Область техники
Настоящее изобретение относится к зажимным приспособлениям, в частности многофункциональным верстачным тискам новой конструкции, для изготовления которых требуется меньше материалов и энергии.
Уровень техники
Верстачное зажимное устройство (или верстачные тиски) известно давно и является одним из основных инструментов в небольших мастерских. Поскольку верстачные тиски могут применяться для удержания деталей не только обычной прямоугольной формы разной толщины, но и трубок (цилиндров) разных диаметров и деталей неправильных форм, их, в зависимости от назначения, можно разделить на четыре класса: обычные верстачные тиски, верстачные тиски для зажима трубок, многофункциональные верстачные тиски и специальные верстачные тиски.
Обычные верстачные тиски и верстачные тиски для зажима трубок представляют собой устройства, используемые для зажима, соответственно, преимущественно прямоугольных деталей и трубок (цилиндров), поэтому их функциональные возможности отличаются друг от друга. Многофункциональные верстачные тиски представляют собой сочетание названных выше тисков, т.е. они подходят для одновременного обеспечения функциональности тисков обоих типов (обычных и для зажима трубок).
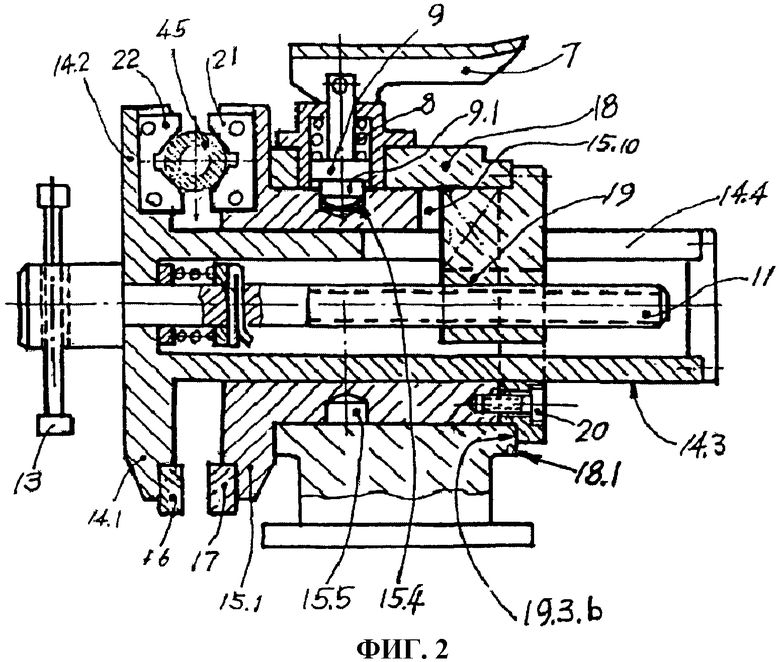
Фиг.1-1 - общий вид конструкции типовых многофункциональных верстачных тисков (губки (16) и (17) которых расположены в верхней первой рабочей позиции, т.е. основной функцией данной рабочей позиции является зажим прямоугольных деталей); фиг.1-2 - вид в поперечном сечении в направлении А-А; фиг.1-3 - чертеж гайки (19) из фиг.1-1, содержащий общий вид этой гайки и ее поперечное сечение в направлении В-В; фиг.2 - чертеж типовых многофункциональных верстачных тисков из фиг.1-1 во второй рабочей позиции (основной функцией в данной рабочей позиции является зажим цилиндрических деталей, например трубок).
Типовые многофункциональные верстачные тиски, изображенные на фиг.1-1, имеют две группы рабочих головок (14.1), (15.1) и (14.2), (15.7), выполненные с возможностью одновременного поворота. К основным деталям тисков относятся подвижная часть (14), средняя часть (15), неподвижная часть (18), винт (11), шпоночная односторонняя гайка (19), позиционирующее и направляющее устройство (9), выполненное с возможностью отвода, и две группы удерживающих элементов (16), (17) и (21), (22). Для перевода тисков в первую и вторую рабочие позиции конец (9.1) позиционирующего и направляющего устройства вводят в позиционирующее отверстие (15.4) или (15.5) на средней части (15). Хотя такие типовые многофункциональные верстачные тиски широко использовались почти сто лет, в их конструкции и принципе работы имеются три недостатка.
Во-первых, типовые многофункциональные верстачные тиски представляют собой концентрическую трехслойную структуру наподобие рукава из подвижной части (14), средней части (15) и неподвижной части (18), а каждое добавление слоя всегда приводит к удорожанию и утяжелению. Кроме того, верхняя секция подвижной части тисков и средняя часть тисков требуют фрезерной обработки для изготовления сквозного шпоночного паза (14.4), что повышает расход материала и приводит к производственным издержкам. К тому же, при изготовлении верстачных тисков этого типа требуются высокоточная обработка и относительно сложное оборудование.
Во-вторых, поскольку в полой трубке (14.3) части (14) имеется длинный, полученный фрезерованием сквозной шпоночный паз (14.4), поперечное сечение трубки (14.3) имеет С-образную форму с зазором, что уменьшает прочность трубки (14.3) (главного элемента, передающим усилие). Уменьшение прочности трубки (14.3) может быть компенсировано лишь увеличением толщины ее стенок, однако это не только увеличивает массу, но и повышает расход материала, а также усложняет процесс длинного фрезерования для изготовления сквозного шпоночного паза (14.4).
В-третьих, конструкция гайки (19) в верстачных тисках очень сложна, а ее изготовление требует большого количества технологических операций. Из фиг.1-2 и фиг.1-3 видно, что гайка (19) имеет три функциональных элемента: корпус (19.2), направляющую шпонку (19.1), совмещенную с возможностью перемещения со сквозным шпоночным пазом (14.4), и фланец (19.3), прикрепленный винтами к правому торцу средней части (15). Эти три элемента по существу составляют единую шпончную одностороннюю гайку (19), в которой левый кольцевой торец (19.3b) фланца (19.3) с возможностью перемещения совмещен с правым торцом (18.1) неподвижной части (18), и когда винт (11) тянет гайку (19) вдоль оси, тяга неравномерно и односторонне передается от направляющей шпонки (19.1) и левого торца (19.3b) покрытия фланца на неподвижную часть (18), и поэтому толщина 5 шпонки (19.1) гайки (19), испытывающей неравномерную и одностороннюю нагрузку, должна быть очень большой. Следовательно, шпоночный паз, совмещенный с возможностью перемещения со шпонкой, должен быть шире, и поэтому другие связанные с ним детали должны быть более массивными, например, толще должны быть стенки подвижной части тисков, выполненной наподобие рукава и имеющей С- образное поперечное сечение. Это прежде всего приводит к существенному увеличению потребления сырья и энергии, а также производственных издержек. Таким образом, названные выше недостатки известных многофункциональных тисков требуют создания новых многофункциональных верстачных тисков, для изготовления которых требуется меньше материалов и энергии.
Раскрытие изобретения
Настоящее изобретение призвано решить такие технические задачи, как упрощение конструкции существующих многофункциональных верстачных тисков, уменьшение их массы, снижение потребления материалов и энергии, а также расширение функциональности при меньших затратах, т.е. обеспечение большего количества функций тисков.
Для решения этих технических задач предлагаются многофункциональные верстачные тиски новой конструкции, для изготовления которых требуется меньше материалов и энергии. Замена существующей трехслойной конструкции наподобие круглого рукава двухслойной конструкцией наподобие круглого рукава приводит к существенному снижению массы и экономии сырья; кроме того, большой фрезерованнный сквозной шпоночный паз на рукавном элементе подвижной части тисков заменен неглубоким имеющим геометрически правильную форму и несквозным шпоночным пазом, за счет чего достигается существенное повышение прочности рукавного элемента, уменьшение его габаритов и, следовательно, экономия сырья, т.е. фактически при таком же размере уменьшение массы составляет приблизительно 30%. Помимо этого, устранена имеющая сложную конструкцию односторонняя шпоночная гайка, состоящая из трех функциональных частей, составляющих единое целое, в результате чего приблизительно на 20% снижены производственные издержки. Предлагаются следующие технические решения:
Многофункциональные верстачные тиски, для изготовления которых требуется меньше материалов и энергии, содержат подвижную часть, неподвижную часть и, соответственно, передаточную пару винт-гайка, причем неподвижная часть снабжена удерживающими губками и выполненным с возможностью отвода позиционирующим и направляющим устройством, а подвижная часть состоит из двух элементов, при этом один элемент представляет собой цилиндрическую направляющую в виде рукава, совмещенную с возможностью перемещения с внутренним отверстием неподвижной части тисков, а другой элемент снабжен по меньшей мере двумя рабочими головками, на которые установлено по комплекту удерживающих элементов, образующих вместе с удерживающим приспособлением, установленным на неподвижной части тисков, удерживающий узел, для прочного зажима, во взаимодействии, обрабатываемой детали между подвижной частью и неподвижной частью тисков. При этом на наружной поверхности цилиндрической направляющей выполнено, по меньшей мере, два несквозных продольных позиционирующих и направляющих шпоночных паза правильной геометрической формы, совмещенных с позиционирующим и направляющим устройством, использующиеся для точной установки рабочей позиции соответствующих рабочих головок.
В предпочтительном варианте удерживающие губки (или элементы) указанной неподвижной части тисков представляют собой прямоугольные губки, выполненные на основе железа, или V-образные удерживающие блоки и выполнены сменными.
В более предпочтительном варианте удерживающие губки (или элементы) неподвижной части тисков выполнены несменными или представляют собой обычные прямоугольные губки на основе железа, а удерживающие элементы, установленные на подвижной части тисков, выполнены в виде прямоугольных, V-образных, полукруглых, криволинейных или сферических удерживающих блоков.
В более предпочтительном варианте гайки представляют собой гайки, обеспечивающие быстрое автоматическое открытие и закрытие. В качестве таких гаек могут быть использованы изделия, запатентованные по процедуре РСТ более чем в 20 странах под названием «Гайки изобретателя Фана, обеспечивающие быстрое и автоматическое открытие и закрытие». К ним относятся следующие патентные документы: CN 95194620X (КНР), US 5,970,812 (США), DE 69524603 Т2 (Германия), ЕР 0774599 В1 (Евросоюз), 1835443 (Япония) и т.д.
Настоящее изобретение имеет следующие преимущества перед известными тисками: новая конструкция не только имеет меньшую массу и экономит сырье, но и меньшую поверхность для обработки, значительно снижая трудоемкость; по сравнению с существующими сквозными шпоночными пазами, являющимися длинными и крупными, неглубокие пазы, прорезаемые в цилиндрической направляющей выполненной наподобие рукава, обеспечивают большую устойчивость к изгибающему моменту при аналогичном прижатии, а толщина стенок трубчатого рукава может быть уменьшена, за счет чего экономится материал; в то же время использование имеющих простую конструкцию, обеспечивающих хорошее прижатие, запатентованных гаек позволяет преодолеть конструктивные недостатки односторонних гаек, используемых в существующих верстачных тисках.
Краткое описание чертежей
Фиг.1-1 - общий вид конструкции существующих многофункциональных верстачных тисков (губки (16) и (17) тисков, выполненные на основе железа, расположены в верхней первой рабочей позиции, т.е. основной функцией данной рабочей позиции является зажим прямоугольных деталей).
Фиг.1-2 - вид в поперечном сечении в направлении А-А.
Фиг.1-3 - чертеж гайки (19) из фиг.1-1, содержащий общий вид этой гайки и ее поперечное сечение в направлении В-В.
Фиг.2 - это чертеж типовых многофункциональных верстачных тисков из фиг.1-1 во второй рабочей позиции (основной функцией в данной рабочей позиции является зажим цилиндрических деталей, например трубок).
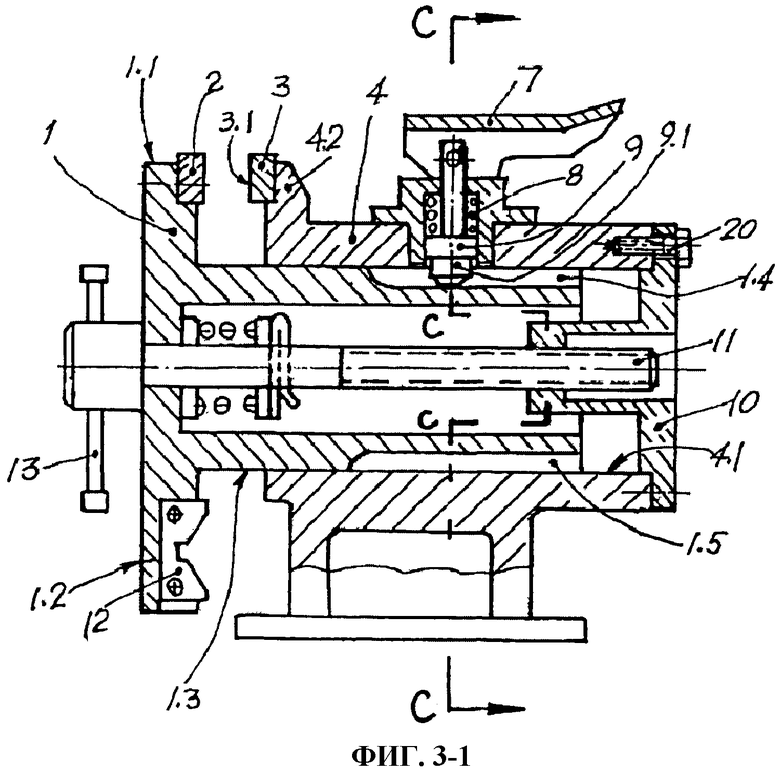
Фиг.3-1 - общий вид предлагаемых многофункциональных верстачных тисков в первой позиции, в которой основной функцией является зажим прямоугольных деталей.
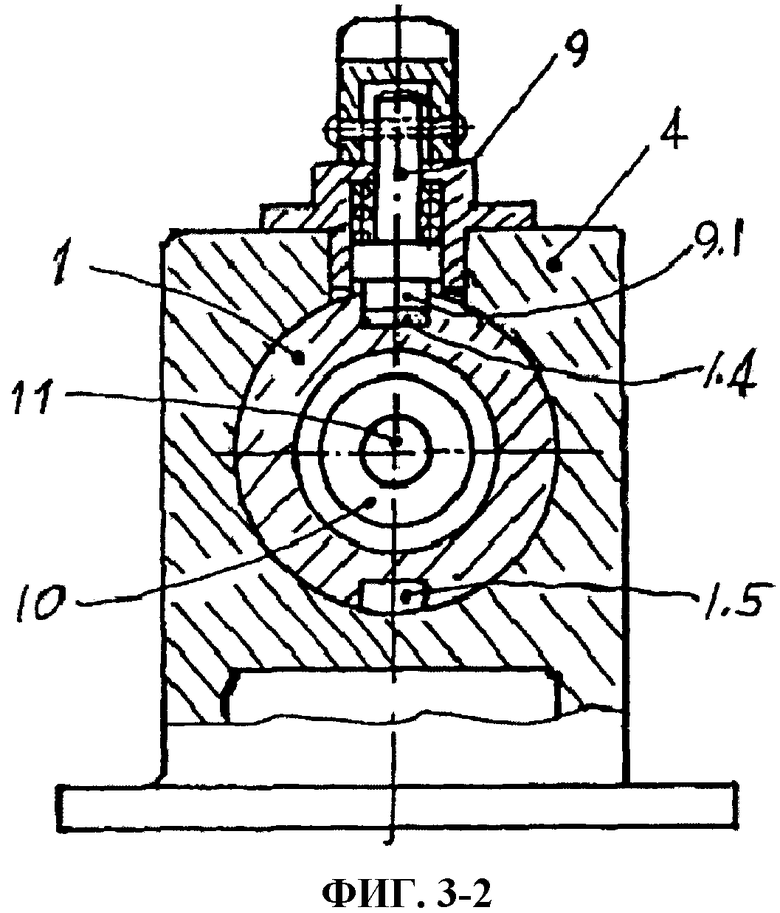
Фиг.3-2 - вид в поперечном сечении в направлении С-С.
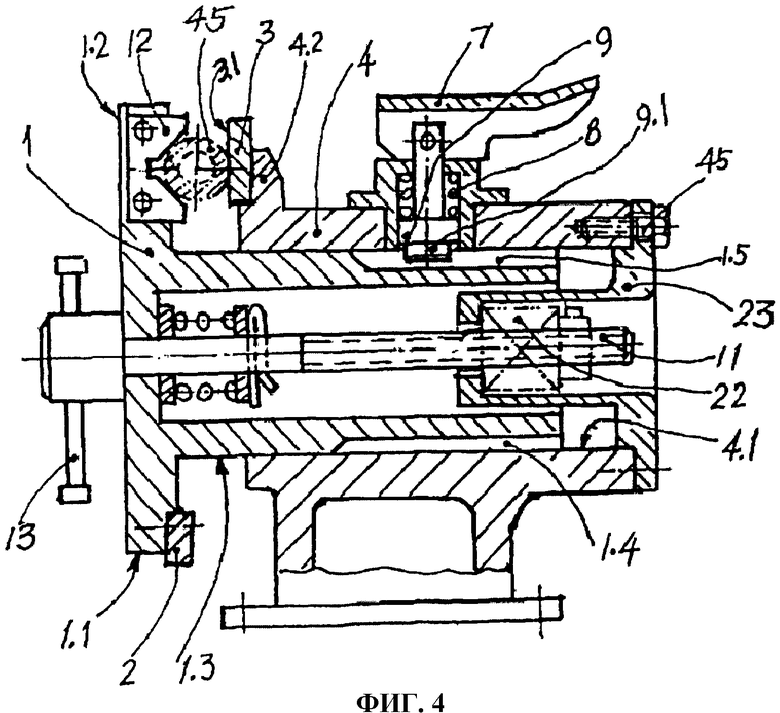
Фиг.4 - чертеж предлагаемых многофункциональных верстачных тисков во второй рабочей позиции, в которой основной функцией является зажим цилиндрических деталей, например трубок.
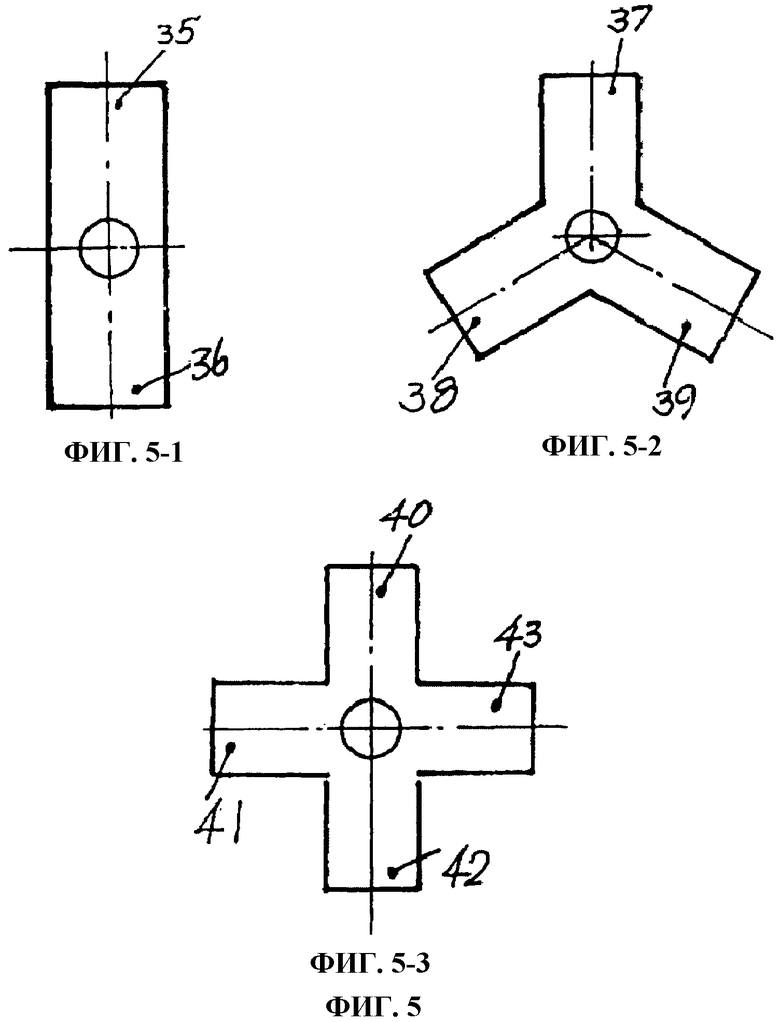
Фиг.5 - схема, показывающая подвижную часть тисков согласно настоящему изобретению, снабженную двумя рабочими головками (35) и (36) (фиг.5-1); тремя рабочими головками (37), (38) и (39) (фиг.5-2) и четырьмя рабочими головками (40), (41), (42) и (43) (фиг.5-3).
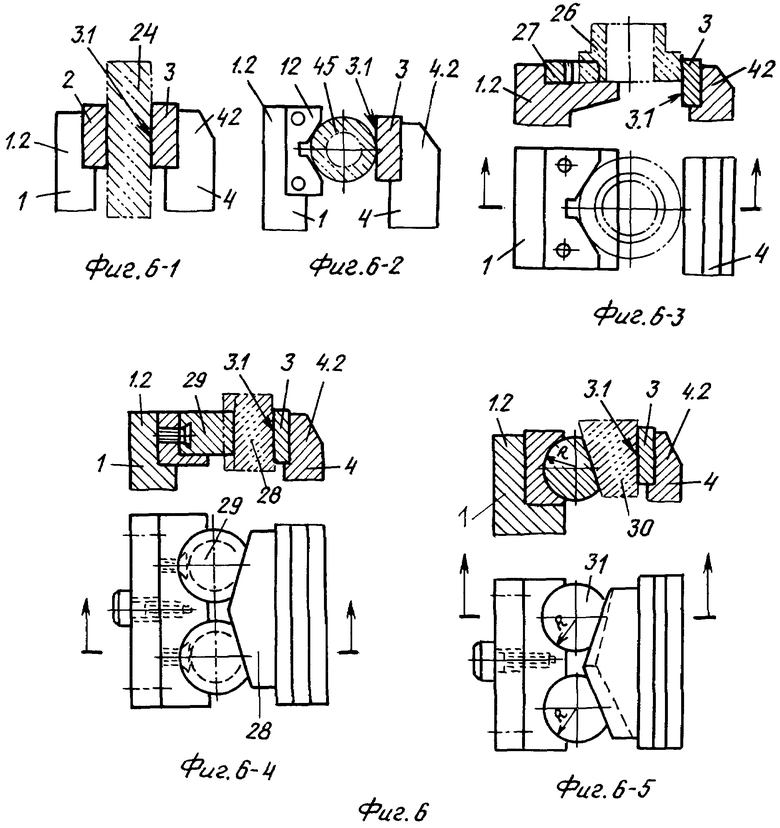
Фиг.6 - многофункциональные верстачные тиски, показанные на фиг.3-1, согласно одному из более предпочтительных технических решений, в котором удерживающие губки (3) на неподвижной части (4) тисков представляют собой обычные прямоугольные несменные губки, а удерживающие элементы на подвижной части (1) тисков являются сменными и могут представлять собой элементы (2), как показано на фиг.6-1; элементы (12), как показано на фиг.6-2; элементы (27), как показано на фиг.6-3; элементы (29), как показано на фиг.6-4; и элементы (31), как показано на фиг.6-5.
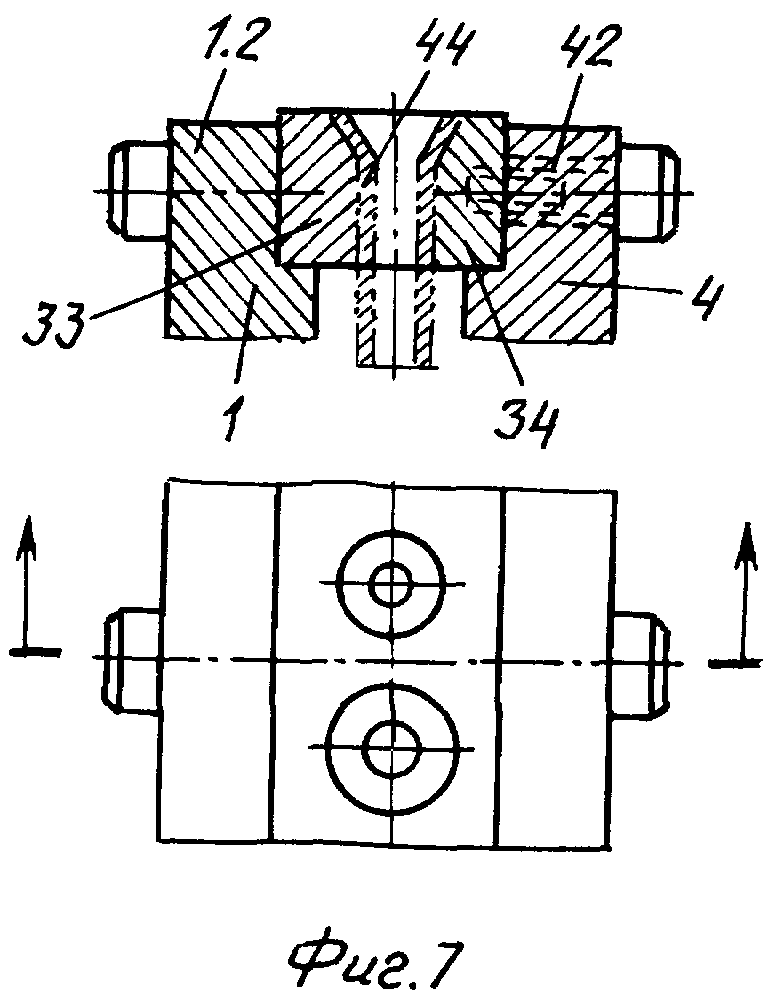
Фиг.7 - местный вид многофункциональных верстачных тисков, показанных на фиг.3-1, согласно техническому решению, в котором удерживающие губки (34) на части (4), и удерживающие элементы (33) на части (1) являются сменными.
Подробное описание вариантов реализации изобретения
Другие задачи, особенности, характеристики и преимущества настоящего изобретения станут более понятны из описания его предпочтительных вариантов реализации, которое дано со ссылками на прилагаемые чертежи. Раскрытые ниже варианты реализации носят пояснительный характер и не ограничивают настоящее изобретение.
Вариант 1
Как видно из фиг.3 и 4, на которых изображен предпочтительный вариант реализации, многофункциональные верстачные тиски содержат подвижную часть (1), неподвижную часть (4) и, соответственно, рабочими пару из винта (11) и гайки (10).
Подвижная часть (1) состоит из двух элементов. Один элемент представляет собой цилиндрическую направляющую (1.3) виде рукава, совмещенную с возможностью перемещения с внутренним отверстием (4.1) неподвижной части (4). Другой элемент снабжен по меньшей мере двумя рабочими головками (1.1) и (1.2), каждая из которых содержит по комплекту удерживающих элементов, например губку (2), выполненную на основе железа, и V-образный удерживающий блок(12) и т.п., образующих вместе с губкой (3), установленной на неподвижной части (4), удерживающий узел для прочного зажима, во взаимодействии, обрабатываемой детали между подвижной частью (1) и неподвижной частью (4) тисков.
На наружной поверхности цилиндрической направляющей на одном элементе подвижной части тисков имеются по меньшей мере два продольных, ориентированных в осевом направлении позиционирующих и направляющих элемента, которые могут представлять собой направляющие шпоночные пазы, для позиционирования соответствующих рабочих головок на другом элементе. Ширина этих пазов такова, что в них могут с возможностью перемещения входить позиционирующие и направляющие защелки или направляющие шпонки, установленные на неподвижной части тисков.
Неподвижная часть (4) снабжена удерживающими губками (3), которые представляют собой губку, выполненную на основе железа, и V-образный удерживающий блок и т.п., и выполненным с возможностью отвода позиционирующим и направляющим устройством (9), который может представлять собой позиционирующую защелку или позиционирующую шпонку (в этом варианте реализации это позиционирующая шпонка (9.1)). Позиционирующая и направляющая защелка снабжена устройством, выполненным с возможностью отвода: в сжатом состоянии она вытянута из паза (1.4), а подвижная часть тисков может свободно вращаться в отверстии неподвижной части тисков. В удлиненном состоянии она вставлена в новый выбранный направляющий паз под шпонку, одновременно подвижная часть тисков под действием передаточной пары из винта (11) и гайки (10) посредством направляющего паза под шпонку перемещается относительно неподвижной части тисков вперед и назад в осевом направлении и заставляет одновременно перемещаться специально используемые удерживающие губки на рабочем месте для зажатия или раскрепления детали. Гайка (10), имеющая простую конструкцию, может быть надежно прикреплена к правому торцу неподвижной части (4) только винтом (20) и обеспечивает хорошую эффективность прижатия, поскольку осевая тяга винта (11) равномерно передается правому торцу неподвижной части (4). Благодаря этому устранено недостаточно эффективное прижатие односторонней гайки (19), которая применяется в существующих тисках, показанных на фиг.1-1, и имеет конструкцию, показанную на фиг.1-2 и 1-3. Благодаря равномерности прижатия размеры гаек (10), которые применяются в настоящем изобретении, могут быть меньше по сравнению с известными, за счет чего экономится сырье. Когда во время работы эксцентричная управляющая рукоятка (7) повернута в горизонтальное положение, позиционирующая защелка (9) находится в нижней позиции, а ее конец (9.1) в пазу (1.4). Поскольку конец (9.1) имеет такой размер, чтобы точно входить с возможностью перемещения в паз (1.4) или в один из нескольких других шпоночных пазов (1.5), подвижная часть (1) тисков под действием винта в направлении этого шпоночного паза и в осевом направлении перемещается вперед и назад (влево или вправо), за счет чего между губками (2) и (3) происходит зажатие деталей или их раскрепление. Когда рукоятка (7) повернута в вертикальное положение, позиционирующая защелка (9) находится в верхней позиции, а ее конец (9.1) вытянут из паза (1.4) вверх. При этом направляющая (1.3) подвижной части тисков может вращаться в любом направлении внутри отверстия (4.1) неподвижной части (4). Таким образом, искомая функциональность может быть обеспечена выбором поворота вниз другого паза (1.5) относительно позиционирующей защелки (9), а затем, когда рабочая рукоятка (7) займет горизонтальное положение, позиционирующая защелка (9) опустится под действием пружин (8), заставляя нижний направляющий конец (9.1) войти в другой шпоночный паз (1.5) подвижной части тисков, при этом другая рабочая головка (1.2), снабженная V-образным элементом (12) удерживающего блока, соответствующей подвижной части (1) тисков повернется и займет верхнее положение, как показано на фиг.4. В это время, если винт (11) вращается рукояткой (13) по часовой стрелке, V-образный удерживающий блок (12) и губка (3), выполненная на основе железа, на неподвижной части тисков могут удерживать цилиндрическую (или трубчатую) деталь (21). Если винт (11) вращать рукояткой (13) против часовой стрелки, деталь может быть раскреплена.
Вариант 2
Еще один вариант реализации настоящего изобретения основан на Варианте 1, но в нем часть (1) может содержать не только две, но и три, четыре рабочие головки или еще большее их количество. На фиг.5 схематически показана подвижная часть (1) тисков согласно изобретению, снабженная двумя рабочими головками (35) и (36) (фиг.5- 1); тремя рабочими головками (37), (38) и (39) (фиг.5-2) и четырьмя рабочими головками (40), (41), (42) и (43) (фиг.5-3).
На фиг.5 показано техническое решение с несколькими рабочими головками. Разумеется, при увеличении количества рабочих головок изменяется количество элементов удерживающих блоков, устанавливаемых на каждую рабочую головку. Помимо обычных плоских губок, выполненных на основе железа, и V-образных элементов удерживающих блоков, могут использоваться специальные удерживающие блоки для деталей особой формы, при этом удерживающий блок (3), установленный на рабочей головке (4.2), прочно прикрепленный к левому торцу неподвижной части (4) тисков, может быть свободно сменен, если этого требует форма деталей.
Удерживающие губки на неподвижной части (4) могут быть выполнены прямоугольными, так что рабочая зона в прямом контакте с обрабатываемыми деталями представляет собой плоскость (3.1). Если эта плоскость (3.1) является обычной рабочей зоной и несменяемой, прямоугольные удерживающие губки, различных форм деталей любого типа, будут использоваться в разных сочетаниях, в соответствии со своими удерживающими губками разных форм, установленными на каждую рабочую головку одного элемента подвижной части тисков. Некоторые сочетания показаны ниже:
a. как показано на фиг.6-1, для удержания прямоугольной детали (24) используется сочетание удерживающих элементов (2) и (3);
b. как показано на фиг.6-2, для удержания трубчатой или цилиндрической детали (21) используется сочетание удерживающих элементов (12) и (3);
c. как показано на фиг.6-3, для удержания фланцевой детали (26) используется сочетание удерживающих элементов (27) и (3);
d. как показано на фиг.6-4, для удержания многоугольной детали (28) используется сочетание удерживающих элементов (29) и (3);
e. как показано на фиг.6-5, для удержания детали (30) неправильной многогранной формы используется сочетание удерживающих элементов (31) и (3).
Однако для удержания более сложной детали, такой как показанный на фиг.7 соединитель (44) масляного трубопровода, необходимо использовать техническое решение, согласно которому как удерживающий элемент (33) на подвижной части тисков, так и удерживающее приспособление (34) на неподвижной части тисков заменяются одновременно, или заменяется только удерживающее приспособление на неподвижной части тисков, а другой удерживающий элемент, взаимодействующей с ней, остается на одной рабочей головке подвижной части тисков и не заменяется, и т.д.
Вариант 3
Еще один предпочтительный вариант реализации настоящего изобретения связан с серией запатентованных изобретений в восьмом поколении «Гайки Фана, обеспечивающие быстрое и автоматическое открытие и закрытие», которые были запатентованы по процедуре РСТ более чем в 20 странах; документ «Винтовой механизм для гибкой, автоматически подстраиваемой, быстрой регулировки расстояния» раскрывает гайку (22), выполненную с возможностью установки в многофункциональные верстачные тиски согласно настоящему изобретению, показанные на фиг.3-1, вместо типовой гайки (10). В результате верстачные тиски превратятся в «Быстродействующие многофункциональные верстачные тиски Фана, для изготовления которых требуется меньше материалов и энергии», изображенные на фиг.4.
Гайка (22) может быть жестко установлена внутри имеющего простую конструкцию и неподвижного трубчатого рукава (23) с фланцем и может быть прикреплена винтом (45) к правому торцу неподвижной части (4) тисков для обеспечения равномерного прижатия. Тот факт, что осевые тяги, действующие на эту гайку, равномерно передаются на неподвижную часть (4) тисков, позволяет устранить такие недостатки известной гайки, как одностороннее прижатие, а следовательно, размеры гайки могут быть уменьшены, что обеспечивает экономию сырья. «Быстродействующие многофункциональные верстачные тиски Фана, для изготовления которых требуется меньше материалов и энергии», имеют те же эксплуатационные характеристики, что и тиски, изображенные на фиг.3, а также еще одну дополнительную функцию - возможность быстро зажимать или раскреплять деталь за 1-2 секунды.
Далее приведено описание процесса работы с этими тисками.
При повороте рукоятки (13), показанной на фиг.4, на один оборот против часовой стрелки обеспечивается свободное задвигание или выдвигание подвижной части (1) тисков; если после размещения некоторой детали между удерживающими элементами (12) и (3), подвижную часть (1) свободно двигают в право для прижатия удерживающим элементом (12) указанной детали к поверхности (3.1) губки (3) тисков, выполненной на основе железа, рукоятку (13) сразу поворачивают по часовой стрелке, так что надежное закрепление детали между элементами (12) и (3) удерживающего блока занимает всего 1-2 секунды, за счет чего эффективность зажатия или раскрепления детали увеличивается более чем в 10 раз. Преимуществом настоящего изобретения является существенная экономия сырья. По сравнению с существующими многофункциональными верстачными тисками при таком же размере тисков и таком же зажимном усилии экономия сырья составляет приблизительно 30%. Вот почему предлагаемые многофункциональные верстачные тиски новой конструкции могут быть названы «многофункциональными верстачными тисками, для изготовления которых требуется меньше материалов и энергии».
Настоящее изобретение было подробно описано на примере конкретных вариантов его реализации, однако оно ими не ограничено и может быть изменено, например, можно взаимно поменять внешнюю и внутреннюю резьбу под винт, можно изменить форму удерживающих губок или элементов и т.п.Специалисты в данной области, основываясь на своих знаниях, могут воплощать технические решения, эквивалентные предложенным, но все они будут входить в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЫСТРОДЕЙСТВУЮЩИЙ ЭЛАСТИЧНЫЙ ВИНТОВОЙ МЕХАНИЗМ | 1995 |
|
RU2140591C1 |
| ТИСКИ КОНТУРНЫЕ ДИНАМОМЕТРИЧЕСКИЕ | 1996 |
|
RU2173253C2 |
| Тиски параллельные | 1986 |
|
SU1308453A2 |
| Станочные тиски | 1989 |
|
SU1835341A1 |
| Машинные тиски | 1977 |
|
SU818848A1 |
| ТИСКИ (ВАРИАНТЫ) | 1994 |
|
RU2124979C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ | 1993 |
|
RU2121428C1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1993 |
|
RU2072907C1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1993 |
|
RU2056995C1 |
Изобретение относится к ручным инструментам. Многофункциональные верстачные тиски содержат подвижную часть (1), неподвижную часть (4) и передаточную пару из винта (11) и гайки (10). Неподвижная часть (4) снабжена удерживающим приспособлением (3) и позиционирующим и направляющим устройством (9), выполненным с возможностью отвода. Подвижная часть (1) состоит из двух элементов, при этом один элемент представляет собой цилиндрическую направляющую (1.3) в виде рукава, совмещенную с возможностью перемещения с внутренним отверстием (4.1) неподвижной части (4) тисков, на наружной поверхности цилиндрической направляющей выполнено по меньшей мере два несквозных продольных позиционирующих и направляющих шпоночных паза правильной геометрической формы, совмещенных с позиционирующим и направляющим устройством (9), а другой элемент снабжен по меньшей мере двумя рабочими головками (1.1) и (1.2), на каждую из которых соответственно установлен комплект удерживающих элементов (2) и (12), образующих вместе с удерживающим приспособлением (3), установленным на неподвижной части (4) тисков, удерживающий узел, так что обеспечена возможность прочного зажатия обрабатываемой детали между подвижной частью (1) и неподвижной частью (4) тисков. Технический результат заключается в увеличении эффективности зажатия или раскрепления детали. 3 з.п. ф-лы, 3 пр., 7 ил.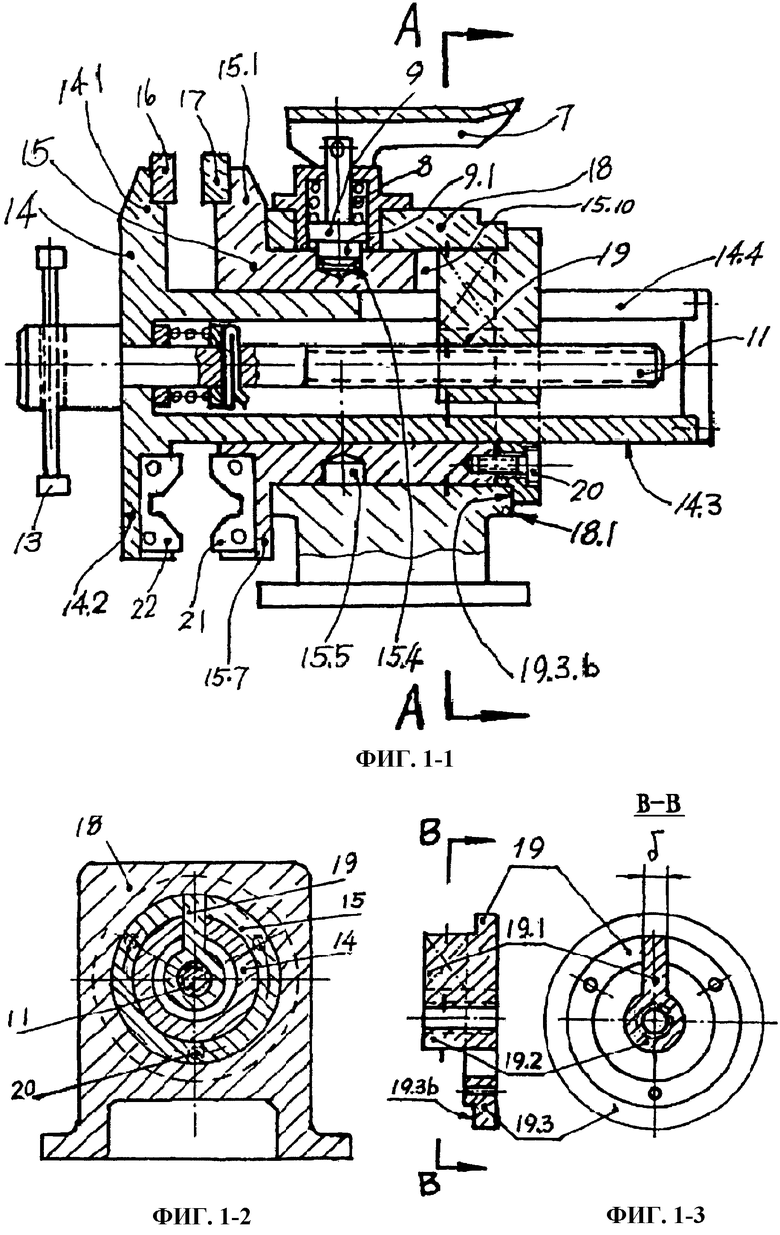
1. Многофункциональные верстачные тиски, содержащие подвижную часть (1), неподвижную часть (4) и передаточную пару из винта (11) и гайки (10), причем неподвижная часть (4) снабжена удерживающим приспособлением (3) и позиционирующим и направляющим устройством (9), выполненным с возможностью отвода, а подвижная часть (1) состоит из двух элементов, при этом один элемент представляет собой цилиндрическую направляющую (1.3) в виде рукава, совмещенную с возможностью перемещения с внутренним отверстием (4.1) неподвижной части (4) тисков, на наружной поверхности цилиндрической направляющей выполнено по меньшей мере два несквозных продольных позиционирующих и направляющих шпоночных паза правильной геометрической формы, совмещенных с позиционирующим и направляющим устройством (9), а другой элемент снабжен по меньшей мере двумя рабочими головками (1.1) и (1.2), на каждую из которых соответственно установлен комплект удерживающих элементов (2) и (12), образующих вместе с удерживающим приспособлением (3), установленным на неподвижной части (4) тисков, удерживающий узел, так что обеспечена возможность прочного зажатия обрабатываемой детали между подвижной частью (1) и неподвижной частью (4) тисков.
2. Верстачные тиски по п.1, отличающиеся тем, что удерживающее приспособление неподвижной части тисков и удерживающие элементы подвижной части тисков представляют собой по меньше мере одну губку и/или по меньшей мере один V-образный, полукруглый, криволинейный, сферический удерживающий блок.
3. Верстачные тиски по п.1 или 2, отличающиеся тем, что удерживающее приспособление неподвижной части тисков выполнено в виде несменной или так называемой обычной прямоугольной губкой тисков, а удерживающие элементы, установленные на подвижной части тисков, выполнены в виде прямоугольного, V-образного, полукруглого, криволинейного или сферического удерживающего блока.
4. Верстачные тиски по п.1 или 2, отличающиеся тем, что удерживающее приспособление неподвижной части тисков и удерживающие элементы подвижной части тисков выполнены соответственно сменными.
| US 4133519 А, 09.01.1979 | |||
| ТИСКИ | 2001 |
|
RU2230009C2 |
| CN 101036978 A, 19.09.2007 | |||
| ТИСКИ | 2003 |
|
RU2245778C1 |
| Параллельные тиски | 1981 |
|
SU1027023A1 |

