Изобретение касается способа и устройства для контролируемой правки и охлаждения широкой металлической полосы, особенно стальной полосы или стального листа, выходящего из стана горячей прокатки, с применением отжимных роликов, установленных в направлении движения полосы позади тянущих двойных роликов, в результате действия которых создается натяжение, действующее в продольном направлении.
Описанный способ и устройство являются по существу известными из DE 3313024 A1. В данном документе речь идет о способе и устройстве для резкого охлаждения проходящих через ролики стальных листов, особенно толстых и средних стальных листов, при одновременной контролируемой правке, при которой стальные листы перед охлаждением в нагретом состоянии выправляются на одном уровне с помощью, по меньшей мере, двух последовательно установленных тянущих двойных роликов. Затем стальной лист протягивается через охлаждающее устройство при натяжении, контролируемом, по меньшей мере, одним двойным роликом. По этому способу предполагается осуществлять охлаждение проходящих стальных листов для достижения заранее определенных механических свойств, без деформации листов или появления коробления, причем одновременно с этим уже имеющиеся отклонения в плоскостности могут быть уменьшены. Несмотря на эти меры все равно проявляются отклонения в плоскостности стальных листов, которые обусловлены созданием недостаточных натяжений, ошибками в режиме охлаждения и другими неблагоприятно действующими обычными мерами. Охлаждающие устройства, применяющиеся на практике, которые по существу состоят из форсуночных элементов, или устройства вторичного охлаждения с использованием слоистых ламинарных завес едва ли могли бы еще быть усовершенствованы. Для ламинарных охлаждающих блоков в основном используются U-образные трубочки. С форсунками может быть реализован, разумеется, при выборе соответствующих параметров, самый высокий из достигаемых теплоотвод. Отрицательно сказываются также плохие характеристики управления и регулировки, вообще, и при низком расходе жидкости, в частности.
В основе изобретения лежит задача расширить область применения обычных систем охлаждения для стали с целью получения более высокой плоскостности стальных листов при интенсивном охлаждении.
В части способа контролируемой правки и охлаждения широкой металлической полосы, преимущественно стальной полосы или стального листа, выходящего из стана горячей прокатки, с использованием отжимных роликов, установленных в распылительном охлаждающем устройстве в направлении движения полосы позади тянущих двойных роликов, в результате действия которых создают натяжение, действующее в продольном направлении, задача решается тем, что осуществляют предварительную правку металлической полосы в машине (7) предварительной правки, при этом регулируют натяжение металлической полосы между машиной предварительной правки и распылительным охлаждающим устройством и внутри охлаждающего устройства (8) между следующими друг за другом парами отжимных роликов.
Согласно изобретению достигается, что металлическая полоса или лист при определенных натяжениях перемещается посредством регулирования натяжения между машиной предварительной правки и распылительным охлаждающим устройством и охлаждается внутри упомянутого устройства между следующими одна за другой парами отжимных роликов, при этом дополнительно контролируется натяжение. Тем самым вызывается пластическая деформация непосредственно перед входом металлической полосы или листа в охлаждающее устройство. Пластическая деформация снижает исходное отклонение от плоскостности металлической полосы или листа. Дополнительное преимущество заключается в проведении процесса правки непосредственно перед охлаждением, из-за чего снижается повторное формирование внутренних напряжений растяжения и деформаций, обусловленных неравномерным остыванием поверхности металлической полосы или листа.
Охлаждающее воздействие практически ограничено возникновением напряжений и связанными с ними деформациями в листе, обусловленными неравномерным охлаждающим действием охлаждающей среды (воды) по поверхности листа. Этот (отрицательный) эффект особенно появляется при интенсивном теплоотводе от тонких и одновременно широких листов. Критическим продуктом для установки является лист с минимальной толщиной при максимальной ширине и при одновременно заданной высокой интенсивности охлаждения. Интенсивность охлаждения определяется большой разностью температур начала и конца охлаждения при малом времени охлаждения. На практике отжимные ролики должны препятствовать этому эффекту деформации. Однако влияние этой формы компенсации ограничено. Расположение машины предварительной правки, согласно изобретению, перед охлаждением вызывает пластическую деформацию и снижает исходные деформации и напряжения непосредственно перед охлаждением.
Особенно эффективно можно бороться с деформацией при входе в охлаждающее устройство, при этом натяжение регулируется посредством переключения скорости, в зависимости от необходимости, следующего, предшествующего или несущего отжимного ролика при поступательном продвижении металлической полосы или листа.
Один вариант выполнения заключается в том, что отжимные ролики установлены с определенным шагом, причем между двумя отжимными роликами в зависимости от шага формируется охлаждающий блок.
В дальнейшем развитии изобретения может предусматриваться то, что шаг устанавливается равным половине длины волны получающейся в результате собственной формы полосы или листа с минимальной толщиной при максимальной ширине и высокой интенсивности охлаждения.
Для решения поставленной задачи также предлагается устройство для контролируемой правки и охлаждения широкой металлической полосы, преимущественно стальной полосы или стального листа, выходящей из стана горячей прокатки, содержащее отжимные ролики, установленные в направлении движения полосы сзади тянущих двойных роликов, и установленный между ними охлаждающий блок, которое снабжено машиной предварительной правки, установленной перед распылительным охлаждающим устройством, имеющим пары отжимных роликов и охлаждающие блоки, предназначенные для формирования между ними действующего натяжения.
Предлагаемое устройство для контролируемой правки и охлаждения широкой металлической полосы, особенно стальной полосы или стального листа, выходящего из стана горячей прокатки, оборудовано парами тянущих двойных роликов и следующими в направлении движения полосы парами отжимных роликов, между каждой парой которых установлено охлаждающее устройство.
Поставленная задача согласно изобретению решена в таком устройстве тем, что перед парами отжимных роликов с охлаждающими блоками, между которыми может устанавливаться контролируемое натяжение, устанавливается машина предварительной правки. Вследствие этого натяжение может передаваться перед охлаждением, из-за чего величина имеющихся деформаций уже здесь уменьшается. Затем производится еще более точное определение натяжений внутри охлаждающих блоков.
Согласно другим признакам предусмотрено, что параметры охлаждающих блоков определяются в зависимости от необходимости для высоких и средних интенсивностей охлаждения.
Влияние охлаждения можно еще усилить тем, что при выходе металлической полосы предусмотрен охлаждающий блок с точно настраиваемыми охлаждающими элементами.
Дальнейшее развитие охлаждающего устройства может предусматривать то, что параметры охлаждающего блока рассчитываются для высокого и/или среднего теплоотвода для заданного спектра изделий.
Усовершенствование изобретения заключается также в том, что между последними и несущими отжимными роликами или правильными роликами в конце металлической полосы или листа, а также отжимными роликами или правильными роликами в начале металлической полосы или листа также могут устанавливаться натяжения.
На чертеже изображен пример выполнения изобретения, который ниже более детально прокомментирован.
На чертежах изображено:
Фиг.1 - системное изображение охлаждающего устройства с отжимными роликами и системы управления приводом с устанавливаемыми натяжениями.
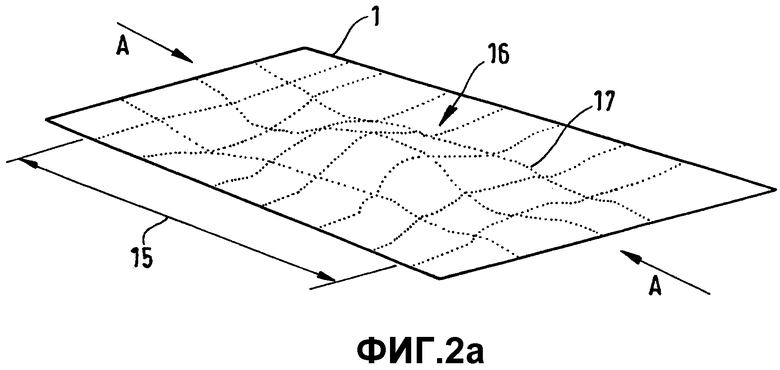
Фиг.2а - вид в перспективе стальной полосы или листа с отклонениями формы от срединных волн.
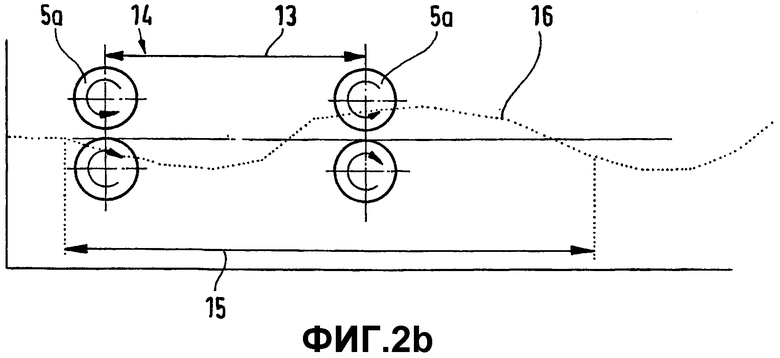
Фиг.2в - вид сбоку двух пар отжимных роликов, расположенных на расстоянии шага.
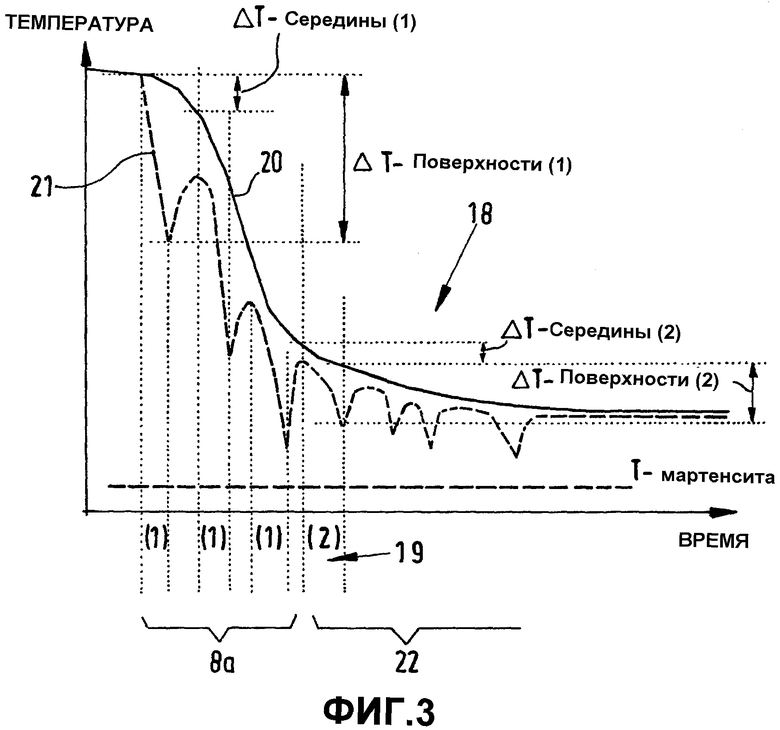
Фиг.3 - распределение охлаждающих устройств при соответствующей интенсивности охлаждения.
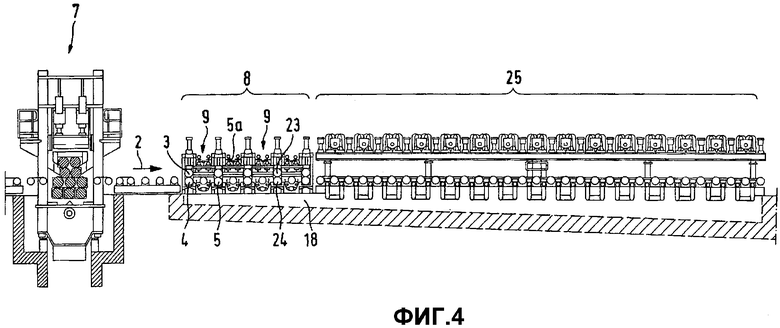
Фиг.4 - общий вид устройства для правки и охлаждения.
Металлическая, особенно стальная, полоса 1 или лист продвигается для контролируемого охлаждения и правки с применением отжимных роликов 5, установленных в направлении движения полосы 2 позади вертикальных двойных роликов 3 и 4, при действующем в продольном направлении (направление движения полосы 2) натяжении 6. При этом металлическая полоса 1 перемещается между машиной 7 предварительной правки и распылительным охлаждающим устройством 8 при определенных натяжениях 6 посредством регулирования натяжения (с помощью приводных двигателей для правильных роликов), внутри распылительного устройства 8 металлическая полоса 1 охлаждается между следующими друг за другом парами отжимных роликов 5а, дополнительно контролируется натяжение 6. Распылительное охлаждающее устройство 8 состоит из охлаждающих блоков 9, установленных между каждыми двумя парами отжимных роликов 5а (фиг.1). При прохождении металлической полосы 1 со скоростью рольганга 10 натяжение 6 контролируется по крутящему моменту 11 через систему 12 управления с обратной связью при контакте (А) полосы с отжимными роликами 5, обозначенными от (i) до (i+nc). Как только конец 1а полосы приходит в контакт (В) с отжимными роликами 5, обозначенными от (i+1) до (i+nc+1), соответствующее натяжение 6 передается на конец 1а полосы, и вне конца 1а полосы измеряется только эталонная (сравнительная) скорость без использования системы 12 управления с обратной связью. Как для конца 1а полосы, так и для начала 1b полосы натяжение 6 регулируется переключением скорости, в зависимости от необходимости, следующего, предыдущего или несущего отжимного ролика 5 при поступательном продвижении металлической полосы 1 (см. фиг.1).
Отжимные ролики 5 располагаются с определенным шагом 13, причем в зависимости от шага 13 между двумя отжимными роликами 5 формируется охлаждающий блок 9. Так, например, шаг 13 может быть соотнесен с половиной 14 получающейся в результате длины 15 волны для металлической полосы 1 с минимальной толщиной при максимальной ширине и высокой интенсивностью охлаждения. В стальной полосе 11 устанавливается типичная длина 15 волны (фиг.2а).
Параметры охлаждающих блоков 9 рассчитываются, в зависимости от необходимости, для высокой или средней интенсивности охлаждения (фиг.2в), причем шаг 13 соответствует половине длины 15 волны (см. фиг.2в). Ход 16 волны отчетливо показан на фиг.2а и 2в пунктирной линией 17.
Фиг.3 иллюстрирует охлаждающее действие отдельных различных видов охлаждающих блоков 9. На температурно-временной диаграмме показана сплошная линия 20 изменения температуры в середине полосы или листа и штриховая линия 21 температуры поверхности. На участках (1) вводятся в действие распылительные охлаждающие блоки 8 а. На выходе 18 стальной полосы 1 предусмотрены охлаждающие блоки 9, состоящие из блоков 22 в виде U-образных трубочек.
На основании перепада температуры заготовки на охлаждающем блоке, ΔТ-середины (1), определяют температуру в середине стального листа 1, т.е. температуру ΔТ-середины (2).
Температура ΔТ-поверхности устанавливается еще в зоне распылительных охлаждающих блоков 8а. При использовании блоков 22 в виде U-образных трубочек необходимая температура конца охлаждения достигается малыми шагами с помощью блоков 22 U-образных трубочек. Возникновение мартенситной структуры вследствие переохлаждения поверхности предотвращается при установке температуры выше температуры Т-мартенсит.
Между последними и несущими отжимными роликами 5 или правильными роликами 23 в конце 1а металлической полосы 1 или листа, а также отжимными роликами 5 или правильными роликами 24 в начале 1b металлической полосы 1 может одинаковым способом создаваться натяжение 6.
На фиг.4 изображен общий вид устройства, в котором в направлении движения полосы 2 после машины предварительной правки 7 расположено распылительное охлаждающее устройство 8 с парами отжимных роликов 5а и охлаждающими блоками 9 и затем следует ламинарное охлаждающее устройство 25.
На чертежах позициями обозначены:
1 - металлическая полоса, стальная полоса или стальной лист;
1а - конец полосы;
1b - начало полосы;
2 - направление движения полосы;
3 - тянущий ролик;
4 - тянущий ролик;
5 - отжимной ролик;
5а - пара отжимных роликов;
6 - натяжение;
7 - машина предварительной правки;
8 - распылительное охлаждающее устройство;
9 - распылительный охлаждающий блок;
10 - скорость рольганга;
11 - крутящий момент;
12 - система управления с обратной связью;
13 - шаг;
14 - половина длины волны;
15 - полученная в результате длина волны;
16 - ход волны;
17 - пунктирная линия;
18 - выход;
19 - охлаждающий элемент;
20 - середина полосы или листа;
21 - температура поверхности;
22 - блоки U-образных трубочек;
23 - правильный ролик;
24 - правильный ролик;
25 - ламинарное охлаждающее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ПРАВКИ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255825C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| Установка для правки полос | 1975 |
|
SU596325A1 |
| МОТАЛЬНОЕ УСТРОЙСТВО С АСИММЕТРИЧНЫМ ОХЛАЖДЕНИЕМ НАМОТАННОЙ ПОЛОСЫ | 2015 |
|
RU2703753C2 |
| МАШИНА ПРАВКИ ПОЛОСЫ | 2010 |
|
RU2456109C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ПРОИЗВОДСТВЕННАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА | 2018 |
|
RU2741033C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при контролируемой правке. При осуществлении способа используют отжимные ролики, установленные в распылительном охлаждающем устройстве в направлении движения полосы сзади тянущих двойных роликов, в результате действия которых создают натяжение, действующее в продольном направлении. Предварительную правку металлической полосы осуществляют в машине предварительной правки с регулировкой ее натяжения между машиной предварительной правки и распределительным охлаждающим устройством и внутри охлаждающего устройства между следующими друг за другом парами отжимных роликов. Повышается плоскостность металлической полосы. 2 н. и 7 з.п. ф-лы, 4 ил.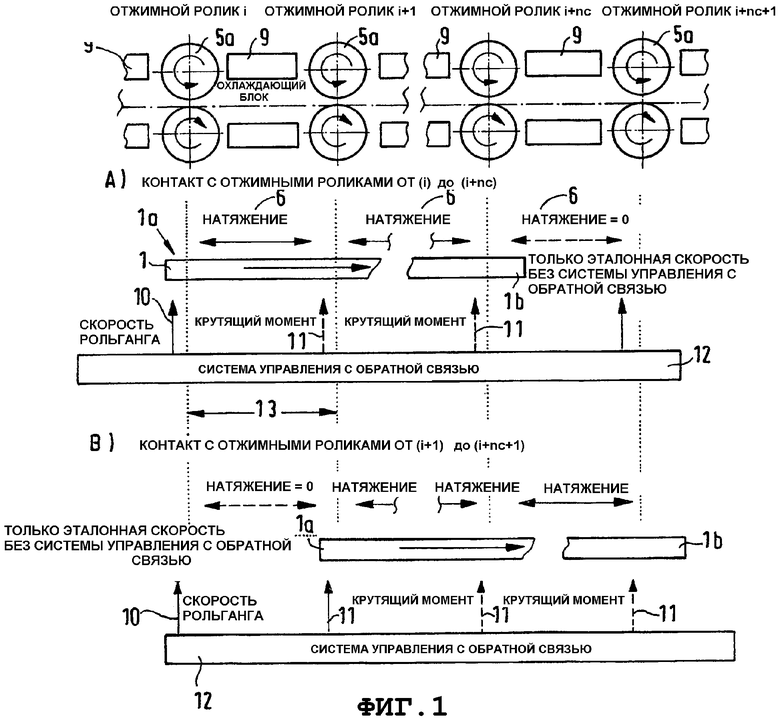
| DE 3313024 A, 18.10.1984 | |||
| Способ правки горячего проката | 1973 |
|
SU441062A1 |
| Устройство для термического упрочнения и гидротранспортирования проката | 1988 |
|
SU1560351A1 |
| Установка для непрерывной правки проката | 1979 |
|
SU772647A1 |

