Область техники
Изобретение относится к устройству для ламинарного охлаждения, применяемому в области металлургии при горячей прокатке, в частности, к охлаждающему устройству, в котором можно регулировать ширину ламинарного потока на металлургических линиях прокатки стали.
Известный уровень техники
Плоскостность горячекатаной стальной полосы всегда определяет качество продукции, и потребители уделяют этому показателю особое внимание, поскольку плоскостность оказывает непосредственное влияние на применение изделий. В связи с тем, что в настоящее время стремительно развивается черная металлургия, область применения изделий из стальной полосы непрерывно увеличивается и, соответственно, день ото дня возрастают требования потребителей к плоскостности стальной полосы.
Устройство поршневого типа для ламинарного охлаждения должно применяться на непрерывных линиях горячей прокатки металлургических предприятий для обеспечения плоскостности стальной полосы, и его главная функция состоит в быстром охлаждении стальной полосы после завершения прокатки до заданной температуры сматывания полосы в рулон, чтобы обеспечить эксплуатационные характеристики стальной полосы.
Устройство поршневого типа для ламинарного охлаждения, обычно, имеет несколько комплектов охлаждающих коллекторов (комплект состоит из верхнего коллектора и соответствующего нижнего коллектора). При охлаждении стальная полоса проходит, как правило, несколько зон охлаждения, каждая зона охлаждения составлена из секций основного охлаждения и секций окончательного охлаждения, и секции основного охлаждения охлаждающей зоны составлены из нескольких комплектов коллекторов сильного охлаждения и нескольких комплектов коллекторов основного охлаждения. Клапаны комплектов коллекторов, которые должны быть открыты, рассчитываются согласно модели охлаждения ламинарным потоком посредством программируемого логического контроллера (PLC), в соответствии с правилом, для секций основного охлаждения спереди назад и для секций окончательного охлаждения сзади наперед. В программируемом логическом контроллере (PLC) имеются данные о положении каждого комплекта коллекторов, кроме того, программируемым логическим контроллером (PLC) прослеживается положение стальной полосы на роликовом столе при ламинарном охлаждении. Способ регулировки устройства ламинарного охлаждения состоит в следующем:
Во-первых, автоматически определяется количество комплектов охлаждающих коллекторов в секциях основного охлаждения и в секциях окончательного охлаждения, определение производится посредством расчета, выполняемого с помощью модели охлаждения ламинарным потоком, согласно которой устанавливается температура окончания прокатки и температура сматывания полосы в рулон, затем направляются командные сигналы в основное оборудование автоматического регулирования для регулировки водяного клапана.
Во-вторых, после выхода стальных полос из несущей конструкции последнего стана окончательной прокатки в соответствии с замером пирометром фактической температуры стального листа при окончании прокатки снова регулируется количество комплектов охлаждающих коллекторов, которые должны быть открыты.
Наконец, на основании замера пирометром фактической температуры охлаждаемой ламинарным потоком стальной полосы перед сматыванием в рулон динамически регулируется количество комплектов охлаждающих коллекторов ламинарного потока, которые должны быть открыты, в соответствии с требованиями сматывания стальной полосы в рулон, чтобы температура стальной полосы находилась в требуемом диапазоне для сматывания. Температуру стальной полосы можно регулировать с точностью до 5°C, регулируя количество охлаждающей воды в каждом комплекте клапанов.
Поскольку возрастают технические требования к линиям прокатки и непрерывно увеличиваются требования потребителей к качеству продукта, существующая система ламинарного охлаждения не может соответствовать требованиям производства некоторых сортов сталей, в особенности, прочных легированных сталей (например, BS600, BS700, B510L, S45C, SS400 и так далее). В существующей системе ламинарного охлаждения имеются некоторые проблемы, например нестабильность давления воды и неравномерное распределение потока воды, что приводит к неравномерному охлаждению полосы, изготавливаемой из прочной стали, проходящей через зоны ламинарного охлаждения, в результате чего, возникает несоответствие качества плоскостности стальных полос, например, наблюдается коробление C-типа, вызванное неравномерным охлаждением стальной полосы, кроме того, вследствие неравномерного охлаждения в поперечном направлении стальной полосы, в особенности, вследствие большого падения температуры на краевых участках, создаются внутренние напряжениям, которые при последующем процессе охлаждения приводят к образованию двусторонней волны, что оказывает существенное влияние на качество плоскостности, а также на равномерность механических свойств, температурных и фазовых изменений стальной полосы в поперечном направлении.
Компания Kawasaki Steel, Ltd предложила устройство ламинарного охлаждения в китайском патенте "The cooling method and device for metal strip material" (дата публикации заявки 1987.12.16 и патентная публикация № CN 87100594), согласно которому в устройстве для ламинарного охлаждения используются форсунки для ламинарного потока, составленные из пары плоских пластинчатых элементов, определяющих прорези и регулирующих область прохода в указанных форсунках, причем, охлаждающая вода, проходящая через указанные прорези, создает охлаждающую водную сетку и, по меньшей мере, одна из плоских пластин, формирующих форсунки для ламинарного потока, может быть изогнута перпендикулярно направлению потока охлаждающей воды, в то время как, по меньшей мере, одна из плоских пластин, формирующих форсунки для ламинарного потока, предпочтительно, изменяет область прохода под действием давления охлаждающей воды, таким образом, регулируется область прохода для охлаждающей воды. В этом техническом решении используется способ экранирования краевых участков ламинарного потока охлаждающих коллекторов, который позволяет устранить проблему большого снижения температуры на краевых участках стальной полосы. Однако, указанный способ, без сомнения, имеет очень серьезный недостаток, состоящий в том, что при изготовлении более узких стальных полос большое количество охлаждающей воды тратится впустую, что не соответствует концепции современного интенсивного производства.
В патенте № JP 2002361316 "Strip material cooling device", поданном 17 декабря 2002 компанией Mitsubishi Heavy Industries, Ltd. (Япония), предложено техническое решение, согласно которому в процессе ламинарного охлаждения температура краевых участков стальной полосы повышается в результате улавливания охлаждающей воды на краевых участках стальной полосы и направления ее в резервуар для хранения воды, собранная в резервуаре охлаждающая вода затем удаляется по специальной водосточной трубе. Без сомнения, указанная технология имеет тот же самый недостаток, который состоит в том, что при изготовлении более узких стальных полос большое количество охлаждающей воды будет потрачено впустую.
В связи с вышеизложенным, заявитель поставил перед собой задачу создания усовершенствованного устройства для ламинарного охлаждения, в котором можно устанавливать зону действия ламинарного потока соответственно ширине проходящей изготавливаемой полосы, при необходимости проводить охлаждение стальных полос различной ширины, чтобы можно было изменять ширину зоны ламинарного охлаждения и регулировать подачу охлаждающей воды в поперечном направлении проходящей полосы, благодаря чему, уменьшается падение температуры на краевых участках стальной полосы и обеспечивается качество плоскостности, а также равномерность механических свойств, температурных и фазовых изменений стальной полосы в поперечном направлении. Благодаря устройству и способу регулировки согласно изобретению обеспечивается значительная экономия охлаждающей воды в отличие от предшествующей технологии, в которой применяется экранирование краевого участка стальной полосы.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы предложить устройство поршневого типа для ламинарного охлаждения, которое позволит исключить недостатки предшествующей системы ламинарного охлаждения, связанные с неравномерным охлаждением в поперечном направлении стальной полосы; причем, нужно предложить такое устройство, в котором можно устанавливать зону действия ламинарного потока соответственно ширине проходящей изготавливаемой полосы, при необходимости проведения охлаждения стальных полос различной ширины, с небольшим расходом охлаждающей воды, чтобы можно было изменять ширину зоны ламинарного охлаждения и регулировать подачу охлаждающей воды в поперечном направлении проходящей полосы, благодаря чему, уменьшается падение температуры на краевых участках стальной полосы и обеспечивается качество плоскостности, а также равномерность механических свойств, температурных и фазовых изменений стальной полосы в поперечном направлении.
Для решения вышеупомянутой задачи согласно изобретению предложено устройство поршневого типа для ламинарного охлаждения, которое содержит несколько комплектов форсуночных блоков, причем, каждый комплект форсуночных блоков содержит: коллектор, закрепленный в устройстве ламинарного охлаждения перпендикулярно направлению перемещения стальной полосы; впускной водяной патрубок, подсоединенный к коллектору и сообщающий с коллектором; несколько форсунок, равномерно расположенных на коллекторе в его осевом направлении и сообщающихся с коллектором; кроме того, каждый комплект форсуночных блоков также содержит:
два поршня, которые расположены в двух концевых участках коллектора, при этом наружный диаметр поршней сопрягается с внутренним диаметром коллектора; приводное устройство, соединенное с указанными двумя поршнями для обеспечения перемещения указанных двух поршней в противоположном направлении в коллекторе.
Предпочтительно, поршень содержит корпус и, по меньшей мере, один зачищающий слой, наружный диаметр которого совпадает с диаметром корпуса поршня, при этом зачищающий слой закреплен на основной концевой поверхности корпуса поршня.
Предпочтительно, для изготовления корпуса поршня используется сверхвысокомолекулярный полиэтилен.
Предпочтительно, зачищающий слой содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
Поршень, содержащий зачищающий слой, не только соответствует требованиям по уплотняющим характеристикам, но также соответствует требованиям по прочности, благодаря мягкому уплотнению и твердому уплотнению. Твердое уплотнение создается корпусом поршня, сформированным из сверхвысокомолекулярного полиэтилена; сверхвысокомолекулярный полиэтилен, обеспечивая механическую прочность поршня, не может повредить внутреннюю поверхность коллектора, так как его твердость ниже твердости нержавеющей стали, что позволяет избежать износа внутренней стенки коллектора. Зачищающий слой, выполняющий функцию зачистки, может эффективно устранить твердые водяные отложения, формирующиеся на внутренней стенке коллектора при ламинарном потоке охлаждающей воды, посредством зачистки внутренней стенки коллектора и последующим смыванием, что позволяет избежать повреждения перемещающегося поршня частицами, присутствующими в охлаждающей воде, и его заклинивания в коллекторе.
Предпочтительно, приводное устройство содержат:
винт, имеющий участки с противоположной резьбой, на которых, расположены два поршня с соответственно внутренней резьбой, по меньшей мере, одна пара осевых направляющих шпонок и осевых направляющих пазов расположена на поршнях и внутренних стенках коллектора, соответственно;
двигатель, соединенный с винтом, имеющим участки с противоположной резьбой, для его привода.
Вышеупомянутое приводное устройство посредством двигателя заставляет винт, имеющий участки с противоположной резьбой, перемещаться и, таким образом, приводит в действие два поршня, которые перемещаются в противоположном направлении в коллекторе по направляющим пазам.
Предпочтительно, приводные устройства содержат:
два винта, на концевых участках которых, соответственно, установлены два поршня;
два двигателя для приведения в движение, соответственно, двух винтов.
Предпочтительно, каждый комплект форсуночных блоков также содержит: два фланца, расположенных, соответственно, на двух концах коллектора и соединенных посредством муфты с винтами, и направляющий блок, радиально расположенный относительно центрального отверстия фланца, соответственно, направляющий паз, аксиально расположенный на винте, причем, направляющий блок, взаимодействуя с направляющим пазом, задает линейное направление перемещения винта.
Предпочтительно, каждый комплект форсуночных блоков также содержит:
коллектор с двумя фланцами, которые расположены, соответственно, на двух концах коллектора и соединены посредством муфты с винтами;
два направляющих устройства, которые размещены вне фланцев с двух концов коллектора, причем, каждое направляющее устройство содержит: опору, закрепленную около концевого участка коллектора; направляющий паз, выполненный на винте в осевом направлении; направляющую пластину, закрепленную на опоре и имеющую на концевой поверхности соответствующий выступ, который входит в направляющий паз, задавая линейное направление перемещения винта.
Два направляющих устройства выполняют обеспечения стабильности перемещения винта при его прямолинейном возвратно-поступательном движении. Предпочтительно, каждый комплект форсуночных блоков также содержит: две большие шестерни, расположенные, соответственно, на выходных валах двигателей;
две малые шестерни, зацепляющиеся, соответственно, с большими шестернями, причем, в малых шестернях выполнено центральное отверстие с внутренней резьбой для соединения с винтами, имеющими внешнюю резьбу.
Предпочтительнее, каждый комплект форсуночных блоков также содержит: две большие шестерни, расположенные, соответственно, на выходных валах двигателей;
две малые шестерни, зацепляющиеся, соответственно, с большими шестернями;
две гайки, закрепленные, соответственно, в центральных отверстиях двух малых шестерен, соответственно, при этом гайки на резьбе соединяются с соответствующими винтами.
Предпочтительно, зазор между поршнем и коллектором составляет от 0,02 мм до 0,10 мм.
Предпочтительно, устройство поршневого типа для ламинарного охлаждения также, содержит:
подводящую трубу, располагаемую под прямым углом к коллекторам, и соединенную с коллекторами посредством соединительных элементов; поскольку коллектор, заполняемый охлаждающей водой, может быть перегружен, в таком случае подводящая труба, располагаемая под прямым углом к коллектору, может обеспечить поддержку коллектора.
гидроцилиндр, шток которого соединен с подводящей трубой и перемещает форсуночные блоки в положение осуществления ламинарного охлаждения.
Изобретение, благодаря использованию вышеупомянутых технологических решений, по сравнению с известной технологией имеет следующие преимущества и положительные эффекты:
1. Ширина ламинарного потока охлаждающей воды в поперечном направлении стальной полосы косвенно регулируется при регулировке положения поршня в коллекторе, что позволяет в устройстве устанавливать зону действия ламинарного потока соответственно ширине проходящей изготавливаемой полосы, при необходимости проведения охлаждения стальных полос различной ширины, чтобы можно было изменять ширину зоны ламинарного охлаждения, благодаря чему, уменьшается падение температуры на краевых участках стальной полосы и обеспечивается качество плоскостности, а также равномерность механических свойств и температурных и фазовых изменений стальной полосы в поперечном направлении;
2. Эффективно исключается избыточный расход охлаждающей воды, поскольку посредством поршня можно регулировать ширину зоны, охлаждаемой водой, которая подается из коллектора.
Краткое описание чертежей
Признаки и характеристики устройства согласно изобретению будут описаны далее на примере нескольких вариантов осуществления со ссылкой на прилагаемые чертежи.
Чертежи, прилагаемые к описанию, используются для облегчения понимания изобретения и составляют часть настоящей заявки, варианты осуществления настоящего изобретения используются для пояснения изобретения и не являются ограничивающими.
Фиг.1 - схематичный конструктивный вид одного комплекта форсуночных блоков устройства поршневого типа для ламинарного охлаждения согласно изобретению.
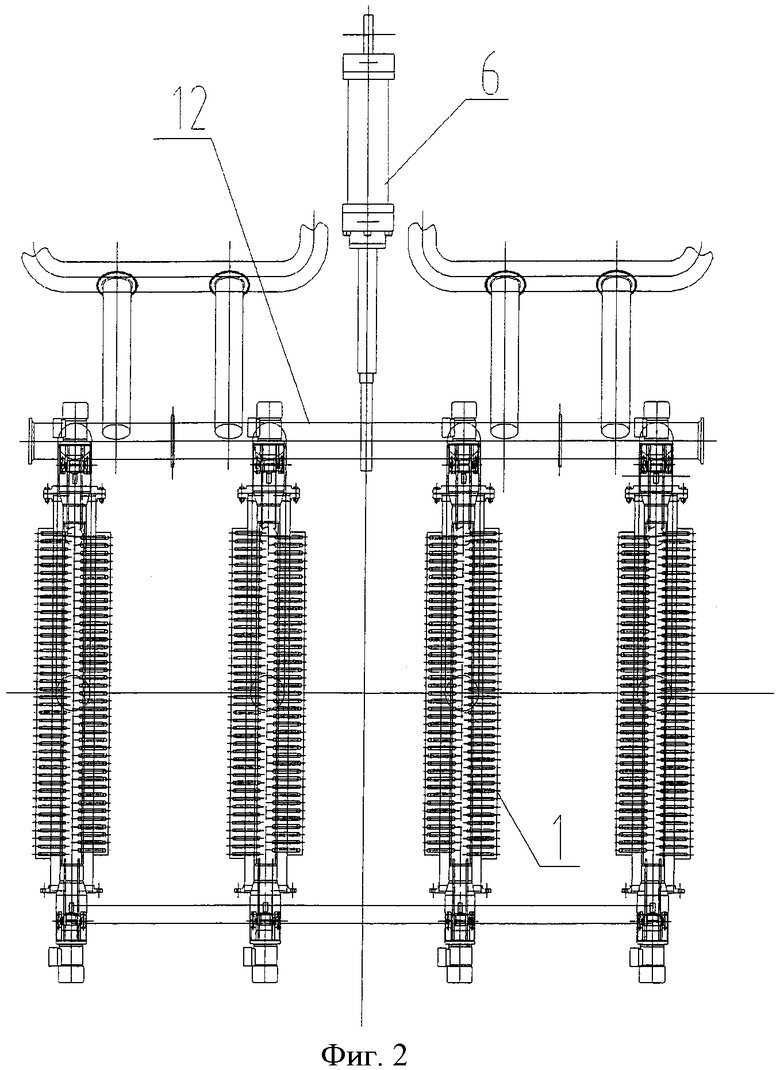
Фиг.2 - конструктивная схема устройства поршневого типа для ламинарного охлаждения согласно изобретению.
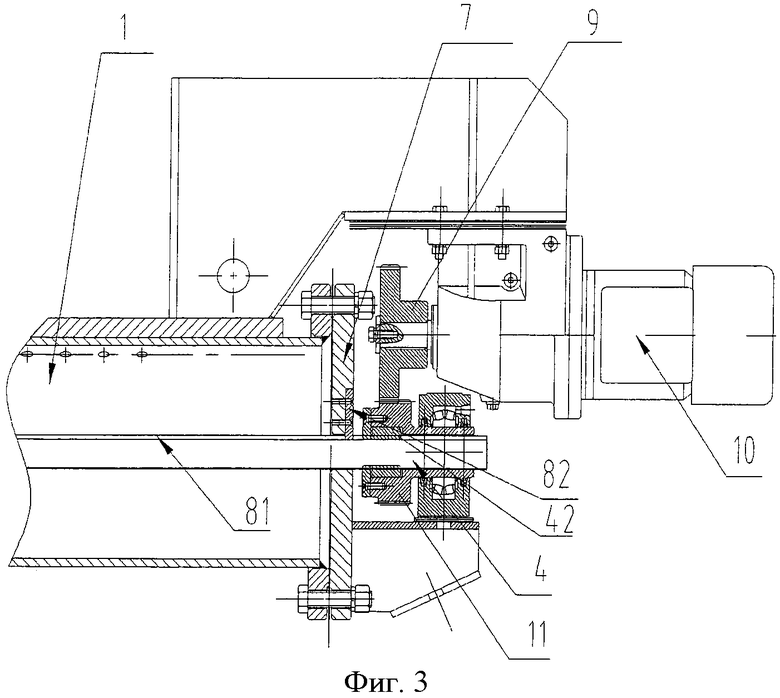
Фиг.3 - схематичный конструктивный вид направляющих устройств согласно вариантам 1 и 2 осуществления изобретения.
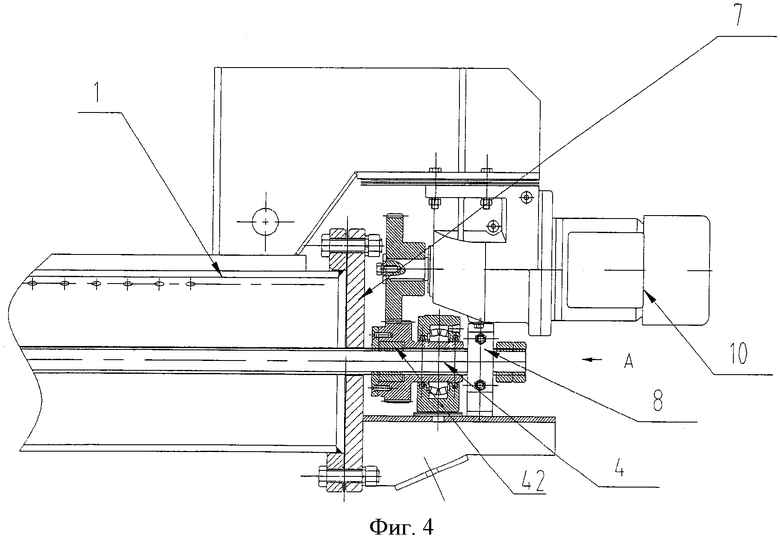
Фиг.4 - схематичный конструктивный вид направляющих устройств согласно вариантам 3 и 4 осуществления изобретения.
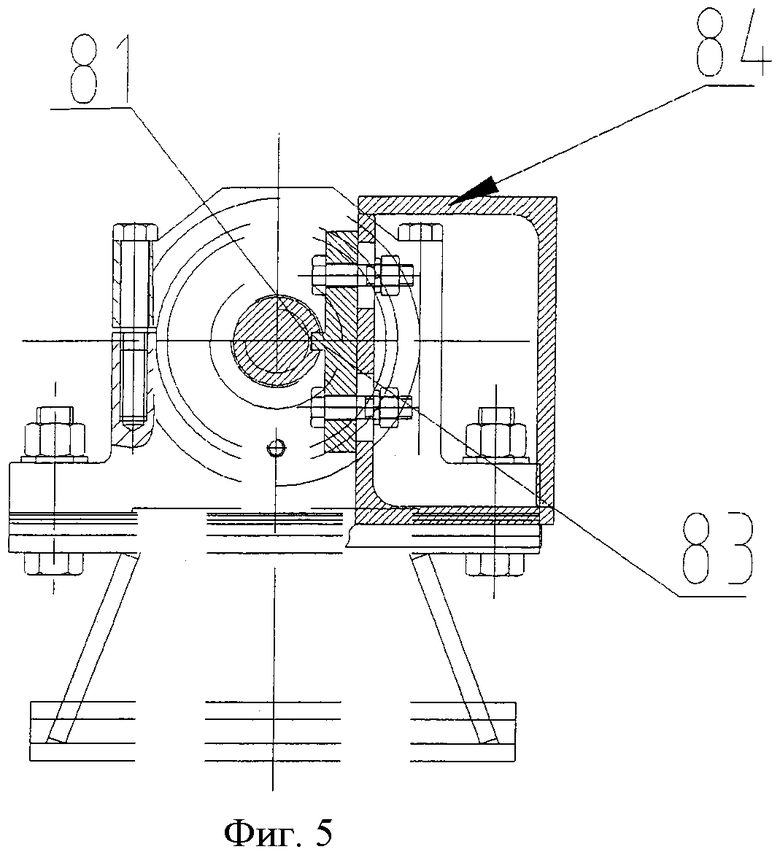
Фиг.5 - вид направляющих устройств, представленных на фиг.4 в направлении А.
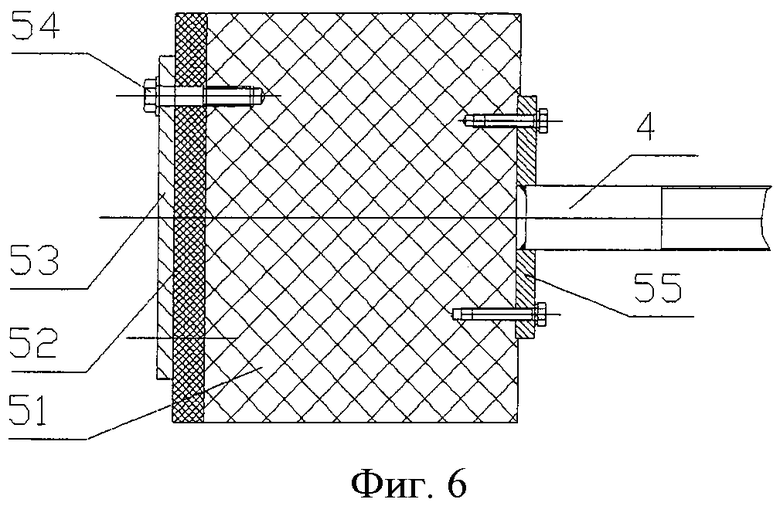
Фиг.6 - схематичный конструктивный вид поршня согласно варианту 1 осуществления изобретения.
Фиг.7 - схематичный конструктивный вид поршня согласно варианту 2 осуществления изобретения.
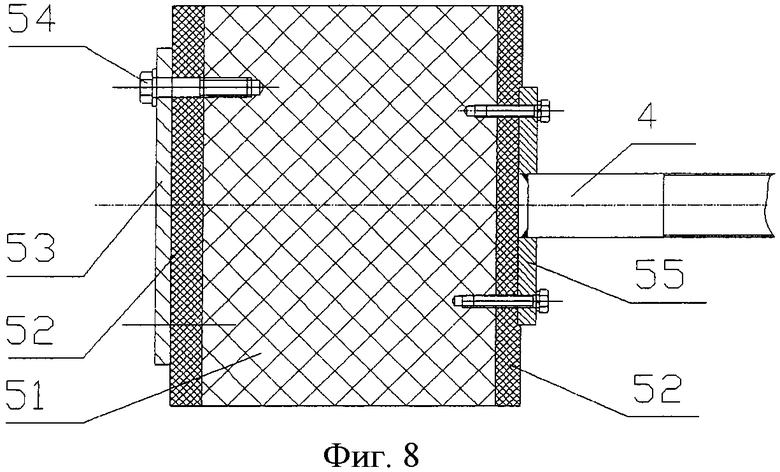
Фиг.8 - схематичный конструктивный вид поршня согласно варианту 3 осуществления изобретения.
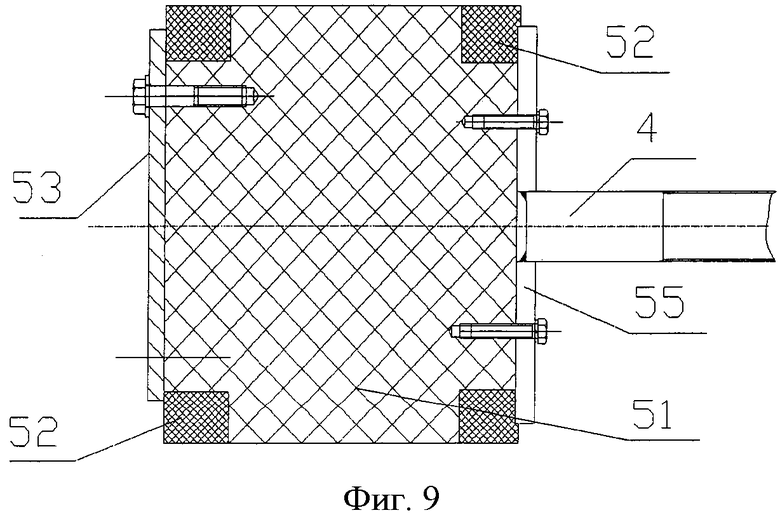
Фиг.9 - схематичный конструктивный вид поршня согласно варианту 4 осуществления изобретения.
Предпочтительный вариант осуществления изобретения
Далее будут описываться предпочтительные варианты осуществления изобретения со ссылкой на фиг.1-9.
Как показано на фиг.2, устройство поршневого типа для ламинарного охлаждения содержит несколько комплектов 1 форсуночных блоков, которые установлены параллельно друг другу, расположенную под коллекторами подводящую трубу 12, которая образует прямой угол с коллекторами 1 и соединена с ними, обеспечивая их поддержку при заполнении охлаждающей водой, а также гидроцилиндры 6, которые посредством штоков взаимодействуют с подводящей трубой 12, в результате чего, устройство ламинарного охлаждения приводится в рабочее состояние.
Вариант 1 осуществления изобретения
Как показано на фиг.1 и фиг.3, каждый комплект форсуночных блоков содержит один коллектор 1, расположенный перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок 2, подсоединенный к коллектору 1 на его центральном участке, через который охлаждающая вода поступает в коллектор 1, несколько форсунок 3, равномерно расположенных на коллекторе 1 в его осевом направлении, и два винта 4, установленных на двух подшипниковых опорах 41, соответственно, с двух концов коллектора линейно перемещающихся в коллекторе 1 вдоль его центральной оси, два поршня 5, которые закреплены на внутренних концах винтов 4, при этом наружные диаметры поршней 5 сопрягаются с внутренним диаметром коллектора 1 с зазором от 0,02 мм до 0,06 мм, два двигателя 10, которые расположены, соответственно, с двух концов коллектора 1, обеспечивая перемещение винтов 4, причем, соединение винта 4 с двигателем 10 обеспечивается парой сцепляющихся шестерен, при этом большая шестерня 9, которая зацепляется с малой шестерней 11, расположена на выходном валу двигателя 10, также содержит гайку 42, закрепленную в центральном отверстии малой шестерни 11 и установленную на винте 4 на его наружном конце. Две осевые направляющие шпонки расположены на боковых поверхностях поршней 5, и два осевых направляющих паза расположены на внутренних стенках коллектора 1, направляющие шпонки сопрягаются с направляющими пазами для предотвращения вращения поршней 5 относительно коллектора 1. Два фланца 7, расположенные, соответственно, на двух концах коллектора, соединены посредством муфты с винтами 4, и направляющий блок 82 расположен радиалыю относительно центрального отверстия фланца 7, соответствующий направляющий паз 81 выполнен аксиально на винте 4, благодаря чему, направляющий блок 82, взаимодействуя с направляющим пазом 81, задает линейное направление перемещения винта 4.
Как показано на фиг.6, винт 4 согласно изобретению соединен с одним концом корпуса 51 поршня посредством соединительной плиты 55 и винтов, в то время как зачищающий лист 52 закреплен на другом конце корпуса 51 поршня посредством прижимной пластины 53 и винта 54, при этом размер прижимной пластины 53 меньше размера зачищающего листа 52. Следует отметить, что корпус 51 поршня изготовлен из сверхвысокомолекулярного полиэтилена, зачищающий лист содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
Согласно указанному варианту осуществления изобретения двигатели 10 приводят во вращение большие шестерни 9, находящиеся в зацеплении с малыми шестернями 11 и, таким образом, приводят во вращение гайки 42, закрепленные в отверстии малых шестерен 11, при этом винты совершают линейное перемещение вдоль центральной оси коллектора 1, направляемые направляющим устройством, и обеспечивают возвратно-поступательное движение поршней 5 в коллекторе 1, в результате чего, регулируется ширина зоны, охлаждаемой водой.
Вариант 2 осуществления изобретения
Как показано на фиг.1 и фиг.3, каждый комплект форсуночных блоков содержит один коллектор 1, расположенный перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок 2, подсоединенный к коллектору 1 на центральном участке, через который охлаждающая вода поступает в коллектор 1, несколько форсунок 3, равномерно расположенных на коллекторе 1 в его осевом направлении, и два винта 4, установленных на двух подшипниковых опорах 41, соответственно, с двух концов коллектора 1 и способных совершать линейное перемещение в коллекторе 1 вдоль его центральной оси, два поршня 5, которые закреплены на внутренних концах винтов 4, при этом наружные диаметры поршней 5 сопрягаются с внутренним диаметром коллектора 1 с зазором от 0,04 мм до 0,06 мм. Два двигателя 10 расположены с двух концов коллектора 1 и обеспечивают перемещение винтов 4, причем, соединение винта 4 с двигателем 10 обеспечивается парой сцепляющихся шестерен, при этом большая шестерня 9, которая сцепляется с малой шестерней 11, расположена на выходном валу двигателя 10, также содержит гайку 42, закрепленную в центральном отверстии малой шестерни 11 и соединяющуюся на резьбе с винтом 4 на его наружном конце. Два фланца 7, расположенные, соответственно, на двух концах коллектора, соединены посредством муфты с винтами 4, и направляющий блок 82 радиально расположен относительно центрального отверстия фланца 7 при этом соответствующий направляющий паз 81 аксиально выполнен на винте 4, благодаря чему, направляющий блок 82, взаимодействуя с направляющим пазом 81, задает линейное перемещение винта 4.
Как показано на фиг.7, винт 4 согласно изобретению соединен с одним концом корпуса 51 поршня посредством соединительной плиты 55 и винтов, в то время как выступающая площадка закреплена на другом конце корпуса 51 поршня и зачищающий лист 52, расположенный на выступающей площадке, закреплен посредством прижимной пластины 53 и винта 54. Следует отметить, что корпус 51 поршня изготовлен из сверхвысокомолекулярного полиэтилена, зачищающий лист содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
Согласно указанному варианту осуществления изобретения двигатели 10 приводят во вращение большие шестерни 9, которые, зацепляясь с малыми шестернями 11, приводят последние во вращение и, таким образом, приводят во вращение гайки 42, закрепленные в отверстии малых шестерен 11, при этом винты, соединенные на резьбе с гайками, совершают линейное перемещение вдоль центральной оси коллектора 1, направляемые направляющим устройством, и обеспечивают возвратно-поступательное движение поршней 5 в коллекторе 1, в результате чего, регулируется ширина зоны, охлаждаемой водой.
Вариант 3 осуществления изобретения
Как показано на фиг.1 и фиг.4, каждый комплект форсуночных блоков содержит один коллектор 1, расположенный перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок 2, подсоединенный к коллектору 1 на его центральном участке, через который охлаждающая вода поступает в коллектор 1, несколько форсунок 3, равномерно расположенных на коллекторе 1 в его осевом направлении, и два винта 4, установленных на двух подшипниковых опорах 41, соответственно, с двух концов коллектора 1 и способных совершать линейное перемещение в коллекторе 1 вдоль его центральной оси, два поршня 5, которые закреплены на внутренних концах винтов 4, при этом наружные диаметры поршней 5 сопрягаются с внутренним диаметром коллектора 1 с зазором от 0,06 мм до 0,08 мм. Два двигателя 10, которые расположены с двух концов коллектора 1, обеспечивают перемещение винтов 4, причем, соединение винтов 4 с двигателем 10 обеспечивается парой сцепляющихся шестерен, при этом большая шестерня 9, которая зацепляется с малой шестерней 11, расположена на выходном валу двигателя 10. Гайка 42 закреплена в центральном отверстии малой шестерни 11 и установлена на винте 4 на его наружном конце. Гайку, как отдельную деталь, можно исключить, нарезая внутреннюю резьбу в центральном отверстии малой шестерни (эта конструкция на фиг.4 не показана). Две осевые направляющие шпонки расположены на боковых поверхностях поршней 5, и два осевых направляющих паза выполнены на внутренних стенках коллектора 1, направляющие шпонки сопрягаются с направляющими пазами, предотвращая вращение поршней 5 в коллекторе 1. Два фланца 7 расположены, соответственно, на двух концах коллектора и соединены посредством муфты с винтами 4. Два направляющих устройства 8 расположены вне фланцев 7, соответственно, с двух концов коллектора. Конструкция направляющего устройства 8 показана фиг.5: опора 84 установлена около каждого конца коллектора 1 и направляющая пластина соединена с опорой винтами, на концевой поверхности направляющей пластины имеется выступ 83, который входит в осевой направляющий паз 81 винта 4, задавая линейное направление перемещения винта 4.
Как показано на фиг.8, зачищающие листы 52 расположены на двух концевых поверхностях корпуса 51 поршня, винт 4 соединен с корпусом 51 поршня посредством соединительной плиты 55 и винтов, которые также закрепляют один из зачищающих листов 52, на другом конце корпуса 51 поршня зачищающий лист 52 закреплен посредством прижимной пластины 53 и винта 54. Следует отметить, что корпус 51 поршня изготовлен из сверхвысокомолекулярного полиэтилена, зачищающий лист содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
Согласно указанному варианту осуществления изобретения двигатели 10 приводят во вращение большие шестерни 9, которые, сцепляясь с малыми шестернями 11, приводят последние во вращение и, таким образом, приводят во вращение гайки 42, закрепленные в отверстии малых шестерен 11, при этом винты, соединенные на резьбе с гайками, совершают линейное перемещение вдоль центральной оси коллектора 1, направляемые направляющим устройством, и обеспечивают возвратно-поступательное движение поршней 5 в коллекторе 1, в результате чего, регулируется ширина зоны, охлаждаемой водой.
Вариант 4 осуществления изобретения
Как показано на фиг.1 и фиг.4, каждый комплект форсуночных блоков содержит один коллектор 1, расположенный перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок 2, подсоединенный к коллектору 1 на его центральном участке, через который охлаждающая вода поступает в коллектор 1, несколько форсунок 3, равномерно расположенных на коллекторе 1 в его осевом направлении, и два винта 4, установленных на двух подшипниковых опорах 41, соответственно, с двух концов коллектора 1 и способных совершать линейное перемещение в коллекторе 1 вдоль его центральной оси, два поршня 5, которые закреплены на внутренних концах винтов 4, при этом наружные диаметры поршней 5 сопрягаются с внутренним диаметром коллектора 1 с зазором от 0,08 мм до 0,10 мм, два двигателя 10, которые расположены, соответственно, с двух концов коллектора 1, обеспечивая перемещение винтов 4, причем, соединение между винтом 4 и двигателем 10 обеспечивается парой зацепляющихся шестерен, при этом большая шестерня 9, которая зацепляется с малой шестерней 11, расположена на выходном валу двигателя 10, и в центральном отверстии малой шестерни нарезана внутренняя резьба (эта конструкция на фиг.4 не показана), посредством которой малая шестерня И соединяется с винтом 4. Две осевые направляющие шпонки расположены на боковых поверхностях поршней 5 и два осевых направляющих паза выполнены на внутренних стенах коллектора 1, направляющие шпонки сопрягаются с направляющими пазами, предотвращая вращение поршней 5 в коллекторе 1. Два фланца 7 расположены, соответственно, на двух концах коллектора и соединены посредством муфты с винтами 4. Два направляющих устройства 8 расположены вне фланцев 7, соответственно, с двух концов коллектора. Конструкция направляющего устройства 8 показана фиг.5: опора 84 установлена около каждого конца коллектора 1 и направляющая пластина соединена с ней винтами, на концевой поверхности направляющей пластины имеется выступ 83, который входит в осевой направляющий паз 81 винта 4, определяя его линейное перемещение.
Как показано на фиг.9, выступающие площадки расположены на двух концевых поверхностях корпуса 51 поршня, два зачищающих кольца 52, расположены, соответственно, на двух выступающих площадках и закреплены, соответственно, соединительной плитой 55 и прижимной пластиной 53, винт 4 соединен с корпусом 51 поршня соединительной пластиной 55 и винтами. Следует отметить, что корпус 51 поршня изготовлен из сверхвысокомолекулярного полиэтилена, зачищающее кольцо содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
Согласно указанному варианту осуществления изобретения двигатели 10 приводят во вращение большие шестерни 9, которые, зацепляясь с малыми шестернями 11, приводят последние во вращение и, таким образом, приводят во вращение гайки 42, закрепленные в отверстии малых шестерен 11, при этом винты, соединенные на резьбе с гайками, совершают линейное перемещение вдоль центральной оси коллектора 1, направляемые направляющим устройством, и обеспечивают возвратно-поступательное движение поршней 5 в коллекторе 1, в результате чего, регулируется ширина зоны, охлаждаемой водой.
Согласно изобретению вышеупомянутые четыре варианта его осуществления можно использовать в комбинации, что позволяет сделать следующее заключение:
1. Зазор между поршнем и коллектором можно выбрать в диапазоне от 0,02 мм до 0,10 мм в соответствии с реальными условиями производства, например, в соответствии с температурой.
2. Зачищающие слои, размещаемые на корпусе поршня, можно подбирать, в зависимости от требований.
3. Направляющее устройство, обеспечивающее направление винта при его перемещении, можно выполнить по любому из двух вариантов, например, в соответствии с двумя техническими решениями, проиллюстрированными в варианте 1 и варианте 3 осуществления изобретения.
В конечном счете, изобретение позволяет установить зону действия ламинарного потока соответственно ширине прохода проходящей полосы, при необходимости проведения охлаждения стальных полос различной ширины, чтобы можно было изменять ширину зоны ламинарного охлаждения и регулировать подачу охлаждающей воды в поперечном направлении проходящей полосы, благодаря чему, уменьшается падение температуры на краевых участках стальной полосы и обеспечивается качество плоскостности, а также равномерность механических свойств, температурных и фазовых изменений стальной полосы в поперечном направлении; кроме того, предлагаемая в изобретении технология, в отличие от известной технологии с применением экранирования краевого участка, позволяет предотвратить излишний расход охлаждающей воды при достижении аналогичного эффекта охлаждения изготавливаемой полосы; к тому же, согласно изобретению не только обеспечиваются уплотняющие характеристики поршня в коллекторе, но также, благодаря зачищающему слою на поршне, устраняются твердые водяные отложения, формирующиеся на внутренней стенке коллектора при ламинарном потоке охлаждающей воды, посредством зачистки внутренней стенки коллектора и последующим смыванием, что позволяет избежать повреждения перемещающегося поршня частицами, присутствующими в охлаждающей воде, и его заклинивания в коллекторе.
Вышеупомянутые варианты осуществления изобретения описаны только с иллюстративной целью и не являются ограничительными; хотя изобретение подробно описано на примере предпочтительных вариантов его осуществления, специалистам в данной области техники понятно, что детали вариантов осуществления изобретения могут быть изменены и модифицированы, или часть технических характеристик может быть эквивалентно заменена, не выходя за рамки существа настоящего изобретения и объема нижеследующей формулы изобретения.

Изобретение относится к области металлургии, в частности к охлаждающим устройствам при горячей прокатке стальной полосы. Для обеспечения плоскостности и равномерности механических свойств в поперечном направлении полосы устройство содержит форсуночные блоки, каждый из которых имеет коллектор (1), закрепленный перпендикулярно направлению перемещения полосы, впускной водяной патрубок (2), подсоединенный к коллектору (1), несколько форсунок (3), равномерно расположенных на коллекторе (1) в осевом направлении. Каждый блок имеет два поршня (5), которые расположены в двух концевых участках коллектора (1) и сопряжены с внутренней поверхностью коллектора (1), приводное устройство, содержащее закрепленный в подшипниковых опорах (41) винт, имеющий участки с противоположной резьбой, на которых расположены два поршня (5) с соответствующей внутренней резьбой. Каждый блок имеет одну пару осевых направляющих шпонок и осевых направляющих пазов, соответственно расположенных на поршнях (5) и внутренних стенках коллектора (1), двигатель 10, связанный с винтом посредством пары сцепляющихся шестерен (9) и (11), при этом шестерня (9) размещена на валу двигателей. 2 н. и 12 з.п. ф-лы, 9 ил.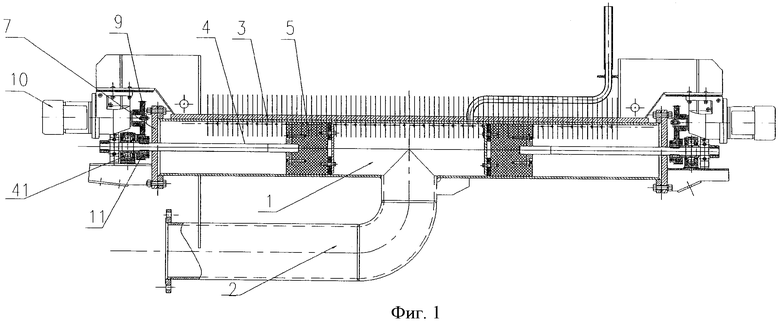
1. Устройство для ламинарного охлаждения поршневого типа, содержащее несколько комплектов форсуночных блоков, каждый из которых включает коллектор (1), закрепленный в устройстве ламинарного охлаждения перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок (2), подсоединенный к коллектору (1) и сообщающийся с коллектором (1), несколько форсунок (3), равномерно расположенных на коллекторе (1) в осевом направлении и сообщающихся с коллектором (1), при этом каждый комплект форсуночных блоков содержит:
два поршня (5), которые расположены в двух концевых участках коллектора (1), причем поршень (5) сопряжен с внутренней поверхностью коллектора (1),
приводное устройство, связанное с указанными двумя поршнями (5) для их перемещения в противоположном направлении в коллекторе (1), включающее
винт, имеющий участки с противоположной резьбой, на которых расположены два поршня (5) с соответствующей внутренней резьбой, связанные с винтом по меньшей мере одна пара осевых направляющих шпонок и осевых направляющих пазов, соответственно, расположенных на поршнях (5) и внутренних стенках коллектора (1),
двигатель, связанный с винтом, имеющим участки с противоположной резьбой для его привода.
2. Устройство по п.1, в котором поршень (5) содержит корпус (51) поршня и по меньшей мере один зачищающий слой (52), наружный диаметр которого равен наружному диаметру корпуса поршня, при этом зачищающий слой (52) закреплен на основной концевой поверхности корпуса (51) поршня.
3. Устройство по п.2, в котором корпус поршня изготовлен из сверхвысокомолекулярного полиэтилена.
4. Устройство по п.2, в котором зачищающий слой содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
5. Устройство для ламинарного охлаждения поршневого типа, содержащее несколько комплектов форсуночных блоков, каждый из которых включает коллектор (1), закрепленный в устройстве ламинарного охлаждения перпендикулярно направлению перемещения стальной полосы, впускной водяной патрубок (2), подсоединенный к коллектору (1) и сообщающийся с коллектором (1), несколько форсунок (3), равномерно расположенных на коллекторе (1) в осевом направлении и сообщающихся с коллектором (1), при этом каждый комплект форсуночных блоков содержит:
два поршня (5), которые расположены в двух концевых участках коллектора (1), причем поршень (5) сопряжен с внутренней поверхностью коллектора (1),
приводное устройство, связанное с указанными двумя поршнями (5) для их перемещения в противоположном направлении в коллекторе (1) и включающее
два винта (4), на внутренних концевых участках которых, соответственно, закреплены два поршня (5),
два двигателя (10) для привода, соответственно, двух винтов (4).
6. Устройство по п.5, в котором поршень (5) содержит корпус (51) поршня и по меньшей мере один зачищающий слой (52), наружный диаметр которого равен наружному диаметру корпуса поршня, при этом зачищающий слой (52) закреплен на основной концевой поверхности корпуса (51) поршня.
7. Устройство по п.6, в котором корпус поршня изготовлен из сверхвысокомолекулярного полиэтилена.
8. Устройство по п.6, в котором зачищающий слой содержит волокнистую подложку, обладающую высокой эластичностью, и металлический слой, нанесенный на наружную поверхность подложки.
9. Устройство по п.5, в котором каждый комплект форсуночных блоков также содержит:
два фланца (7), расположенных, соответственно, на двух концах коллектора (1) и соединенных посредством муфты с винтами (4),
два направляющих устройства, при этом каждое направляющее устройство содержит: направляющий паз (81), выполненный на винте (4) в осевом направлении, направляющий блок (82), установленный вблизи центрального отверстия фланца и взаимодействующий с направляющим пазом (81) для обеспечения линейного перемещения винта.
10. Устройство по п.5, в котором каждый комплект форсуночных блоков также содержит;
два фланца (7), расположенных, соответственно, на двух концах коллектора (1) и соединенных посредством муфты с винтами (4),
два направляющих устройства, которые расположены вне фланцев с двух концов коллектора (1), каждое из которых включает в себя опору, закрепленную около концевого участка коллектора (1), направляющий паз (81), выполненный на винте (4) в осевом направлении, направляющую пластину, закрепленную на опоре и имеющую на концевой поверхности соответствующий выступ (83), который входит в направляющий паз (81), задавая линейное направление перемещения винта (4).
11. Устройство по п.9 или 10, в котором каждый комплект форсуночных блоков также содержит:
две большие шестерни (9), расположенные, соответственно, на выходных валах двигателей (10),
две малые шестерни (11), зацепляющиеся, соответственно, с большими шестернями (9), причем в малых шестернях выполнено центральное отверстие с внутренней резьбой для соединения с винтами, имеющими внешнюю резьбу.
12. Устройство по п.9 или 10, в котором каждый комплект форсуночных блоков также содержит:
две большие шестерни (9), расположенные, соответственно, на выходных валах двигателей (10),
две малые шестерни (11), зацепляющиеся, соответственно, с большими шестернями (9),
две гайки (42), закрепленные, соответственно, в центральных отверстиях двух малых шестерен (11), при этом гайки связаны по резьбе с соответствующими винтами.
13. Устройство по п.12, в котором зазор между поршнем (5) и коллектором (1) составляет от 0,02 мм до 0,10 мм.
14. Устройство по п.13, дополнительно содержащее:
подводящую трубу (12), расположенную под прямым углом к коллекторам (1) и соединенную с ними посредством соединительных элементов,
гидроцилиндр (6), шток которого соединен с подводящей трубой (12) для перемещения форсуночных блоков в положение осуществления ламинарного охлаждения.
| 0 |
|
SU80086A1 | |
| Устройство для очистки прутков круглого проката | 1988 |
|
SU1639820A1 |
| US 3604696 A, 14.09.1971 | |||
| Роликовая закалочная машина | 1980 |
|
SU1035073A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

