, готовые пленки будут показывать меньшее усадочное напряжение. Предполагается, что в отличие от усадочного напряжения характеристики свободной усадки мультиблочных интерполимеров этилен/α-олефин по существу не изменяются независимо от того, облучение предшествует или следует за конечной ориентацией пленки.
Технология облучения, используемая для обработки пленочных структур, описанных здесь, включает в себя технологию, известную специалистам в данной области техники. Предпочтительно, облучение осуществляется при использовании устройства, испускающего электронный пучок (бета-) при уровне дозирования от примерно 0,5 Мрад до примерно 20 Мрад. Усаживающиеся пленочные структуры, полученные, например, из мультиблочных интерполимеров этилен/α-олефин, также могут показывать улучшенные физические свойства благодаря низкой степени расщепления цепи как следствие обработки излучением.
Смешение полимеров для заданного слоя
Как установлено выше, каждый слой может содержать один или более полимеров. Если композиция, содержащая два или более полимеров, используется во внутреннем слое (или в любом слое для этого), тогда композиции могут быть получены любым подходящим способом. Например, смеси могут быть получены смешением или пластицированием соответствующих компонентов при температуре около или выше температуры плавления одного или более компонентов. Может использоваться типовое оборудование для смешения или пластикации полимеров, которое способно достигать желаемых температур и пластикации в расплаве смеси. Указанное оборудование включает в себя вальцы, пластикаторы, экструдеры (как одношнековые, так и двухшнековые), смесители Бенбери, каландры и т.п. Последовательность и способ смешения могут зависеть от конечной композиции. Может также использоваться комбинация смесителя Бенбери периодического действия и смесителей непрерывного действия, такая как смеситель Бенбери, за которым следуют вальцы, за которыми следует экструдер.
Другой способ получения смешанных композиций содержит полимеризацию на месте, как рассмотрено в патенте США № 5844045 (на имя Brian W.S/Kolthammer and Robert S. Cardwell), содержание которого приводится здесь в качестве ссылки в полном объеме. В патенте США № 5844045 описывается среди прочего интерполимеризация этилена и С3-С20 альфа-олефинов с использованием, по меньшей мере, одного гомогенного катализатора в, по меньшей мере, одном реакторе и, по меньшей мере, одного гетерогенного катализатора в, по меньшей мере, одном другом реакторе. Множественные реакторы могут работать, установленные последовательно или параллельно или при любой их комбинации, с, по меньшей мере, одним реактором, используемым для получения мультиблочного интерполимера этилен/α-олефин, как описано выше. Таким образом, смеси могут быть получены растворным способом, содержащим катализаторы стесненной конфигурации, катализаторы Циглера-Натта и их комбинации. Такие смеси содержат, например, один или более мультиблочных интерполимеров этилен/α-олефин (как описано выше в PCT/US2005/008917 от 17 марта 2004 г), один или более полимеров с широким молекулярно-массовым распределением (например, гетерогенно разветвленных полимеров этилена, как описано, например, в патенте США № 5847053) и один или более полимеров с узким молекулярно-массовым распределением (например, гомогенных полимеров, как описано в патенте США № 3645992 (Elston) или в патенте США № 5272236).
Полимеризация на месте с использованием реакторов растворной полимеризации, установленных последовательно, может быть особенно предпочтительной при получении смесей, которые содержат, по меньшей мере, один высокомолекулярный полимер с узким молекулярно-массовым распределением и, по меньшей мере, один полимер с широким молекулярно-массовым распределением, полученные с катализатором Циглера-Натта. Это потому, что часто требуется значительный растворитель для получения высокомолекулярного полимера, тогда как использование катализаторов Циглера-Натта часто требует более высоких температур, чем для гомогенных катализаторов. Таким образом, использование более высоких температур с катализатором Циглера-Натта в последующем реакторе будет облегчать выпаривание избыточного растворителя. Кроме того, другое преимущество использования последовательных растворных реакторов для получения продуктов изобретения состоит в том, что чрезвычайно высокомолекулярный продукт (например, с I2 0,05 г/10 мин или менее) может быть получен и введен в конечный продукт, даже если чрезвычайно высокомолекулярный продукт часто не может быть физически выделен без катастрофического обрастания реактора. Так для таких «смесей» введение очень высокомолекулярного компонента, дискретной или физической смеси часто является даже невозможным, так как первый компонент не может быть выделен.
Изготовление многослойных пленок
Вышеуказанные многослойные пленки могут быть получены любым подходящим способом. Для литьевых растягивающихся пленок особенно предпочтительным способом является использование высокопроизводительной высокоскоростной литьевой экструзионной линии, использующей множественные экструдеры. Условия переработки будут, конечно, зависеть от используемых материалов, перерабатывающего оборудования и желаемых пленки и свойств.
Многослойные пленки по настоящему изобретению могут быть также получены с использованием традиционной простой технологии экструзии с раздувом пленки (рукава) или литьевой экструзии, а также при использовании более сложной технологии, такой как способ «растяжения на раме» или способ «двойного рукава», или способ «захваченного рукава».
Термины «растянутая» и «ориентированная» используются в технике и здесь взаимозаменяемо, хотя ориентация является фактически следствием того, что пленка растягивается, например, внутренним давлением воздуха, нагнетаемым в трубу, или при натяжении краев пленки на растягивающую раму.
Простые способы экструзии с раздувом пленки (рукава) описаны, например, в The Encyclopedia of Chemical Technology, Kirk-Othmer, Third Edition, John Wiley & Sons, New York, 1981, Vol. 16, pp. 416-417 and Vol. 18, pp. 191-192, содержание которой приводится здесь в качестве ссылки. Способы получения двухосно ориентированной пленки, такие как способ «двойного рукава», описаны в патенте США № 3456044 (Pahlke), а другие подходящие способы получения двухосно растянутой или ориентированной пленки описаны в патенте США № 4865902 (Golike et al.), патенте США № 4352849 (Mueller), патенте США № 4820557 (Warren), патенте США № 4927708 (Herran et al.), патенте США № 4963419 (Lustig et al.) и патенте США № 4952451 (Mueller), содержание каждого из которых приводится здесь в качестве ссылки. Пленочные структуры могут быть также получены, как описано в технологии получения пленки растяжением на раме, такой как используется для ориентированного полипропилена.
Другая технология получения многослойной пленки для упаковки пищи описана в Packaging Foods With Plastics by Wilmer A. Jenkins and James P. Harrington (1991), pp. 19-27 и в “Coextrusion Basics” by Thomas I. Butler, Film Extrusion Manual: Process, Materials, Properties, pp. 31-80 (опубликованной TAPPI Press (1992)), содержание которых приводится здесь в качестве ссылки.
Как рассмотрено в патенте США № 3456044 (Pahlke) и в сравнении с простым способом экструзии с раздувом, способы получения пленки «двойного рукава» или «захваченного рукава» могут значительно увеличить ориентацию пленки как в продольном, так и в поперечном направлении. Увеличенная ориентация дает более высокие значения свободной усадки, когда пленка затем нагревается. Также в патенте США № 3456044 (Pahlke) и в патенте США № 4963419 (Lustig et al.), приведенным здесь в качестве ссылки, рассматривается, что пленочные материалы из полиэтилена низкой плотности и полиэтилена ультранизкой плотности, соответственно, показывают плохие свойства усадки в продольном и поперечном направлении при получении пленки простым способом экструзии с раздувом (рукава), например, около 3% свободной усадки в обоих направлениях. Однако, в противоположность известным пленочным материалам и, в частности, в противоположность пленочным материалам, рассмотренным в патентах США №№ 5059481, 4976898 и 4863769 (Lustig et al.), а также в противоположность пленочным материалам, рассмотренным в патенте США № 5032463 (Smith), содержание которых приводится здесь в качестве ссылки, пленочные композиции по настоящему изобретению могут показать улучшенные характеристики усадки как в продольном, так и в поперечном направлении пленки, полученной простой экструзией с раздувом (рукава). Кроме того, когда уникальные интерполимеры могут быть получены простым способом экструзии с раздувом (рукава) при высоких степенях раздува, т.е. более или равно 2,5:1, или, более предпочтительно, способом «двойного рукава», как рассмотрено в патенте США № 3456044 (Pahlke) и в патенте США № 4976898 (Lustig et al.), можно достигнуть хороших характеристик усадки в продольном и в поперечном направлениях, получая готовые пленки, подходящие для целей упаковки обертыванием с усадкой. Степень раздува, обозначенная здесь аббревиатурой “BUR”, рассчитывается по уравнению:
BUR = (диаметр рукава) / (диаметр экструзионной головки)
Многослойные пленки могут быть ламинированы на другой слой (слои) на второй операции такой, как описано в Packaging Foods With Plastics by Wilmer A. Jenkins and James P. Harrington (1991), или как описано в “Coextrusion For Barrier Packaging” W.J.Schrenk and C.R.Finch, Society of Plastics Engineers RETEC Proceedings, Jun. 15-17 (1981), pp. 211-219, содержание которых приводится здесь в качестве ссылки. Если слой однослойной пленки получают через трубчатую пленку (т.е. технологией экструзии с раздувом) или посредством щелевой экструзионной головки (т.е. литьевая пленка), как описано в K.R.Osborn and W.A.Jenkins, “Plastic Films, Technology and Packaging Applications” (Technomic Publishing Co., Inc. (1992)), содержание которой приводится здесь в качестве ссылки, тогда пленка должна пройти дополнительную постэкструзионную стадию адгезионного или экструзионного ламинирования с другими слоями упаковочных материалов с формованием многослойной пленки. Если пленку получают соэкструдированием двух или более слоев (также описанным Osborn и Jenkins), пленка еще может быть ламинирована с дополнительными слоями упаковочных материалов в зависимости от других физических требований к готовой пленке. В работе “Laminations Vs. Coextrusion” by D.Dumbleton (Converting Magazin (September 1992)), содержание которой приводится здесь в качестве ссылки, также рассматривается ламинирование с помощью экструзии. Многослойные пленки по настоящему изобретению могут также быть обработаны другой постэкструзионной технологией, такой как способ двухосной ориентации.
Нанесение покрытия экструзией представляет собой еще одну технологию получения многослойных пленок. Подобно получению литьевой пленки, нанесение покрытия экструзией представляет собой технологию с щелевой экструзионной головкой. Герметик может быть нанесен экструзией на подложку либо в форме монослоя, который подвергается дополнительной переработке, либо в форме соэкструдированного экструдата.
Многослойные пленки, описанные выше, могут включать в себя дополнительные слои, которые включают в себя (но не ограничиваясь этим) барьерные слои и/или соединительные слои, и/или конструкционные слои. Различные материалы могут использоваться для указанных слоев, причем некоторые из них используются как более чем один слой в одной и той же пленочной структуре. Некоторые из указанных материалов включают в себя: фольгу, полиамид, сополимеры этилен/виниловый спирт (EVOH), поливинилиденхлорид ((ПВДХ) (PVDC)), полиэтилентерефталат ((ПЭТФ) (РЕТ)), ориентированный полипропилен ((ОПП)(ОРР)), сополимеры этилен/винилацетат ((СЭВА)(EVA)), сополимеры этилен/акриловая кислота ((ЭАК)(ЕАА)), сополимеры этилен/метакриловая кислота ((ЭМАК) (ЕМАА)), ПЭУНП, ПЭОНП, ЛПЭНП, ПЭВП, ПЭНП, найлон, привитые клеевые полимеры (например, полиэтилен с прививкой малеинового ангидрида) и бумагу.
Многослойные пленочные структуры могут быть выполнены кислородопроницаемыми либо при использовании блок-интерполи-меров этилен/α-олефин в отдельности в пленке, либо в комбинации с другими кислородопроницаемыми слоями пленки, такими как, например, этилен/винилацетат (СЭВА) и/или этилен/акриловая кислота (ЭАК). Особенно интересными являются пленочные структуры, например, блок-интерполимер этилен/α-олефин / ЭАК/ мультиблочный интерполимер этилен/α-олефин и ЛПЭНП/ мультиблочный интерполимер этилен/α-олефин/ЛПЭНП, которые могут заменить ПВХ и хорошо подходят для растягивающейся обертки различной свежей пищи, например, розничных кусков красного мяса, рыбы, домашней птицы, овощей, фруктов, сыров и других пищевых продуктов, предназначенных для розничного показа, и которые помогают от доступа окружающего кислорода или наиболее подходяще дышат. Указанные пленки, предпочтительно, получают как неусаживающиеся пленки (например, без двухосной ориентации, вводимой переработкой двойного рукава) с хорошими характеристиками кислородопроницаемости, растяжимости, упругого восстановления и термосвариваемости, которые могут быть выполнены доступными для оптовых торговцев и розничных торговцев в любой подходящей форме, например, загружаемых рулонов, а также использоваться на традиционном упаковочном оборудовании.
В другом аспекте многослойные пленочные структуры могут содержать кислородобарьерную пленку (например, пленку торговой марки SARAN, выполненную из поливинилиденхлоридного полимера, поставляемого фирмой The Dow Chemical Company, или смолы торговой марки EVAL, которые представляют собой сополимеры этилен/виниловый спирт, поставляемые фирмой Eval Company of America, филиал Kuraray of America, Inc., полностью субсидируемый Kuraray Ltd. Кислородобарьерные свойства являются важными в пленочных применениях, таких как упаковка первоначальных кусков мяса (т.е. крупных кусков мяса, которые транспортируются в специальные хранилища для дополнительной разрезки для специального потребления потребителями). Как описано в патенте США № 4886690 (Davis et al.), кислородобарьерный слой может быть сконструирован как «отслаивающийся», чтобы обеспечить удаление сразу, как упакованный первоначальный кусок достигнет мясника/торговца; отслаивающаяся структура или конструкция является особенно используемой для «готовых» вакуумных оболочечных упаковок отдельных порций и исключает необходимость повторной кислородопроницаемой упаковки для показа ярко-красного цвета.
Многослойные пленки по настоящему изобретению также могут быть предварительно формованы любым известным способом, таким как, например, экструзионное термоформование, по отношению к форме и контурам упаковываемого продукта. Выигрыш от использования предварительно формованных пленочных структур позволяет дополнить или избежать заданной конкретной операции упаковки, такой как увеличенная вытягиваемость, сниженная толщина пленки для данного требования вытяжки, сниженное время нагрева и цикла и т.д.
Как показано последующими примерами, многослойные пленки по настоящему изобретению часто показывают хорошие свойства или комбинацию свойств, таких как средняя липкость, усилие липкости при растяжении на 250%, сопротивление раздиру по Элмендорфу, сопротивление пробою падающим пробойником, сопротивление прокалыванию, прочностные свойства в продольном направлении, удлинение при разрыве, усилие удерживания, растяжение и раздир по Элмендорфу. Кроме того, пленки могут иметь, например, меньший уровень шума при размотке.
Примеры настоящего изобретения
Пример 1
Пятислойная литьевая растягивающаяся пленка
Пятислойную литьевую пленку, имеющую общую толщину 23 мкм, получают с использованием четырехэкструдерной линии (два экструдера с диаметром шнека 120 мм, один экструдер с диаметром шнека 160 мм и один экструдер с диаметром шнека 90 мм) с использованием температуры расплава 250°C, ширины фильеры 4 м, зазора фильеры 0,7 мм, скорости линии 560 м/мин и производительности 3,4 тн/ч. Пятислойная пленка имеет конфигурацию A/B/C/B/D, в которой слой А составляет 10% общей толщины, и слой D составляет 15% общей толщины, и каждый из двух слоев В и один слой С составляет 25% общей толщины. Слой А содержит 100% мас. линейного очень низкой плотности сополимера этилен - октен, имеющего плотность 0,904 г/см3 и скорость течения расплава 4,0 г/10 мин. Два слоя В содержат 100% мас. линейного очень низкой плотности сополимера этилен - октен, имеющего плотность 0,918 г/см3 и скорость течения расплава 3,4 г/10 мин. Слой С содержит 100% мас. растворного сополимера полипропилен - этилен, имеющего плотность 0,8585 г/см3 и скорость течения расплава 8,0 г/10 мин. Слой D содержит 100% мас. линейного средней плотности сополимера этилен - октен, имеющего плотность 0,935 г/см3 и скорость течения расплава 2,5 г/10 мин.
Сравнительный пример 1
Пятислойная литьевая растягивающаяся пленка
Пятислойную литьевую пленку получают в соответствии с методикой примера 1, приведенного выше, за исключением того, что слой С содержит 100% мас. линейного сополимера низкой плотности этилен - октен, имеющего плотность 0,918 г/см3 и скорость течения расплава 3,4 г/10 мин, вместо растворного сополимера полипропилен - этилен, имеющего плотность 0,8585 г/см3 и скорость течения расплава 8,0 г/10 мин. Таким образом, пленка имеет конфигурацию A/С/В/B/D, в которой слой А составляет 10% общей толщины, и слой D составляет 15% общей толщины, и каждый из трех слоев В составляет 35% общей толщины.
Испытание пленки примера 1 и сравнительного примера 1
Пленки примера 1 и сравнительного примера 1 испытывают на среднюю липкость, усилие липкости при растяжении на 250%, сопротивление раздиру по Элмендорфу, сопротивление пробою падающим пробойником, сопротивление прокалыванию, прочностные свойства в продольном направлении, удлинение при разрыве и усилие удерживания с использованием методов испытаний, описанных выше. Результаты, представленные на фигурах 1-8, показывают, что пленка примера 1, содержащая сополимер полипропилен-этилен во внутреннем слое, имеет удивительное и неожиданное улучшение ряда свойств.
Пример 2
32-слойная литьевая растягивающаяся пленка
32-слойную литьевую пленку, имеющую общую толщину 23 мкм, получают с использованием четырехэкструдерной линии (три экструдера с диаметром шнека 33 мм и один экструдер с диаметром шнека 25 мм) с использованием температуры расплава 205°C, ширины фильеры 30 см, зазора фильеры 0,8 мм, скорости линии 18 м/мин и производительности 6 кг/ч. Конфигурацию 32-слойной конечной литьевой пленки получают путем получения сначала структуры А/В/С/В, которую затем удваивают и затем увеличивают в 4 раза с получением 32-слойной литьевой пленки. Используемые множительная технология и оборудование могут быть найдены, например, в патентах США №№ 5094793, 5628950, 5202074, 5380479 и 5540878. Слой А получают с использованием экструдера с диаметром шнека 25 мм, и слои В, С и В получают с использованием экструдера с диаметром шнека 33 мм. Каждый слой в 32-слойной литьевой пленке содержит 100% мас. линейного сополимера низкой плотности этилен - октен, имеющего плотность 0,92 г/см3 и скорость течения расплава 4,0 г/10 мин (190°C/2,16 кг, ASTM D1238), и отношение скоростей течения расплава (I10/I2) 7,7, поставляемого в настоящее время под торговой маркой Dowlex фирмой The Dow Chemical Company.
Сравнительный пример 2
Трехслойная литьевая растягивающаяся пленка
Трехслойную литьевую пленку, имеющую общую толщину 23 мкм, получают с использованием трехэкструдерной линии (два экструдера с диаметром шнека 33 мм и один экструдер с диаметром шнека 25 мм) с использованием температуры расплава 205°C, ширины фильеры 30 см, зазора фильеры 0,8 мм, скорости линии 18 м/мин и производительности 6 кг/ч. Трехслойная пленка имеет конфигурацию A/B/C. Слой А получают с использованием экструдера с диаметром шнека 25 мм, а слои В и С получают с использованием экструдера с диаметром шнека 33 мм. Каждый слой в трехслойной литьевой пленке содержит 100% мас. такого линейного сополимера низкой плотности этилен-октен, как в примере 2.
Пример 3
32-слойная литьевая растягивающаяся пленка
Повторяют пример 2, за исключением того, что улучшенный линейный сополимер низкой плотности этилен-октен, имеющий плотность 0,916 г/см3, индекс расплава 4,0 г/10 мин и отношение скоростей течения расплава (I10/I2) 6,9, поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой Elite 5230, используют вместо линейного сополимера низкой плотности этилен-октен, используемого в примере 2.
Сравнительный пример 3
Трехслойная литьевая растягивающаяся пленка
Повторяют сравнительный пример 2, за исключением того, что улучшенный линейный сополимер низкой плотности этилен-октен, используемый в примере 3 (торговая марка Elite 5230), используют вместо материала торговой марки Dowlex 2606, используемого в сравнительном примере 2.
Испытание пленок примеров 2-3 и сравнительных примеров 2-3
Пленки примеров 2-3 и сравнительных примеров 2-3 испытывают на растяжение, сопротивление раздиру по Элмендорфу в поперечном направлении и сопротивление раздиру по Элмендорфу в продольном направлении с использованием методов испытаний, описанных выше, соответственно. Результаты, представленные на фигурах 9-10, показывают, что, даже хотя сравнительные пленки сравнительных примеров 2-3 одинаковой толщины и из одинаковых полимеров, как в примерах 2-3, многослойные пленки изобретения имеют удивительное и неожиданное улучшение свойств.
Пример 4
Трехслойная пленка, получаемая экструзией с раздувом
Получают ряд трехслойных пленок (примеры 4 A-I и сравнительный пример 4), которые содержат липкий слой (А), сердцевинный слой (В) и высвобождающийся слой (С). Пленки имеют общую толщину 25 мкм. Липкий слой (А) и высвобождающийся слой (С) - каждый составляет 15% общей толщины пленки, тогда как сердцевинный слой составляет 70% общей толщины пленки.
Пленки получают на линии экструзии с раздувом, оборудованной экструдерами и экструзионной головкой для получения пленки экструзией с раздувом. Параметры линии являются следующими: степень раздува (BUR) 2,5, скорость валков 38,9 м/мин, зазор фильеры 2,5 мм, скорость вращения шнеков экструдеров A/B/C 33,6/53,7/21, общая производительность 85 кг/ч и температура зажимного валка приблизительно 40°C.
Композиция слоев А и С для различных пленок, получаемых экструзией с раздувом, варьируется, как показано в таблице ниже. Во всех примерах, приведенных ниже, композиция сердцевинного слоя (В) представляет собой ЛПЭНП, имеющий плотность 0,918 г/см3 и индекс расплава 0,85 г/10 мин (190°C/2,16 кг), поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой Dowlex 2645.
Все процентные содержания, указанные выше, относятся к общей массе композиции слоя.
Полимер А представляет собой этилен-октеновый полимер, имеющий плотность 0,870 г/см3 и индекс расплава 1,0 г/10 мин (190°C/2,16 кг) и отношение скоростей течения расплава I10/I2 7,8 (ASTM 1238), поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой AFFINITY 8100.
Полимер B представляет собой блок-интерполимер этилен-октен, имеющий плотность 0,866 г/см3 и индекс расплава 1,0 г/10 мин (190°C/2,16 кг) (ASTM 1238).
Полимер С представляет собой ЛПЭНП, имеющий плотность 0,918 г/см3 и индекс расплава 0,85 г/10 мин (190°C/2,16 кг), поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой Dowlex 2645.
Полимер D представляет собой ПЭНП, имеющий плотность 0,923 г/см3 и индекс расплава 0,75 г/10 мин (190°C/2,16 кг), поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой LDPE 250.
Полимер Е представляет собой ПБПЭ, имеющий плотность 0,888 г/см3 и индекс расплава 2 г/10 мин (190°C/2,16 кг), поставляемый в настоящее время фирмой The Dow Chemical Company под торговой маркой VERSIFY 2000.
ПИБ представляет собой полиизобутилен с молекулярной массой 2000-4000 г/моль, поставляемый фирмой Polytech.
И-ПП представляет собой ПП-содержащую маточную смесь торговой марки Irgasurf CGXF-410, поставляемую фирмой Ciba-Geigy.
Испытание пленок по примерам 4A-4I и сравнительному примеру 4
Пленки по примерам 4A-4I и сравнительному примеру 4 испытывают на липкость и шум с использованием Dow-метода, Highlight-тестера, описанных выше, где пленки предварительно растягивают на 200%. Результаты показаны в таблице ниже. Результаты показывают, что многослойные пленки по изобретению по примерам 4A-4I имеют удивительное и неожиданное улучшение свойств по сравнению с традиционными пленками, содержащими полиизобутилен.
Пример 5
32-слойная литьевая растягивающаяся пленка
32-слойную литьевую пленку, имеющую общую толщину 23 мкм, получают аналогичным образом, как в примере 2, приведенном выше, за исключением того, что каждый слой в 32-слойной литьевой пленке содержит 100% мас. линейного сополимера низкой плотности этилен-октен, имеющего плотность 0,92 г/см3, индекс расплава 3,7 г/10 мин (190°C/2,16 кг, ASTM D1238) и отношение скоростей течения расплава (I10/I2) 7,5, поставляемого в настоящее время фирмой The Dow Chemical Company под торговой маркой Dowlex SC 2111G.
Сравнительный пример 5
Трехслойная литьевая растягивающаяся пленка
Повторяют сравнительный пример 2, за исключением того, что линейный сополимер низкой плотности этилен-октен, используемый в примере 5 (торговая марка Dowlex SC 2111G), используют вместо материала торговой марки Dowlex 2606, используемого в сравнительном примере 2.
Технологические параметры и результаты для примера 5 и сравнительного примера 5 показаны в таблице ниже.
по примеру 5
Пример 6
32-слойная литьевая растягивающаяся пленка
32-слойную литьевую пленку, имеющую общую толщину 23 мкм, получают аналогичным образом, как в примере 2, приведенном выше, за исключением того, что каждый слой в 32-слойной литьевой пленке содержит 100% мас. линейного сополимера низкой плотности этилен-октен, имеющего плотность 0,918 г/см3, индекс расплава 2,3 г/10 мин (190°C/2,16 кг, ASTM D1238) и отношение скоростей течения расплава (I10/I2) 7,7, поставляемого в настоящее время фирмой The Dow Chemical Company под торговой маркой Dowlex 2607G.
Сравнительный пример 6
Трехслойная литьевая растягивающаяся пленка
Повторяют сравнительный пример 2, за исключением того, что линейный сополимер низкой плотности этилен-октен, используемый в примере 6 (торговая марка Dowlex 2607G), используют вместо материала торговой марки Dowlex 2606, используемого в сравнительном примере 2.
Технологические параметры и результаты для примера 6 и сравнительного примера 6 показаны в таблице ниже.
Пример 7
32-слойная литьевая растягивающаяся пленка
32-слойную литьевую пленку, имеющую общую толщину 23 мкм, получают аналогичным образом, как в примере 2, приведенном выше, за исключением того, что каждый слой в 32-слойной литьевой пленке содержит 100% мас. линейного сополимера низкой плотности этилен-октен, имеющего плотность 0,918 г/см3, индекс расплава 2,3 г/10 мин (190°C/2,16 кг, ASTM D1238) и отношение скоростей течения расплава (I10/I2) 7,5, поставляемого в настоящее время фирмой The Dow Chemical Company под торговой маркой Dowlex 2107G.
Сравнительный пример 7
Трехслойная литьевая растягивающаяся пленка
Повторяют сравнительный пример 2, за исключением того, что линейный сополимер низкой плотности этилен-октен, используемый в примере 7 (торговая марка Dowlex 2107G), используют вместо материала торговой марки Dowlex 2606, используемого в сравнительном примере 2.
Технологические параметры и результаты для примера 7 и сравнительного примера 7 показаны в таблице ниже.
Примеры 5-7 показывают, что одно или более следующих свойств могут быть улучшены при использовании 32-слойной структуры по сравнению с 3-слойной структурой по существу одинаковой толщины: сопротивление раздиру, удлинение и/или сопротивление прокалыванию с по существу эквивалентным сопротивлением пробою падающим пробойником.
Пример 7
32-слойная литьевая растягивающаяся пленка
32-слойная пленка, имеющая общую толщину 23 мкм, может быть получена аналогичным образом, как в примере 2, приведенном выше, за исключением того, что каждый слой в 32-слойной литьевой пленке может содержать 100% мас. интерполимера полипропилен-этилен, такого, как поставляемые в настоящее время фирмой The Dow Chemical Company под торговой маркой Versify, как описано выше, вместо линейного низкой плотности сополимера этилен-октен. Такая 32-слойная пленка, вероятно, будет показывать улучшенные свойства, такие как сопротивление раздиру, удлинение и/или сопротивление прокалыванию по сравнению с 3-слойной структурой по существу одинаковой толщины с одинаковыми или подобными полимерными смесями.
Хотя настоящее изобретение было описано по отношению к ограниченному числу вариантов, специальные характеристики одного варианта не должны приписываться другим вариантам изобретения. Ни один единственный вариант не представляет все аспекты изобретения. В некоторых вариантах композиции или способы могут включать многочисленные соединения или стадии, не указанные здесь. В других вариантах композиции или способы не включают или являются по существу не содержащими любые соединения или стадии, не перечисленные здесь. Существуют вариации и модификации описанных вариантов. Наконец, любое число, рассмотренное здесь, должно истолковываться как означающее приблизительное, независимо от того, используется ли слово «примерно» или «приблизительно» в описании числа. Прилагаемые варианты и формула изобретения предназначены охватывать все такие модификации и вариации как подпадающие под объем изобретения.
Варианты
1. Многослойная пленка, имеющая общую толщину от примерно 10 до примерно 50 мкм, где указанная пленка содержит, по меньшей мере, пять слоев, и в которой, по меньшей мере, один внутренний слой содержит интерполимер полипропилен-этилен.
2. Многослойная пленка по п.1, в которой указанный внутренний слой, содержащий интерполимер полипропилен-этилен, составляет от примерно 10 до 50% общей толщины пленки.
3. Многослойная пленка по любому из п.п.1-2, в которой плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от примерно 0,80 г/см3 до 0,90 г/см3.
4. Многослойная пленка по любому из п.п.1-3, в которой плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от примерно 0,84 г/см3 до примерно 0,89 г/см3.
5. Многослойная пленка по любому из п.п.1-4, в которой температура стеклования по методу ДСК интерполимера полипропилен-этилен является ниже примерно -20°C.
6. Многослойная пленка по любому из п.п.1-5, в которой общая кристалличность интерполимера полипропилен-этилен составляет менее примерно 20%.
7. Многослойная пленка по любому из п.п.1-6, в которой скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C / 2,16 кг) составляет от примерно 1 до примерно 30.
8. Многослойная пленка по любому из п.п.1-7, в которой скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C / 2,16 кг) составляет от примерно 5 до примерно 10.
9. Многослойная пленка по любому из п.п.1-8, в которой интерполимер полипропилен-этилен характеризуется скоростью течения расплава согласно ASTM D1238 (230°C/2,16 кг) от примерно 5 до примерно 10, плотностью согласно ASTM D-792 от примерно 0,84 г/см3 до примерно 0,87 г/см3, температурой стеклования интерполимера полипропилен-этилен по методу ДСК ниже примерно -20°C и общей кристалличностью менее примерно 20%.
10. Многослойная пленка по любому из п.п.1-9, где указанная пленка состоит из пяти слоев.
11. Многослойная пленка по любому из п.п.1-10, где пленка представляет собой литьевую растягивающуюся пленку.
12. Многослойная пленка по любому из п.п.1-11, в которой, по меньшей мере, один внутренний слой, содержащий интерполимер полипропилен-этилен, является самым внутренним слоем.
13. Многослойная пленка по любому из п.п.1-12, в которой, по меньшей мере, один внутренний слой дополнительно содержит второй полимер.
14. Многослойная пленка по любому из п.п.1-13, в которой, по меньшей мере, один внутренний слой дополнительно содержит второй полимер, выбранный из группы, состоящей из полиолефинов, полистирола, сложных полиэфиров, поликарбонатов, полиамидов и их комбинаций.
15. Многослойная пленка по любому из п.п.1-14, в которой, по меньшей мере, один внутренний слой дополнительно содержит второй полимер, выбранный из группы, состоящей из полиэтилена, полипропилена, полибутадиена и их комбинаций.
16. Многослойная пленка по любому из п.п.1-15, в которой, по меньшей мере, один внутренний слой дополнительно содержит второй полимер, выбранный из группы, состоящей из линейного полиэтилена очень низкой плотности, линейного полиэтилена низкой плотности, линейного полиэтилена средней плотности и их комбинаций.
17. Многослойная пленка по любому из п.п.1-16, в которой общая толщина пленки составляет от примерно 20 до примерно 30 мкм.
18. Многослойная пленка по любому из п.п.1-17, в которой, по меньшей мере, один из наружных слоев указанной пленки содержит полимер, выбранный из группы, состоящей из линейного полиэтилена очень низкой плотности, линейного полиэтилена низкой плотности, линейного полиэтилена средней плотности и интерполимера полипропилен-этилен.
19. Многослойная пленка по любому из п.п.1-18, в которой оба наружных слоя указанной пленки содержат полимер, выбранный из группы, состоящей из линейного полиэтилена очень низкой плотности, линейного полиэтилена низкой плотности, линейного полиэтилена средней плотности и интерполимера полипропилен-этилен.
20. Многослойная пленка по любому из п.п.1-19, в которой каждый наружный слой указанной пленки составляет от примерно 10 до 20% общей толщины пленки.
21. Многослойная пленка по любому из п.п.1-20, в которой каждый внутренний слой указанной пленки составляет от примерно 20 до 30% общей толщины пленки.
22. Многослойная пленка по любому из п.п.1-21, в которой средняя липкость пленки согласно ASTM D5458 составляет более примерно 80 г.
23. Многослойная пленка по любому из п.п.1-22, в которой сопротивление пробою падающим пробойником согласно ISO 7765-1 составляет более примерно 150 г.
24. Многослойная пленка по любому из п.п.1-23, в которой удлинение при разрыве согласно ISO 527-3/2000 составляет более примерно 440%.
25. Многослойная пленка по любому из п.п.1-24, в которой максимальное удлинение согласно ISO 527-3/2000 составляет более примерно 440%.
26. Многослойная пленка по любому из п.п.1-25, в которой сопротивление прокалыванию при 250% согласно ASTM D-5748 составляет более примерно 0,4 кг.
27. Многослойная пленка, содержащая линейный полиэтилен низкой плотности, где указанная пленка имеет общую толщину от примерно 10 до примерно 50 мкм, и где указанная пленка содержит от примерно 6 до примерно 2000 слоев.
28. Многослойная пленка по любому из п.п.1-27, где указанная пленка имеет общую толщину от примерно 17 до примерно 30 мкм.
29. Многослойная пленка по любому из п.п.1-28, где многослойная пленка содержит от примерно 10 до примерно 100 слоев.
30. Многослойная пленка по любому из п.п.1-29, в которой каждый слой содержит один и тот же линейный полиэтилен низкой плотности.
31. Многослойная пленка по любому из п.п.1-30, дополнительно содержащая полимер, выбранный из группы, состоящей из полиолефинов, полистирола, сложных полиэфиров, поликарбонатов, полиамидов и их комбинаций.
32. Многослойная пленка по любому из п.п.1-31, дополнительно содержащая полимер, выбранный из группы, состоящей из полиэтилена, полипропилена, полибутадиена и их комбинаций.
33. Многослойная пленка по любому из п.п.1-32, дополнительно содержащая полимер, выбранный из группы, состоящей из линейного полиэтилена очень низкой плотности, линейного полиэтилена средней плотности, интерполимера полипропилен-этилен и их комбинаций.
34. Многослойная пленка по любому из п.п.1-33, где многослойная пленка содержит от примерно 10 до примерно 100 слоев, содержащих одинаковый полимер в каждом слое, и где указанная многослойная пленка характеризуется растяжением согласно Dow-методу, Highlight-тестер, по меньшей мере, на 20% больше, чем сравнительная трехслойная пленка, имеющая такую же общую толщину и такую же композицию в каждом слое, как указанная многослойная пленка.
35. Многослойная пленка по любому из п.п.1-34, где многослойная пленка содержит от примерно 10 до примерно 100 слоев, содержащих одинаковый полимер в каждом слое, и где указанная многослойная пленка характеризуется сопротивлением раздиру по Элмендорфу в поперечном направлении (ASTM D-1922), по меньшей мере, на 20% больше, чем сравнительная трехслойная пленка, имеющая такую же общую толщину и такой же полимер в каждом слое, как указанная многослойная пленка.
36. Многослойная пленка, содержащая липкий слой, сердцевинный слой и высвобождающийся слой, в которой указанный высвобождающийся слой содержит полимер, выбранный из группы, состоящей из полиэтилена низкой плотности, интерполимера полипропилен-этилен и их комбинаций.
37. Многослойная пленка по любому из п.п.1-36, в которой плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от примерно 0,85 г/см3 до 0,91 г/см3.
38. Многослойная пленка по любому из п.п.1-37, в которой плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от примерно 0,875 г/см3 до примерно 0,90 г/см3.
39. Многослойная пленка по любому из п.п.1-38, в которой температура стеклования по методу ДСК интерполимера полипропилен-этилен является ниже примерно -10°C.
40. Многослойная пленка по любому из п.п.1-39, в которой общая кристалличность интерполимера полипропилен-этилен составляет менее примерно 60%.
41. Многослойная пленка по любому из п.п.1-40, в которой скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C / 2,16 кг) составляет от примерно 1 до примерно 30.
42. Многослойная пленка по любому из п.п.1-41, в которой скорость течения расплава интерполимера полипропилен-этилен согласно ASTM D1238 (230°C / 2,16 кг) составляет от примерно 0,5 до примерно 5.
43. Многослойная пленка по любому из п.п.1-42, в которой указанный липкий слой содержит полиэтилен.
44. Многослойная пленка по любому из п.п.1-43, в которой указанный липкий слой содержит полиэтилен, имеющий плотность согласно ASTM D-792 от примерно 0,85 г/см3 до 0,91 г/см3, блок-интерполимер этилен/α-олефин, сополимер этилен-винилацетат и их комбинации.
45. Многослойная пленка по любому из п.п.1-44, в которой указанный сердцевинный слой содержит линейный полиэтилен низкой плотности.
46. Многослойная пленка по любому из п.п.1-45, где указанная пленка имеет общую толщину от примерно 10 до примерно 50 мкм.
47. Многослойная пленка по любому из п.п.1-46, где указанная пленка имеет общую толщину от примерно 15 до примерно 35 мкм.
48. Многослойная пленка по любому из п.п.1-47, в которой указанный липкий слой дополнительно содержит гидрофилизирующую добавку.
49. Многослойная пленка по любому из п.п.1-48, в которой указанный высвобождающийся слой дополнительно содержит гидрофилизирующую добавку.
50. Многослойная пленка по любому из п.п.1-49, где указанная пленка по существу не содержит полиизобутилен.
51. Многослойная пленка по любому из п.п.1-50, в которой указанный липкий слой составляет от примерно 10 до примерно 30% общей толщины пленки, указанный сердцевинный слой составляет от примерно 40 до примерно 80% общей толщины пленки, и указанный высвобождающийся слой составляет от примерно 10 до примерно 30% общей толщины пленки.
52. Многослойная пленка по любому из п.п.1-51, в которой средняя липкость пленки согласно ASTM D5458 составляет более примерно 240 г.
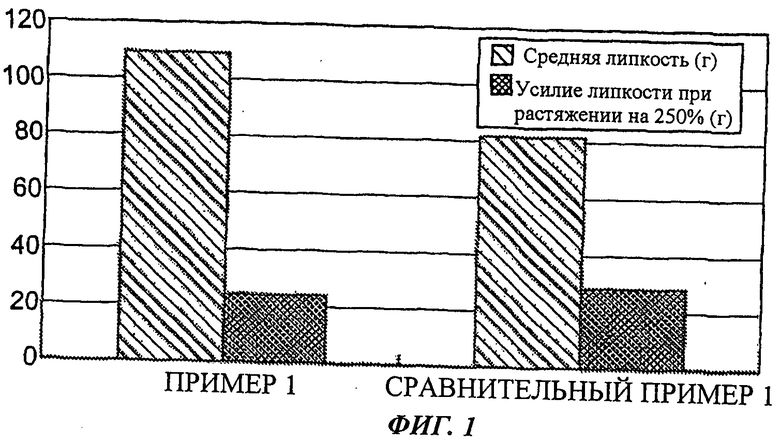

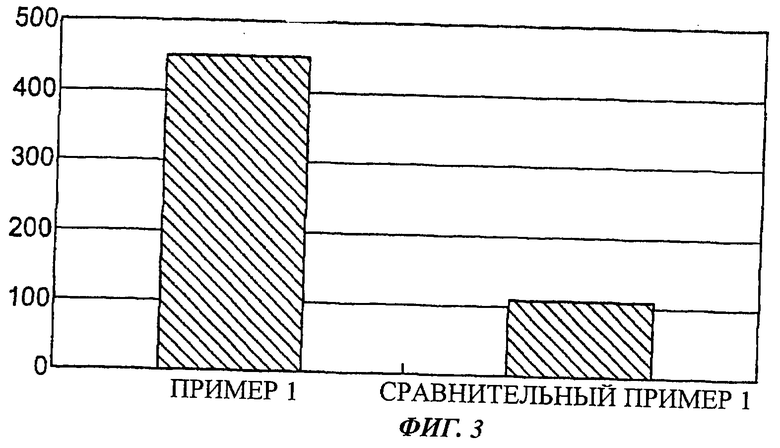
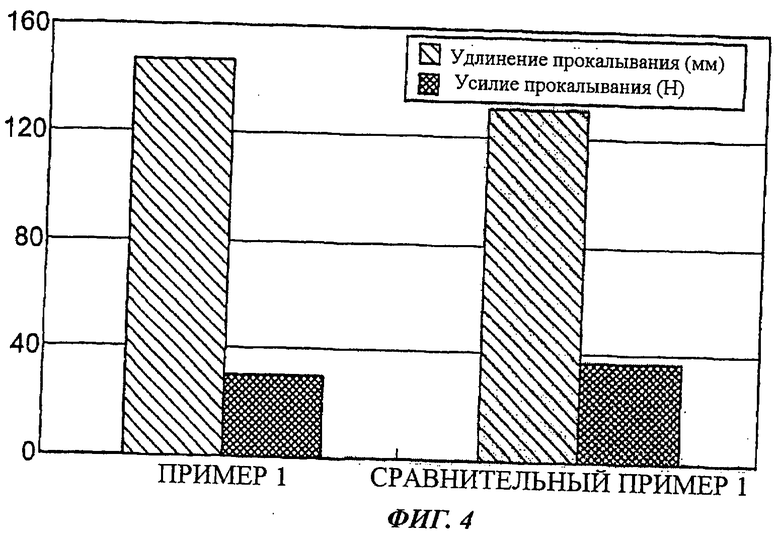
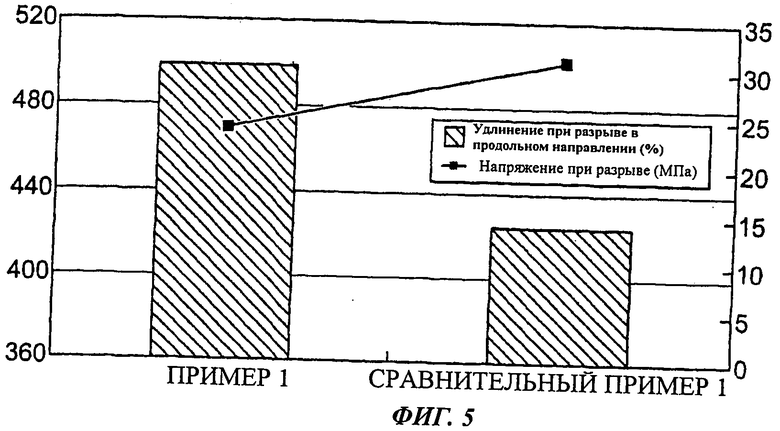
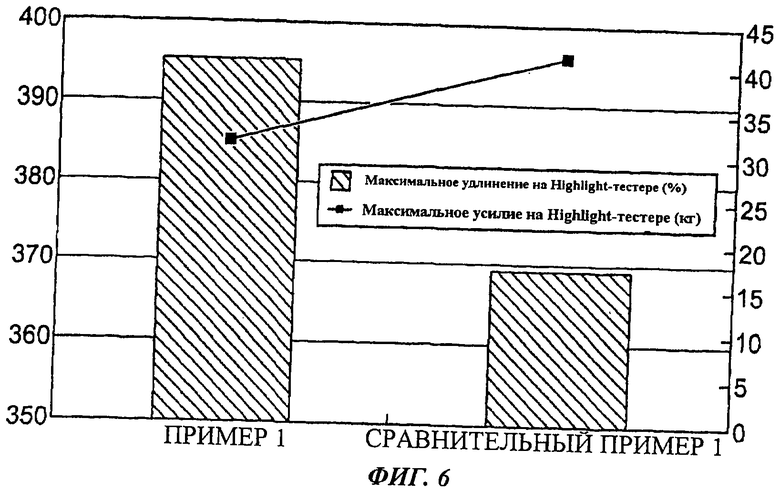
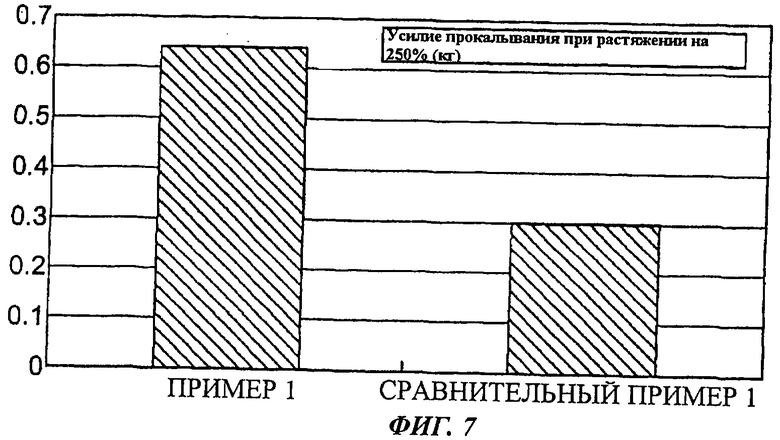
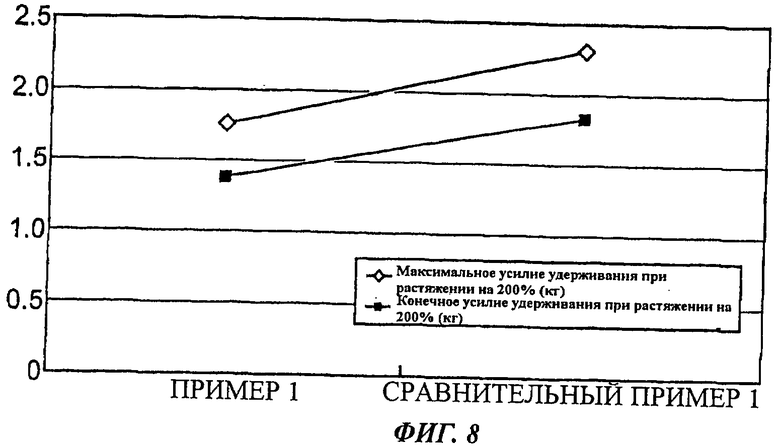
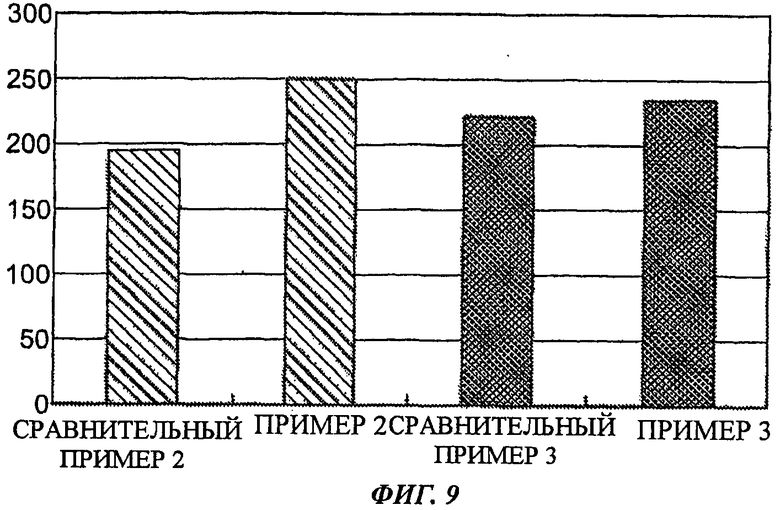
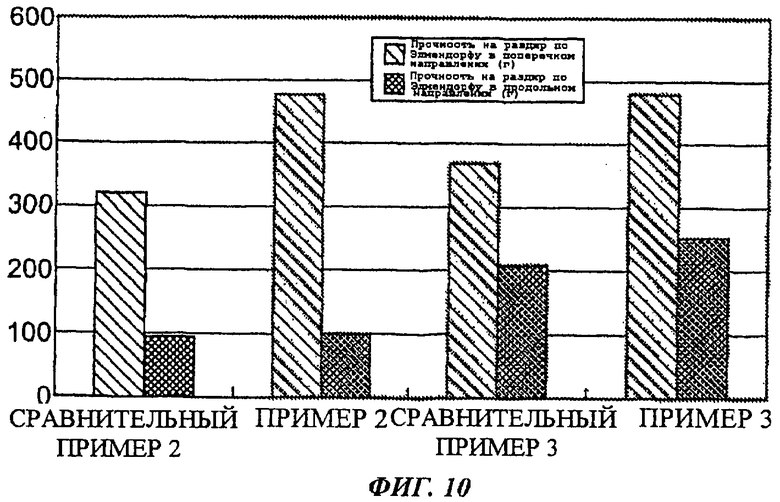

Изобретение относится к многослойным пленкам, содержащим три или более слоев, имеющим улучшенные свойства для целого ряда применений. Многослойные пленки часто имеют общую толщину от примерно 10 до примерно 50 мкм. Свойства многослойной пленки, получаемой экструзией с раздувом, могут включать в себя превосходную липкость со сниженными уровнями шума при размотке. Свойства литьевой многослойной пленки включают в себя улучшенные характеристики эластичности, ударной вязкости, сопротивления прокалыванию и сопротивления раздиру. Изобретение позволяет улучшить физико-механические свойства пленки. 10 з.п. ф-лы, 6 табл., 11 ил.
1. Многослойная пленка, содержащая термопластичный полимер, где указанная пленка имеет общую толщину от примерно 10 до менее чем примерно 50 мкм, и где указанная пленка содержит от по меньшей мере 10 до примерно 2000 слоев,
где пленка содержит 10 или более слоев, каждый включающий одинаковый линейный полиэтилен низкой плотности с одной и той же скоростью течения расплава.
2. Многослойная пленка по п.1, где указанная пленка имеет общую толщину от примерно 17 мкм до примерно 30 мкм.
3. Многослойная пленка по п.1, где линейного полиэтилена низкой плотности представляет собой сополимер этилена и октена.
4. Многослойная пленка по п.1, дополнительно включающая внутренний слой, включающий интерполимер полипропилен-этилен.
5. Многослойная пленка по п.4, в которой плотность интерполимера полипропилен-этилен согласно ASTM D-792 составляет от примерно 0,85 г/см3 до 0,91 г/см3.
6. Многослойная пленка по п.4, в которой общая кристалличность интерполимера полипропилен-этилен составляет менее примерно 20%.
7. Многослойная пленка по п.4, в которой интерполимер полипропилен-этилен характеризуется скоростью течения расплава согласно ASTM D1238 (230°C/2,16 кг) от примерно 5 г/10 мин до примерно 10 г/10 мин, плотностью согласно ASTM D-792 от примерно 0,84 г/см3 до примерно 0,87 г/см3, температурой стеклования интерполимера полипропилен-этилен по методу ДСК менее примерно -20°C и общей кристалличностью менее примерно 20%.
8. Многослойная пленка по п.1, в которой средняя липкость пленки согласно ASTM D5458 составляет более примерно 80 г.
9. Многослойная пленка по п.1, содержащая разделительный слой, включающий линейный полиэтилен низкой плотности.
10. Многослойная пленка по п.1, содержащая липкий слой, включающий полиэтилен.
11. Многослойная пленка по п.1, которая характеризуется растяжение, по меньшей мере, на 20% больше согласно Dow-методу, Highlight-тестер, чем сравнительная трехслойная пленка, имеющая одинаковую общую толщину и одинаковый линейный полиэтилен низкой плотности, что и указанная многослойная пленка.
| US 2003157350 А1, 21.08.2003 | |||
| МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ УПАКОВКИ СЫРА, УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2133702C1 |
| Разводной гаечный ключ с вставной губкой | 1927 |
|
SU5782A1 |
| US 5741566 А, 21.04.1998. | |||

