ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к полимерам этилена и необязательно способных сополимеризоваться сложных эфиров, к пленкам, изготовленным с использованием таких полимеров, и к способу растягивающейся упаковки в виде чехла с использованием таких пленок. В одном варианте применения пленки могут быть использованы для упаковки объекта или группы объектов, обычно опирающихся на поддон или другую опорную платформу для хранения или транспортировки. Изобретение относится преимущественно к случаям, в которых полимер представляет собой сополимер этилена и способного сополимеризоваться сложного эфира, и к многослойным пленкам, где внешний слой предусматривают на одной или обеих сторонах сердцевинного слоя.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Понятие "растягивающийся чехол" относится к одной форме упаковочной системы, в которой пленочный рукав используют с целью формирования чехла для обвязывания и защиты изделий. В качестве изделий можно упомянуть единственный объект, такой как изделия светлой окраски (стиральная машина или холодильник), или электронные изделия. Эти изделия могут составлять группу объектов, таких как бутылки, мешки с грунтом, цементом, удобрениями, полимерными гранулами, или бетонные блоки, кирпичи, плитки, изоляционные материалы. Такой объект или объекты часто опираются на поддон или другую опорную платформу и называются в настоящем описании штабелированным грузом, что позволяет манипулировать с ним с помощью вилочного погрузчика. Пленочный рукав удобно изготавливать экструзией пленки с раздувкой, которая может включать соэкструзию, с получением из мундштука с кольцеобразным соплом рукава. С использованием экструзии пленки с раздувкой экструдированный рукав сглаживают для последующего применения без его продольного разрезания. Получение растягивающегося чехла основывается на упругом сжатии пленочного рукава вокруг объекта или группы объектов, которые должны быть упакованы, после того как растягивающее устройство создает растягивающее условие для рукава вокруг объекта или группы объектов, которые должны быть упакованы, с формированием чехла. Этот чехол защищает, удерживает штабелированный груз в группе против рассыпания, если необходимо, и защищает штабелированный груз от повреждения и воздействия факторов окружающей среды (влага) во время транспортировки и хранения. Чехол может быть герметизирован с одного конца для защиты и укрытия штабелированного груза сверху. По другому варианту чехол может быть открыт в верхней части, когда защита менее приоритетна.
Системы растягивающейся упаковки в виде чехла могут обеспечить некоторые преимущества перед другими формами упаковки штабелированных грузов, такими как усадочный чехол, когда усадку пленочного рукава осуществляют воздействием тепла, или обертывание с растяжением, когда плоскую пленку оборачивают вокруг объекта или группы объектов, которые должны быть упакованы. В усадочном чехле пленку, состоящую из высоко ориентированного полимера (часто ПЭНП с необязательным некоторым количеством ЛПЭНП), ориентируют при плавлении во время экструзии, и она дает усадку и загустевает после усадки вокруг и на штабелированном грузе. Теплом необходимо воздействовать для усадки пленки в положении, в котором она создает удерживающее усилие, которое удерживает груз в группе против рассыпания. Осуществление такого способа сопряжено с расходом значительной энергии, и применение тепла обуславливает недостаточную безопасность. Эта пленка является относительно толстой и жесткой, и на легкость растяжения перед тепловой усадкой рассчитывать не следует. Для обертывания с растяжением экструдируют более линейный полимер (часто линейный полиэтилен низкой плотности) ЛПЭНП с необязательным некоторым количеством ПЭОНП (этиленовый сополимер более низкой плотности, чем ЛПЭНП) с достижением требуемых характеристик растяжения. Для достижения на поверхности достаточной силы сцепления необходимо добавлять придающий клейкость полимер или другие компоненты. При наматывании пленка может проявлять прочное самосцепление (называют слипанием), и при разматывании пленки с высокой скоростью она может производить чрезмерный шум. Такая пленка относительно тонка и рассчитана на легкое растяжение до значительных уровней, превышающих 200%, при обертывании ее вокруг груза. Удерживающее усилие создается силой сжатия, оказываемой растянутой пленкой. Обертывание с растяжением осуществляют с использованием плоской, нерукавной пленки, и оно может создать неполную защиту против воздействия факторов окружающей среды.
Настоящее изобретение относится к сополимерам и многослойным пленкам, которые описаны с точки зрения их полезности для применения в качестве растягивающегося чехла. Однако эти полимеры и пленки могут обладать особенностями эксплуатационных свойств, которые обеспечивают полезность в других областях применения. Соответствующее применение может найти растягивающийся рукав для нанесения этикетки на бутылку или пленки сельскохозяйственного назначения при изготовлении пленки для силоса или оранжереи, или для применения при комплектовании с усадкой.
Применение пленочного рукава для упаковки объекта или группы объектов в машине для растягивающейся упаковки в виде чехла включает стадии, описанные в качестве примера в ЕР 0461667 для случая, когда герметизируют верх растягивающегося чехла.
На первой стадии (см. фиг.1 и 2 описания ЕР 0461667) выровненный пленочный рукав не сматывают в рулон, а открывают для посадки вокруг натяжного приспособления, которое может быть выполнено в форме рамы, как показано, или в форме четырехугольных устройств, как проиллюстрировано на фиг.6. На этой стадии верх рукава перед его отрезанием может быть термосварен с созданием перевернутого мешка. Натяжное приспособление может входить в этот перевернутый мешок снизу. Пленочный материал собирают вокруг натяжного приспособления опусканием роликов на каждом углу (не показаны). Пленку захватывают зажимом между натяжным приспособлением и роликами. Опускание роликов вызывает поперечное складывание пленки и собирание на натяжном приспособлении. Пленка и ролики проявляют достаточное трение для эффективного процесса собирания и опускания. Термосваривание верхнего конца рукава требует высокой клейкости в горячем состоянии и прочности уплотнения для того, чтобы выдержать последующее растяжение. Далее собранный, поперечно сложенный рукав расширяют натяжным приспособлением в поперечном направлении пленки, выходя за внешние размеры штабелированного груза. Это требует предопределенной упругости, которая допускает растяжение и последующую реверсию растяжения при релаксации (см. фиг.3 описания ЕР 0461667). Затем расширенное натяжное приспособление с поперечно растянутым пленочным рукавом проходит вниз над штабелированным грузом, не складывая, а освобождая пленку (см. фиг.4 описания ЕР 0461667). Это требует того, чтобы пленочный рукав в своем натянутом состоянии обладал умеренным коэффициентом трения относительно натяжного приспособления, который позволял бы ему легко высвобождаться от натяжного приспособления и одновременно с этим воздействовать на пленку достаточным усилием в продольном направлении для достижения умеренной степени растяжения в продольном направлении. После высвобождения нижней кромки пленочного чехла натяжное приспособление остается в расширенном состоянии и возвращается наверх в исходные положения за чехлом, герметизированным в верхней части, теперь сжатым вокруг штабелированного груза.
Для растягивающегося чехла предложены разные структуры пленочного рукава. В WO 00/37543 описана трехслойная пленка, изготовленная с использованием смеси полученного с помощью металлоцена пластомера (с.8, строки с 10 по 16) и превалирующего количества этилен(Э)-винилацетата (ВА) с высоким содержанием ВА в сердцевинном слое и поверхностных слоев из ЭВА с низким содержанием ВА, включающего SiO2 в качестве препятствующего слипанию модификатора трения. Понятие "пластомер" используют для обозначения сополимера этилена и α-олефинов низкой плотности. ЭВА полимеры, используемые согласно WO 00/37543, получают по способу высокого давления, обычно в автоклавном реакторе так, как это изложено, например, в ЕР 0099646. Эти полимеры обычно подразделяют на два типа, называемых в WO 00/37543 с низким содержанием ВА и высоким содержанием ВА.
Применение ЭВА с высоким содержанием ВА ограничивает силу сжатия пленочного чехла. Пленке свойственно проявление мягкости, она легко растягивается, но оказывает только ограниченное воздействие для возврата в свое состояние перед растягиванием. ЭВА с высоким содержанием ВА свойственна чувствительность к окружающему теплу, и удерживающее усилие пленки может оказаться ослабленным. Эти недостатки могут быть лишь частично компенсированы добавлением пластомера. Поверхностное трение, обусловленное внешними слоями ЭВА с низким содержанием ВА, обычно обладающими более широким молекулярно-массовым распределением, можно лишь нечетко регулировать большими количествами препятствующего слипанию вещества, которое оказывает негативное влияние на прозрачность и механические свойства.
В общем и целом пленка по WO 00/37543 обуславливает слабое удерживающее усилие при сжатии после того как ее растягивают до существенной степени при упаковке в растягивающийся чехол. Для достижения достаточного удерживающего усилия может оказаться необходимым увеличение толщины пленки. После растягивания и сжатия вокруг груза чехол может обладать низким сопротивлением прокалыванию, а после прокалывания - плохим сопротивлением распространению раздира, которое может легко спровоцировать рассыпание штабелированного груза. Полное растяжение может также привести к образованию волнистости, когда разные части пленки растягиваются по-разному, обуславливая появление более толстых и более тонких участков пленки. Более того, когда на штабелированный груз воздействуют более повышенные температуры, удерживающее усилие может ослабляться. Интервал регулирования коэффициента трения в конкретной машине для растягивающейся упаковки в виде чехла или с упаковочной целью может быть чрезмерно ограниченным и/или сопряженным с затруднениями при достижении без ущерба для других целевых свойств пленки. Многим способным растягиваться эластомерным полимерам присуща липкость. Если такой полимер выбирают для поверхностного слоя растягивающейся пленки чехла, то для того чтобы иметь возможность разгладить термосваренный верх чехла и плотно уложить вокруг штабелированного груза могут понадобиться высокие концентрации препятствующего слипанию вещества. Такие концентрации препятствующего слипанию вещества могут придать пленке непрозрачность и ухудшить механические и оптические свойства.
В US 6291038 описана термоусадочная пленка из ЭВА со средним содержанием ВА, включающая от 9 до 20 мас.% ВА, а также узким молекулярно-массовым распределением и высокой степенью короткоцепочечного разветвления.
Используемое в настоящем описании понятие "короткоцепочечное разветвление" относится к алкильным ответвлениям, определяемым по методам 13С-ЯМР, и исключает ацетокси ответвления вследствие введения винилацетатного сомономера. Короткоцепочечное разветвление, как его определяют в отношении полимеров, полученных при свободнорадикальной полимеризации под высоким давлением, обусловлено главным образом механизмами цепной передачи по Рëделю (Roedel), которые приводят к образованию ответвлений этильного и бутильного типов, а также к некоторым более высоким концентрациям ответвлений. Другие короткоцепочечные ответвления обусловлены введением вдоль цепи α-олефинов, которые в общем оказывают эффект или проявляют способность к уменьшению молекулярной массы и получили название телогенов или регуляторов степени полимеризации. Применение пропиленового регулятора степени полимеризации приводит к образованию короткоцепочечных ответвлений метильного типа. Применение изобутилена также, по-видимому, приводит к образованию короткоцепочечных ответвлений метильного типа. С использованием методов ЯМР можно определить число углеродных атомов в короткоцепочечном ответвлении, а также число короткоцепочечных ответвлений соответствующих типов. В случае, когда ссылаются на 1000 атомов С в качестве основы для выражения количества КЦО или ДЦО, ссылка на 1000 атомов С во всех примерах, если не указано иное, относится ко всем углеродным атомам, включая углеродные атомы в ацетоксигруппах.
Фирма Atofina поставляет на рынок полимер ЭВА с низким содержанием ВА EVATANE (зарегистрированный товарный знак) 1005VN3, содержание ВА в котором составляет 3,5 мольного % (9,8 мас.%), а индекс расплава равен 0,33. Пленка обладает ограниченным короткоцепочечным разветвлением и коротким временем релаксации.
Соответственно, известные структуры пленок для растягивающейся упаковки в виде чехла ограничивают эксплуатационные свойства и экономические эффекты, которые могут быть достигнуты с помощью систем растягивающейся упаковки в виде чехла. Диапазон применений, в котором они могли бы успешно конкурировать с растягивающейся пленкой или усадочной чехольчатой упаковкой, может оказаться чрезмерно ограниченным.
Одним среди объектов изобретения является улучшение эксплуатационных свойств растягивающихся упаковочных пленок в виде чехла. Так, в частности, одним из объектов является достижение улучшенного баланса между способностью растягиваться и удерживающим усилием. Одним из объектов является возможность а) уменьшить массу пленки, необходимую для достижения данного удерживающего усилия при растягивающейся чехольчатой упаковке; б) улучшить регулирование трения и добиться более равномерного растяжения пленки для процесса растягивающейся упаковки в виде чехла и/или в) улучшить целостность и прозрачность упаковки, сопротивление прокалыванию и раздиру, и/или уменьшить релаксацию напряжений при повышенных температурах окружающей среды после завершения процесса растягивающейся упаковки в виде чехла.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Одним объектом изобретения является новый полимер на этиленовой основе, который можно использовать для улучшения эксплуатационных свойств растягивающейся пленки. Другим объектом изобретения является новая структура и композиция пленки, которую можно использовать для улучшения эксплуатационных свойств растягивающейся пленки. В объекте, относящемся к структуре пленки, новый этиленовый полимер можно использовать в качестве сердцевинного слоя. По другому варианту в структурном контексте пленки можно использовать сердцевинные слои даже разных составов, такие как из обычных ЭВА сополимеров. Каждый из этих объектов может вносить свою лепту в эксплуатационные свойства растягивающегося пленочного чехла; эти объекты совмещаются с превосходными эксплуатационными свойствами, достигаемыми сочетанием этих объектов.
По одному объекту предлагается полимер, включающий звенья, дериватизированные из этилена, причем упомянутый полимер характеризуется:
а) индексом расплава от 0,05 до 20 г/10 мин, как это определяют по стандарту ASTM-1238, условие Е;
б) наличием по меньшей мере 10 на 1000 атомов С короткоцепочечных ответвлений, содержащих по пять или меньше углеродных атомов, как это определяют 13С-ЯМР, и меньше 3,5 мольного % звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира;
в) плотностью от 0,90 до 0,94 г/см3, предпочтительно от 0,91 до 0,935 г/см3; преимущественно от 0,92 до 0,93 г/см3, как это определяют по стандарту ASTM В1505,и
г) временем релаксации, как изложено в настоящем описании, по меньшей мере 10 с.
Большинство из этих параметров в данной области техники известно хорошо. Время релаксации устанавливают реологическим путем, оно отражает время, необходимое для релаксации полимерных цепей после деформации в расплавленном состоянии. На него влияют такие аспекты полимерной структуры, как количество длинноцепочечных ответвлений, молекулярная масса и молекулярно-массовое распределение, и если время релаксации слишком велико, то во время растяжения в холодном состоянии полимер обычно преждевременно деформационно упрочняется. Более длительному времени релаксации способствует сбалансированная ориентация пленки в расплавленном состоянии во время экструзии пленки с раздувкой. Применение растяжения в поперечном направлении (ПпН) в дальнейшем обычно позволяет без разрыва осуществлять некоторое растяжение в продольном направлении (ПрН) с достижением, в дополнение к боковому удерживающему усилию, удерживающего усилия с верха до основания.
Предпочтительный полимер содержит по меньшей мере четыре, преимущественно пять КЦО на тысячу углеродных атомов, включающих по три или меньше углеродных атомов. В предпочтительном варианте время релаксации составляет по меньшей мере 11 и/или меньше 20, или меньше 15.
Полимер по изобретению может быть эффективно получен в процессе свободнорадикальной полимеризации, предпочтительно с применением трубчатого реактора. Дериватизированные из этилена звенья в целесообразном варианте образуют больше 85 мас.% полимера. Количество короткоцепочечных ответвлений, содержащих 5 или меньше углеродных атомов, в целесообразном варианте составляет меньше 30, предпочтительно меньше 20, на 1000 атомов С.
Способный сополимеризоваться этиленовоненасыщенный сложный эфир может отсутствовать, но в предпочтительном варианте полимер содержит от 1 до 3 мольных % звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира, и/или по меньшей мере 1 на 1000 атомов С длинноцепочечных ответвлений, содержащих по 6 или больше углеродных атомов, как это определяют 13С-ЯМР. Этиленовоненасыщенным сложным эфиром может служить этиленметакрилат и его более высокомолекулярные акрилатные аналоги, такие как этиленэтилакрилат, но в предпочтительном варианте - этиленвинилацетат. Если компонент ВА оказывается слишком высокомолекулярным сложным эфиром, то после растяжения полимер может недостаточно сжиматься для создания целевого удерживающего усилия. В целесообразном варианте полимер также характеризуется бимодальным молекулярно-массовым распределением, как это определяют по ДПП в ГПХ, и/или временем релаксации меньше 20 с. Бимодальность может проявляться в виде плеча на графике, демонстрирующем молекулярно-массовое распределение.
Хотя полимер может характеризоваться индексом расплава меньше 20 г/10 мин, предпочтительно меньше 15, а преимущественно меньше 10 г/10 мин, в предпочтительном варианте для экструзии пленки с раздувкой полимер характеризуется индексом расплава от 0,1 до 4 г/10 мин, предпочтительно меньше 2 г/10 мин, а преимущественно меньше 1 г/10 мин.
Согласно другому объекту изобретения полимер описывают с точки зрения особенностей способа, используемых при его получении, которые обуславливают его уникальные свойства. В этом предпочтительном аспекте объектом изобретения является полимер, включающий звенья, дериватизированные из этилена, который может быть получен свободнорадикальной полимеризацией с использованием регулятора степени полимеризации, предпочтительно пропилена, который внедряется в полимерную цепь как регулятор степени полимеризации с образованием полимера, характеризующегося индексом расплава от 0,05 до 20 г/10 мин, как это определяют по стандарту ASTM-D 1238, условие Е, а также наличием по меньшей мере 10 на 1000 атомов С короткоцепочечных ответвлений, содержащих по пять или меньше углеродных атомов, как это определяют 13С-ЯМР, и меньше 3,5 мольного % звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира.
Свободнорадикальную полимеризацию можно проводить в автоклаве с мешалкой, но в предпочтительном варианте ее проводят в трубчатом реакторе в обстоятельствах, способствующих образованию ДЦО в последующей части потока трубчатого реактора, и в предпочтительном варианте продукт обладает плотностью от 0,90 до 0,94 г/см3, более предпочтительно от 0,91 до 0,935 г/см3, преимущественно от 0,92 до 0,93 г/см3, как это определяют по стандарту ASTM D1505, и/или в предпочтительном варианте характеризуется временем релаксации, как оно представлено в настоящем описании, по меньшей мере 10 с. Образованию ДЦО может способствовать пониженная концентрация регулятора степени полимеризации и/или повышенная температура в последующей в технологической линии части трубчатого реактора. Особенности полимера по изобретению, которые обсуждались выше с точки зрения плотности, времени релаксации, содержания этиленовых звеньев, концентраций короткоцепочечных ответвлений, молекулярно-массового распределения и индекса расплава, можно в равной мере применить в отношении данного объекта изобретения.
Регулятор степени полимеризации в предпочтительном варианте выбирают с тем, чтобы добиться высокой склонности к внедрению. Следовательно, предпочтителен пропилен, и в предпочтительном варианте он составляет от 60 до 100% от общего содержания регулятора степени полимеризации. Однако в меньших количествах можно использовать другие регуляторы степени полимеризации (изобутилен, альдегиды).
В более широком смысле способ получения полимера может представлять собой способ свободнорадикальной полимеризации, включающий подачу этилена и способного сополимеризоваться этиленовоненасыщенного сложного эфира, а также пропилена как регулятора степени полимеризации в условиях, способствующих образованию короткоцепочечных ответвлений за счет цепной передачи и внедрения пропилена с получением полимера, характеризующегося индексом расплава от 0,05 до 20 г/10 мин, как это определяют по стандарту ASTM-D 1238, условие Е, и необязательно наличием меньше 3,5 мольного % звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира. Условия полимеризации могут быть приспособлены для достижения необязательных и предпочтительных особенностей полимера, описанных ранее.
В предпочтительном варианте полимеризацию проводят в трубчатом реакторе под давлением от 2200 до 2700 бар и при температуре от 180 до 330°С с многократной инжекцией исходного материала и инициатора, но с уменьшенной или отсутствием инжекции мономера и с необязательно уменьшенной и/или отсутствием или с уменьшенной инжекцией регулятора степени полимеризации в последующей реакционной зоне. Конечный температурный пик в последующей реакционной зоне с уменьшенной или отсутствием инжекции мономера может превышать температурный пик по меньшей мере двух температурных пиков в двух реакционных зонах, предшествующих конечной реакционной зоне. Конечный температурный пик в последующей реакционной зоне с уменьшенной или отсутствием инжекции мономера может превышать температурный пик по меньшей мере одного температурного пика в предшествующей ей реакционной зоне, в которую инжектируют мономер.
Полимер по изобретению можно использовать для растягивающейся упаковки в виде чехла формованием из полимера пленки, которая может обладать однослойной или многослойной структурой, способной растягиваться в ПпН по меньшей мере на 100% и гарантировать удерживание этой пленки вокруг груза последующим упругим восстановлением. Соответствующим образом выбирают структуру пленки.
Предпочтительная пленка обладает основным слоем с по меньшей мере 50 мас.% (в пересчете на общую массу полимеров в основном слое) полимера с любой одной или несколькими особенностями, описанными ранее, причем указанная пленка характеризуется упругим восстановлением после 100%-ного растяжения по меньшей мере 40% и обеспечивает нормализованное удерживающее усилие на предварительную вытяжку при 100-микрометровой толщине при 85%-ном растяжении после 100%-ного начального растяжения по меньшей мере 20 Н/50 мм со скоростью деформирования меньше 10% от первоначальной длины в секунду.
При промышленном использовании важное значение имеют поведение и эксплуатационные свойства пленки, когда переработку осуществляют со скоростями, практически применяемыми в промышленности, обычно более высокими, чем те, к которым прибегают на лабораторном оборудовании. Приемлемая одно- или многослойная структура может обеспечивать такие эксплуатационные свойства также при более высоких скоростях деформации, таких как те, которые превышают 12% от первоначальной длины в секунду. Такую пленку можно использовать с целью свести к минимуму количество пленочного материала, необходимого для того, чтобы создать достаточное удерживающее усилие, а также оптимизировать поведение пленки во время растяжения и после сжатия вокруг груза на линии растягивающейся упаковки в виде чехла с уменьшенным риском раздира или прокалывания.
Интерес представляют также свойства при растягивающем напряжении, когда во время растягивающейся упаковки в виде чехла пленку растягивают в условиях комнатных температур. Обычно на графике вытягивания или растяжения в зависимости от прилагаемого усилия начальный угол наклона оказывается самым крутым. Информацию можно получить по секущему модулю. В предпочтительном варианте секущий модуль нерастянутой пленки меньше 120 МПа. Прочность на раздир по Элмендорфу составляет по меньшей мере 10 г/мкм, предпочтительно по меньшей мере 12 г/мкм и меньше 25 г/мкм.
В общем, чем круче начальный угол наклона, тем жестче пленка и тем больше усилие, которое необходимо для начального растяжения. После начального растяжения угол наклона уменьшается и уменьшается усилие, необходимое для каждого дальнейшего прироста растяжения пленки. Когда дальнейший прирост растяжения требует меньшего усилия, чем предыдущий прирост, угол наклона может стать отрицательным. В предпочтительном варианте пленка может быть растянута до 100% при одновременном создании минимального угла наклона при испытательном растяжении по меньшей мере 0,01 МПа на % удлинения. Это помогает избежать "образования волнистости", которая портит внешний вид и создает сильно растянутые участки, которые склонны к прокалыванию и могут привести к порезам пленки после ее сжатия вокруг груза. Полимер по изобретению содействует сохранению минимального угла наклона при испытательном растяжении по меньшей мере 0,01 МПа на % удлинения во всем процессе растяжения.
В пленке полимер по изобретению можно использовать как таковой или в смеси с другим полимером. Причины добавления другого полимерного компонента включают содействие перерабатываемости увеличением количества длинноцепочечного разветвления или более широким молекулярно-массовым распределением, или повышение прочности конечной пленки применением более кристаллического полимера. Если необходимо, то для содействия достижению положительного угла наклона при растяжении по меньшей мере 0,01 МПа на % удлинения до 100%-ного растяжения в полимер пленки можно вводить звенья способного сополимеризоваться этиленовоненасыщенного сложного эфира, предпочтительно винилацетата, составляющего компонент способного сополимеризоваться этиленовоненасыщенного сложного эфира от 4 до 10 мольных %, и/или сополимер этилена/α-олефина, обладающий плотностью от 0,915 до 0,86 и ИР от 0,5 до 5. Присутствие сополимера этилена/α-олефина может внести свою лепту в быстроту обжима по контуру, т.е., другими словами, скорость упругого восстановления.
В целесообразном варианте пленка обладает многослойной структурой (такой как трех- или пятислойная структура) с внешним слоем, находящимся с одной или обеих сторон основного слоя. Внешний слой или слои могут включать линейный этиленовый сополимер низкой плотности (ЛПЭНП), обладающий плотностью от 0,91 до 0,94. В предпочтительном варианте структура представляет собой структуру А/Б/В, где В может быть таким же или отличным от А. По меньшей мере одним внешним слоем должен быть ЛПЭНП. Другим внешним слоем может быть другой ЛПЭНП или не ЛПЭНП материал. Пленка по изобретению может быть изготовлена экструзией пленки с раздувкой в форме рукава, приспособленного для образования растягивающегося чехла, способного к растяжению в поперечном направлении по меньшей мере на 100% и последующему упругому восстановлению.
При растяжении внешний вид пленки сохраняется, и может быть достигнуто значительное иммобилизирующее или удерживающее усилие. В зависимости от композиции пленки потеря удерживающего усилия, случающаяся при нагревании штабелированного груза, может быть существенно ограничена до меньше чем 40% от первоначального, когда ее нагревают до температур, достигающих 45°С, возможно даже вплоть до 50°С или 55°С, или 60°С.
Тем не менее по другому объекту изобретения предлагается пленка, обладающая коэффициентом трения от 0,2 до 10, предпочтительно от 0,3 до 0,8, а наиболее предпочтительно от 0,4 до 0,7, для растягивающейся упаковки в виде чехла, включающая:
а) сердцевинный полимерный слой и
б) внешний слой на каждой стороне сердцевины, который может обладать таким же или другим составом, включающий по меньшей мере 60 мас.% ЛПЭНП, характеризующийся плотностью от 0,91 до 0,94 г/см3, как это определяют по стандарту ASTM-D 1238, условие Е, и экстрагируемыми гексаном компонентами в количестве меньше 1,5 мас.%, предпочтительно меньше 1 мас.%, преимущественно меньше 0,6 мас.%, причем упомянутый внешний слой содержит меньше 7500, предпочтительно меньше 3000 част./млн препятствующих слипанию частиц и упомянутая пленка характеризуется упругим восстановлением после 100%-ного растяжения по меньшей мере 40% и обеспечивает нормализованное удерживающее усилие на предварительную вытяжку при 100-микрометровой толщине при 85%-ном растяжении после начального растяжения на 100% по меньшей мере 20 Н/50 мм. Это как правило осуществляют при скорости деформирования меньше 10% первоначальной длины в секунду. Используемое в настоящем описании и в примерах испытание FDA (Управление по контролю за качеством пищевых продуктов, медикаментов и косметических средств) на экстрагируемые гексаном компоненты является вариантом, действительным до 7 июля 2003 г. Это испытание осуществляли в соответствии с 21 CFR 177.1520 (d)(3)(ii)(e) с использованием пленки для экстракции и взвешиванием высушенной пленки после экстракции и сушки для определения потери массы.
ЛПЭНП может быть с успехом получен полимеризацией с использованием в качестве катализатора соединения переходного металла. Полимеризация может быть, например, газофазной, суспензионной или полимеризацией в растворе.
Препятствующие слипанию частицы выступают над поверхностью пленки, уменьшая участки междупленочного контакта. Их применение обычно сводят к минимуму с целью сохранить прозрачность пленки. В предпочтительном варианте внешний слой содержит меньше 2500 част./млн порошкообразного материала, более предпочтительно меньше 2000. Размеры препятствующих слипанию частиц талька или диоксида кремния, которые могут быть использованы как препятствующее слипанию вещество в пленках, можно варьировать, как это хорошо известно в данной области техники. Добавки, понижающие трение, создают с расчетом миграции к поверхности с тем, чтобы обеспечить смазку пленки для того, чтобы уменьшить коэффициент трения. На относительные количества понижающей трение добавки и любого препятствующего слипанию вещества влияют основные характеристики трения и прилипания внешнего слоя из ЛПЭНП. С использованием изобретения могут быть достигнуты коэффициенты трения, приемлемые для растягивающейся упаковки в виде чехла.
Этим путем может быть усовершенствовано и с большей легкостью приспособлено к разным требованиям манипулирование с пленкой при растяжении во время процесса растягивающейся упаковки в виде чехла. Это позволяет избежать применения упругой пленки, которая должна быть обработана большими количествами препятствующего слипанию вещества с целью уменьшить трение. Вместо того, чтобы исходить из низкой концентрации содержащегося препятствующего слипанию вещества, целевой коэффициент трения может быть достигнут целесообразным применением понижающей трение добавки. Проблема образования волнистости может быть уменьшена применением ЛПЭНП, полученного с использованием катализатора с единственным участком (например, металлоцена), характеризующегося углом наклона при испытательном растяжении по меньшей мере 0,01 МПа на % удлинения до 100%-ного растяжения, например такого, который получен так, как изложено в заявке WO 98/44011, включенной в настоящее описание в качестве ссылки в соответствии с существующей в США патентной практикой. Верх растягивающегося чехла может быть термосварен с достижением высокого сопротивления изгибу.
При использовании понижающей трение добавки для достижения целевого коэффициента трения может оказаться целесообразным гарантировать сохранение этого коэффициента после изготовления пленки и перед применением во время растягивающейся упаковки в виде чехла. Это может быть достигнуто с использованием в сердцевинном слое некоторого количества способного мигрировать компонента с целью свести к минимуму изменения коэффициента трения во внешнем слое вследствие перекрестной миграции между слоями. Благодаря созданию этой структуры пленки с использованием экструзии пленки с раздувкой на затвердевание пленки после экструзии рукава пленки влияют таким образом, чтобы добиться улучшенной прозрачности.
Сердцевинный слой может быть выбран из широкого диапазона возможностей, включая ЭВА с высоким содержанием ВА, смеси ЭВА с высоким содержанием ВА с другими материалами. Однако превосходные результаты могут быть получены с использованием в качестве сердцевинного слоя основного слоя, описанного со ссылкой на полимер по изобретению. Далее пленку можно подвергать воздействию основной степени растяжения (гораздо больше 50%) в растягивающем устройстве машины для растягивающейся упаковки в виде чехла по ходу надевания растягивающегося чехла на штабелированный груз. В дальнейшем следует осторожно регулировать сопротивление растяжению вследствие трения о поверхность захватывающего приспособления машины для растягивающейся упаковки в виде чехола, в особенности когда используют тонкие пленки, которые становятся еще более тонкими по ходу вытяжки. Таким образом, этот объект изобретения, предусмотренный для создания внешних слоев с трением от среднего до низкого, можно эффективно сочетать с другим объектом изобретения, который обеспечивает создание полимера и пленок с высоким содержанием КЦО и длительным временем релаксации, которые могут быть сильно растянутыми.
Удовлетворительных результатов добиваются, когда внешние слои совместно составляют от 10 до 60% общей толщины пленки, предпочтительно от 30 до 50%. Толщину пленки можно варьировать в пределах плюс или минус 5% от средней и, тем не менее, образование волнистости может быть сведено к минимуму. Целесообразная средняя толщина пленки предварительной вытяжки варьируется от 25 до 300 мкм. Целесообразная общая средняя толщина пленки может составлять от 25 до 75 мкм при одновременном обеспечении удовлетворительных эксплуатационных свойств растягивающейся упаковки в виде чехла. Пленка может быть изготовлена во всех отношениях с достижением минимального угла наклона при испытательном растяжении по меньшей мере 0,01 МПа, секущего модуля перед растяжением меньше 120 МПа и/или прочности на раздир по Элмендорфу по меньшей мере 10 г/мкм. Соответствующим образом выбирают структуру пленки.
Высокие сопротивления прокалыванию и прочность на раздир могут позволить изготавливать пленки, которые перфорируют с целью содействия проницаемости растягивающейся упаковки в виде чехла для текучей среды, например для того, чтобы позволить производить непрерывную сушку и т.д. Многослойная пленка может быть изготовлена экструзией пленки с раздувкой в форме рукава, приспособленного для образования растягивающегося чехла, способного к растяжению в поперечном направлении по меньшей мере на 100% и последующему упругому восстановлению.
Внешний слой и сердцевина могут быть также модифицированы применением добавок. Сердцевина и/или внешний слой могут быть модифицированы введением добавок для переработки ППП или улучшающей скольжение добавки, включая ПП или ПЭВП в качестве полимерного препятствующего слипанию вещества.
С использованием различных объектов изобретения самостоятельно или в сочетании растягивающиеся системы в виде чехла могут быть оптимизированы с целью свести к минимуму необходимое количество пленки, расход энергии для усадки и/или обращения с пленкой и липкость пленки, необходимую для адгезии. Пленки можно надевать и упакованные товары хранить в широком диапазоне температурных условий. При изготовлении экструзией пленки с раздувкой может быть достигнута хорошая стабильность рукава пленки, и полученная пленка может обладать высокой прозрачностью благодаря малому количеству порошкообразного препятствующего слипанию вещества.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Этиленовоненасыщенным сложным эфиром может служить винилацетат, метилакрилат, бутилакрилат, этилакрилат или сочетание. Регулятор степени полимеризации, используемый при получении полимера по изобретению, может внедряться в цепь, и это способствует образованию короткоцепочечных ответвлений полимера. В предпочтительном варианте регулятор степени полимеризации представляет собой пропилен, хотя можно использовать высшие олефины, такие как изобутилен и бутен-1. Методы ЯМР служат для дифференцирования ответвлений, обладающих шестью или большим числом углеродных атомов, и тех, которые в собирательном смысле называют длинноцепочечными ответвлениями (ДЦО). Наличие ДЦО в каком-либо количестве или структуре отражается на времени релаксации. Молекулярно-массовое распределение Mw/Mn, определяемое по ДПП, в предпочтительном варианте составляет по меньшей мере 8 и в предпочтительном варианте является бимодальным, и в этих обстоятельствах для того, чтобы отразить влияние ДЦО соотношение ИР при большом грузе/малом грузе оказывается менее подходящим.
ЛПЭНП для внешнего слоя пленки по изобретению может быть получен по газофазным способам полимеризации, таким как те, которые представлены в заявке WO 9425495, включенной в качестве ссылки в соответствии с существующей в США патентной практикой. Предпочтительный материал представляет собой ЛПЭНП с некоторым количеством длинноцепочечных ответвлений, который может быть получен по способу, описанному в заявке WO 98/44011, включенной в качестве ссылки в соответствии с существующей в США патентной практикой. Молекулярно-массовое распределение для ЛПЭНП, выражаемое в виде значения Mw/Mn, которое определяют по ДПП в ГПХ, можно варьировать от 2,0 до 3, предпочтительно по меньшей мере от 2,5, преимущественно по меньшей мере от 4 до 8, а преимущественно оно составляет меньше 7. Общая ориентация во время экструзии может быть ограничена выбором низкого значения Mw/Mn, такого как от 2,3 до 3,5. Это позволяет ориентации сердцевинного слоя доминировать среди свойств растяжения пленки. Некоторое количество длинноцепочечных ответвлений может способствовать созданию поперечной ориентации, которая может противодействовать образованию волнистости. Короткоцепочечное разветвление может быть обеспечено альфа-олефиновыми сомономерами, содержащими от 3 до 10 атомов С, такими как бутен-1, гексен-1 и октен-1. Соотношение индексов расплава, выражаемое как I21,6/I2,16, можно варьировать от 10, предпочтительно от больше 30 до 100, преимущественно меньше 80. Хотя публикации относятся к металлоценовым нанесенным на подложку катализаторам с единственным участком, в качестве катализаторов с единственным участком могут служить другие компоненты с переходными металлами и обеспечивать соответствующую гомогенность полимера и отсутствие низкомолекулярных экстрагируемых компонентов. Кроме того, обычные каталитические системы Циглера-Натта на основе титана могут быть оптимизированы с целью уменьшить образование низкомолекулярных экстрагируемых компонентов. Такие полимеры в равной мере могут быть приемлемыми для изготовления пленки по изобретению.
Внешний слой в многослойных структурах пленок по изобретению может включать в смеси с ЛПЭНП небольшие количества, обычно меньше 20 мас.%, полиэтилена высокого давления низкой плотности, линейного полиэтилена высокой плотности или полипропилена, или их сочетания. Сердцевинный слой может включать небольшие количества, обычно меньше 40 мас.%, линейного полиэтилена очень низкой плотности, обладающего плотностью от 0,86 до 0,90, ЛПЭНП, обладающего плотностью от 0,91 до 0,94, и/или эластомера с кристалличностью, обусловленной этиленом или пропиленом. Между сердцевиной и внешними слоями можно вклинивать слои, участие которых при этом может заключаться в ограничении количества более дорогостоящих полимеров для внешнего и сердцевинного слоев.
Количество используемой понижающей трение добавки, преимущественно количество во внешних слоях, в предпочтительном варианте ограничено максимум 500 част./млн. Если при этом используют слишком много понижающей трение добавки, тогда коэффициент трения обычно становится слишком низким, следствием чего являются затруднения в обращении с пленкой в упаковочной машине. В более предпочтительном варианте понижающую трение добавку используют в количестве от 150 до 300 част./млн. Примерами понижающей трение добавки, которую можно использовать, служат первичные и вторичный амиды, такие как эруковый амид и олеамид. В дополнение к ней или вместо понижающей трение добавки можно использовать антиагломерирующую добавку, например стеараты. В случае применения такие добавки как правило используют, по-видимому, в более существенных количествах, чем необходимое для понижающей трение добавки, например от 1000 до 5000 част./млн.
В предпочтительном варианте пленка не содержит никаких придающих клейкость агентов, таких как ПИБ, касторовое масло и аналогичная добавка. Присутствие таких придающих клейкость добавок обычно оказывает негативное влияние на регулирование коэффициента трения. Не основываясь на какой-либо теории, полагают, что каждый из сердцевинного и внешних слоев вносит определенный вклад в общие свойства пленки. Когда полимерную композицию внешних и сердцевинного слоев смешивают в одном слое, наблюдаемые эффекты отличаются от достигаемых, когда их используют в определенных слоях. Каждый слой вносит свою собственную лепту. Благодаря приемлемому сочетанию внешних и сердцевинного слоев может быть изготовлена пленка, которая позволяет осуществлять ее значительное растяжение при одновременном сохранении своей физической целостности и прочности на раздир, и в то же самое время сердцевинный слой остается способным обеспечивать оптимизированную силу сжатия.
ПРИМЕРЫ
Сущность изобретения разъясняется со ссылкой на примеры, в которых упомянуты следующие чертежи, где
на фиг.1 представлена схематическая компоновка установки с трубчатым реактором, применяемая для получения ЭВА полимера в соответствии с изобретением, упоминаемая в примерах;
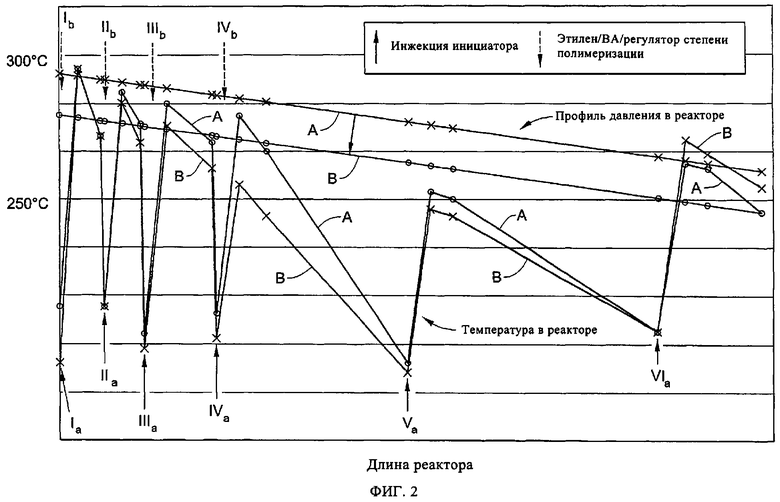
на фиг.2 представлен температурный профиль, используемый для работы реактора, показанного на фиг.1, таким образом, чтобы получить ЭВА сополимер в соответствии с изобретением, упоминаемый в примерах;
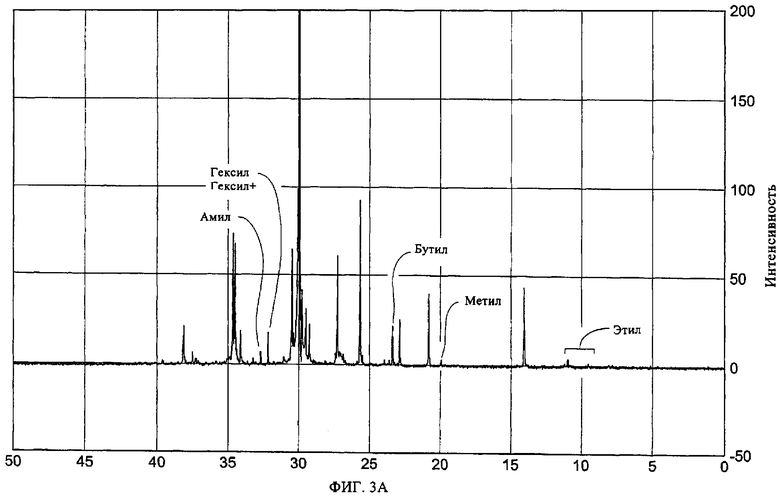
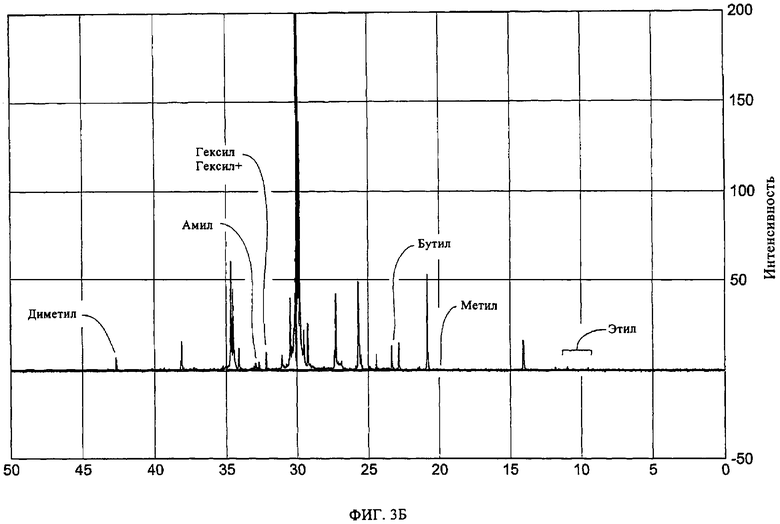
на фиг.3А и 3Б показаны графики 13С-ЯМР для ЭВА сополимера в соответствии с изобретением и сравнительного продукта UL00109, упоминаемых в примерах;
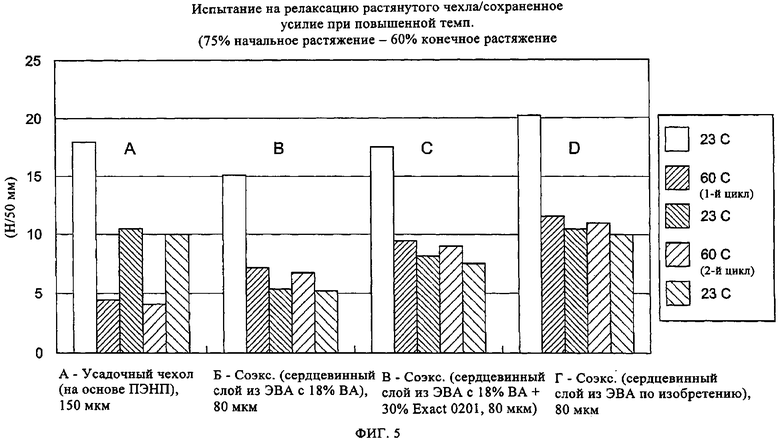
на фиг.4 представлен график, отражающий скорость сдвига и вязкость для расчета времени релаксации ЭВА сополимера в соответствии с изобретением, упоминаемого в примерах; на фиг.5 представлена столбцовая диаграмма, показывающая релаксацию растягивающегося чехла и сохраненное усилие при повышенных температурах (75%-ное начальное растяжение - 60%-ное конечное растяжение) пленки по изобретению, изготовленной с использованием ЭВА сополимера, упоминаемого в примерах;
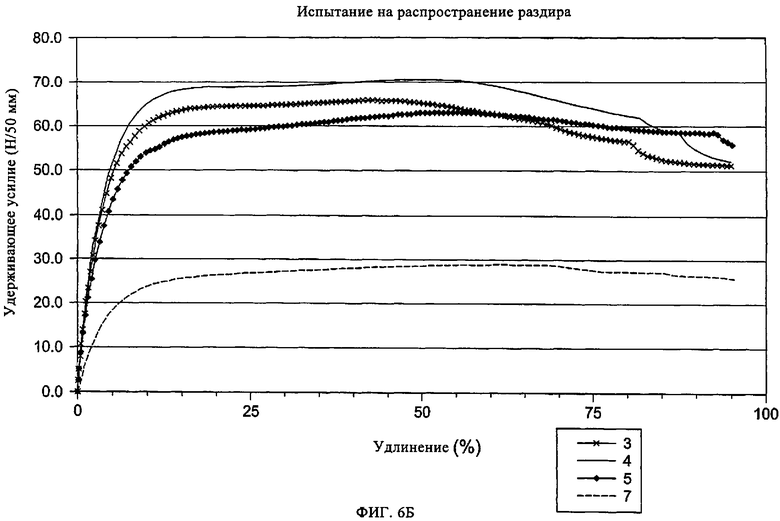
на фиг.6А и 6В представлены графики, иллюстрирующие свойства разных пленок, включая пленку в соответствии с изобретением, при распространении раздира; а
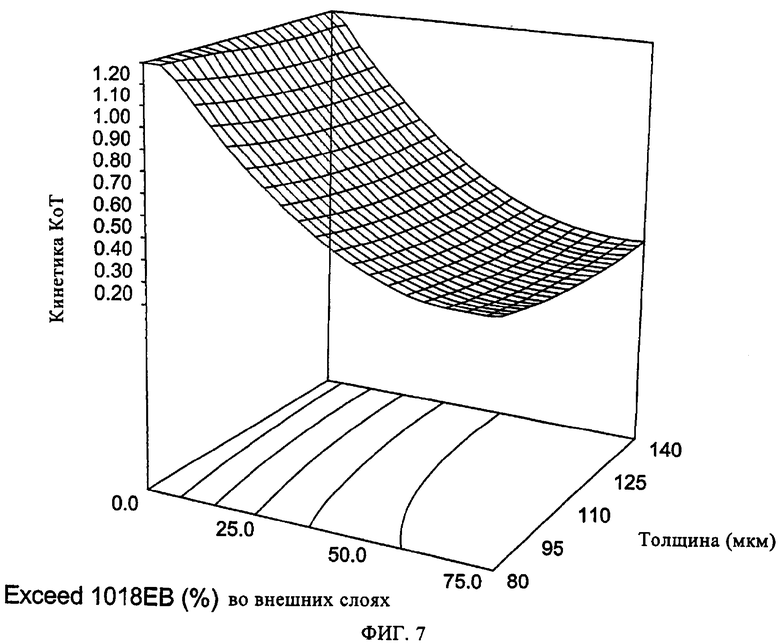
на фиг.7 показан трехмерный график, иллюстрирующий влияние на коэффициент трения разных количеств полимера Exceed и толщины пленки для пленок в соответствии с изобретением.
Полимерные компоненты
Обычно ЭВА сополимер получают в трубчатом полимеризационном реакторе свободнорадикальным инициированием. В качестве инициаторов могут быть использованы кислородные, пероксидные и аналогичные агенты. Регулятор степени полимеризации, средство увеличения количества короткоцепочечных ответвлений представляет собой альфа-олефин, обычно состоящий по существу из пропилена. Высоко экзотермическую реакцию проводят в реакторе, работающем под высоким давлением (от 2000 до 3200 бар), в турбулентном потоке и при высоких температурах (от 150 до 330°С). Тепло полимеризации отводят через стенку трубы. Рабочие условия подобно давлению в реакторе, температуре в разных реакционных зонах реактора и концентрации сомономера и регулятора степени полимеризации регулируют для достижения требуемых свойств продуктов. Влияние рабочих условий на свойства продуктов обсуждаются в следующих работах: Ehrlich и Pittilo [1], Ehrlich и Mortimer [2], Luft [3], Marano и Jenkins [4], Yamamoto и Sugimoto [5], Goto и др. [6], Luft и др. [7, 8], Ogo [9], Beasly [10].
Литературные ссылки
[1] P.Ehrlich и R.N.Pitillo, J.Polym.Sci., 43, 389 (1960).
[2] P.Ehrlich и G.A.Mortimer, Adv. Polym. Sci., 7 (3), 386 (1970).
[3] G.Luft в "Polymer Handbook". (Eds. J.Brandrup и E.H.Immergut), Wiley, New York (1975).
[4] J.P.Marano Jr. и J.M.Jenkins, в "High Pressure Technology" (edited by I.L.Spain и J.Paauwe) 61 (1977).
[5] K.Yamamoto и M.Sugimoto, J.Macrom. Sci.-Chem., A13(8), 1067 (1979).
[6] S.Goto, K.Yamamoto, S.Furui и M.Sugimoto. J.Appl. Polym. Sci.: Appl. Polym. Symp., 36, 21 (1981).
[7] G.Luft, P.Lim и M.Yakawa, Makromol. Chem., 184, 207 (1983a).
[8] G.Luft, P.Lim и M.Yakawa, Makromol. Chem., 184, 849 (1983b).
[9] Y.Ogo, JMS-Rev. Makrom. Chem. Phys., C24 (1), 1 (1984).
[10] J.K.Beasly в "Comprehensive Polymer Science", 3, 273 (1989).
Если обратиться к фиг.1 и 2, то в трубчатом реакторе мономерное сырье из этилена, винилацетата и регулятора степени полимеризации направляют в первичный компрессор 4 и, следовательно, во вторичный компрессор 6. Выходящий из вторичного компрессора 6 поток разделяют на ряд потоков, необходимых для переднего и боковых потоков трубчатого реактора 8, как показано на фиг.2 стрелками с Ib no IVb. Поток в переднюю часть (со стороны поступления) реактора 8 нагревают на участке 10, тогда как потоки, направляемые к боковым точкам введения, охлаждают на участке 12. Затем боковые потоки направляют в точки инжекции вдоль трубчатого реактора 8.
Трубчатый реактор 8 представляет собой реактор с поршневым потоком и с ограниченным обратным смешением. Инициатор пероксидного типа направляют из хранилища на участке 20, смешивают с растворителем и подают насосом 22 в реактор 8 в позиции, указанной на фиг.2 как участки с Ia по VIa. С целью максимизации превращения этилена в ЭВА полимер и оптимизации свойств продуктов используют несколько точек 24 инжекции пероксида вдоль реактора 8. Используют четыре или большее число точек инжекции. Необходимо отметить, что конечная точка или точки инжекции находятся в трубчатой секции, в которую мономерное сырье не направляют. Степень превращения в реакторе может приближаться к 40%.
Пероксидный инициатор инициирует свободнорадикальную экзотермическую реакцию полимеризации. Тепло реакции отводят благодаря повышению температуры этилена, инжекцией холодного бокового потока этилена и за счет теплопереноса через стенку реактора в систему охлаждающей воды в рубашке, циркулирующей в замкнутом контуре. Необходимо отметить обычное колебание температуры, как показано линией А, в сравнении с температурными колебаниями, которые показаны линией В (см. фиг.2). Первоначально температура оказывается ниже обычной. Температуре в последующей в технологической линии части, где мономерное сырье посредством бокового потока не вводят, дают возможность становиться выше, чем обычная. Превращение этилена в полимер максимизируют применением воды в рубашке реактора при приемлемой для охлаждающей воды температуре. Эта холодная вода в рубашке максимизирует теплоперенос через толстостенные реакторные трубки. Падение давления вдоль реактора сводят к минимальному благодаря применению ступенчатого профиля диаметров реакторной трубы. Линия А показывает обычное падение давления вдоль реактора для обычного процесса получения ЭВА, линия В служит указателем абсолютного давления, применяемого в процессе получения ЭВА по изобретению. Этот ступенчатый профиль оптимизирует вдоль реактора скорость газа, который фактически удаляет загрязнение с внутренней стенки трубчатого реактора.
Для регулирования реакторного температурного профиля и других ключевых технологических переменных параметров используют широко распространенную компьютерную регулирующую систему.
После полимеризации (которая занимает от примерно 20 до 40 с в трубке длиной 1,8 км и диаметром приблизительно 32,65 мм) манометрическое давление реакционной среды снижают посредством клапана 30 регулирования давления в реакторе до примерно 300 бар и смесь охлаждают холодной средой резкого охлаждения низкого давления из выпускного приспособления первичного компрессора. Далее смесь подают в сепаратор 32 высокого давления, где полимер отделяют от непрореагировавшего мономера. Применение среды резкого охлаждения низкого давления сводит к минимальному образование гелей и улучшает прозрачность. Возвращаемый в процесс мономер возвращают в процесс так, как показано позицией 33, подачей во вторичный компрессор 6.
Манометрическое давление над расплавленным полимером и небольшим количеством захваченного этилена вновь снижают до приблизит. 0,7 бара посредством выпускного клапана низкого давления и их направляют в сепаратор 34 низкого давления. На этом этапе большую часть оставшегося захваченного мономера отделяют от ЭВА и направляют в систему 35 сжатия продувочного газа.
Компрессор 35 продувочного газа повышает давление отходящего из сепаратора газа низкого давления до давления всасывания первичного компрессора 4 (работающего под давлением в этиленовом трубопроводе). На этом этапе часть газа из линии ЭВА выдувают в систему рекуперации мономера, тогда как основную часть этого газа посредством первичного компрессора возвращают назад в реакторную систему.
Полимерный расплав из сепаратора 34 низкого давления направляют в экструдер 36 горячего расплава. В экструдер горячего расплава подмешивают добавки. Это как правило осуществляют посредством экструдера 38 бокового потока с использованием технологии маточной смеси. Следует отметить, что маточная смесь может включать такие добавки, как понижающие трение, препятствующие слипанию и антиоксидант. По другому варианту может быть рассмотрена инжекция жидких добавок.
Полимерные стренги, выходящие из мундштука экструдера, под водой разрезают на гранулы и эти гранулы охлаждают, сушат на участке 40 и пневматически транспортируют в весовые бункеры 42 или смесители 44, в которых гранулы продувают с целью понизить концентрацию остаточного этилена до безопасного для хранения уровня (<50 мас. част./млн). После перемешивания гранулы транспортируют к оборудованию 46 для погрузки навалом или упаковки в мешки.
Для получения конкретных ЭВА по изобретению и тех, которые используют в примерах, технологические условия регулируют для достижения широкого молекулярно-массового распределения с соответствующим количеством ответвлений на полимер при одновременном сохранении достаточно низкого индекса расплава. Превращение нацеливают на то, чтобы оно было высоким, с использованием четырех или большего числа точек инжекции для инициатора и инжектирования этиленового мономера с модификатором или регулятором степени полимеризации, разбавленным мономером, раньше конечной точки инжекции инициатора на одном или нескольких участках. Расход модификатора создает возможность для интенсивного разветвления на конечных стадиях полимеризации. Этот способ можно осуществлять для достижения целевого низкого ИР и широкого молекулярно-массового распределения. Давление в реакторе ориентируют в направлении низкого предела обычно используемого диапазона (от 2200 до 2700 бар) при одновременном постепенном понижении температуры в реакторе вдоль трубы. Среднюю температуру повышают до превышающей 220°С, в направлении 300°С при верхнем пределе обычного диапазона (от 180 до 330°С), с тем, чтобы способствовать образованию короткоцепочечных ответвлений и максимизируют длинноцепочечные ответвления. Для дальнейшего увеличения количества длинноцепочечных ответвлений после конечной точки инжекции температуру, в отличие от обычных рабочих условий, повышают. Пропилен используют в качестве олефинового регулятора степени полимеризации для дальнейшего увеличения количества короткоцепочечных ответвлений в полимерной главной цепи. При этом фактическую концентрацию ВА и пропилена в соответствующих потоках можно варьировать для выхода и молекулярной массы.
ЭВА, использованные в этих примерах, обладали следующими характеристиками.
(2) Товарный знак фирмы Atofina.
ВА в мольных % рассчитывают с использованием резонансов СН в пределах от 75 до 68 част./млн и резонансов в пределах от 50 до 0 част./млн, включая CH2, СН3 из ВА и СН2, СН и СН3 из этильных остатков. Корреляцию с мас.% ВА осуществляют, исходя и того, что 1 мольный % ВА равен 2,7 мас.% ВА.
КЦО определяют со ссылкой на содержание КЦО алкильного типа с пятью или меньшим числом углеродных атомов, как проиллюстрировано ниже. На фиг.3А представлен график 13С-ЯМР для ЭВА сополимера в соответствии с изобретением, упоминаемый в примерах, и приведены данные для таблицы 2; на фиг.3Б для сравнения представлен такой же график для известного ЭВА.
2) Метильные группы у дериватизированных из винилацетата мономерных ацетокси звеньев в главной ли цепи или в боковой ли цепи из определения КЦО исключают.
3) Интенсивность в виде числа групп на 1000 углеродных атомов.
4) част./млн: частей на миллион.
Время релаксации определяли по следующим данным, отложенным в виде графика на фиг.4 по результатам определений скорости сдвига и вязкости ЭВА сополимера в соответствии с изобретением, упоминаемого в примерах.
Темп.: 230°С
Источником расчетных данных является модель Кросса (Cross), в которой:
сдвиговое напряжение = (нулевая сдвиговая вязкость × скорость сдвига)/(1 + время релаксации, λ × скорость сдвига);
^ показатель степенной зависимости, m.
Функцию потерь для наилучшей аппроксимации, определяемой в сравнении с расчетной, устанавливают как сумму разностей в квадратах, SUMxmy2, где набор данных х и у относится соответственно к установленным и расчетным значениям вязкости. Для решения проблемы аппроксимации кривой подходит решающая программа в системе Microsoft Excel для версии Windows 2000. Время релаксации устанавливают по параметрам модели Кросса, которая обычно приводит к минимальной сумме квадратов разностей. Параметры Кросса, обуславливаемые аппроксимацией кривой, приведены в таблице 4.
Метод ГПХ, используемый в этой и последующих таблицах, заключается в следующем. Mw и Mn определяли посредством ГПХ (гельпроникающая хроматография) в приборе для гельпроникающей хроматографии Waters 150, оборудованном детектором дифференциального показателя преломления (ДПП) и установленным на технологической линии фотометром светорассеяния Chromatix KMX-6. Эту систему применяли при 135°С с 1,2,4-трихлорбензолом в качестве подвижной фазы. Использовали колонки с полистирольным гелем Shodex (фирмы Showa Denko America, Inc) 802, 803, 804 и 805. Эта технология обсуждается в работе "Liquid Chromatogphy of Polymers and Related Materials III", J.Cazes, editor, Marcel Dekker. 1981, с.207, которая включена в настоящее описание в качестве ссылки. Никаких коррекций на разброс в колонках не осуществляли, однако данные по общепринятым стандартам, например Национального бюро по полиэтиленовым стандартам 1484, и полученным анионной полимеризацией гидрированным полиизопренам (чередующийся этилен-пропиленовый сополимер) показали, что такие коррекции в отношении Mw/Mn (т.е. ММР) составляли меньше 0,05 ед. Значения Mw/Mn рассчитывали по времени элюирования. Численные анализы осуществляли с использованием технически доступного программного обеспечения, приведенного в соответствии с требованиями потребителя РЛЛМУ, Beckman/CIS в сочетании со стандартным комплектом для гельпроникающей хроматографии.
Пластомер получали по способу, в общем описанному в заявке WO 00/24793, включенной в качестве ссылки в соответствии с существующей в США патентной практикой, он поставляется на рынок фирмой ExxonMobil Chemical Company под названием EXACT 0201. Продукт обладал следующими характеристиками.
Продукты сортов EXACT доступны с добавлением ПС, включая понижающие трение и препятствующее слипанию вещества и без таких добавок, когда индекс отсутствует. Полимер, используемый для внешних слоев, получают по способу, в общем описанному в WO 94/25495, он поставляется на рынок фирмой ExxonMobil Chemical Company под названием EXCEED 1018 СА без препятствующего слипанию вещества, и EXCEED 1018 ЕВ с препятствующим слипанию веществом. Эти продукты содержат в обычных количествах антиоксиданты и РРА (материал на основе фторполимера, поставляемый под товарным знаком Dynamar фирмой Dyneon). Exceed 1018 СА не содержит ни понижающего трение, ни препятствующего слипанию веществ. Exceed 1018 ЕВ содержит 750 част./млн эрукового амида и 1500 част./млн талька в качестве препятствующего слипанию вещества и характеризуется экстрагируемостью в соответствии с FDA177.1520d3ii, как это представлено в настоящем описании, от 0,3 до 0,4 мас.%.
Эти продукты сортов ЕВ и СА обладают следующими коллективными характеристиками.
В некоторых вариантах можно использовать ЛПЭНП другого типа, полученный так, как изложено в WO 9844011. Этот ЛПЭНП обладает, как полагают, некоторым количеством длинноцепочечных ответвлений и следующими свойствами.
Смешение и соэкструзия
Полимеры ЭВА и пластомер EXACT смешивали в экструдере для изготовления пленки раздувкой из полимеров, подаваемых в гранулированной форме. Эти материалы в примерах 1, 2 и 3 соэкструдировали на линии Windmoeller & Holscher изготовления пленки соэкструзией с раздувкой следующим образом.
В примерах 4, 5 и 6 условия были следующими.
Получали следующие структуры.
2) Escorene UL00109 - см.таблицу 1.
3) Escorene UL00018 - см.таблицу 1.
4) EXACT 0201 - см.таблицу 5.
5) EXCEED 1018 - см.таблицу 6.
Эту пленку использовали в машине для растягивающейся упаковки в виде чехла Multiflex, поставляемой фирмой Lachenmeier (Дания) для фиксации стоп бумаги.
После сжатия пленка обладала следующими свойствами. Позициями с 4 по 7 обозначены сравнительные материалы. Ссылкой 1 обозначена технически доступная пленка для растягивающейся упаковки в виде чехла, которая характеризуется соэкструдированной структурой, совмещающей ЭВА с высоким содержанием ВА с внутренней стороны и ЭВА с низким содержанием ВА на поверхности. Ссылкой 2 обозначена технически доступная однослойная пленка из смеси ЭВА с высоким и низким содержанием ВА.
Для определения вышеупомянутых свойств пленки, отличных от тех, которые устанавливают по указанным методам ASTM, осуществляют следующие протоколы испытаний:
а) Удерживающее усилие/упругое восстановление определяют по методу, основанному на стандартном методе испытаний ASTM D5459 для упругого восстановления, остаточной деформации и сохранения напряжения растянутой пленкой, но модифицированному в том отношении, что образец пленки растягивают до определенного удлинения (100%) при некоторой скорости перемещения ползунка (1000 мм/мин). Когда достигают 100%-ного удлинения, этот ползунок удерживают в достигнутом положении в течение 5 с, а затем перемещают назад до соответствующего 85%-ному удлинению. Далее, после 60-секундного времени ожидания в этом положении груз на образце (Н/50 мм) определяют и фиксируют в таблице как удерживающее усилие. Это имитирует удерживающее усилие, действующее на штабелированный груз. В дальнейшем ползунок возвращают в положение, где прибор показывает нулевое усилие. Удлинение фиксируют в таблице как упругое восстановление. Нормализованное удерживающее усилие рассчитывают регулированием удерживающего усилия в соответствии с толщиной пленки в пересчете на Н/50 мм при толщине 100 мкм (например, в случае начальной толщины пленки 50 мкм полученное значение удваивают).
б) Сопротивление распространению раздира определяют, основываясь на методе ASTM 882, но модифицированном в том отношении, что образец пленки (50×50 мм) с небольшим предварительно выполненным надрезом (2 мм шириной в ПрН) растягивают в ПпН до 100%-ного удлинения при скорости перемещения ползунка 1000 мм/мин. Для прохождения испытания раздир пленки не должен распространяться бесконтрольно, а демонстрировать свойства прерывистого распространения, когда раздир прекращается, и для возобновления его расширения требуется дополнительное усилие.
в) Усилие прокалывания устанавливают для того, чтобы определить свойства образцов пластиковой пленки при низкоскоростном прокалывании. Целью осуществления этого метода является выявление зависимости деформации от нагрузки в условиях деформации по нескольким осям при фиксированной относительно низкой скорости испытания (500 мм/мин) для имитации условий, в которых растягивающийся чехол фиксирует штабелированный груз, включающий острые предметы. В этом испытании поршень со стандартным щупом, неподвижно закрепленным на датчике нагрузки, толкают через образец пленки в круглом держателе образца диаметром 90 мм до тех пор, пока не происходит прокалывание и разрыв пленки. Нагрузку определяют с помощью датчика нагрузки, а деформацию определяют по длине пути ползунка.
Для дополнительной иллюстрации достоинств, выявляемых в таких примерах, следует обратиться к чертежам и следующему обсуждению со ссылкой на эти чертежи.
На фиг.5 представлена столбцовая диаграмма, демонстрирующая варьирование удерживающего усилия в температурном цикле нагревания и охлаждения. Протокол релаксационного испытания (испытание растягивающегося чехла) для оценки влияния циклов нагревания и охлаждения, состоял в следующем.
Релаксационное испытание осуществляли с использованием испытательного зажимного приспособления, оборудованного двумя удаленными друг от друга по вертикали горизонтальными стержнями. Верхний стержень был вертикально подвижным для придания заданного удлинения пленке, которую закрепляли на стержнях в форме рукава шириной 50 мм и длиной 100 мм. Нижний стержень закрепляли на тензометрическом датчике для измерения усилия, действовавшего на пленку, и это усилие регистрировали с использованием регистратора данных. Испытание при повышенной температуре проводили размещением всего испытательного зажимного приспособления в нагреваемом горячим воздухом сушильном шкафу при целевой температуре. Для имитации начального усилия, действовавшего на усадочную пленку, эту пленку предварительно натягивали до 3%-ного удлинения, которое соответствовало натяжению, как правило создающему промышленно применяемой усадочной пленкой на поддоне. Предопределенное удлинение, которому подвергали пленку во время испытаний, осуществляли вначале растяжением на 75%, а затем пленку отпускали для возврата до 60%. Зажимное приспособление могло быть подвергнуто воздействию целевых циклов нагревания и охлаждения для регистрации увеличения или уменьшения относительно начального натяжения.
Данные, отраженные на фиг.5, приведены в таблице 10. Вначале в случае 150-микрометровой усадочной пленки на основе ПЭНП, обозначенной как А, удерживающее усилие при нагревании до 60°С резко падает до доли первоначального удерживающего усилия при комнатной температуре. При охлаждении проявляется ограниченное восстановление. При последующих циклах удерживающее усилие еще больше ухудшается. Все это вынуждает применять более толстую пленку, чем она была бы в ином случае. Пленка, обозначенная как Б, выполнена из ЭВА с высоким содержанием ВА (18 мас.% ВА), с поверхностными слоями из материала EXCEED, которые соэкструдировали в пленку толщиной 80 мкм. В этом случае после начального резкого падения удерживающего усилия при нагревании до 60°С при последующем охлаждении до комнатной температуры удерживающее усилие падает еще больше. Для того чтобы предотвратить потерю удерживающего усилия пленка должна обладать достаточной толщиной. Пленка, обозначенная как В, соответствует пленке 5 в таблице 12, но с уменьшенной толщиной, 80 мкм. В этом случае потери удерживающего усилия меньше, чем в случаях пленок А и Б. Однако они все еще значительны. Пленка Г выполнена в соответствии с изобретением и соответствует сравнительной пленке 1 в таблице 12, но толщиной, уменьшенной до 80 мкм. В этом случае при нагревании до 60°С все еще проявляется потеря удерживающего усилия. При данной толщине пленка Г обеспечивает улучшенное удерживающее усилие при 60°С в сравнении с пленкой В, причем ее эксплуатационные свойства во время последующих циклов нагревания и охлаждения сохраняются, обуславливая ее заметное превосходство после повторных циклов нагревания и охлаждения.
А: усадочный чехол (на основе ПЭНП), 150 мкм
Б: Соэкс. (сердцевинный слой из ЭВА с 18% ВА), 80 мкм
В: Соэкс. (сердцевинный слой из ЭВА с 18% ВА + 30% Exact 0201, 80 мкм)
Г: Соэкс. (сердцевинный слой из ЭВА по изобретению), 80 мкм
На фиг.6А и 6Б проиллюстрировано сопротивление распространению раздира для разных пленок в таблице 12. Как показано, при выполнении изобретения достигается экономия массы изготовляемого чехла; при этом возможно сопоставление пленки 1 в соответствии с изобретением и сравнительной пленки 1. Необходимо отметить, что при 100%-ном растяжении сопротивление распространению раздира в случае сравнительной пленки 1 оказывается плохим. На практике это означает, что для того чтобы защитить целостность упаковки в случае прокалывания пленки и последующего распространения раздира, она может быть растянута только до уровня намного меньше 100%. В свою очередь, уменьшенная степень растяжения в случае сравнительной пленки 1, которая совместима с требованием целостности упаковки, означает, что удерживающее усилие для пленки данной массы оказывается, по-видимому, уменьшенным. Таким образом, следует использовать более толстую пленку. Кроме того, такое сопоставление показывает, что даже независимо от требования целостности упаковки при той же массе пленки, пленка в соответствии с изобретением обеспечивает более существенное удерживающее усилие.
Материалы в соответствии с изобретением обладают характеристиками "прерывистого распространения раздира" в том отношении, что если после начального растяжения нагрузка дополнительно возрастает, прокалывание распространяется всего лишь постепенно, ступенчато. В соответствующих зонах распространение раздира может быть прекращено. Как проиллюстрировано, прерывистое распространение зоны раздира начинается после примерно 70%-ного растяжения. Сравнительные пленки 1 и 2 в вышеприведенной таблице 12 страдают постепенным распространением раздира после примерно 60%-ного растяжения без какого-либо пологого участка кривой, соответствующего прекращению распространения раздира. Если такие сильно растянутые пленки по известной технологии прокалываются в условиях содержания груза, то раздир может распространяться катастрофически, с рассыпанием этого груза. Выполнение изобретения позволяет безопасно прибегать к более высокой степени растяжения.
На фиг.7 представлен график, демонстрирующий чувствительность коэффициента трения при разных составах внешних слоев. Если обратиться к фиг.7, то очевидно, что коэффициент трения (КоТ) может быть приведен к тому, который требуется в работе конкретных машин для растягивающихся упаковок в виде чехла в широком интервале от 0,2 до 1,2, при предпочтительном интервале от примерно 0,4 до 0,6, целесообразным сочетанием препятствующего слипанию вещества и понижающей трение добавки. Целевое сочетание может быть достигнуто применением смеси ЛПЭНП существующих сортов, полученных с использованием металлоценов, с присущими характеристиками слабого слипания. Эксплуатационные свойства стабилизируют соответствующим включением в сердцевинный слой таких добавок, которые способны мигрировать (таких как понижающая трение добавка). Фиг.7 также показывает, что КоТ остается практически постоянным в широком диапазоне толщин, а это указывает на то, что пленка проявляет очень хорошие эксплуатационные свойства при применении в машинах. В этом состоит дополнительное преимущество, позволяющее уменьшить потребность в изменении состава или регулировании состава внешнего слоя для разных толщин.
Данные по коэффициенту трения, как показано на фиг.7, были получены с помощью спланированного эксперимента (4 фактора, 3 уровня), в котором изучали влияние на коэффициент трения четырех параметров [(а) препятствующее слипанию вещество, добавленное в дополнение к количеству, уже имеющемуся в добавляемом полимерном компоненте внешнего слоя, (б) толщина пленки, (в) содержание пластомера в сердцевинном слое и (г) количество понижающей трение добавки и препятствующего слипанию вещества в полимере внешнего слоя Exceed-1018ЕВ с добавками (в процентах от общего количества полимера (Exceed 1018CA) с добавками и без добавок)]. Предусмотренные для испытания пленки получали по методу и с помощью оборудования, описанных со ссылкой на таблицу 8 со следующим распределением по слоям: А: 20%, Б: 60%, В: 20%. Коэффициент трения (КоТ) определяли в соответствии с ASTM D1894. Ряд пленок, предусмотренных для испытаний, формовали с использованием различных сочетаний четырех параметров, упомянутых выше, причем каждый параметр применяли на трех уровнях. Эти уровни составляли: (а) 0, 2500, 5000 част./млн препятствующего слипанию вещества, (б) толщина пленки 80, 110, 140 мкм, (в) 0, 37,5, 75% материала Exceed ЕВ с добавками (г) 0, 15, 30% пластомера. Эти данные анализировали с использованием пакета программного обеспечения по упаковке "Планирование эксперимента (DesignExpert)". На фиг.7 представлена статистическая модель, созданная по результатам, полученным в спланированных экспериментах, и представляющая пленки, в которых концентрация препятствующего слипанию вещества (а) составляет 1250 част./млн, а содержание пластомера в сердцевинном слое (в) равно нулю. Этот чертеж показывает кинетический рабочий КоТ пленок при варьировании параметров (б) и (в).
Влияние более значительного растяжения и более тонких пленок, а также улучшенное сохранение удерживающего усилия в результате варьирования температуры может быть использовано с достижением экономии количества полимера, расходуемого на штабелированный груз, более чем на 50% в равнении с расходом известных пленок для упаковок штабелированных грузов. Образование волнистости может быть сведено к минимуму, преимущественно если требуются более толстые пленки, применением ЭВА с низким содержанием ВА и высоким содержанием КЦО и/или подмешиванием продукта EXACT, и/или применением ЛПЭНП, содержащего ДЦО. Такие стадии обуславливают позитивную или менее негативную кривую растяжения перед достигаемой при более значительной степени растяжения пленки.
Достоинства пленок по изобретению и оптимизированного ЭВА, представленных в настоящем описании, могут быть использованы в широком разнообразии путей. Хотя изобретение описано на фоне потребностей в растягивающейся упаковке в виде чехла, уникальные характеристики ЭВА могут также оказаться приемлемыми для модификации эксплуатационных свойств усадочного пленочного чехла или растягивающихся оберточных пленок, равно как и для других применений пленок. В области растягивающейся упаковки в виде чехла их улучшенные характеристики могут быть использованы для уменьшения расходов на упаковку за счет уменьшения массы используемых пленок благодаря применению более тонких и/или более сильно растянутых пленок. Эти улучшенные характеристики могут также быть использованы для увеличения удерживающего усилия, улучшения прозрачности и т.д., что создает возможность применения растягивающихся упаковочных пленок в виде чехла в областях с более высокими требованиями, где до сих пор их эксплуатационные свойства оказывались недостаточными.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТЯГИВАЮЩАЯСЯ УПАКОВОЧНАЯ ПЛЕНКА | 2004 |
|
RU2340635C2 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ СОПОЛИМЕРОВ ЭТИЛЕНА | 1994 |
|
RU2156779C2 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2003 |
|
RU2288238C2 |
| РЕОЛОГИЧЕСКИ МОДИФИЦИРОВАННЫЕ ПОЛИОЛЕФИНЫ | 1997 |
|
RU2184749C2 |
| ЭЛАСТОМЕРНАЯ ПЛЕНКА, СОДЕРЖАЩАЯ ПРОТИВОСКОЛЬЗЯЩУЮ ДОБАВКУ | 2003 |
|
RU2343076C2 |
| ВСПЕНЕННЫЕ ПРОКЛАДКИ, ПОЛУЧАЕМЫЕ ИЗ ГОМОГЕННЫХ ОЛЕФИНОВЫХ ПОЛИМЕРОВ | 1997 |
|
RU2179563C2 |
| ИЗДЕЛИЯ С ПОВЫШЕННОЙ ТЕМПЕРАТУРНОЙ ЭЛАСТИЧНОСТЬЮ, ИЗГОТОВЛЕННЫЕ ИЗ ОБЛУЧЕННЫХ И СШИТЫХ ЭТИЛЕНОВЫХ ПОЛИМЕРОВ | 1999 |
|
RU2229487C2 |
| ПЛЕНКИ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ РАЗДИРУ ИЗ ПОЛИЭТИЛЕНОВ, ПОЛУЧЕННЫХ С ГАФНОЦЕНОВЫМ КАТАЛИЗАТОРОМ | 2004 |
|
RU2348659C2 |
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ С ВЫСОКОЙ ТЕПЛОСТОЙКОСТЬЮ, НИЗКИМ СОДЕРЖАНИЕМ ЭКСТРАГИРУЕМЫХ ГЕКСАНОМ ВЕЩЕСТВ И РЕГУЛИРУЕМЫМ МОДУЛЕМ УПРУГОСТИ | 1995 |
|
RU2171263C2 |


Настоящее изобретение относится к полимерам этилена и способных сополимеризоваться сложных эфиров, к пленкам, изготовленным с использованием таких полимеров. Описан полимер, включающий звенья, дериватизированные из этилена, обладающий: а) индексом расплава от 0,05 до 20 г/10 мин, определенным по стандарту ASTM-1238, условие Е; б) наличием по меньшей мере 10 на 1000 С-атомов короткоцепочечных ответвлений, содержащих по пять или меньше углеродных атомов, определенных 13С-ЯМР, и от 1 до 3 мольного % звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира, в) плотностью от 0,90 до 0,94 г/см, определенным по стандарту ASTM D1505, и г) временем релаксации, по меньшей мере 10 с, рассчитанным на основе определения скорости сдвига и вязкости при температуре 230°С, с использованием модели Кросса. Также описан способ свободнорадикальной полимеризации для получения указанного выше полимера, а также описана многослойная пленка, включающая основной слой с по меньшей мере 50 мас.% (в пересчете на общую массу полимеров в основном слое) полимера по одному из п.п.1-8, причем указанная пленка характеризуется упругим восстановлением после 100%-ного растяжения по меньшей мере 40% и обеспечивает нормализованное удерживающее усилие на предварительную вытяжку при 100-микрометровой толщине при 85%-ной вытяжке после начального растяжения на 100% по меньшей мере 20 Н/50 мм, где вышеупомянутое нормализованное удерживающее усилие определено по стандарту ASTM D5459, при а) растягивании образца пленки до 100% удлинения при скорости перемещения ползунка 1000 мм/мин, б) удерживании удлинения в течение 5 секунд, в) перемещении образца назад до 85%-ного удлинения, г) измерении груза в Н/50 мм после 60 секундного времени ожидания, д) расчет нормализованного удерживающего усилия осуществляют при измерении регулирования удерживающего усилия при том, что толщина пленки составляет 100 мкм. Технический результат - улучшение эксплуатационных свойств растягивающихся упаковочных пленок, улучшенный баланс между способностью растягиваться и удерживающим усилием. 3 н. и 23 з.п. ф-лы, 9 ил., 13 табл.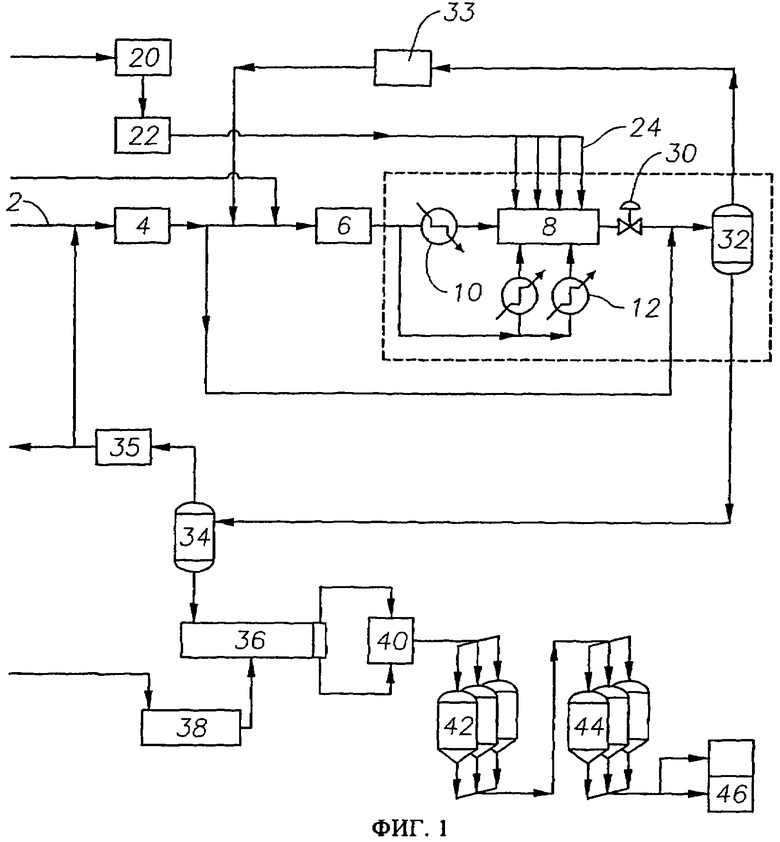
а) индексом расплава от 0,05 до 20 г/10 мин, определенным по стандарту ASTM-1238, условие Е;
б) наличием по меньшей мере 10 на 1000 С-атомов короткоцепочечных ответвлений, содержащих по пять или меньше углеродных атомов, определенных 13С-ЯМР, и от 1 до 3 мол.% звеньев, дериватизированных из способного сополимеризоваться этиленовоненасыщенного сложного эфира,
в) плотностью от 0,90 до 0,94 г/см, определенным по стандарту ASTM D1505, и
г) временем релаксации по меньшей мере 10 с, рассчитанным на основе определения скорости сдвига и вязкости при температуре 230°С, с использованием модели Кросса.
| Бункер дреноукладчика | 1986 |
|
SU1362793A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Градирня | 1979 |
|
SU985687A1 |
| US 6297338 B1, 02.10.2001 | |||
| US 6306986 B1, 23.10.2001 | |||
| БМБЛИО-ТКА | 0 |
|
SU361363A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ СОПОЛИМЕРОВ ЭТИЛЕНА | 1994 |
|
RU2156779C2 |
| Способ ориентации пленок из сополимеров этилена с винилацетатом | 1973 |
|
SU539900A1 |
| ЕР 0461667 B1, 18.12.1991. | |||

