Изобретение относится к электронной технике и может быть использовано в оборудовании для сборки и заварки герметизированных магнитоуправля - емых контактов (герконов).
Цель изобретения - расширение эксплуатационных возможностей путем
обеспечения возможности сборки герконов с штенгелем.
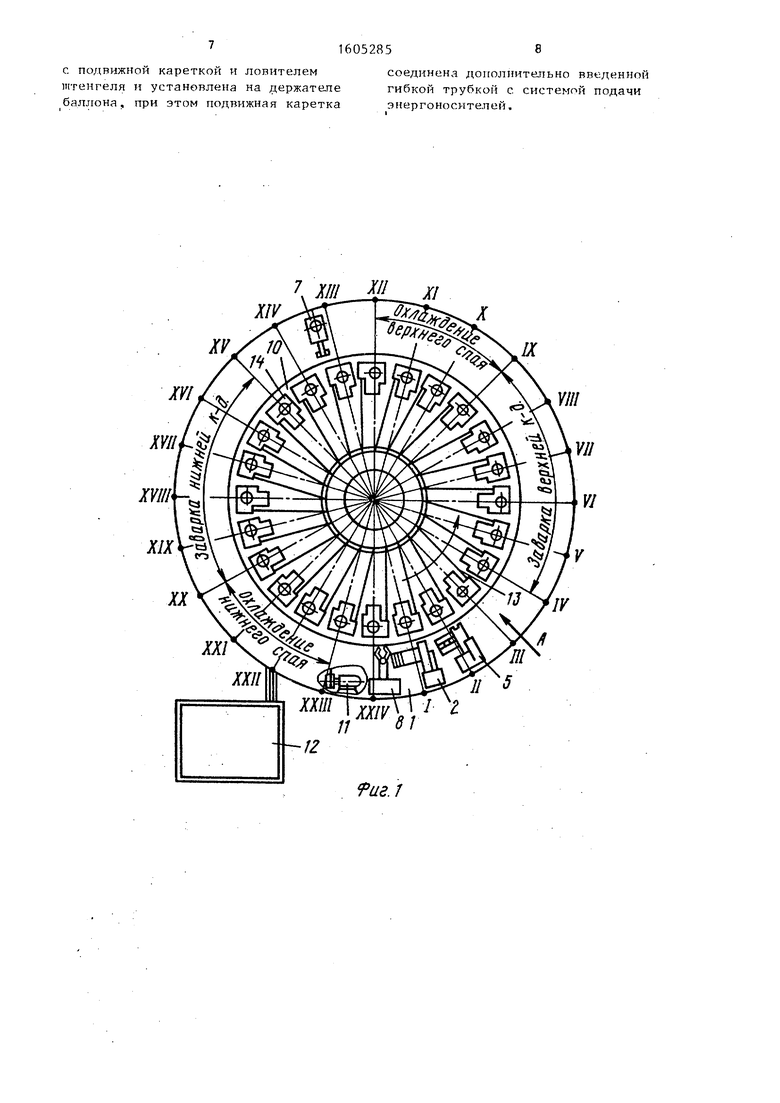
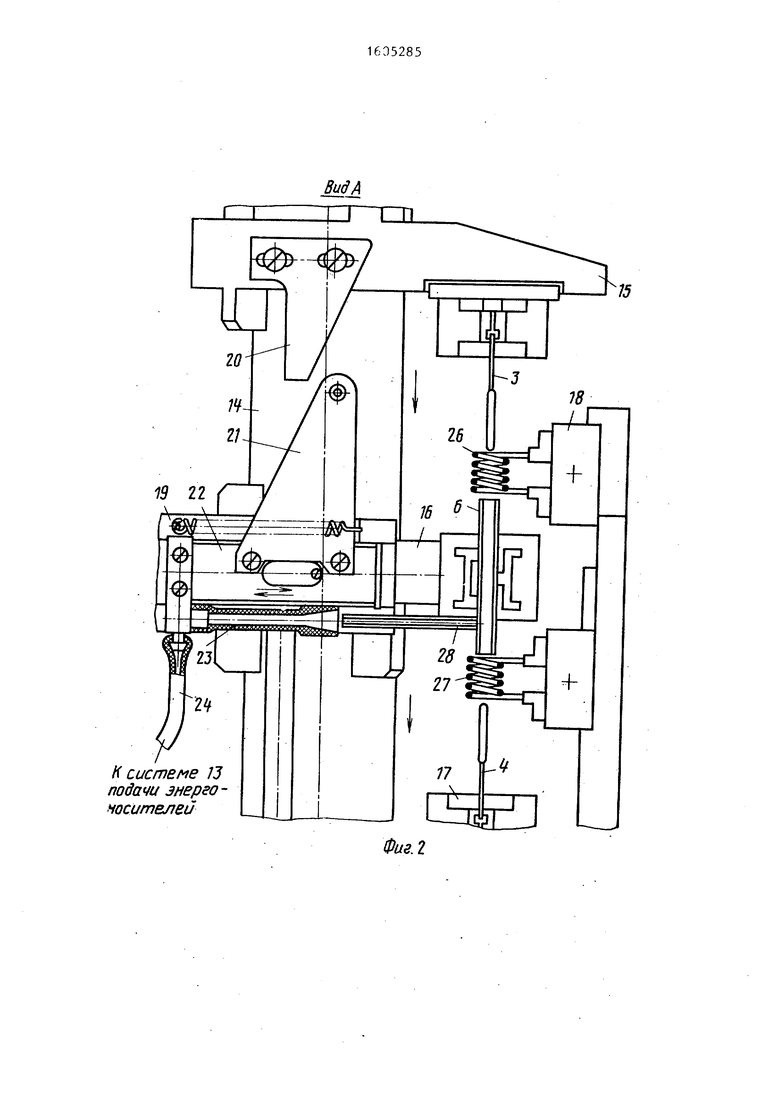
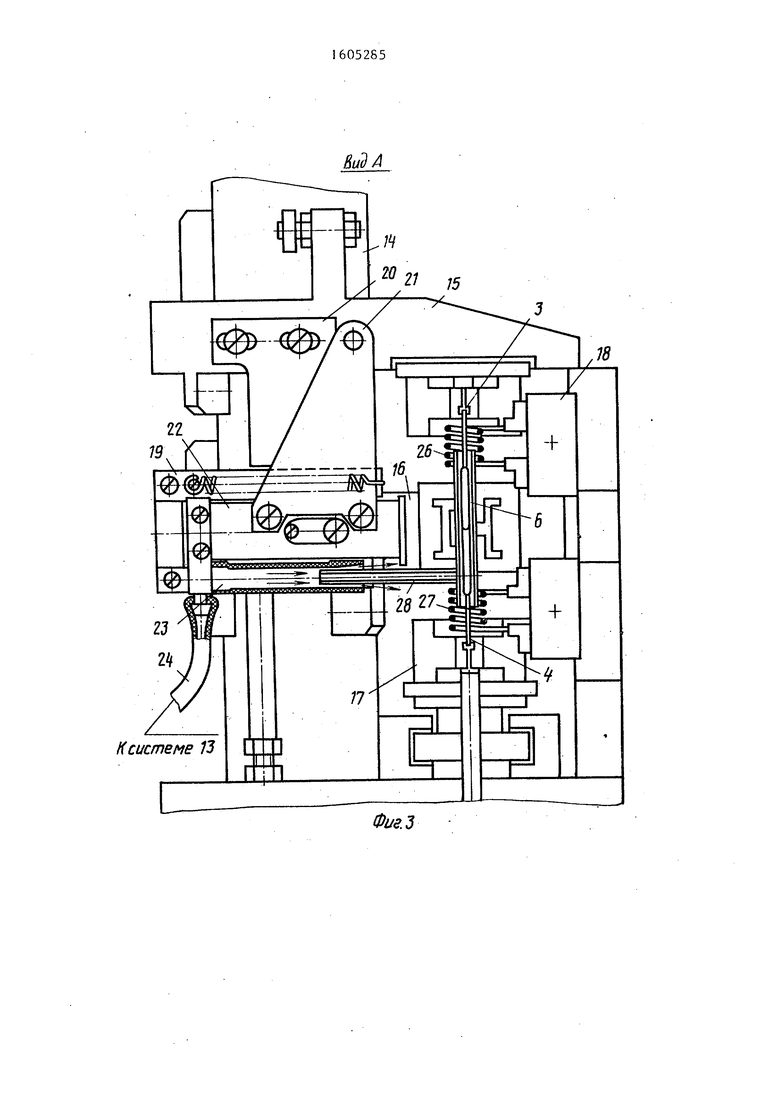
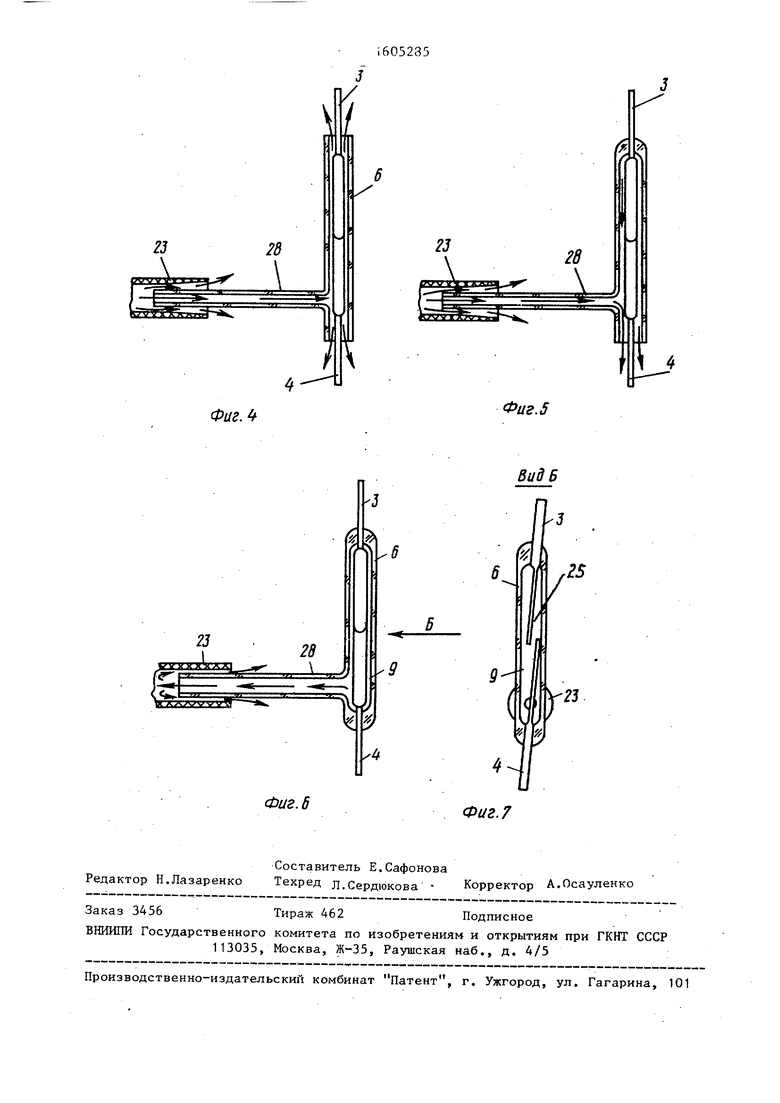
На фиг.1 изображено устройство для сборки и заварки герконов, вид в плане; на фиг.2 - вид А на фиг.1 (сборочная головка с соединительным механизмом, загруженная контакт-деталями ,н c.TeKJio6ajiJioHoM со штенге- Л м); на фиг.З - то же, (сборочная г оловка с держателями контакт-деталей н стеклобаллоиа со штангелем с. соединительным механизмом после сборки геркона; на фиг.4 - схема продувки стеклобаллона через штенгель; на фиг.5 - геркон с заваренным верхним снаем;-на фиг.6 - собранный геркон после заварки нижнего спая;на фиг.7 вид Б на фиг.6 (геркон собран).
Устройство для сборки и заварки герконов содертагт стол 1, установленные на нем механизмы 2 загрузки кон- такт-деталей 3, 4, механизм 5 загрузки стеклобаллонов 6, механизм 7 магнитного базирования, механизм 8 выгрузки готовых герконов 9, многопо- зигщонную карусель 10 с приводом 11, систему 12 питания и управления., сис- |тему 13 подачи энергоносителей. На карусели 10 установлены сборочные головки 14 с держателями 15-17 контакт деталей 3 и 4 и стеклобаллонов 6, заварочные механизмы 18. На сборочных головках 14 установлены соединительные механизмы 19, по количеству равные количеству сборочных головок t4. Соединительный механизм 19 включает в себя планки 20 и 21,сопряженные друг с другом в процессе заварки геркона 9, а также подвижную каретку 22 с ловителем 23, при этом каретка 22 соединена гибкой трубкой 24 с системой 13 подачи энергоносителей. Внизу сборочных головок 14 раположены механизмы выставки межконтактного зазора 25. Заварочные меха-
низмы 18 имеют источники 26 и 27 на
грева. Стеклобаллон 6 выполнен с штенгелем- 28.
Планка 20 закреплена на держателе 15 верхней контакт-детали 3, а планка 21 вместе с подвижной карет- кой 22 и ловителем 23 закреплена на держателе 16 стеклобаллона 6, Система 13 подачи энергоносителей состоит из элементов, обеспечивающих стабилизацию, регулировку и подвод инертногю газа к сборочным головкам 14 для продувки стеклобаллонов в процессе заварки, а также подачи нпряжения на контакт-детали 3 и 4 при настройке межконтактного зазора 25.
Система 12 питания и управления служит для подачи напряжения на заварочные механизмы 18 и управления работой устройства сборки. В качестве
Q ,
0
г
0
5
механизмов 2 для загрузки контакт-деталей 3 и 4 стеклобаллонов 6, механизм 8 для выгрузки готовых герконов 9 могут быть использованы известные механизмы, работающие на магнитном или вакуумном принципе. Заварочные механизмы 18 состоят, например, из спиральных нагревателей 26 и 27 (верхнего и нижнего), выполненных из сплава с высоким омическим сопротивлением, известным образом закрепленных в изоляторах и расположенных соответственно на держателях 15. и 17.
Устройство работает следующим образом.
Вращение карусели 10 осзт;ествляет- ся от привода 11 известной конструкции (фиг.1). На позиции I производится загрузка контакт-деталей 3 и 4, а на позиции II - стеклобаллона 6 в держатели 15-17 сборочных головок 14 известными способами при помощи механизмов 2 и 5 загрузки. Планки 20 и 21 соединительного механизма в это время находятся по вертикали на определенном расстоянии друг от друга и не сопрягаются (фиг.2). Подвижная каретка 22 с ловителем 23 и гибкой трубкой 24 находятся в крайнем левом положении, при этом ловитель 23 расположен на некотором расстоянии от щтенгеля 28 стеклобаллона 6 (фиг.2). На позиции III контакт-детали 3 и 4 вводятся в Стеклобаллон с обеспечением требуемой точности их взаимного расположения. В это же время планка 20, закрепленная на держателе 15 верхней контакт-детали 3, при опускании вниз своим скосом воздействует на другую планку 21, расположенную вместе с подвижной кареткой 22 на держателе 16 стеклобаллона 6, перемещает подвижную каретку 22 с ловителем 23 .вправо, ловитель 23 фиксируется по штенгелю 28 и одевается одним торцом на него с радиальным зазором, а штенгель 28 заходит -на некоторое расстояние внутрь ловителя 23 (фиг.З), Затем на следующей позиции IV происходит подача инертного газа из системы 13 по гибкой трубке 24 в щтенгель 28 стеклобаллона 6 (фиг.З и 5), при этом благодаря радиальному зазору между внутренней поверхностью ловителя 23 и внешней поверхностью штенгеля 28 часть инертного газа поступает из ловителя 23, обдувает внешнюю поверхность штенгеля, выходит наружу и исключает та-КИМ образом затягивание атмосферного воздуха внутрь стеклобаллона 6 через штенгель 28. Другая основная часть инертного газа в стеклобаллоне 6 разделяется на два потока (фиг.4).
Один поток поступает вверх по стеклобаллону, сдувает посторонние частицы с контакт-детали 3, выходит наружу и исключает доступ атмосферного воздуха внутрь стеклобаллона 6.
Другой поток инертного газа поступает вниз стеклобаллона 6, обдувает нижнюю контакт-деталь 4 и выходит наружу снизу, исключая таким образом попадание атмосферного воздуха внутр стеклобаллона 6. Продувка стеклобаллона 6 инертным газом производится непрерывно. На позициях V-IX производится заварка верхней контакт-детали 3 в стеклобаллон 6 при помощи заварочного механизма 18 и спирального электронагревателя 26 (фиг.З и 5) Учитывая, что штенгель 28 стеклобаллона 6 расположен ближе к его нижнему торцу. следовательно, интенсивность выхода инертного газа снизу баллона выше, чем сверху и при формировании верхнего спая происходит следующее: инертный газ, разогретый в зоне верхнего спая, исключает окисление внутренней части верхней контакт-детали 3, начинает увлекаться потоком инертного газа, поступающим по штенгелю 28 и выходящим из нижнего торца стеклобаллона 6. Скорость истечения инертного газа значитель- ная, а ввиду того, что врехний спай еще размягчен, происходит опрессовка этого спая внешним давлением воздуха.
На позициях X-XII происходит охлаждение верхнего спая (фиг.1), а на позиции XIII - выставка нзшевого за зазора при помощи механизма 7 магнитного базирования, при этом нижняя контакт-деталь 4 на некоторое время освобождается от зажима держателя 17, а потом вновь им удерживается.
На позиции XIV происходит настройка межконтактного зазора 25 (фиг.7) известным способом механизмом, расположенным в нижней части сборочной головки 14.
На позициях XV-XIX (фиг.1) осуществляется заварка нижней контакт- детали 4 (фиг.З и 6) в стеклобаллон 6 при помощи нагревателя 27. При этом инертный газ, поступающий через штенгель 28 и выходящий снизу стеклобаллона 6 (фиг.5), исключает попадание . внутрь его атмосферного воздуха и максимально уменьшает окисление нижней контакт-детали 4., Б момент захлопывания нижнего спая подача инертного газа через штенгель 28 прекращается. Инертный газ, разогретый в зо0 не нижнего спая, начинает распределяться по внутреннему объему стекло- баллона 6 (фиг.6), поступает в штенгель 28, выходит через него наружу, исключает таким образом доступ атмос5 ферного воздуха внутрь стеклобаллона 6 и окисление нижней контакт-детали 4.
20
25
30
35
0
5
0
5
В дальнейшем происходит опрессовка .этого спая атмосферным воздухом. На позициях XXI-XXIII (фиг.1) происходит охлаждение геркона 9, а на позиции XXIV - его выгрузка при помощи механизма 8.
Изобретение обеспечивает снижение трудоемкости изготовления герконов за счет ликвидации большой доли ручных операций, исключает окисление внутренних частей контакт-деталей, позволяет получить более вакуумплот- ные спаи по сравнению с известными, расширяет функциональные возможности широко применяемых известных устройств с относительно недорогой их модернизацией и позволяет увеличить выпуск перспективной продукции.
Формула изобретения
Устройство для сборки герконов, содержащее стол, многопозицйонную ка- . русель с приводом,систему питания и . управления, систему подачи энергоносителей, механизм для загрузки и механизм для выгрузки, сборочные голов- ки с держателями контакт-деталей и держателями баллонов, механизм магнитного базирования, заварочные механизмы с источниками нагрева, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем обеспечения возможности сборки герконов с штенгелем,оно снабжено, соединительным механизмом, включающим в себя две планки, подвижную каретку с ловителем пгтенге- ля, планки сопряжены одна с другой, одна из планок закреплена на держателе контакт-детали, а другая связана
с подвижной кареткой и ловителем пггеигеля и установлена на держатепе баллона, при этом подвижная каретка
соединена дополнительно введенной гибкой трубкой с системой подачи энергоносителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| УСТРОЙСТВО СБОРКИ И ЗАВАРКИ ВАКУУМНОГО ГЕРКОНА | 2023 |
|
RU2816990C1 |
| Автомат для сборки и заварки магнитоуправляемых контактов | 1974 |
|
SU530362A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Способ сборки гезаконов | 1987 |
|
SU1597948A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| Способ восстановления геркона, отработавшего ресурс | 1988 |
|
SU1607025A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНА | 2017 |
|
RU2667495C1 |
Изобретение относится к электронной технике и может быть использовано в оборудовании для сборки и заварки. Цель изобретения - расширение эксплуатационных возможностей путем обеспечения возможности сборки герконов с штенгелем. Устройство содержит стол, многопозиционную карусель с приводом, систему питания и управления, систему подачи энергоносителей, механизм для загрузки и выгрузки, сборочные головки с держателями контакт-деталей и баллонов, механизм магнитного базирования, заварочные механизмы с источниками нагрева, соединительный механизм, включающий планки, подвижную каретку с ловителем штенгеля. Причем планки сопряжены, одна из планок закреплена на держателе контакт-детали, а другая с подвижной кареткой и ловителем штенгеля установлена на держателе баллона. При этом подвижная каретка соединена гибкой трубкой с системой подачи энергоносителей. В процессе сборки герконов баллон продувают инертным газом через штенгель, внешнюю поверхность штенгеля обдувают инертным газом, а после захлопывания нижнего спая продувку инертного газа через штенгель прекращают. 7 ил.
Х1У
XV
хпь -.
хш
fj 8Г
IX
11 5
f tlB.I
К системе /J подачи энергоносителей
Фиг. г
К системе /5
Фиг. З
| СПОСОБ ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОЛБ С КОНТАКТАМИ | 0 |
|
SU210258A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США f 2984046, кл.65-154, 1961 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| Операционная карта Де | |||
| 3601000 ТК технологического процесса предприятия-заявителя | |||
| Патент США № 3539323, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3421874, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3268317, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Автомат для сборки и заварки магнитоуправляемых контактов | 1974 |
|
SU530362A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
