Изобретение относится к области станкостроения, в частности к способам установки и фиксации деталей при механической обработке, и может быть использовано в автоматизированных системах.
Известен способ установки деталей, при котором используют универсально-сборные приспособления (УСП), состоящие из комплекта стандартизированных деталей, из которых собирают различные приспособления одноцелевого назначения (Коваленко А.В., Подшивалов Р.Н. Станочные приспособления, стр. 20 - 21).
Продолжительность сборки, сложность компоновки, большое количество стыков, уменьшающих жесткость приспособления, необходимость сборки и разборки такого приспособления при обработке каждой детали усложняют процесс производства и в совокупности с высокими затратами на оснащение комплектами УСП снижают эффективность указанного способа.
Известен способ установки деталей, включающий изготовление справки, с внутренней поверхностью, выполненной по форме детали и разделенной на две секции (основание и крышка), ориентирование детали с помощью указанной справки и последующую фиксацию положения детали зажимными элементами. (Фираго В. П. Основы проектирования технологических процессов и приспособлений. - М. 1973, стр. 239, рис. 154). Указанный способ, как наиболее близкий по технической сущности, выбран в качестве наиболее близкого аналога.
Поскольку различные детали партии имеют разброс параметров в пределах допуска, то имеет место отклонение формы отдельных экземпляров от формы справки, в результате наблюдается либо деформация детали при зажиме, либо уменьшается площадь контакта базовой поверхности детали и справки (См. рис. 151, 152 вышеуказанного источника). Причем, чем сложнее конфигурация детали, тем больше будет несогласованность форм детали и оправки. В силу указанных недостатков качественная установка обеспечивается лишь для ограниченного диапазона форм деталей.
Патентуемое изобретение направлено на решение задачи расширения технологических возможностей за счет обеспечения установки деталей любой сложной конфигурации.
Сущность изобретения заключается в том, что в способе установки деталей, включающем изготовление оправки, разделенной на секции, с внутренней поверхностью, выполненной по форме детали, ориентирование детали с помощью указанной оправки и последующую ее фиксацию зажимными элементами, внешнюю поверхность оправки согласуют с рабочей поверхностью зажимных элементов, которые располагают по периметру детали, а разделение оправки на секции производят по количеству зажимных элементов от точек, соответствующих их сопряжениям в направлении к центру, затем секции закрепляют в качестве губок на зажимных элементах.
Совокупность существенных признаков предлагаемого изобретения обеспечивает коррекцию несогласованности форм детали и зажимных элементов для деталей любой конфигурации, а также строго определенную ориентацию каждой детали и, следовательно, фиксацию всех деталей партии в одних и тех же точках координат на рабочем столе. Это позволяет широко применять данный способ в автоматизированных системах, т.к. он обуславливает фиксацию исходной точки отсчета программ для всех экземпляров партии в одном и том же месте.
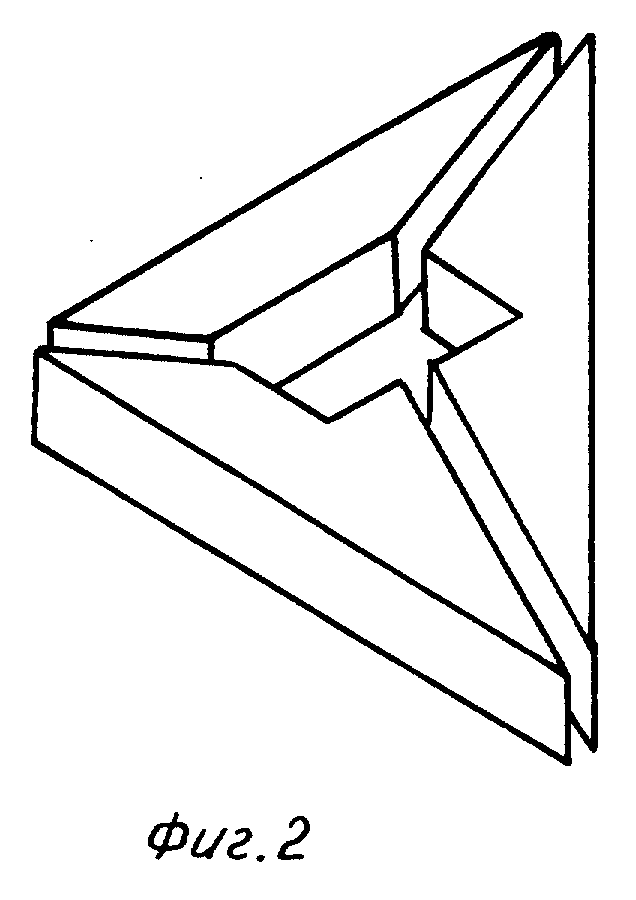
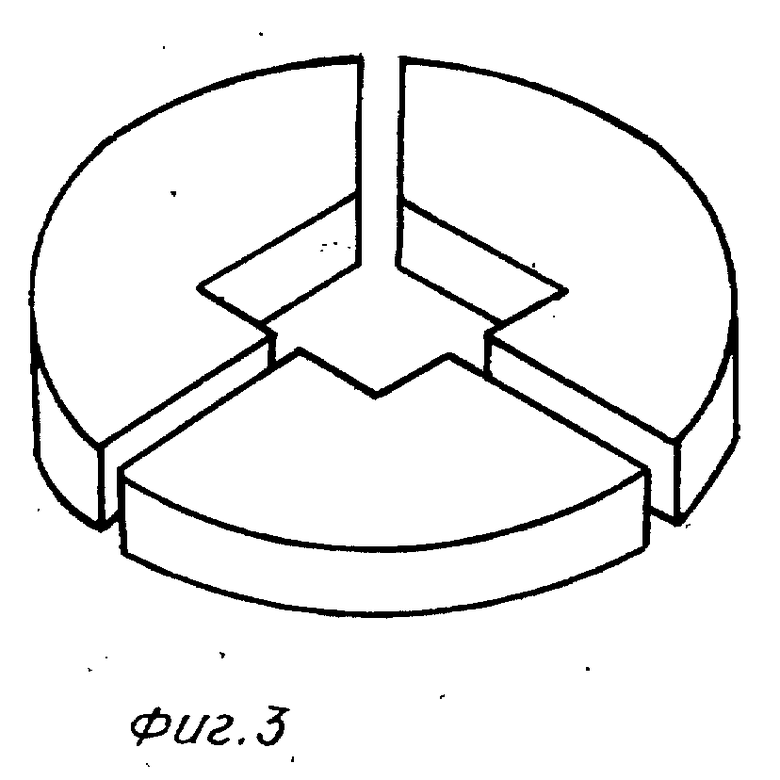
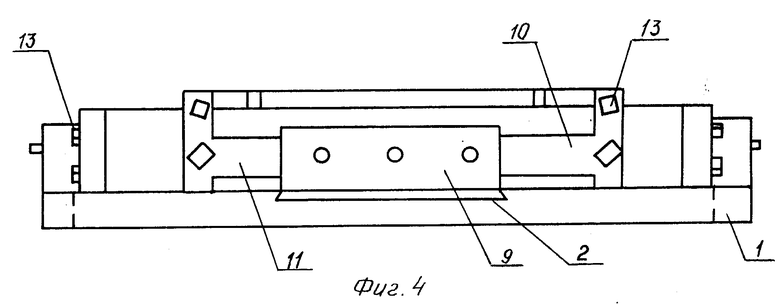
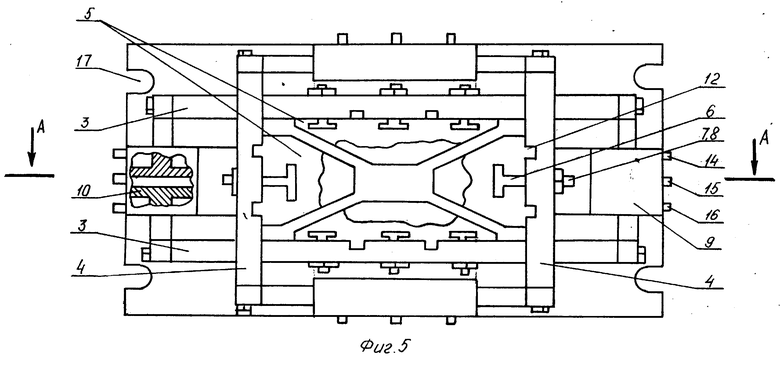
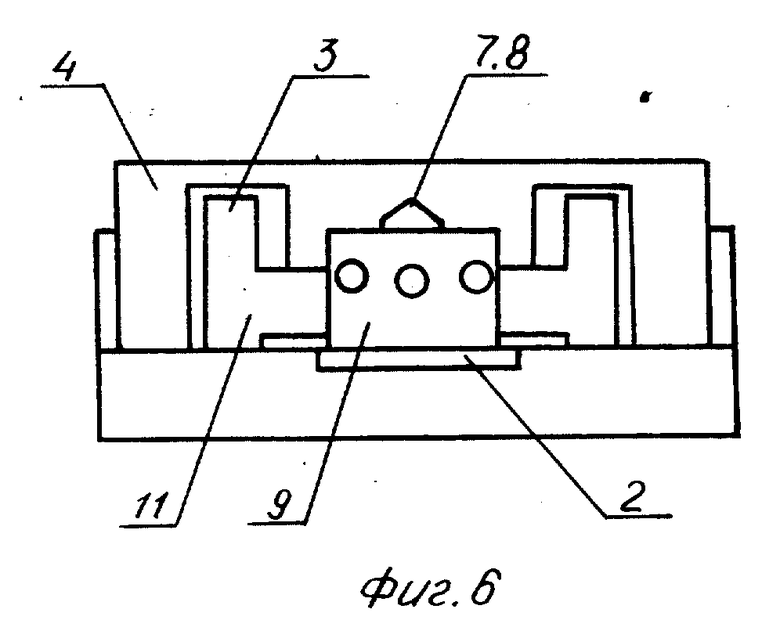
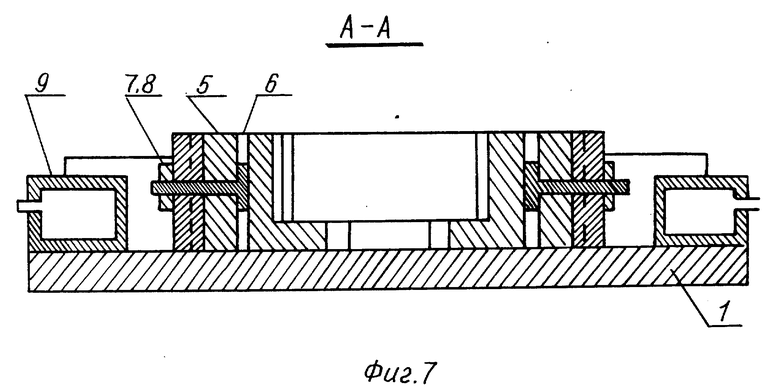
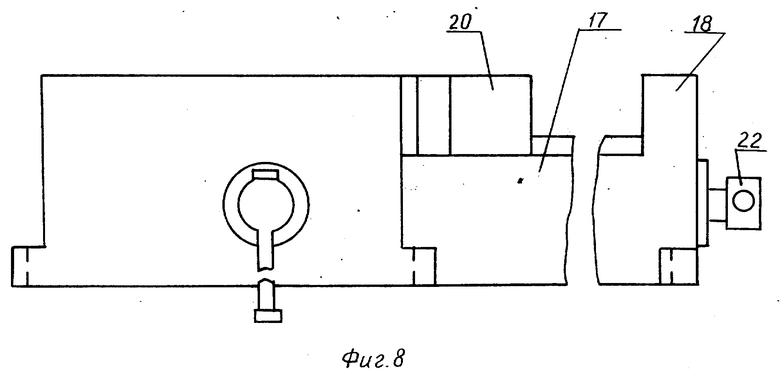
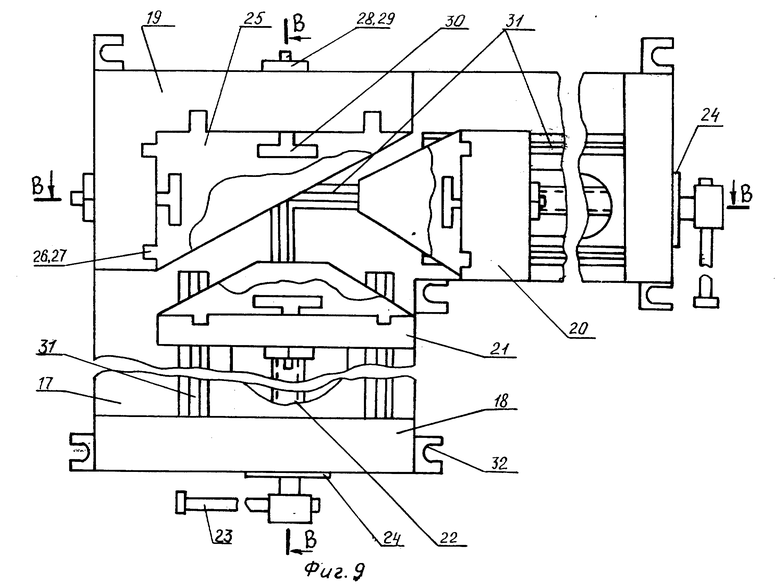
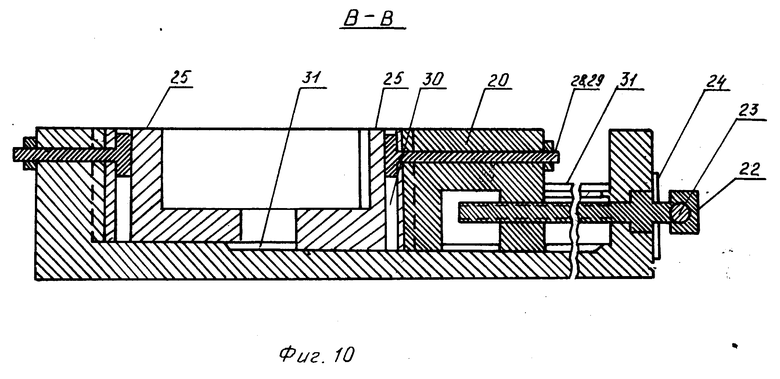
На фиг. 1 - 3 показаны образцы оправок, разделенных на секции по числу зажимных элементов: фиг. 1 - для цилиндрической детали и зажимного устройства в виде четырехсторонних тисков; фиг. 2 - для прямоугольной детали и зажимного устройства в виде трехсторонних тисков; фиг. 3 - для квадратной детали и зажимного устройства в виде токарного патрона. На фиг. 4 представлен общий вид устройства для фиксации детали с пневмо- или гидроприводом; на фиг. 5 - вид сверху; фиг. 6 - вид сбоку; фиг. 7 - разрез А-А. На фиг. 8 представлен общий вид устройства для фиксации оправки с механическим приводом, фиг. 9 - вид сверху, фиг. 10 - разрез В-В.
Способ может быть реализован посредством любого имеющегося в наличии зажимного устройства типа тисков, типа токарного патрона. Например, для обеспечения наилучшего согласования формы каждой детали и губок зажимных элементов, а также в тех случаях, когда, исходя из свойств материала, зажимные усилия сжатия должны действовать строго радиально. Количество зажимных элементов определяют из технологической потребности и применяют соответствующее устройство.
Заявляемый способ реализуют следующим образом. Из любого материала: металла, дерева или пластмассы изготавливают оправку, разделенную на секции, с внутренней поверхностью по форме детали, ориентирование детали с помощью изготовленной оправки и последующую ее фиксацию зажимными элементами, отличающийся тем, что внешнюю поверхность оправки согласуют с рабочей поверхностью зажимных элементов, которые располагают по периметру детали, разделение оправки на секции производят разрезанием по количеству зажимных элементов от точек, соответствующих их сопряжениям, в направлении центра, полученные в результате разделения секции закрепляют на зажимных элементах в качестве губок, причем величина усилия зависит от ширины разрезов между секциями и при превышении этих усилий над заданными значениями они будут гаситься в оправке, не воздействуя на деталь.
Выемка под деталь может быть изготовлена под любым углом к основанию рабочего стола по требованиям технологии и сквозной или глухой или полуглухой. В последних случаях дно оправки будет служить опорной поверхностью для детали.
Оправку разрезают на секции по количеству зажимных элементов при использовании 3-х зажимных элементов - 3 секции, четырех - 4, пяти - 5 и т.д.
Для согласования с токарным патроном на 3 секции, по количеству зажимных кулачков см. фиг. 3.
Изготовление оправки с определенными допусками обеспечивает воздействие на деталь с определенными зажимными усилиями, при которых происходит сведение секций оправки /губок/ при зажиме. При превышении заданных значений действующие усилия будут гаситься в оправке, не воздействуя на деталь.
Допусками на разрезы также можно регулировать усилия, воздействующие на деталь при зажиме, например, при небольшом увеличении ширины разрезов потребуются большие усилия для сведения секций при зажиме. При этом надо учитывать, что большие зажимные усилия вызывают большие деформации зажимаемой детали, которые могут стать необратимыми.
Полученные секции закрепляют на зажимных элементах в качестве губок. Зажимное устройство устанавливают на рабочем столе, между зажимными элементами помещают деталь и фиксируют ее.
Заявляемый способ может быть реализован посредством устройств, изображенных на фиг. 4 - 10.
Устройство фиксации детали с пневмо- или гидроприводом, представленное на фиг. 4 - 7, содержит основание 1 с направляющими пазами 2 в виде ласточкина хвоста, перемещающиеся в пазах 2 пары продольных 3 и поперечных 4 зажимных элемента, на которых закреплены губки 5 с выполненными в них пазами 6 для размещения головок болтов 7, на которые навинчены гайки 8. Для приведения пар зажимных элементов 3, 4 в действие служит силовой привод, выполненный в виде пневмо- или гидроцилиндров 9, каждый из которых снабжен двумя поршнями 10, штоки 11 которых жестко соединены с продольными 3 или с поперечными 4 зажимными элементами посредством болтов 13. Штуцеры 14, 15, 16 служат для подачи и выпуска воздуха или жидкости. Пазы 17 основания 1 предназначены для установки крепежных болтов (на фигурах не показаны), которыми посредством гаек устройство крепится к рабочему столу.
С помощью вышеописанного устройства с пневмо- или гидроприводом способ осуществляют следующим образом.
Изготавливают оправку с внутренней поверхностью, выполненной по форме детали или зажимаемой ее части, внешнюю поверхность оправки выполняют, согласуя с рабочими поверхностями зажимных элементов /струбцин/, в данном случае внешнюю поверхность выполняют в виде плоских граней.
Разделение оправки на секции производят по количеству зажимных элементов, в данном случае оправку делят разрезами на 4 части секции, причем разделение производят от точек, соответствующих сопряжениям зажимных элементов к центру. Разделение необязательно производить по диагоналям или биссектрисам оправки, это зависит от формы детали.
При изготовлении оправки учитывают, что допусками на выполнение выемки под деталь и допусками на разрезы можно регулировать максимальные усилия, с которыми будут воздействовать на деталь при зажатии. Оправку рассчитывают на определенные зажимные усилия, при которых ее части смыкаются, в случае превышения максимально заданного значения избыточные усилия будут воздействовать на сомкнутую оправку, а не на деталь.
Каждую секцию оправки устанавливают на основание 1 устройства и в качестве губки 5 крепят к струбцинам 3 и 4 с помощью болтов 7 и гаек 8. Причем высоту оправки можно регулировать за счет наличия паза 6, позволяющего губке 5 скользить вдоль головки болта 7, установив губку 5 на нужную высоту, завинчивают гайку 8, жестко закрепляя губку 5.
Деталь помещают между зажимными элементами /струбцинами 3, 4/ с губками 5, которые расположены по периметру детали.
Перед зажатием детали сжатый воздух подают в полость пневмоцилиндров 9 через штуцер 15. Под давлением поршни 10 расходятся в стороны и штоками 11 воздействуют на струбцины 3, 4, раздвигая их. Деталь помещают между губками 5 струбцин 3, 4. Воздух в пневмоцилиндры 9 впускают через штуцеры 14 и 16, поршни 10 сходятся, выталкивая воздух через штуцер 15 и увлекая за собой струбцины 3 и 4. Губки 5 равномерно сходятся к детали, сопрягаясь по размерам, схватывают деталь и ориентируют ее в нужное, строго фиксированное для всех экземпляров партии положение. Ход пар струбцин 3, 4 должен быть одновременным или постепенным попарно-поочередным до полного соприкосновения не только губок 5 с деталью, но и губок между собой. При этом подаваемые зажимные усилия продольных и поперечных пар струбцин 3, 4 должны быть одинаковыми. Окончательный зажим происходит, когда между губками не будет зазоров /идеальный случай/. Струбцины 3 закрепляют деталь с двух противоположных сторон, а струбцины 4 - со стороны перпендикулярных первым. Таким образом, деталь оказывается зафиксированной по периметру.
По окончании обработки через штуцеры 15 в пневмоцилиндры 9 подают сжатый воздух, происходит расхождение поршней 10, расхождение струбцин 3 и 4, как было описано выше, происходит освобождение детали.
Устройство фиксации детали с механическим приводом, приведенное на чертежах фиг. 8 - 10, содержит два неподвижных зажимных элемента 19, соединенных между собой под углом 90o и образующих Г-образный зажимной элемент, совмещенный с корпусом, и подвижные зажимные элементы 20 и 21 с размещенными в них винтами 22, приводимыми в движение воротами 23, фланец 24, губки 25 с выступами 26 и пазами 27, закрепляемые на зажимных элементах 20, 21 болтами 28, головки которых размещены в пазах 30 и гайками 29. Зажимные элементы 20, 21 установлены с возможностью перемещения по направляющим 31 выпуклым или вогнутым.
В зажимных элементах 19, 20, 21 выполнены пазы 27, в которые помещают выступы 26 губок 25 для точного совмещения их со струбцинами 19, 20, 21. При изготовлении оправки выступы 26 и пазы 27 зажимных элементов 19, 20, 21 обеспечивают установку губок 25 на зажимных элементах 19, 20, 21, исключая их смещение относительно друг друга.
Осуществление предлагаемого способа с помощью устройства фиксации детали с механическим приводом происходит следующим образом. По количеству зажимных элементов оправку разрезают на три секции, причем разделение происходит от точек, соответствующих сопряжениям зажимных элементов, по направлению к центру, как описано выше.
Полученные секции совмещают с зажимными элементами устройства /струбцинами/, вставляя выступы 26 губок 25 в пазы 27 зажимных элементов. Губки /секции/ 25 закрепляют на зажимных элементах с помощью болтов 28 и гаек 29. Наличие пазов 30 в губках 25 позволяет перемещать последние вертикально относительно зажимных элементов 19, 20, 21, выставляя их на требуемую высоту, затем гайки 29 завинчивают жестко, закрепляя губки 25 на зажимных элементах 19, 20, 21.
Воротами 23 приводят в движение винты 22, отводя подвижные зажимные элементы 20, 21 и освобождая пространство для размещения детали. Деталь помещают между зажимными элементами /19, 20, 21). Воротами 23 винты приводят в движение, они направляют подвижные зажимные элементы 20, 21 в сторону детали. Зажим производят либо одновременно обоими зажимными элементами 20, 21, либо поочередно и постепенно, то одной из струбцин 20, 21, то другой до соприкосновения губок 25. После обработки высвобождение детали осуществляют вращением винта 22 в обратную сторону.
Описанный способ позволяет установить детали любой конфигурации в определенное, строго координированное по отношению к рабочему столу положение, при котором обеспечивается строгая фиксация рабочей точки отсчета по отношению к обрабатывающему инструменту для всех экземпляров партии. Это открывает перспективу широкого использования способа в автоматизированных системах. Кроме того, способ обеспечивает сокращение времени на установку детали и замену обрабатываемых деталей партии, а также гарантирует воздействие на деталь при зажиме с усилием, не превышающем максимального заданного значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ С ПЛОСКИМИ ГРАНЯМИ | 1993 |
|
RU2106954C1 |
| Прецизионный токарный самоцентрирующий патрон | 1985 |
|
SU1386374A1 |
| Многоместная цанговая оправка к токарному и другим станкам | 1958 |
|
SU114828A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ ЗАХВАТА | 2008 |
|
RU2484942C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 1991 |
|
RU2020050C1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Устройство для изготовления сварных многогранных свай и способ их изготовления | 2023 |
|
RU2813727C1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Зажимное устройство | 1990 |
|
SU1743832A1 |
Способ может быть использован в области станкостроения и в автоматизированных системах, в частности при установке и фиксации деталей для механической обработки. Изготавливают оправку, разделенную на секции с внутренней поверхностью, выполненной по форме детали, ориентируют деталь с помощью изготовленной оправки и фиксируют с рабочей поверхностью зажимных элементов, которые располагают по периметру детали, а разделение оправки на секции осуществляют по количеству зажимных элементов от точек, соответствующих их сопряжениям, в направлении центра и закрепляют полученные секции на зажимных элементах в качестве губок. Изобретение направлено на решение задачи расширения технологических возможностей за счет обеспечения установки деталей любой сложной конфигурации. 10 ил.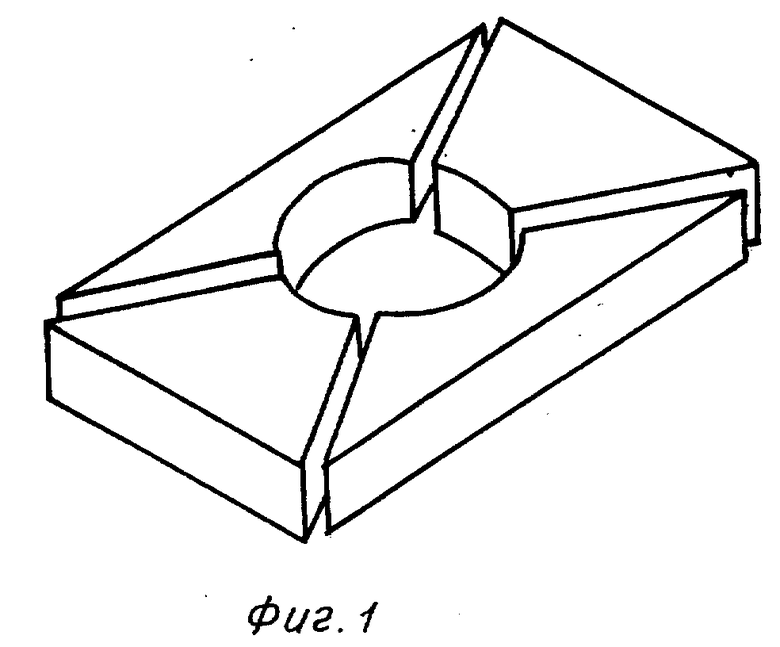
| Фигаро В.П | |||
| Основы проектирования технологических процессов и приспособлений | |||
| - М., 1973, с.239, рис.154. |

