Изобретение относится к измельчителю для получения частиц из ленточного материала в соответствии с ограничительной частью пункта 1 или 2 формулы изобретения.
Такой измельчитель для получения частиц, в частности частиц, имеющих правильную форму гранул, из ленточного материала содержит обычно продольное режущее устройство с режущим валиком и поперечное режущее устройство с режущим валиком, причем поперечное режущее устройство расположено за продольным режущим устройством. Подаваемый ленточный материал разрезается с помощью такого измельчителя сначала на продольные полоски, которые затем разрезаются с помощью поперечного режущего устройства поперек направления движения материала, в результате чего образуются соответствующие частицы. Это может осуществляться как альтернатива размолу такого материала, что в отличие от этого может привести к неправильной форме гранул.
Такие измельчители используются, в частности, при гранулировании лент с помощью продольных и поперечных резов. При этом выходящий, например, из автоклава или экструдера через широкое щелевое сопло полимерный расплав в виде бесконечной ленты измельчается с помощью измельчителя на частицы или с помощью так называемого ленточного гранулятора - на гранулы.
Соответствующие ленточные измельчители содержат в продольном режущем устройстве обычно валики с дисковыми ножами, между которыми ленточный материал разрезается на продольные полоски. Эти ножи отстоят друг от друга на соответствующих валиках за счет расположенных между ними распорных колец.
Обычно ленточные измельчители находят применение только при измельчении ленточных полимерных материалов, которые за счет охлаждения достаточно затвердели, по меньшей мере, в зоне своей поверхности, поскольку иначе при описанном выше традиционном выполнении легко произошло бы склеивание еще недостаточно затвердевшего полимерного материала. Обычно полимерные материалы, формуемые в ленту, например, при температуре плавления 260°С, охлаждаются перед измельчением, например, до 60°С.
Такие традиционные измельчители описаны, например, в «Granulieren von thermoplastischen Kunststoffen», VDI-Verlag, Düsseldorf 1974, стр.283 и далее.
В DE 2812807 описано устройство для измельчения листового материала, например бумажных листов, т.е. бумажный шредер, который разрезает бумажные листы на полоски. Для этого предусмотрены два находящихся в зацеплении между собой и приводимых во вращение навстречу друг другу ходовых винта со встречными резьбами, причем резьбы обоих ходовых винтов имеют пилообразный профиль, одна боковая сторона которого, по меньшей мере, приблизительно прямоугольная, а другая образована поверхностью, наклоненной к оси ходового винта. Эти ходовые винты обеспечивают скручивание полосок, на которые разрезаются подаваемые бумажные листы. Полоски скручиваются при этом винтообразно, что не имеет в описанном устройстве и описанном случае применения никаких негативных последствий, поскольку за разрезанием на полоски не происходит или не должно происходить никакой дальнейшей обработки бумажных листов, в частности никакого дополнительного разрезания полосок на отдельные частицы.
Задачей изобретения является создание измельчителя для получения частиц из ленточного материала, который позволил бы преодолеть недостатки уровня техники, и, в частности, такого измельчителя, который обеспечивал бы надежное измельчение или гранулирование самых разных материалов, также не полностью затвердевших полимерных материалов.
Эта задача решается, согласно изобретению, посредством измельчителя для получения частиц из ленточного материала с признаками пункта 1 или пункта 2 формулы изобретения.
Предпочтительные варианты осуществления изобретения охарактеризованы в зависимых пунктах формулы.
Предложенный измельчитель или ленточный гранулятор для получения соответственно частиц или гранул из ленточного материала, предпочтительно экструдированного или выходящего из автоклава с соответствующим полимерным расплавом полимерного материала, или же, например, также целлюлозного или эластомерного материала, содержит продольное режущее устройство с первым и вторым режущими валиками, причем продольное режущее устройство служит для разрезания ленточного материала на полоски, проходящие в продольном направлении ленточного материала, и поперечное режущее устройство, расположенное за продольным режущим устройством, причем продольное режущее устройство служит для разрезания полосок ленточного материала, подаваемых к поперечному режущему устройству в направлении параллельно направлению движения ленточного материала, на отдельные частицы или гранулы. При этом в качестве материала с использованием измельчителя может измельчаться на частицы или гранулироваться на гранулы любой, обычно применяемый материал из полимерного расплава.
Согласно изобретению первый режущий валик имеет пилообразный профиль с проходящими наискось к направлению продольной оси первого режущего валика продольными боковыми сторонами и примыкающими к ним, проходящими, по меньшей мере, участками перпендикулярно продольной оси первого режущего валика боковыми сторонами. Таким образом, первый режущий валик имеет расположенные участками в его продольном направлении профили боковых сторон, которые огибают его периферию. При этом речь не идет о традиционном спиралеобразном или резьбовом профиле, продолжающемся вдоль продольной оси первого режущего валика.
Второй режущий валик имеет пилообразный профиль с проходящими наискось к направлению продольной оси второго режущего валика продольными боковыми сторонами и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси второго режущего валика боковыми сторонами. Также второй режущий валик имеет расположенные участками в его продольном направлении профили боковых сторон, которые огибают его периферию. При этом речь не идет о традиционном спиралеобразном или резьбовом профиле, продолжающемся вдоль продольной оси второго режущего валика.
Первый и второй режущие валики расположены попарно.
Пилообразный профиль первого режущего валика на глубину Т проникновения, которая предпочтительно регулируется, входит в пилообразный профиль второго режущего валика так, что в продольном направлении/осевом направлении режущих валиков одна продольная боковая сторона и одна боковая сторона пилообразного профиля первого режущего валика участками примыкают к боковой стороне пилообразного профиля второго режущего валика, в результате чего возникающие за счет этого режущие кромки образованного продольного режущего устройства проходят параллельно в продольном направлении ленточного материала, и что, по меньшей мере, три из четырех сторон нарезанных полосок ленточного материала прилегают между продольными боковыми сторонами пилообразного профиля первого и второго режущих валиков и боковыми сторонами пилообразного профиля второго режущего валика, при определенных обстоятельствах, в зависимости от того, идет ли речь о соответственно деформируемом материале или нет, полностью прилегают там, по меньшей мере, двумя или более участками/сторонами, и при этом направлены наискось к продольным осям первого и второго режущих валиков в соответствии с наклоном их продольных боковых сторон и при этом направлены параллельно в продольном направлении ленточного материала в соответствии с возникающими режущими кромками, так что полоски после продольного режущего устройства параллельно в продольном направлении ленточного материала непрерывно подаются к поперечному режущему устройству. Входящие друг в друга профили первого и второго режущих валиков выполнены, следовательно, так, что предусматривают ведение соответствующей полоски ленточного материала участками параллельно его продольному направлению или направлению его подачи к продольному ленточному устройству и направлению ленточного материала отвода от него, причем нарезанные полоски ленточного материала, по меньшей мере, в зоне продольного ленточного устройства наклонены и направлены к продольной оси его первого и второго режущих валиков.
Предложенное выполнение обеспечивает при относительно простой конструкции надежное параллельное ведение ленточного материала или его нарезанных продольных полосок в его продольном направлении или направлении движения и в то же время простое и надежное повторное отделение нарезанных полосок ленточного материала от соответствующих участков режущих валиков, что предпочтительно, в частности, при переработке экструдированного из полимерного расплава ленточного материала, поскольку этим можно надежно воспрепятствовать склеиванию в зоне продольного ленточного устройства. В то же время, тем не менее, сохраняется надежная поперечная подача к поперечному режущему устройству. Также за счет предложенного расположения боковых сторон и положения в результате этого режущих кромок в пространстве может достигаться предпочтительно автоматически возникающий при эксплуатации эффект подточки режущих кромок продольного ленточного устройства, поскольку боковые стороны совершают при эксплуатации соответствующее движение по отношению друг к другу, а их положение по отношению друг к другу не изменяется или не должно изменяться.
Предложенный, участками пилообразный профиль обеспечивает большое удобство обслуживания, поскольку простая подточка профиля возможна с простым сохранением геометрии.
Помимо описанного выше выполнения измельчителя с пилообразным профилем возможно также высокое и глубокое профилирование с чередующимися справа и слева пилообразными профилями. Такое высокое и глубокое профилирование может быть предусмотрено участками зеркально-симметричным, причем чередующиеся справа и слева пилообразные профили зеркально-симметричны.
В таком измельчителе с высоким и глубоким профилированием первый режущий валик продольного режущего устройства имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси первого режущего валика продольными боковыми сторонами и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси первого режущего валика боковыми сторонами. Боковые стороны расположены участками в направлении периферии первого режущего валика. При этом речь не идет о традиционном огибающем спиралеобразном или резьбовом профиле, который обвивает первый режущий валик вдоль его продольной оси.
В этом измельчителе второй режущий валик продольного режущего устройства имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси второго режущего валика продольными боковыми сторонами и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси второго режущего валика боковыми сторонами. Боковые стороны расположены участками в направлении периферии второго режущего валика. При этом речь не идет о традиционном огибающем спиралеобразном или резьбовом профиле, который обвивает второй режущий валик вдоль его продольной оси.
Первый и второй режущий валики расположены попарно.
В этом измельчителе с высоким и глубоким профилем высокий и глубокий профиль первого режущего валика на глубину Т проникновения, которая также предпочтительно регулируется, входит в высокий и глубокий профиль второго режущего валика так, что в продольном направлении/осевом направлении режущих валиков одна продольная боковая сторона и одна боковая сторона высокого и глубокого профиля первого режущего валика участками примыкают к боковой стороне высокого и глубокого профиля второго режущего валика, а одна продольная боковая сторона и боковая сторона высокого и глубокого профиля второго режущего валика примыкают к боковой стороне первого режущего валика, в результате чего возникающие режущие кромки образованного продольного режущего устройства проходят параллельно в продольном направлении ленточного материала, и что, по меньшей мере, три из четырех сторон нарезанных полосок ленточного материала прилегают между продольными боковыми сторонами высокого и глубокого профиля первого и второго режущих валиков и боковыми сторонами их высокого и глубокого профиля, при определенных обстоятельствах, в зависимости от того, идет ли речь о соответственно деформируемом материале или нет, полностью прилегают там, по меньшей мере, двумя или более участками/сторонами, и при этом направлены там наискось с наклоном к продольной оси первого и второго режущих валиков в соответствии с наклоном их продольных боковых сторон и при этом направлены параллельно в продольном направлении ленточного материала в соответствии с возникающими режущими кромками, так что полоски после продольного режущего устройства параллельно в продольном направлении ленточного материала непрерывно подаются к поперечному режущему устройству.
В соответствии с этим альтернативным вторым вариантом признаки и преимущества, приведенные в связи с первым вариантом измельчителя, относятся также ко второму варианту. Во втором варианте измельчителя нарезанные продольные полоски ленточного материала могут иметь сгиб, который возникает при выполнении зеркально-симметрично наклоненных друг к другу продольных боковых сторон режущих валиков. За счет сгиба соответствующей полоски материала можно достичь особенно хорошего ведения.
Следует отметить, что во втором варианте измельчителя высокая и глубокая структура может быть зеркально-симметричной высокой и глубокой структурой с наклоненными соответственно в другом направлении продольными боковыми сторонами. Так, предпочтительно продольные боковые стороны первого и второго режущих валиков участками, предпочтительно участками между боковыми сторонами первого и второго режущих валиков, могут быть попеременно наклонены к их продольным осям с положительными и отрицательными углами наклона, причем значения углов наклона предпочтительно одинаковые.
Профиль первого режущего валика и/или профиль второго режущего валика образованы несколькими расположенными рядом друг с другом и примыкающими друг к другу парными боковыми и продольными боковыми сторонами, т.е. профили огибают участками периферию обоих режущих валиков.
Как уже сказано, речь не идет о спиралеобразном расположении профилей. Преимущество изобретения заключается в том, что можно особенно надежно гарантировать параллельные направлению подачи или направлению движения ленточного материала или его полосок ведение и разрезание ленточного материала или его полосок, причем также за счет поперечного ведения или за счет соответственно наклонного прохождения полосок материала в зоне соответствующих участков боковых сторон/продольных боковых сторон режущих валиков обеспечивается надежное отделение ленточного материала или его полосок от режущих валиков продольного режущего устройства, даже если ленточный материал еще не остыл настолько, что он затвердел, по меньшей мере, на поверхности. Таким образом, можно перерабатывать также еще вязкотекучий материал без его склеивания в зоне продольного режущего устройства.
Предпочтительно наклон боковых сторон второго режущего валика может проходить вдоль его радиуса наружу в направлении от входящих боковых сторон первого режущего валика или наклон боковых сторон первого режущего валика может проходить вдоль его радиуса наружу в направлении от входящих боковых сторон второго режущего валика, т.е. от зоны, образующей соответствующую режущую кромку. Таким образом, образуется зона, которая соответствует определенному расстоянию между двумя соседними соответствующими участками профиля режущих валиков. Следовательно, нарезанные продольные полоски отстоят друг от друга на соответствующее расстояние, благодаря чему может осуществляться особенно надежная подача к поперечному режущему устройству, поскольку она препятствует соприкосновению продольных полосок.
Наклон продольных боковых сторон, проходящих наискось к продольной оси первого режущего валика, и/или наклон продольных боковых сторон, проходящих наискось к продольной оси второго режущего валика, составляет предпочтительно до 30°. Соответствующий угол может быть выбран в зависимости от разрезаемого материала.
Предпочтительным является расположение первого режущего валика над вторым режущим валиком. Таким образом, ведение и разрезание ленточного материала осуществляются предпочтительно горизонтально или, в основном, горизонтально, причем выход ленточного материала, а также разрезание в продольном и поперечном направлениях могут осуществляться в горизонтальном направлении последовательно, или соответствующие устройства могут располагаться последовательно при, в основном, горизонтальном ведении ленточного материала. Возможно также соответствующее расположение в вертикальном направлении, причем в этом случае оба режущих валика могут располагаться рядом друг с другом. При этом ведение ленточного материала или направление его движения было бы вертикальным или, в основном, вертикальным. Выбор горизонтального или вертикального процесса может осуществляться в зависимости от его данных условий или перерабатываемого ленточного материала.
Продольная ось первого режущего валика может располагаться параллельно продольной оси второго режущего валика или наискось к ней. Параллельное расположение имеет преимущество особенно хорошего ведения ленточного материала, а наклонное - преимущество особенно улучшенной при определенных условиях, в частности автоматической, подточки соответствующих режущих кромок, поскольку соответствующие боковые стороны могут скользить друг по другу наподобие ножниц, что обеспечивает эффект автоматической подточки.
Для особенно хорошей приспосабливаемости к различным разрезаемым материалам, в частности к соответствующим толщинам материалов, первый и второй режущие валики предпочтительно могут смещаться в своем положении по отношению друг к другу, причем особенно предпочтительно смещается положение их продольных осей по отношению друг к другу, особенно предпочтительно регулируется глубина Т проникновения профиля первого режущего валика в профиль второго режущего валика, причем предпочтительнее всего глубина проникновения регулируется в соответствии с толщиной разрезаемого ленточного материала.
Особенно предпочтительно может быть предусмотрено устройство подачи на глубину для регулирования положения обоих режущих валиков по отношению друг к другу, причем устройство подачи на глубину предпочтительно упруго прикладывает к ленточному материалу усилие, регулируемое особенно предпочтительно гидравлически, пневматически, например посредством пневмоцилиндра (пневмоцилиндров), или посредством усилия пружины, так что предпочтительнее всего регулируется усилие резания продольного режущего устройства. За счет соответствующего регулирования усилия, с которым оба режущих валика направлены друг к другу, можно в соответствии с материалом регулировать также усилие, с которым на полоски разрезается ленточный материал.
Для отделения функции транспортировки или подачи от чисто режущей функции перед поперечным режущим устройством можно предусмотреть дополнительное подающее устройство для продольной подачи ленточного материала. При этом подающее устройство можно располагать перед или за продольным режущим устройством. В случае, если подающее устройство располагается перед продольным режущим устройством, то оно подает еще не разрезанный на полоски ленточный материал, благодаря чему может улучшиться, например, его вытяжка из предшествующего экструдера или отверстия автоклава. Кроме того, возникает дополнительное преимущество, согласно которому поперечное режущее устройство может следовать непосредственно за продольным режущим устройством, а это обеспечивает особенно компактное выполнение всей установки. Если подающее устройство располагается за продольным режущим устройством, то возникает преимущество, согласно которому полости ленточного материала могут надежно отводиться от продольного режущего устройства и подаваться к поперечному режущему устройству.
Особенно предпочтительно продольное режущее устройство выполнять в виде подающего устройства. Это позволяет сэкономить на отдельном подающем устройстве подачи, а установка может быть выполнена особенно компактной. За счет ведения полосок ленточного материала в зоне продольного режущего устройства оно может служить соответственно также для подачи или вытяжки ленточного материала.
Измельчитель может использоваться для измельчения ленточного материала, который может быть выбран из группы полимерного, целлюлозного, бумажного, эластомерного и/или металлического материала. При этом материал может быть (еще) деформируемым или (больше) недеформируемым. Измельчитель может найти, тем самым, широкое применение и не ограничен листовыми материалами, например бумажными. Напротив, за счет улучшенного ведения ленточного материала или его нарезанных полосок может достигаться непрерывная надежная работа измельчителя.
Изобретение более подробно описано ниже с помощью прилагаемых чертежей, на которых изображают:
фиг.1 - схематичный вид сбоку измельчителя в первом варианте осуществления изобретения;
фиг.2 - схематичный вид сверху измельчителя согласно фиг.1;
фиг.3 - схематичный, частично в разрезе вид первого и второго режущих валиков продольного режущего устройства измельчителя в одном варианте осуществления изобретения;
фиг.4а - увеличенный схематичный фрагмент зоны обоих режущих валиков измельчителя в одном варианте осуществления изобретения, причем перерабатывается деформируемый материал;
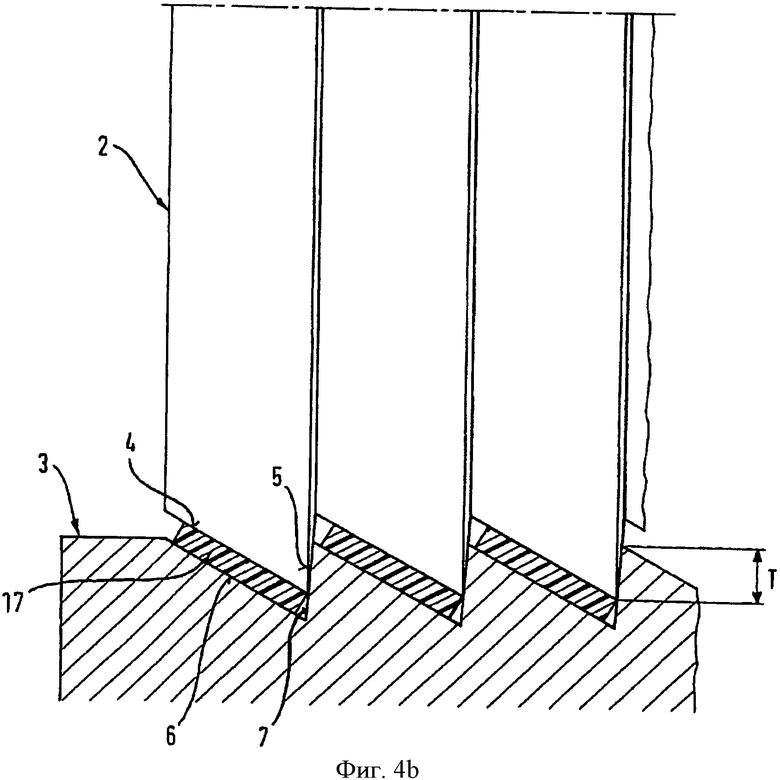
фиг.4b - увеличенный схематичный фрагмент зоны обоих режущих валиков измельчителя в одном варианта осуществления изобретения, причем перерабатывается недеформируемый материал;
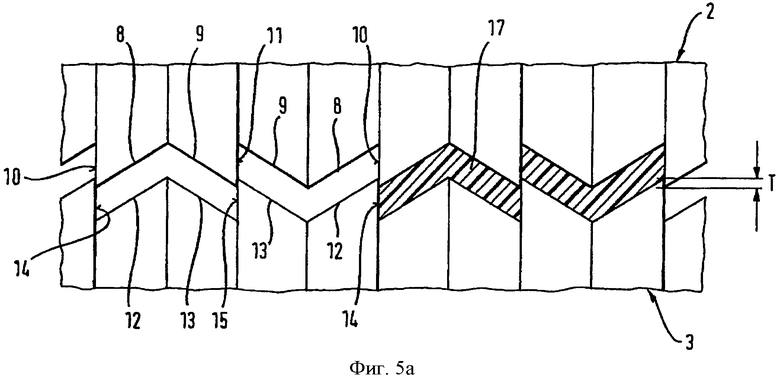
фиг.5а - увеличенный схематичный фрагмент двух режущих валиков продольного режущего устройства измельчителя в другом варианте, причем перерабатывается деформируемый материал;
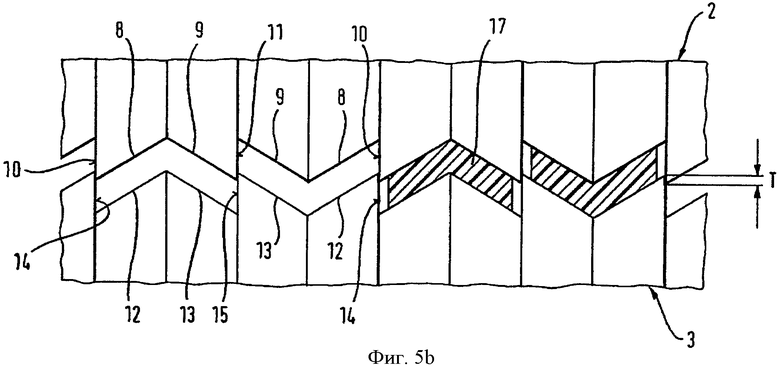
фиг.5b - увеличенный схематичный фрагмент двух режущих валиков продольного режущего устройства измельчителя в другом варианте, причем перерабатывается недеформируемый материал;
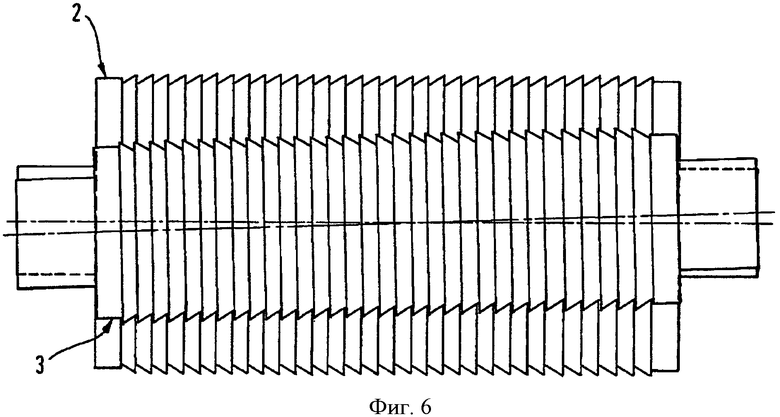
фиг.6 - схематичный вид сверху первого и второго режущих валиков продольного режущего устройства измельчителя в другом варианте.
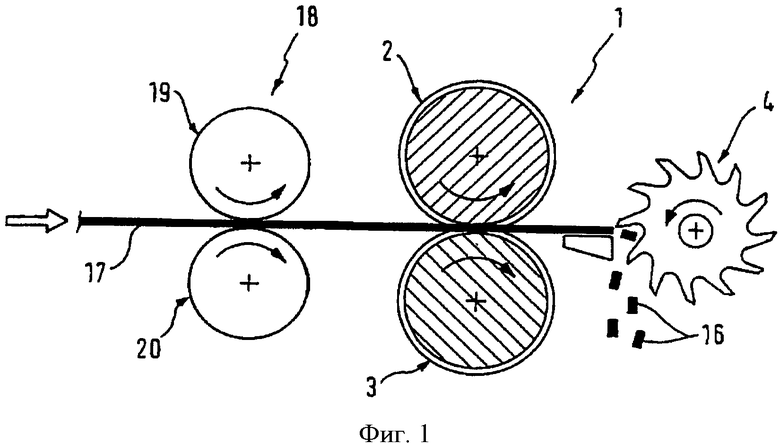
На фиг.1 изображен схематичный вид сбоку измельчителя для получения частиц 16 из ленточного материала 17 в соответствии с предпочтительным вариантом осуществления изобретения. При этом предусмотрено продольное режущее устройство 1 с первым 2 и вторым 3 режущими валиками, располагаемыми друг над другом. Проходящее в продольном направлении ленточного материала 17 направление его движения или подачи обозначено стрелкой слева. Подача ленточного материала 17 осуществляется посредством устройства 18, содержащего предпочтительно два подающих валика 19, 20 со встречными направлениями вращения. Подающее устройство 18 расположено в направлении движения ленточного материала 17 перед продольным режущим устройством 1, однако подающее устройство 18 может располагаться в направлении движения ленточного материала 17 также за продольным режущим устройством 1, или особенно предпочтительно само продольное режущее устройство 1 выполнено в виде подающего устройства (оба варианта не показаны).
Продольное режущее устройство 1 разрезает подаваемый к нему ленточный материал 17 на отдельные полоски, которые после продольного режущего устройства 1 подаются непосредственно к поперечному режущему устройству 4 и разрезаются им на частицы 16.
Оба режущих валика, т.е. первый 2 и второй 3 режущие валики продольного режущего устройства 1, вращаются во встречных направлениях вращения.
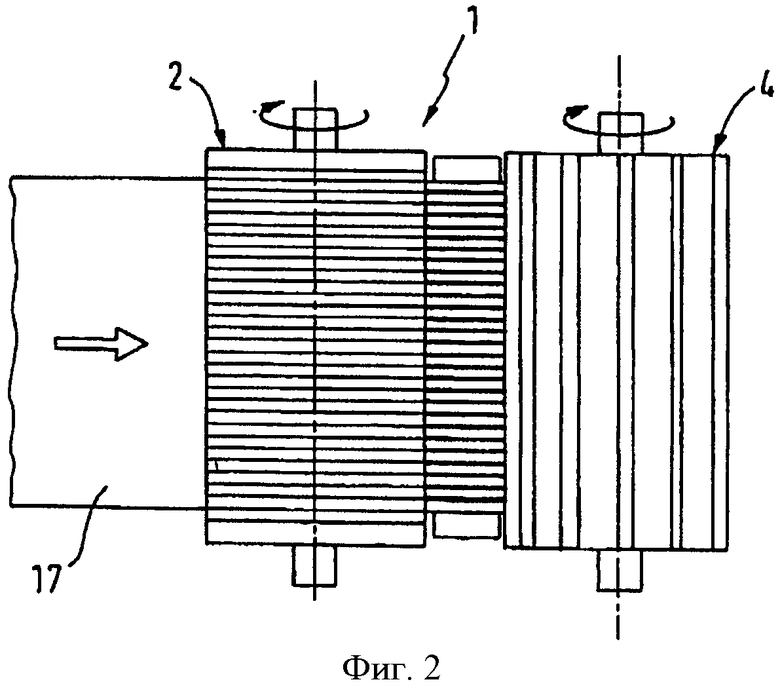
На фиг.2 изображен измельчитель на виде сверху. При этом видно, что подаваемый к продольному режущему устройству 1 ленточный материал 17 после выхода из него разрезается на полоски, которые направляются дальше параллельно направлению движения ленточного материала 17, а затем разрезаются на частицы 16 в расположенном за продольным режущим устройством 1 поперечном режущем устройстве 4.
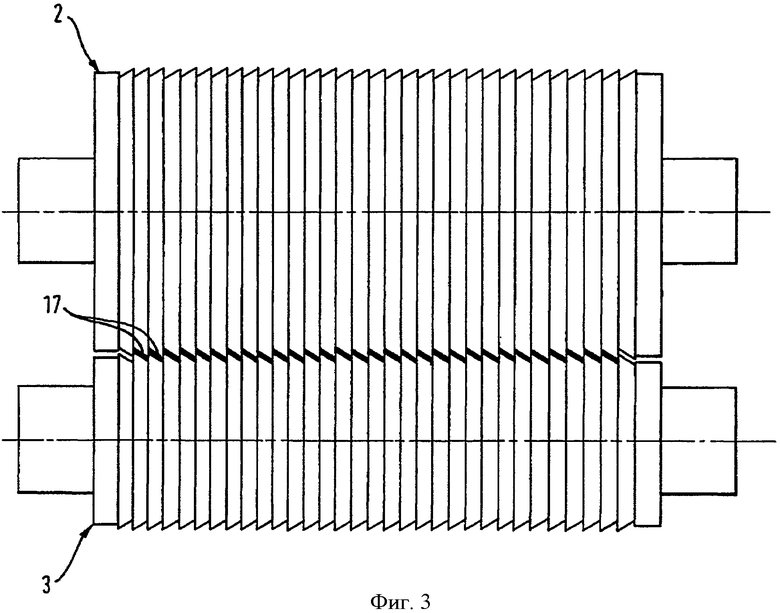
На фиг.3 схематично изображено расположение первого режущего валика 2 и второго режущего валика 3 продольного режущего устройства 1, причем ленточный материал 17 разрезается между ними на соответствующие продольные полоски. На фиг.3 видно, что ленточный материал 17 направляется между режущими валиками 2, 3. Далее на фиг.3 видно, что режущие валики вдоль своей продольной оси имеют на участках пилообразный профиль. Участки пилообразного профиля первого режущего валика 2 входят в соответствующие участки пилообразного профиля второго режущего валика 3. При этом профили режущих валиков 2, 3 образованы несколькими расположенными рядом друг с другом и примыкающими друг к другу парными боковыми и продольными боковыми сторонами, как это в виде фрагментов показано на фиг.4а, 4b и более подробно поясняется ниже.
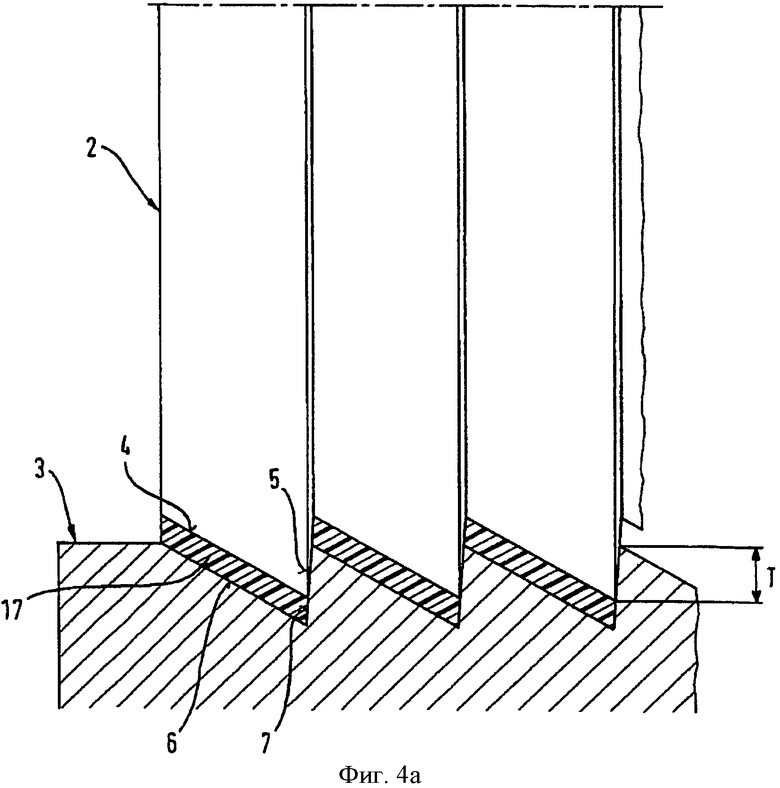
На фиг.4а, 4b изображены увеличенные схематичные фрагменты обоих режущих валиков 2, 3 из фиг.3.
Как видно на фиг.4а, 4b, первый режущий валик 2 имеет пилообразный профиль с проходящими наискось к направлению продольной оси режущего валика 2 продольными боковыми сторонами 4 и примыкающими к ним, проходящими, по меньшей мере, участками перпендикулярно продольной оси режущего валика 2 боковыми сторонами 5. Боковые стороны 5 расположены перпендикулярно продольной оси режущего валика 2.
Второй режущий валик 3 также имеет пилообразный профиль с проходящими наискось к направлению продольной оси режущего валика 3 продольными боковыми сторонами 6 и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси режущего валика 3 боковыми сторонами 7. Наклон боковых сторон 7 виден на фиг.4а, 4b, причем отдельные участки пилообразного профиля немного отстоят друг от друга в продольном направлении режущих валиков.
Пилообразный профиль режущего валика 2 входит на глубину T проникновения в пилообразный профиль режущего валика 3 так, что в продольном направлении/осевом направлении режущих валиков одна продольная боковая сторона 4 и одна боковая сторона 5 пилообразного профиля режущего валика 2 участками примыкают к боковой стороне 7 пилообразного профиля режущего валика 3. Таким образом, возникающие за счет этого режущие кромки образованного продольного режущего устройства 1 проходят параллельно в продольном направлении ленточного материала 17, т.е. перпендикулярно плоскости фиг.4а, 4b, следовательно, из двухмерной плоскости на фиг.4а, 4b и в нее. По меньшей мере, три из четырех сторон нарезанных полосок ленточного материала 17 лежат между продольными боковыми сторонами 4, 6 пилообразного профиля режущих валиков 2, 3 и боковыми сторонами 7 пилообразного профиля режущего валика 3 (фиг.4b) или полностью (фиг.4а), причем они направлены наискось к продольным осям режущих валиков 2, 3 в соответствии с наклоном продольных боковых сторон 4, 6. В то же время они направлены в продольном направлении ленточного материала 17, т.е. в плоскости перпендикулярно плоскости фиг.4а, 4b, параллельно в продольном направлении ленточного материала 17 в соответствии с образующимися режущими кромками, так что полоски после продольного режущего устройства 1 параллельно в продольном направлении ленточного материала 17 непрерывно подаются к поперечному режущему устройству (не показано).
Фиг.4b отличается от, фиг.4а тем, что согласно фиг.4b перерабатывается недеформируемый ленточный материал 17, а согласно фиг.4а - деформируемый ленточный материал 17, который заполняет образующееся между боковыми сторонами пространство, предпочтительно (полностью) заполняет или полностью прилегает к соответствующим боковым сторонам.
На фиг.5а, 5b в схематичном разрезе изображен второй предпочтительный вариант профиля режущих валиков 2, 3 продольного режущего устройства 1. Режущий валик 2 имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси режущего валика 2 продольными боковыми сторонами 8, 9 и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, частично с наклоном до 4° к перпендикуляру к продольной оси режущего валика 2 боковыми сторонами 10, 11, причем показано вертикальное расположение этих боковых сторон 10, 11. Режущий валик 3 имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси режущего валика 3 продольными боковыми сторонами 12, 13 и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси режущего валика 3 боковыми сторонами 14, 15, причем показан вариант с вертикально проходящими боковыми сторонами 14, 15.
Высокий и глубокий профиль режущего валика 2 на глубину Т проникновения, входит в высокий и глубокий профиль режущего валика 3. При этом в продольном направлении/осевом направлении режущих валиков продольная боковая сторона 8 и боковая сторона 10 высокого и глубокого профиля режущего валика 2 участками примыкают к боковой стороне 14 высокого и глубокого профиля режущего валика 3, продольная боковая сторона 9 и боковая сторона 11 высокого и глубокого профиля режущего валика 2 - к боковой стороне 15 высокого и глубокого профиля режущего валика 3, продольная боковая сторона 13 и боковая сторона 15 высокого и глубокого профиля режущего валика 3 - к боковой стороне 11 высокого и глубокого профиля режущего валика 2, а продольная боковая сторона 12 и боковая сторона 14 высокого и глубокого профиля режущего валика 3 - к боковой стороне 10 высокого и глубокого профиля режущего валика 2. Таким образом, между боковой стороной 10 и продольной боковой стороной 8 режущего валика 2 и боковой стороной 14 режущего валика 3 и зеркально-симметрично этому между боковой стороной 11 и продольной боковой стороной 9 режущего валика 2 и боковой стороной 15 режущего валика 3, между боковой стороной 15 и примыкающей к ней продольной боковой стороной 12 режущего валика 3 и боковой стороной 11 режущего.валика 2 и т.д. образуются режущие кромки. Полоски ленточного материала 17 проходят наискось к продольным осям режущих валиков 2, 3 со сгибом в соответствии с наклонами продольных боковых сторон, причем полоски направляются при этом частично в продольном направлении ленточного материала 17 в соответствии с образующимися режущими кромками, так что полоски после продольного режущего устройства 1 параллельно в продольном направлении ленточного материала 17 непрерывно подаются к поперечному режущему устройству 4 (не показано).
Также фиг.5b отличается от фиг.5а тем, что согласно фиг.5b перерабатывается недеформируемый ленточный материал 17, а согласно фиг.5а - деформируемый ленточный материал 17, который заполняет образующуюся между боковыми сторонами пространство, предпочтительно (полностью) заполняет или полностью прилегает к соответствующим боковым сторонам.
При необходимости разрезанный материал может затем (снова) выпрямиться из показанного на фиг.5а, 5b согнутого состояния в плоское состояние.
В общем, следует отметить, что фиг.4а, 4b, 5а, 5b показывают схематично идеализированные предельные изображения геометрических условий режущих кромок и прохождения полосок ленточного материала, а точные геометрические условия в действительности лежат в зависимости от свойств материала (в частности, в зависимости от степени деформируемости материала) между этими предельными изображениями.
Предложенное на фиг.4а, 4b, 5а, 5b выполнение обеспечивает при относительно простой конструкции надежное параллельное ведение ленточного материала или нарезанных из него полосок в продольном направлении или в направлении движения ленточного материала через весь измельчитель, а также простую и надежную повторную отделяемость нарезанных полосок от режущих валиков продольного режущего устройства при одновременно надежной параллельной подаче к поперечному режущему устройству.
Схематично изображенное на фиг.6 расположение режущих валиков 2, 3 продольного режущего устройства 1 согласно другому предпочтительному варианту осуществления изобретения, в основном, соответствует расположению на фиг.3. Однако на фиг.6 продольная ось режущего валика 2 не параллельна продольной оси режущего валика 3, как на фиг.3, а расположена наискось и показана на виде сверху. За счет этого, при необходимости, может обеспечиваться улучшенная подточка соответствующих режущих кромок, поскольку соответствующие боковые стороны могут скользить друг по другу наподобие ножниц, что создает эффект подточки.
В то время как на фиг.1 и 2 изображены режущие валики одинакового диаметра, на фиг.3 и 6 изображены режущие валики, имеющие разные диаметры. Однако в любом случае окружные скорости режущих валиков должны быть одинаковы.
Изобретение относится к измельчителю для получения частиц из ленточного материала. Измельчитель содержит продольное режущее устройство с первым режущим валиком и вторым режущим валиком, а также поперечное режущее устройство, расположенное за продольным режущим устройством. Режущие валики имеют специальные профили. В первом варианте выполнения валики имеют пилообразный профиль. По меньшей мере, три из четырех сторон нарезанных полосок ленточного материала прилегают между продольными боковыми сторонами пилообразного профиля первого и второго режущих валиков и боковыми сторонами пилообразного профиля второго режущего валика. Во втором варианте выполнения режущие валики имеют высокий и глубокий профили с проходящими наискось к направлению продольной оси валиков продольными боковыми сторонами и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси валиков боковыми сторонами. Технический результат заключается в обеспечении надежного измельчения или гранулирования самых разных материалов, а также не полностью затвердевших полимерных материалов. 2 н. и 13 з.п. ф-лы, 8 ил.
1. Измельчитель для получения частиц (16) из ленточного материала (17), содержащий продольное режущее устройство (1) с первым режущим валиком (2) и вторым режущим валиком (3), а также поперечное режущее устройство (4), расположенное за продольным режущим устройством (1), отличающийся тем, что первый режущий валик (2) имеет пилообразный профиль с проходящими наискось к направлению продольной оси первого режущего валика (2) продольными боковыми сторонами (4) и примыкающими к ним, проходящими, по меньшей мере, участками перпендикулярно продольной оси первого режущего валика (2) боковыми сторонами (5), второй режущий валик (3) имеет пилообразный профиль с проходящими наискось к направлению продольной оси второго режущего валика (3) продольными боковыми сторонами (6) и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси второго режущего валика (3) боковыми сторонами (7), причем пилообразный профиль первого режущего валика (2) на глубину (Т) проникновения входит в пилообразный профиль второго режущего валика (3) так, что в направлении продольных осей режущих валиков (2, 3) продольная боковая сторона (4) и боковая сторона (5) пилообразного профиля первого режущего валика (2) участками примыкают к боковой стороне (7) пилообразного профиля второго режущего валика (3), в результате чего возникающие режущие кромки образованного продольного режущего устройства (1) проходят параллельно в продольном направлении ленточного материала, и что, по меньшей мере, три из четырех сторон нарезанных полосок ленточного материала прилегают между продольными боковыми сторонами (4, 6) пилообразного профиля первого и второго режущих валиков (2, 3) и боковыми сторонами (7) пилообразного профиля второго режущего валика (3) и при этом направлены наискось к продольным осям первого и второго режущих валиков (2, 3) в соответствии с наклоном продольных боковых сторон (4, 6), и при этом направлены параллельно в продольном направлении ленточного материала в соответствии с возникающими режущими кромками, так что полоски после продольного режущего устройства (1) параллельно в продольном направлении ленточного материала непрерывно подаются к поперечному режущему устройству (4).
2. Измельчитель для получения частиц (16) из ленточного материала (17), содержащий продольное режущее устройство (1) с первым режущим валиком (2) и вторым режущим валиком (3), а также поперечное режущее устройство (4), расположенное за продольным режущим устройством, отличающийся тем, что первый режущий валик (2) имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси первого режущего валика (2) продольными боковыми сторонами (8, 9) и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси первого режущего валика (2) боковыми сторонами (10, 11), второй режущий валик (3) имеет высокий и глубокий профиль с проходящими наискось к направлению продольной оси второго режущего валика (3) продольными боковыми сторонами (12, 13) и примыкающими к ним, проходящими, по меньшей мере, участками вертикально или, по меньшей мере, участками с наклоном до 4° к перпендикуляру к продольной оси второго режущего валика (3) боковыми сторонами (14, 15), причем высокий и глубокий профиль первого режущего валика (2) на глубину (Т) проникновения входит в высокий и глубокий профиль второго режущего валика (3) так, что в направлении продольных осей режущих валиков (2, 3) продольная боковая сторона (8, 9) и боковая сторона (10, 11) высокого и глубокого профиля первого режущего валика (2) участками примыкают к боковой стороне (14, 15) высокого и глубокого профиля второго режущего валика (3), а продольная боковая сторона (12, 13) и боковая сторона (14, 15) высокого и глубокого профиля второго режущего валика (3) примыкают к боковой стороне (10, 11) первого режущего валика (2), в результате чего возникающие режущие кромки образованного продольного режущего устройства (1) проходят параллельно в продольном направлении ленточного материала, и что, по меньшей мере, три из четырех сторон нарезанных полосок ленточного материала прилегают между продольными боковыми сторонами (8, 9, 12, 13) высокого и глубокого профиля первого и второго режущих валиков (2, 3) и боковыми сторонами (10, 11, 14, 15) их высокого и глубокого профиля и при этом направлены наискось к продольной оси первого и второго режущих валиков (2, 3) в соответствии с наклоном продольных боковых сторон (8, 9, 12, 13), и при этом направлены параллельно в продольном направлении ленточного материала в соответствии с возникающими режущими кромками, так что полоски после продольного режущего устройства (1) параллельно в продольном направлении ленточного материала непрерывно подаются к поперечному режущему устройству (4).
3. Измельчитель по п.2, отличающийся тем, что продольные боковые стороны (8, 9) первого режущего валика (2) и продольные боковые стороны (12, 13) второго режущего валика (3) участками, предпочтительно участками между боковыми сторонами (10, 11, 14, 15) первого и второго режущих валиков (2, 3), могут быть попеременно наклонены к их продольным осям с положительными и отрицательными углами наклона, причем значения углов наклона предпочтительно одинаковые.
4. Измельчитель по п.1 или 2, отличающийся тем, что профиль первого режущего валика (2) и/или профиль второго режущего валика (3) образованы несколькими расположенными рядом друг с другом и примыкающими друг к другу парными боковыми сторонами (5, 7; 10, 11, 14, 15) и продольными боковыми сторонами (4, 6; 8, 9, 12, 13).
5. Измельчитель по п.1 или 2, отличающийся тем, что наклон боковых сторон (7; 14, 15) второго режущего валика (3) проходит вдоль его радиуса наружу в направлении от входящих боковых сторон (5; 10, 11) первого режущего валика (2).
6. Измельчитель по п.2 или 3, отличающийся тем, что наклон боковых сторон (10, 11) первого режущего валика (2) проходит вдоль его радиуса наружу в направлении от входящих боковых сторон (14, 15) второго режущего валика (3).
7. Измельчитель по п.1 или 2, отличающийся тем, что наклон продольных боковых сторон (4; 8, 9), проходящих наискось в направлении продольной оси первого режущего валика (2), и/или наклон продольных боковых сторон (6; 12, 13), проходящих наискось в направлении продольной оси второго режущего валика (3), составляет до 30°.
8. Измельчитель по п.1 или 2, отличающийся тем, что первый режущий валик (2) расположен над вторым режущим валиком (3).
9. Измельчитель по п.1 или 2, отличающийся тем, что продольная ось первого режущего валика (2) расположена наискось к продольной оси второго режущего валика (3).
10. Измельчитель по п.1 или 2, отличающийся тем, что первый режущий валик (2) и второй режущий валик (3) установлены с возможностью смещения в своем положении по отношению друг к другу, предпочтительно можно смещать положение их продольных осей по отношению друг к другу, особенно предпочтительно можно регулировать глубину (T) проникновения профиля первого режущего валика (2) в рофиль второго режущего валика (3), причем предпочтительнее всего глубину проникновения можно регулировать в соответствии с толщиной разрезаемого ленточного материала.
11. Измельчитель по п.10, отличающийся тем, что предусмотрено устройство подачи на глубину для регулирования положения обоих режущих валиков (2, 3) по отношению друг к другу, причем устройство подачи на глубину выполнено с возможностью приложения к ленточному материалу, предпочтительно упруго, усилия, регулируемого особенно предпочтительно гидравлически, пневматически или посредством усилия пружины, так что предпочтительнее всего можно регулировать усилие резания продольного режущего устройства (1).
12. Измельчитель по п.1 или 2, отличающийся тем, что перед поперечным режущим устройством (4) предусмотрено подающее устройство (18) для продольной подачи ленточного материала.
13. Измельчитель по п.12, отличающийся тем, что подающее устройство (18) расположено перед или за продольным режущим устройством (1).
14. Измельчитель по п.12, отличающийся тем, что продольное режущее устройство (1) выполнено в виде подающего устройства.
15. Измельчитель по п.1 или 2, отличающийся тем, что он используется для измельчения ленточного материала, который может быть выбран из группы полимерного, целлюлозного, бумажного, эластомерного и/или металлического материала, причем материал может быть деформируемым или недеформируемым.
| СПОСОБ ПРЯДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164566C1 |
| DE 8813569 U1, 12.01.1989 | |||
| DE 19640845 A1, 09.04.1998 | |||
| Машина для резки рулонных материалов на форматы | 1976 |
|
SU654405A1 |

