Изобретение относится к электротехнике и может быть использовано в электронной промышленности при изготовлении герметизированных магнитоуправляемых контактов (герконов).
Известен способ, используемый при изготовлении серийного геркона МКА-14103 с длиной стеклянного баллона 14 мм, изложенный в [1], который включает следующие операции.
Пермаллоевую проволоку подвергают очистке от консервирующей смазки в результате обезжиривания в ванне с горячим трихлорэтиленом и последующей ультразвуковой (УЗВ) очистке, после чего она поступает на автомат штамповки контакт-деталей геркона. После обезжиривания в ванне с перхлорэтиленом, сортировки и укладки в технологическую тару контакт-детали подвергают ультразвуковой (УЗВ) промывке в ванне с деионизованной водой и после осушки отжигают в печи в атмосфере водорода с формированием заданных магнитных параметров.
Технологический процесс нанесения на контакт-детали гальванического покрытия включает 17 переходов между различными операциями, в том числе экологически опасные: обезжиривание, декапирование в кислотном растворе, предзолочение, золочение, рутенирование. После УЗВ промывки и осушки в центрифуге контакт-детали поступают на заварку в стеклянный баллон, заполненный азотом.
Заваренные герконы после отжига стеклянного баллона и магнитострикционной тренировки поступают на химическое полирование выводов с последующим лужением и контролем электрических параметров.
Существенными недостатками данного способа являются: большой расход и потери драгоценных материалов, большая длительность изготовления, сложность и дороговизна оборудования, большие энергетические затраты, сложность осаждения сплава, заданного химического и фазового состава и заданной структуры, сложность получения тонких беспористых или толстых пленок с низкими внутренними напряжениями и с высокой адгезией к материалу контакт-детали.
Известен способ изготовления герконов с азотированными контакт-деталями, описанный в патенте [2].
Способ включает: очистку пермаллоевой проволоки, штамповку контакт-деталей, обезжиривание и промывку, магнитный отжиг, заварку геркона, ионно-плазменную обработку контакт-деталей искровыми разрядами, покрытие выводов и контроль электрических параметров.
Недостатком способа является высокая стоимость применяемого высокочастотного, высоковольтного оборудования, недостаточная твердость контактных поверхностей и, как следствие - высокая себестоимость и недостаточно высокая эрозионная стойкость герконов.
Наиболее близким способом изготовления геркона является технологический процесс, описанный в патенте [3].
Известный способ изготовления геркона с азотированными контактными площадками включает: очистку пермаллоевой проволоки, штамповку контакт-деталей, обезжиривание и промывку, магнитный отжиг, заварку геркона с поддувом азота и отжиг геркона, покрытие выводов, ионно-плазменную обработку геркона, которую проводят в условиях воздействия на контакт-детали геркона переменных магнитного и электрического полей, вызывающих периодическое замыкание - размыкание контакт-деталей с частотой 200-1000 Гц, протекание - разрыв электрического тока через геркон под действием приложенного к его контакт-деталям напряжения 100-250 В, переменного тока 10-250 мА с частотой смены полярности 50 Гц в течение 0,25-60 мин, и контроль электрических параметров.
Существенными недостатками данного способа являются: низкая производительность оборудования и недостаточная эрозионная стойкость герконов.
Задачей предлагаемого изобретения является улучшение способа изготовления геркона за счет замены режима ионно-плазменного азотирования на новый технологический процесс, позволяющий заменить низкопроизводительное оборудование, применяемого для изготовления герконов, действие которого основано на применении неподвижных намагничивающих катушек переменного магнитного поля, на более высокопроизводительное оборудование, действие которого основано на применении последовательности импульсов напряжения подаваемых на контакты геркона в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом постоянных магнитов (или, с каждым оборотом магнитомягких экранов с отверстиями), что повышает производительность, понижает себестоимость герконов, а также, повышает качество и ресурса работы.
Задача решается тем, что предлагается способ группового изготовления герконов с азотированными контактными площадками, включающий очистку пермаллоевой проволоки, штамповку контакт-деталей, обезжиривание и промывку, магнитный отжиг, заварку геркона с поддувом азота и отжиг геркона, покрытие выводов, геркона и контроль электрических параметров, ионно-плазменную обработку, которую проводят в условиях воздействия на контакт-детали геркона переменных магнитного и электрического полей, вызывающих периодическое замыкание-размыкание контакт-деталей с частотой 200 - 1000 Гц, протекание - разрыв электрического тока через геркон под действием приложенного к его контакт-деталям напряжения 100-250 В переменного тока 10-250 мА, которое если управление магнитным полем осуществляют вращением постоянных магнитов, имеет форму меандра, полярность импульсов которого меняют синхронно с каждым оборотом постоянных магнитов вокруг поперечной оси в плоскости, параллельной осям герконов, которые взаимно перпендикулярны с осями магнитов, имеющих аксиальное намагничивание; если управление герконами осуществляют путем вращения магнитомягких экранов вокруг поперечной оси в плоскости, параллельной осям герконов, которые взаимно перпендикулярны с осями отверстий экранов, то воздействие магнитного поля магнитов на контакты герконов происходит при синхронном изменении полярности импульсов напряжения с каждым оборотом экранов.
При этом магнитная индукция постоянных магнитов составляет величину от 0.05 до 1,3 Тл.
Предлагаемый режим ионно-плазменной обработки (ИПО) приводит, при сближении контакт-деталей, к искровому пробою межконтактного промежутка и к микровзрывам материалов контакт-деталей, а при их размыкании (разрыве тока), к микровзрыву расплавленного мостика, возникающего при расплавлении области стягивания тока между контакт-деталями геркона, ионизации межконтактной среды (азота), массопереносу вещества, образовавшегося при микровзрывах, в плазменной, паровой и жидкой фазах с одной контакт-детали (анода) на другую (катод) в среде азотной плазмы и, в результате, к электроискровому легированию азотом (азотированию) поверхности контакт-деталей геркона. Так как напряжение изменяется в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом магнитов (или с каждым оборотом магнитомягких экранов с отверстиями), то происходит реверсивный массоперенос материала контакт-деталей и поэтому количество контактирующего материала на контакт-деталях геркона после обработки остается практически неизменным. Контактные площадки, вследствие азотирования, становятся коррозионно- и эрозионностойкими, а сопротивление герконов более низким и стабильным.
Таким образом, в предлагаемом способе группового изготовления герконов с азотированными контактными площадками (КП) процесс азотирования поверхности контакт-деталей геркона осуществляется за счет переноса на катод материала анода в среде азотной плазмы.
Заявляемые электрические параметры режима ионно-плазменной обработки (ИПО) являются необходимыми условиями электроискрового легирования азотом контактных поверхностей геркона. Выбор значений параметров режима ИПО контакт-деталей зависит от состава и давления рабочего газа, от размера межконтактного зазора и напряжения пробоя, от времени срабатывания и времени отпускания и др. параметров и характеристик геркона.
Если величина напряжения подаваемого на контакты геркона изменяется, например, по синусоидальному закону, то процессы замыкания -размыкания контактов и азотирования будут каждый раз происходить при разных по величине напряжениях в течение каждого из полных оборотов магнитов (или экранов). Азотирование контактов, в этом случае, будет неэффективным. Это связано с тем, что каждому значению напряжения соответствует, вполне определенная по величине концентрации азота в КП. Напротив, если это напряжение изменяется по закону меандра, полярность импульсов которого меняется синхронно с каждым оборотом магнитов (или с каждым оборотом магнитомягких экранов с отверстиями), то в течение каждого из оборотов величина напряжения и соответствующей ей режим ИПО будут постоянными. Учет этого обстоятельства позволяет установить экспериментально оптимальный для наиболее эффективного азотирования режим ИПО и соответствующие ему амплитуду и период (частоту) напряжения, изменяющегося по закону меандра. Оптимальной по величине считают значение напряжения, при котором концентрация в КП будет максимальной.
Смена полярности импульсов напряжения не через 1, а через 2, 3 и более оборотов магнитов (или экранов), приводит к неравномерному азотированию контактных поверхностей.
При смене полярности после каждого оборота магнитов (или экранов) происходит реверсивный массоперенос материала контакт-деталей и поэтому количество контактирующего материала после обработки на контакт-деталях геркона практически остается неизменным. Контактные площадки, вследствие азотирования, становятся коррозионно- и эрозионностойкими, а сопротивление герконов более низким и стабильным.
Магнитная индукция постоянных магнитов считается допустимой, если ее величина составляет 0.05-1,3 Тл. Изменение магнитной индукции в этих пределах гарантированно обеспечит при необходимости срабатывание (замыкание контактов) большинства видов замыкающих герконов [1].
Определение рационального режима ИПО это всегда поиск компромисса между значениями его параметров.
Критерием выбора электрических параметров режима обработки является обеспечение стабильно низкого по величине сопротивления геркона после ИПО и коммутации цепей постоянного тока (коммутационных испытаний - КИ) с наработкой без отказа не менее 106 срабатываний.
Совокупность отличительных признаков, заключающихся в создании условий для переноса на катод материала анода в среде азотной плазмы, приводит к формированию азотированных контактных площадок и к достижению нового технического результата.
Техническим результатом заявленного способа является снижение себестоимости геркона за счет замены низкопроизводительного оборудования, на высокопроизводительное оборудование, действие которого основано на применения вращающихся постоянных магнитов (или вращающихся экранов) и напряжения, подаваемого на контакты геркона, в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом постоянных магнитов (или экранов).
Способ осуществляется следующим образом.
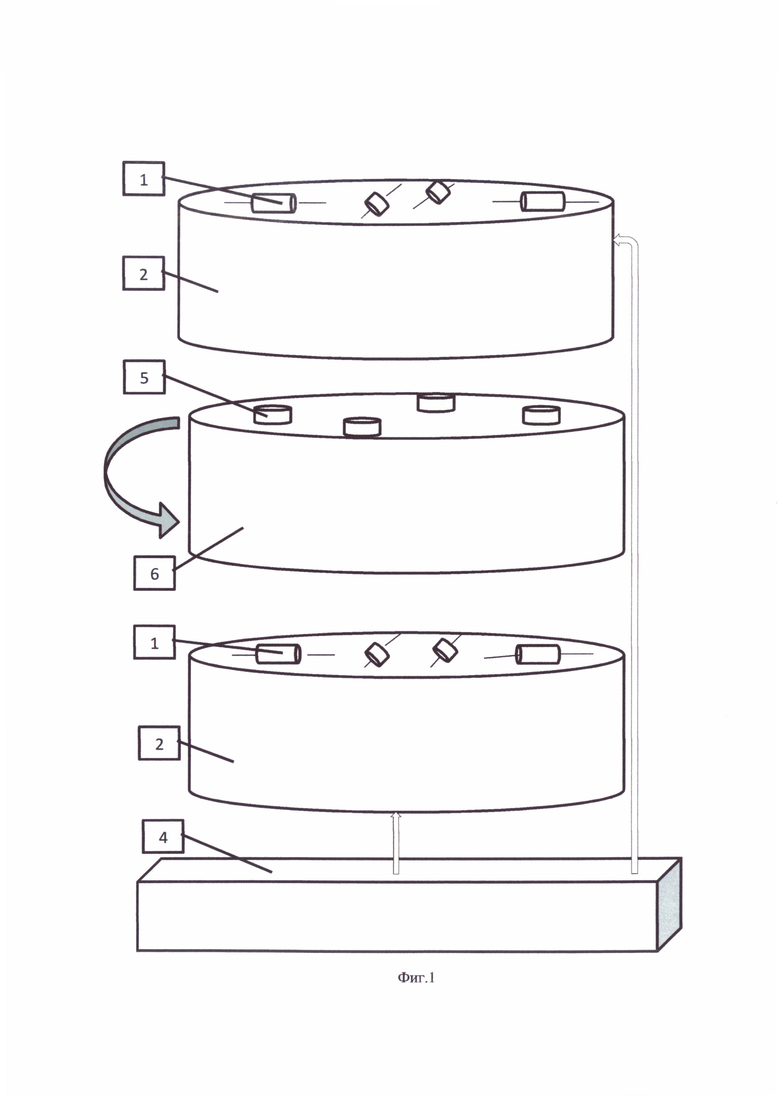
Фиг. 1. Упрощенная схема базового модуля установки ИПО герконов:
1 - геркон, 2 - статор, 4 - блок питания, 5 - постоянный магнит, 6 - ротор.
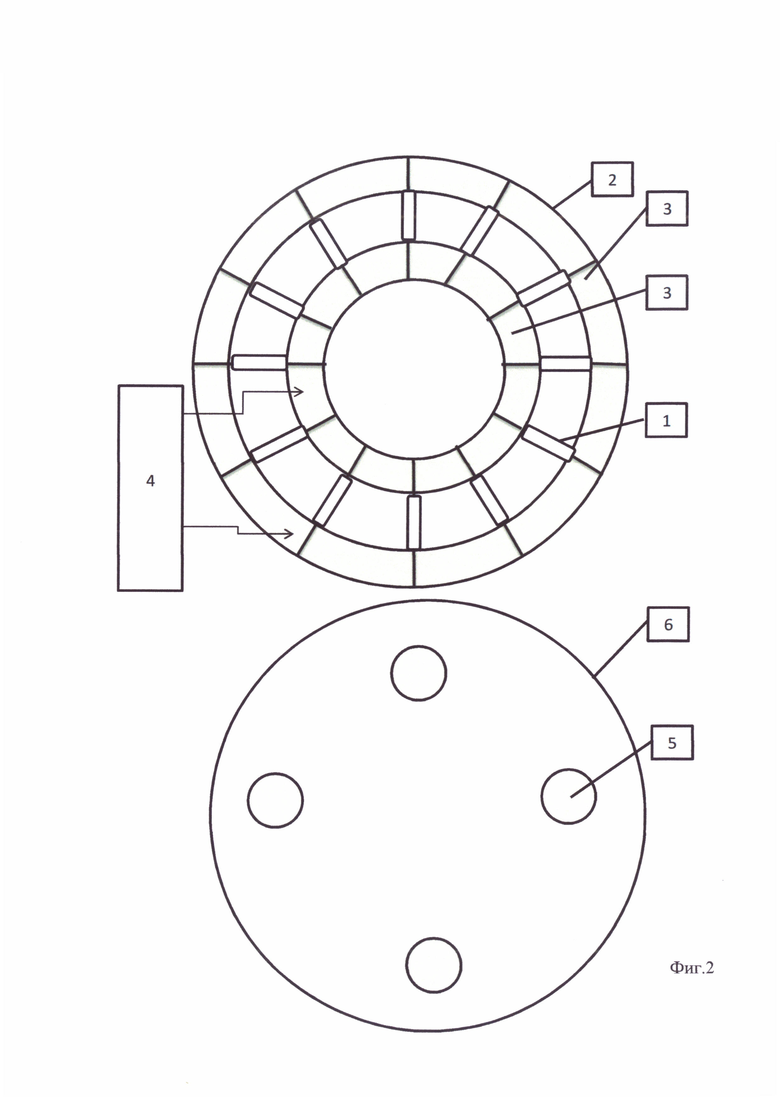
Фиг. 2. Упрощенная схема основных частей базового модуля установки ИПО герконов:
1 - геркон, 2 - статор, 3 - проводящая дорожка, 4 - блок питания, 5 - постоянный магнит, 6 - ротор.
Контакт-детали серийно выпускаемого геркона, например, МКА-14103, изготовленные из железоникелевого сплава «Дилатон 52» и не имеющие Au-Ru контактных покрытий, после магнитного отжига заваривают в стеклянные баллоны (длина (L) - 14,2 мм, диаметр (D) - 2,3 мм) в атмосфере азота. После отжига и нанесения покрытий на выводы 2 партии герконов (фиг. 1, №1) в количестве по 65 шт. устанавливают на статоры (D - 30 см) (фиг. 1, №2) базового модуля установки ИПО таким образом, чтобы выводы герконов (L - 15,3 мм, D - 0,55 мм) (фиг. 2, №1) имели надежный омический контакт с проводящими дорожками (фиг. 2, №3) статоров (фиг. 2, №2). Эти дорожки постоянно, на протяжении всего цикла работы установки, находятся под напряжением 220 В - 50 Гц, подаваемым от блока питания (фиг. 1, 2, №4) в форме меандра прямоугольных импульсов, полярность которых синхронно изменяется с каждым оборотом вращения магнитов с частотой 25 Гц. Таким образом, во время каждого полного оборота магнитов 0,04 с (0,04 с при скорости вращения магнитов 25 об./с), контакты всех герконов находятся под постоянным напряжением +220 или - 220 В с частотой смены полярности импульсов этого напряжения 25 Гц.
16 шт. постоянных магнитов (марка - N35H, L - 2 мм, D - 6 мм) (фиг. 1, 2, №5), установленные на роторе (D - 30 см) (фиг. 1, 2, №6), вращаются со скоростью 1500 об./мин (25 об./с) и замыкают поочередно с частотой 400 Гц контакт-детали герконов.
За время 1 оборота ротора - 0,04 с, каждый геркон, расположенный на статоре, срабатывает (замыкается) поочередно 16 раз. Поэтому для достижения 4,8⋅105 срабатываний (замыканий контакт-деталей каждого геркона) потребовалось произвести 30000 оборотов ротора за 20 мин. Ток через геркон при замкнутых его контактов достигал 95 мА.
Таким образом, продолжительность ИПО 130 герконов на базовом модуле составила 20 мин, а производительность - 390 шт./час. Прототип [3] за то же время обрабатывает только 1 геркон и имеет, соответственно, в 130 раз меньшую производительность (3 шт./час).
Установка ИПО имеет в своем составе 50 таких модулей и одновременно, вращая 50 роторов (фиг. 1, №6), обрабатывает партии (группы) герконов в количестве по 6500 шт. за 20 мин с производительностью 19500 шт./час.
При сближении контакт-деталей под действием магнитного поля постоянного магнита происходит искровой пробой межконтактного промежутка и микровзрывы материалов контакт-деталей, а их размыкание (разрыв тока) приводит к микровзрыву расплавленного мостика, возникающего при расплавлении области стягивания тока между контакт-деталями геркона. Вещество, образованное микровзрывами, в плазменной, паровой и жидкой фазе переносится с одной контакт-детали (анода) на другую (катод) в среде азотной плазмы, что приводит к электроискровому легированию азотом (азотированию) поверхности контакт-деталей геркона. Так как напряжение изменяется в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом постоянных магнитов, то происходит реверсивный массоперенос материала контакт-деталей и поэтому количество контактирующего материала после обработки на контакт-деталях геркона практически остается неизменным. Контактные площадки, вследствие азотирования, становятся коррозионно- и эрозионностойкими, а сопротивление герконов более низким и стабильным.
Структура и элементный состав поверхности образцов исследованы методами растровой электронной, атомно-силовой микроскопии (РЭМ, ACM) и рентгеноспектрального микроанализа (РСМА).
При ИПО на контакты герконов подавалось переменное напряжение в форме разнополярного меандра с амплитудой 220 В и частотой 50 Гц, полярность импульсов которого менялась синхронно с каждым оборотом постоянных магнитов с частотой 25 Гц, а коммутируемый ток (I) достигал 95 мА. Количество срабатываний геркона - 4,8.105 шт., продолжительность обработки - 20 мин.
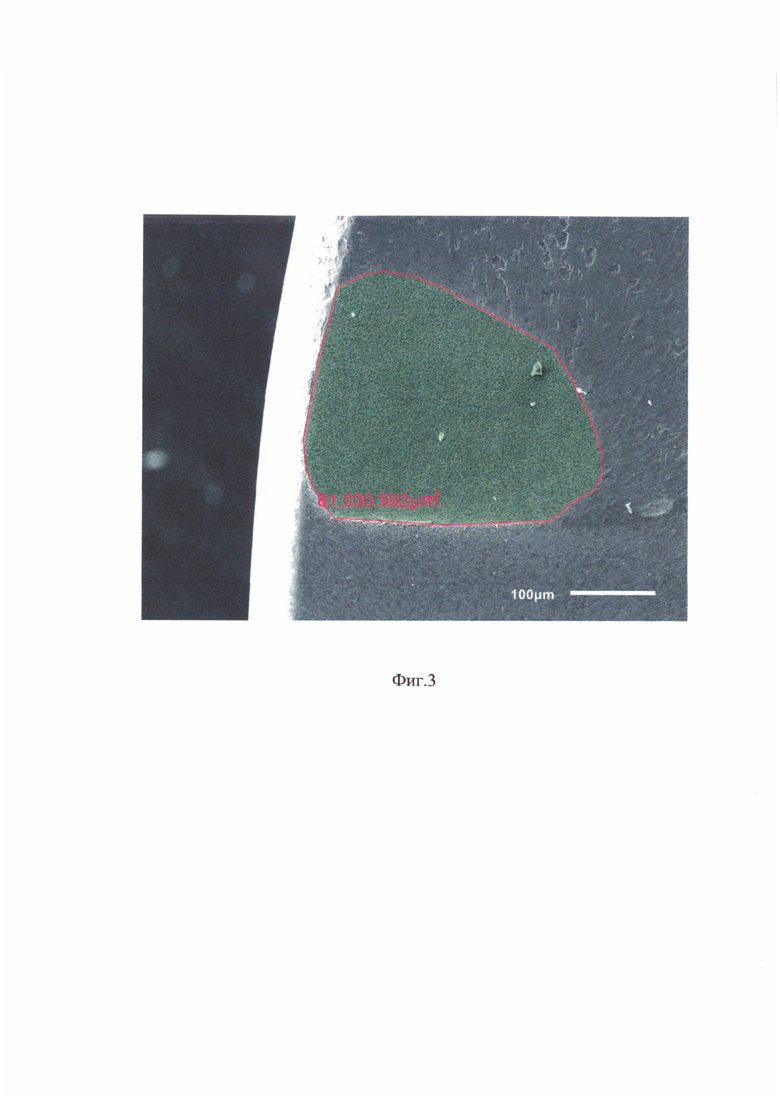
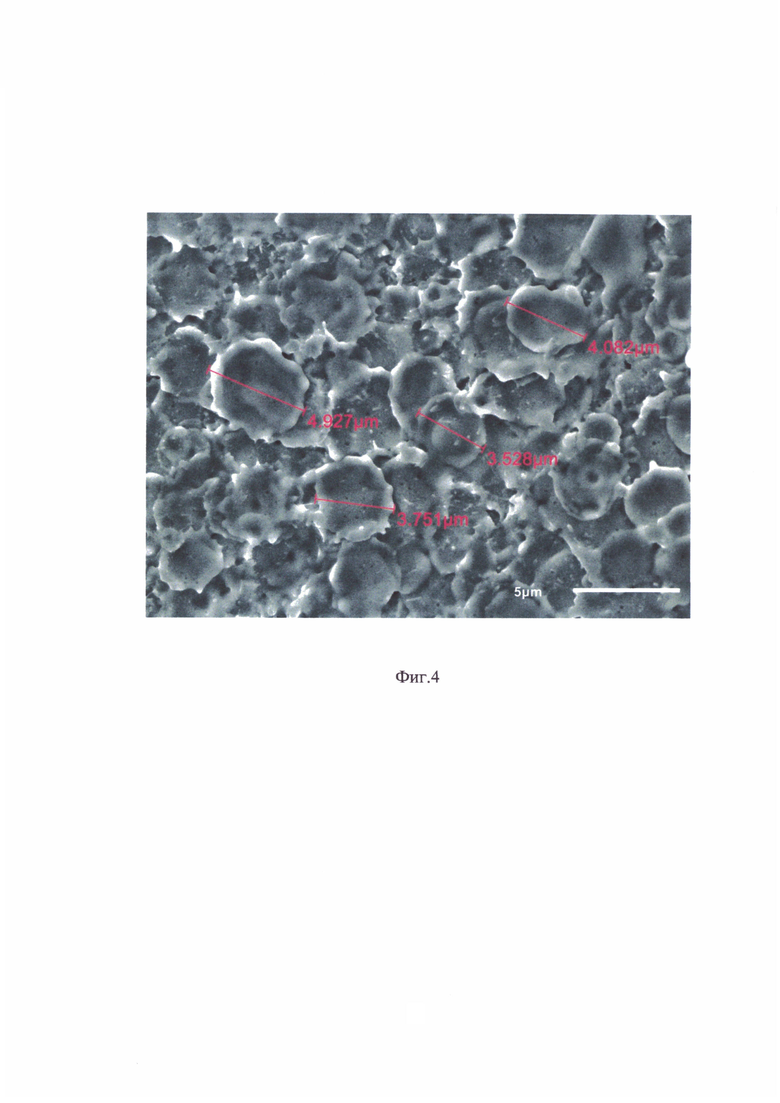
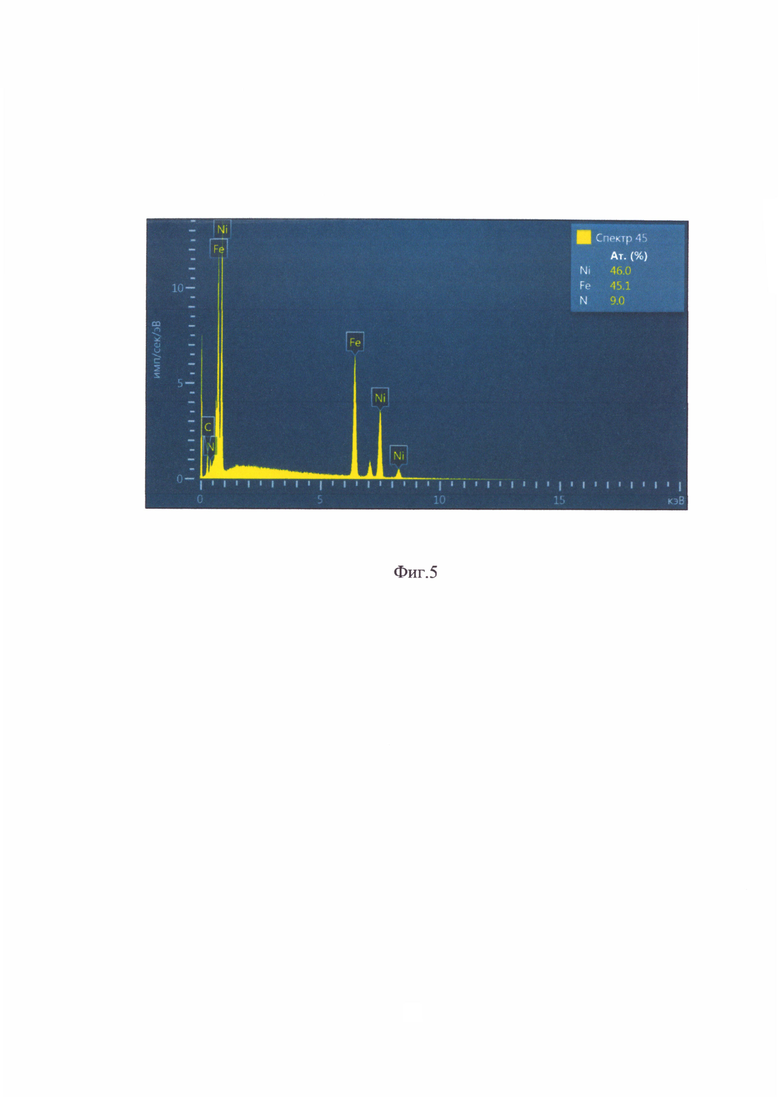
Полученные РЭМ-изображения и РСМА-спектр участка поверхности контакта геркона после его ИПО в режиме I=95 мА, при v=25 Гц (фиг. 3-5) показали, что в результате ИПО на поверхности контакта сформировалась азотированная контактная площадка (КП) площадью 81030,992 мкм2 (фиг. 3), на поверхности которой хаотически расположены микрократеры диаметром 3,5-4,9 мкм (фиг. 4). При этом концентрация азота, усредненная по глубине выхода рентгеновского сигнала из приповерхностном слое КП, составила 9,0 ат. % (фиг. 5). У прототипа концентрация азота в приповерхностном слое КП составила только 8,1. ат. % [3]. Что свидетельствует о более высокой эрозионной стойкости герконов, изготовленных заявленным способом, в сравнении с прототипом, т.к. увеличение концентрации азота приводит к увеличению эрозионной стойкости КП геркона [4].
Фиг. 3. РЭМ - изображение участка поверхности контакт-детали геркона, изготовленного по заявленному способу, с азотированной контактной площадкой площадью 81030,992 мкм2.
Фиг. 4. Участок поверхности контактной площадки, изображенной на фиг. 3.
Фиг. 5. РСМА - спектр участка поверхности контактной площадки, изображенной на фиг.4.
Измерения сопротивления геркона R и напряжения пробоя U проводились до и после ИПО.
Исходные значения (до ИПО) электрофизических параметров геркона составили: R=0,18 Ом (при норме R≤0,1 Ом для серийных приборов МКА-14103 [1]), U=290B.
Проведенные измерения сопротивления и напряжения пробоя данного геркона показали, что величины значений данных параметров в результате проведенной ИПО имеют тенденцию к уменьшению до R=0,07 Ом (R соответствует норме) и до U=245 В (U уменьшилось на ΔU=45 В).
Количество азота N в приповерхностном слое КП и толщину азотированного слоя (t) можно оценить по формулам, приведенным в прототипе [3]:
N=(ρShNAn)/A (1);
N=St/a3, (2);
t=(ρa3hNAn)/A (3),
где ρ, A, h - плотность, атомный вес железа, h=0,5 мкм - глубина выхода рентгеновского сигнала из железа, рассчитанная методом Монте-Карло с помощью программного обеспечения энергодисперсионного микроанализатора INCA Х-МАХ 20;
а=3,8  - постоянная решетки сплава внедрения,
- постоянная решетки сплава внедрения,
NA - число Авогадро;
S, n - экспериментальные данные, полученные в результате проведенных РЭМ и РСМА исследований; S-площадь контактной площадки;
n - относительная концентрация азота в приповерхностном слое, усредненная по глубине выхода рентгеновского РСМА - сигнала.
Расчеты, проведенные по формулам (1) и (3) с учетом результатов РЭМ и РСМА исследования поверхности контактов показали, что при ИПО герконов, обработанных с напряжением в форме меандра по режиму 220 В -950 мА - 50 Гц с частотой коммутации 400 Гц, на поверхности контактов, в зоне их перекрытия формируется КП площадью 81030,992 мкм2, с толщиной азотированного слоя приблизительно 206 нм, в котором содержится 3,04⋅1014 атомов азота.
Следовательно, искровой пробой, происходящий при сближении контактов, и массоперенос части вещества материала контактов с одного контакта на другой, периодическая смена направления переноса создают необходимые условия для ионизация и атомизации молекулярного азота и формирования азотированных контактных площадок на поверхности контакт-деталей геркона.
При размыкании контактов азотирование поверхности контактов продолжается.
Процесс размыкания контактов состоит из трех стадий, отличающихся одна от другой механизмом проводимости тока.
Первая стадия размыкания начинается с момента начала движения контактов. Еще не происходит разделения электродов, а уже наблюдается снятие деформации в контактной зоне, уменьшение твердой токопроводящей поверхности, увеличение плотности тока в области стягивания тока и повышение температуры контактных элементов вплоть до значения, равного температуре плавления. Затем начинается вторая стадия размыкания контактов, на которой проводимость тока осуществляется жидким металлическим мостиком, образующимся из капли расплавленного металла между контакт-деталями при их раздвижении. Когда температура в наиболее нагретой точке мостика становится равной температуре кипения металла, происходит его взрыв и наступает третья стадия. В этой стадии происходит ионизация межэлектродной среды, она становится токопроводящей и между контактами зажигается электрическая искра или дуга, с последующим ее гашением при раздвижении контактов геркона.
Эти процессы и происходящий при этом массоперенос части вещества материала контактов с одного контакта на другой также, как и при сближении контактов, создают необходимые условия для ионизации и атомизации молекулярного азота и формирования азотированных контактных площадок на поверхности контакт-деталей геркона.
Таким образом, изготавливаются герконы по предлагаемому способу.
После проведения ионно-плазменной обработки герконы автоматически выгружают и передают по маршруту на следующую технологическую операцию.
Были проведены сравнительные коммутационные испытания (КИ) герконов, изготовленных по заявленному способу и прототипу [3], при коммутации постоянного тока на активную нагрузку.
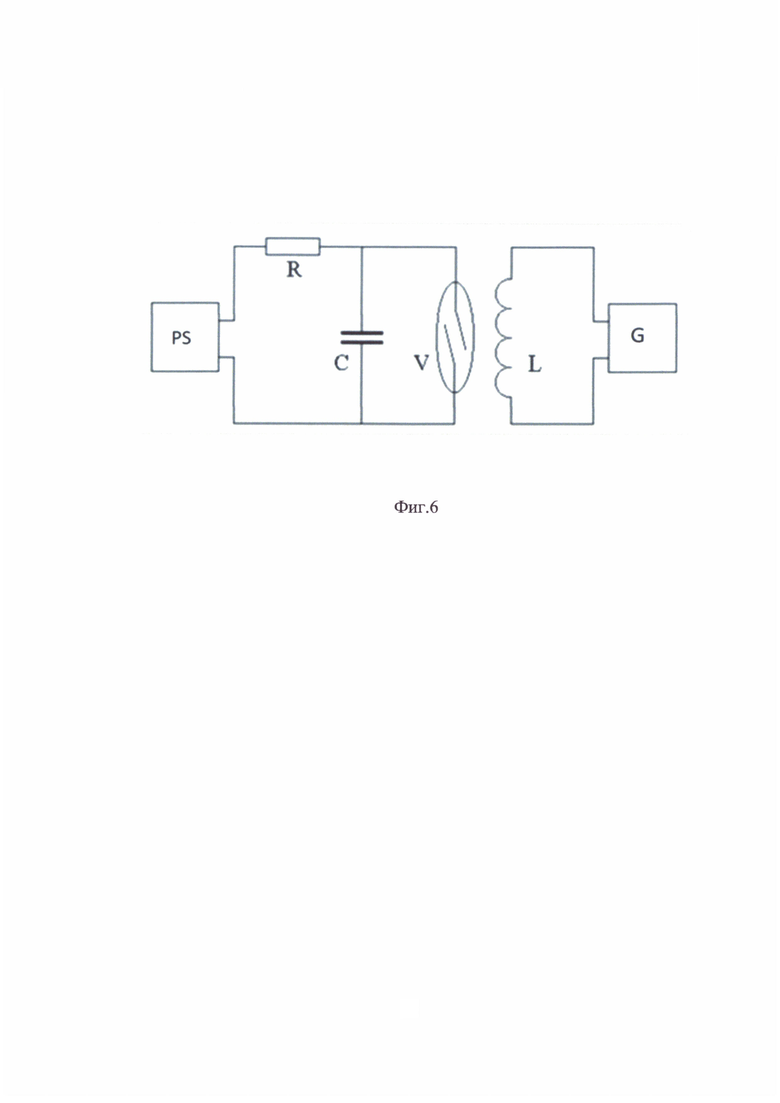
КИ герконов после ИПО проходили в процессе коммутации ими постоянного электрического тока с активной нагрузкой на установке, упрощенная схема которой представлена на фиг. 6.
Фиг. 6. Упрощенная схема экспериментальной установки для КИ герконов: PS - источник коммутируемого постоянного тока, R - резистор, С - паразитная емкость, V - геркон, L - управляющая катушка, G - генератор.
Геркон V, размещенный в стандартной управляющей катушке L (число витков 5000, сопротивление 870 Ом), при проведении КИ соединяют с источником постоянного тока PS через сопротивление R. На катушку от генератора G подается меандр прямоугольных импульсов напряжения длительностью 2 мс и частотой 50 Гц. Замыкание контактов герконов при КИ происходит под действием магнитодвижущей силы 1,5 Fcp, где Fcp - магнитодвижущая сила срабатывания геркона.
На контакты герконов подавалось постоянное напряжение 24 В и коммутировался ток величиной 400 мА с частотой 50 Гц.
Выдержавшими испытания считаются герконы, у которых процессы эрозии и массопереноса не привели к неразмыканию контактов или к их свариванию и сопротивление, которых не превысило норму - 0,1 Ом.
Общая безотказная наработка герконов, изготовленных по заявленному способу, составила 7⋅106 срабатываний и превысила примерно на 25% наработку герконов изготовленных согласно прототипу [3].
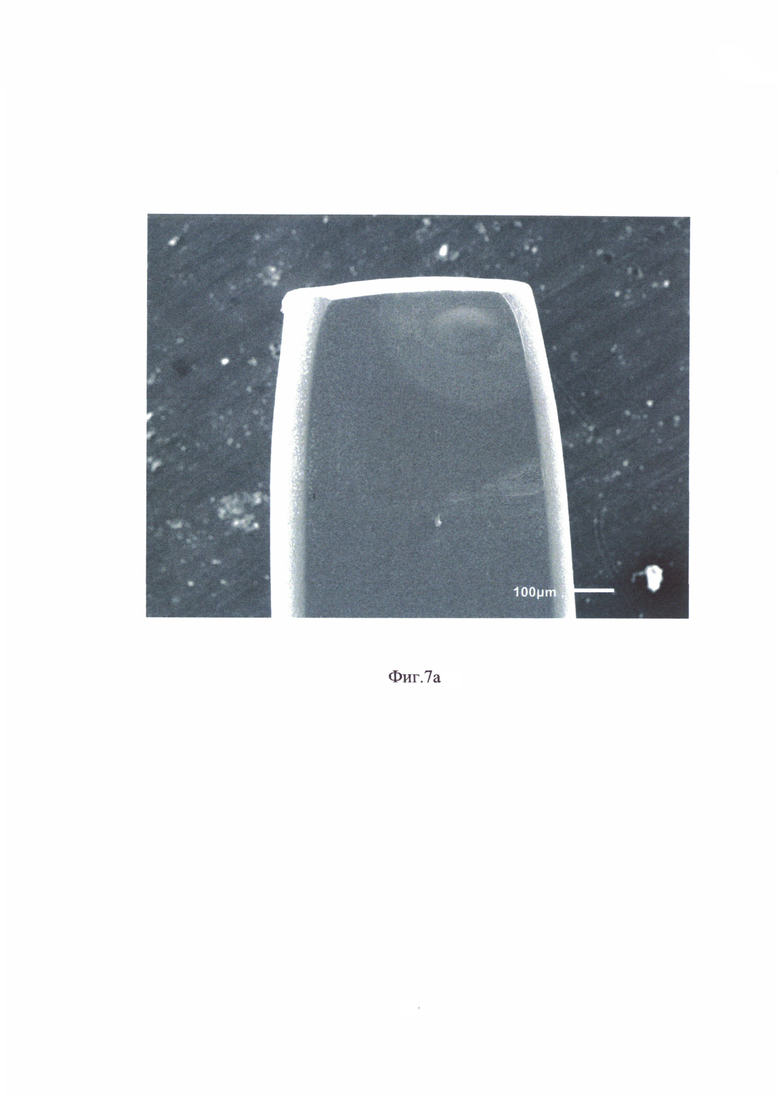
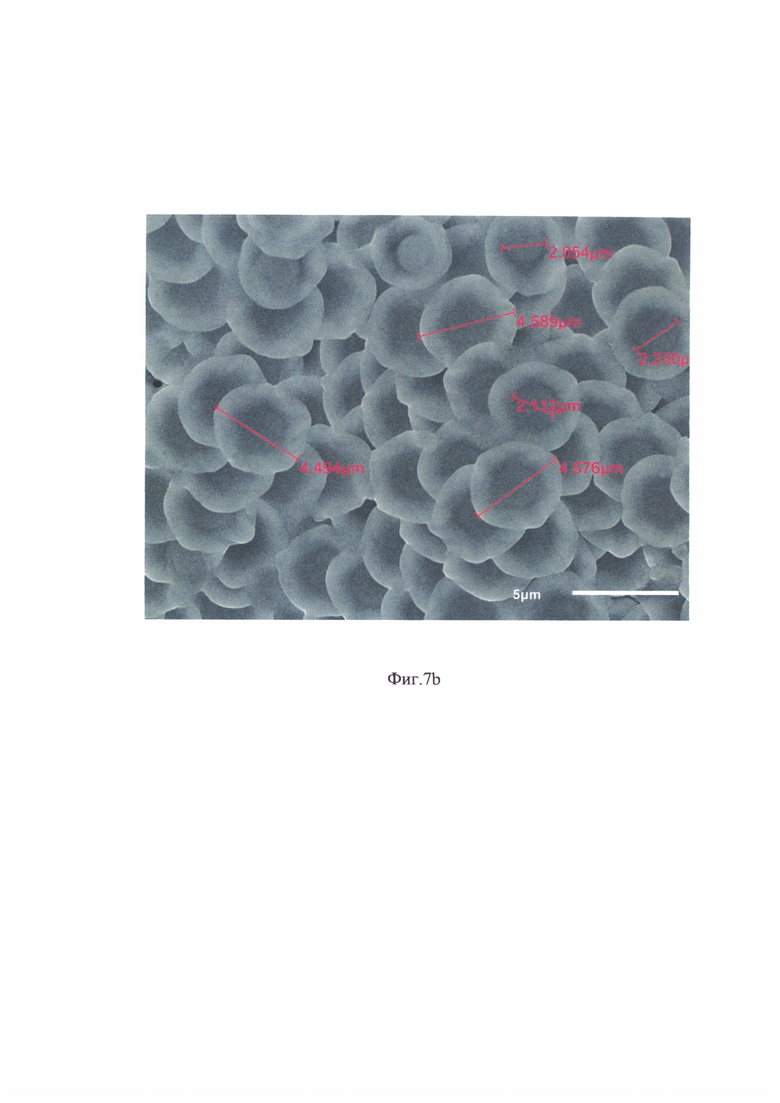
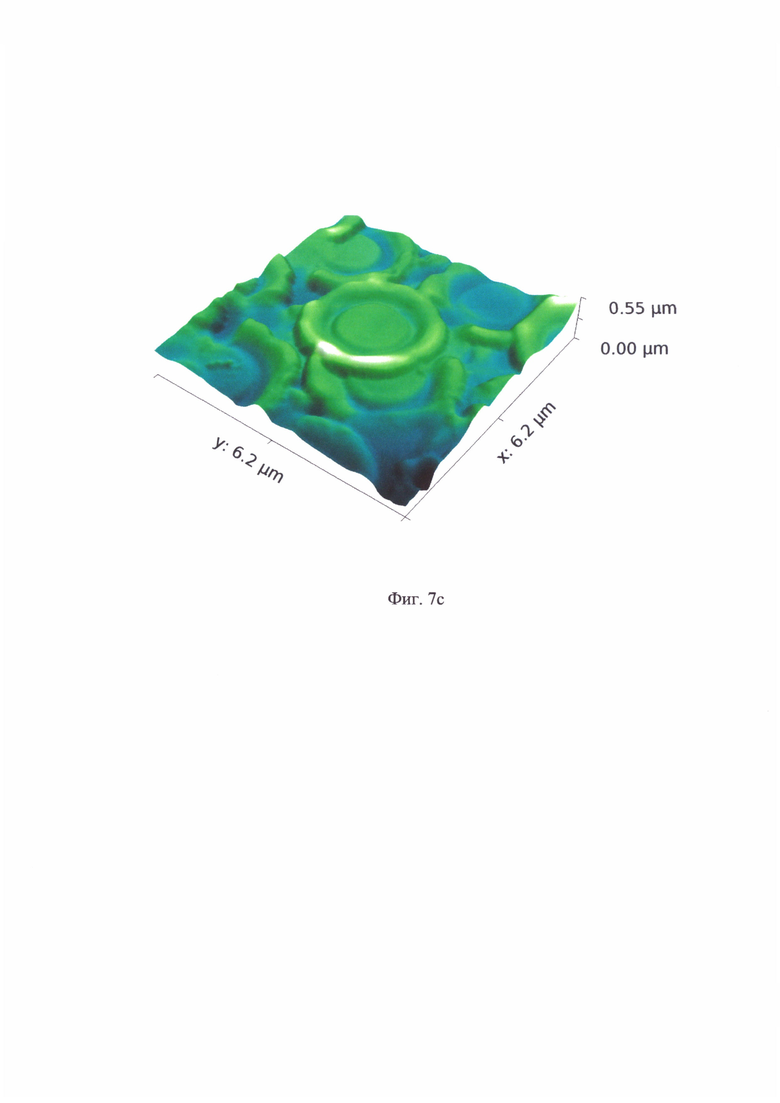
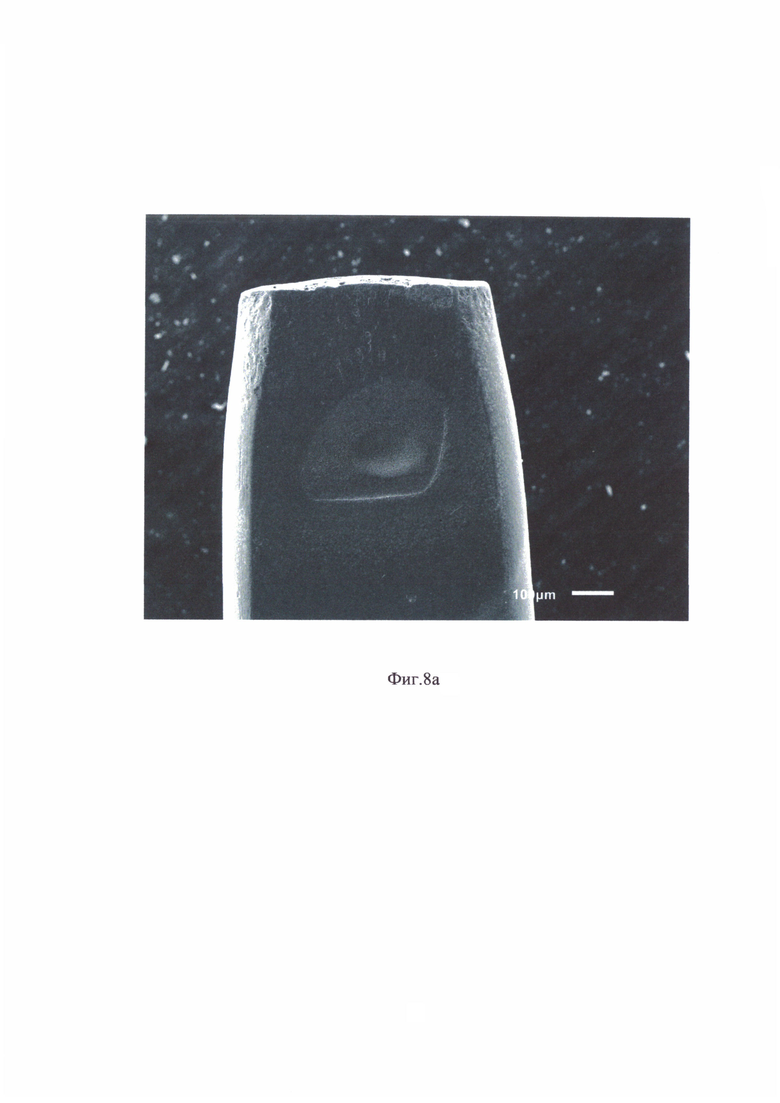
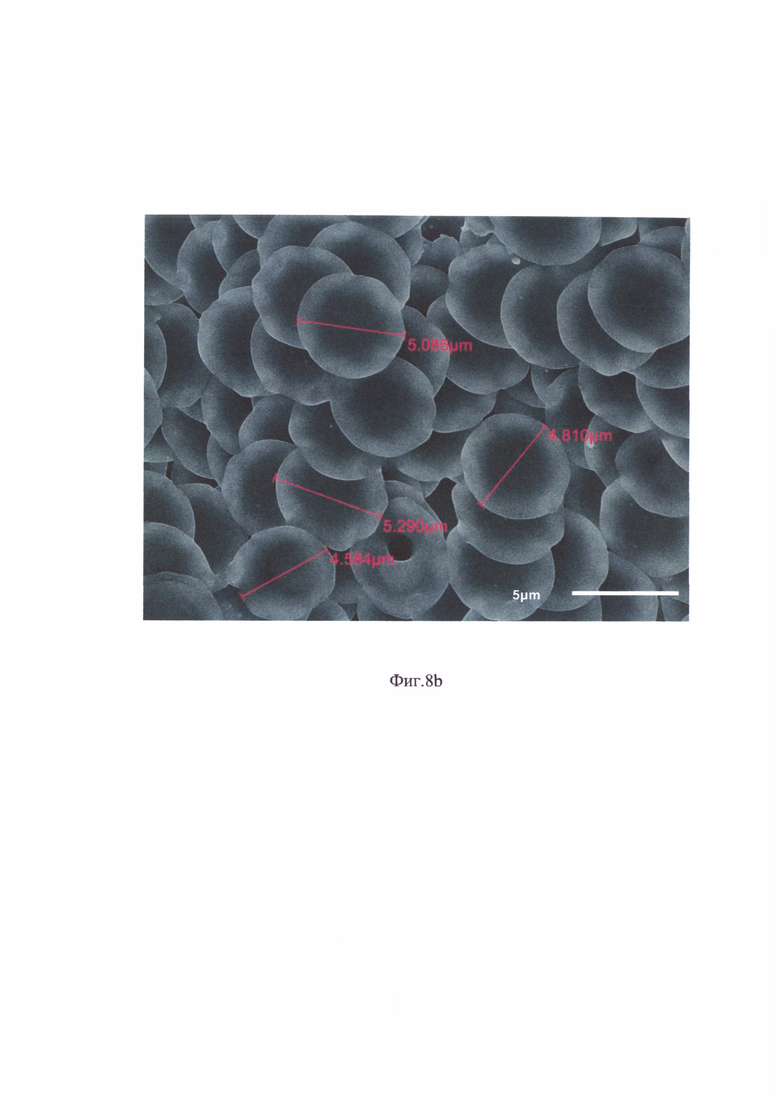
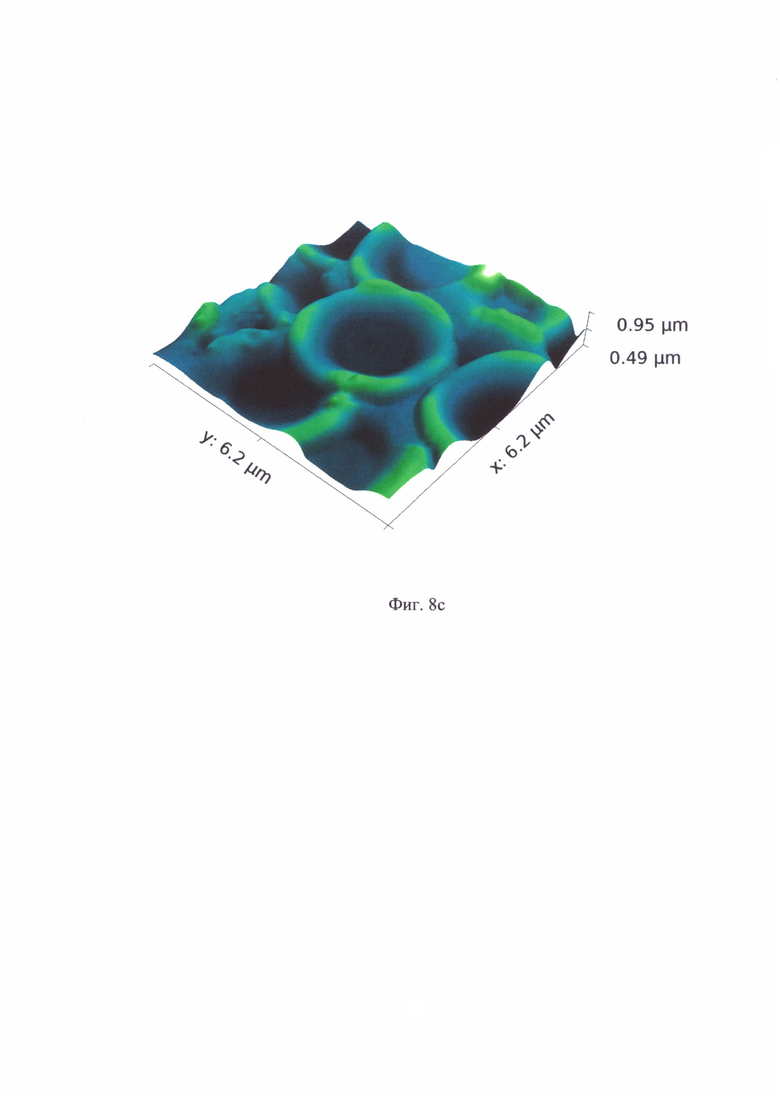
В результате КИ, на поверхности катода образуются один или несколько выступов (фиг. 7а), состоящих из огромного количества приблизительно одинаковых по геометрическим размерам и форме блюдцеобразных дисков (фиг. 7b, с). На аноде, в свою очередь, образуется такое же количество мелких кратеров (фиг. 8b, с), расположенных на внутренней поверхности впадин (фиг. 8а), из материала которых образованы, в результате полярного массопереноса, выступы на катоде.
Фиг. 7. РЭМ - изображения: а - выступ на контактной площадке катода, b - диски на выступе; АСМ - изображения: с - диски на выступе. Режим коммутации постоянного тока: 24 В - 400 мА - 50 Гц.
Фиг. 8. РЭМ - изображения: а - впадина на контактной площадке катода, b - микрократеры на впадине; АСМ- изображения: с - микрократеры на впадине. Режим коммутации постоянного тока: 24 В - 400 мА - 50 Гц.
Динамика образования таких выступов и дисков, впадин и кратеров процессы эрозии поверхности, происходящие при коммутации тока, соответствует эктонной модели эрозии контактов [4, 5].
Совокупность этих процессов и определяет состояние поверхности КП после КИ.
Таким образом, видим, что заявленный способ устраняет недостатки прототипа и превосходит его, так как у герконов, изготовленных по заявленному способу, в сравнении с прототипом, повысились эрозионная стойкость и ресурс работы примерно на 12% и 25% соответственно, а производительность оборудования возросла более чем в 1000 раз. Что, в конечном итоге, снижает себестоимость герконов изготовленных по заявленному способу и повышает их конкурентную способность на мировом рынке.
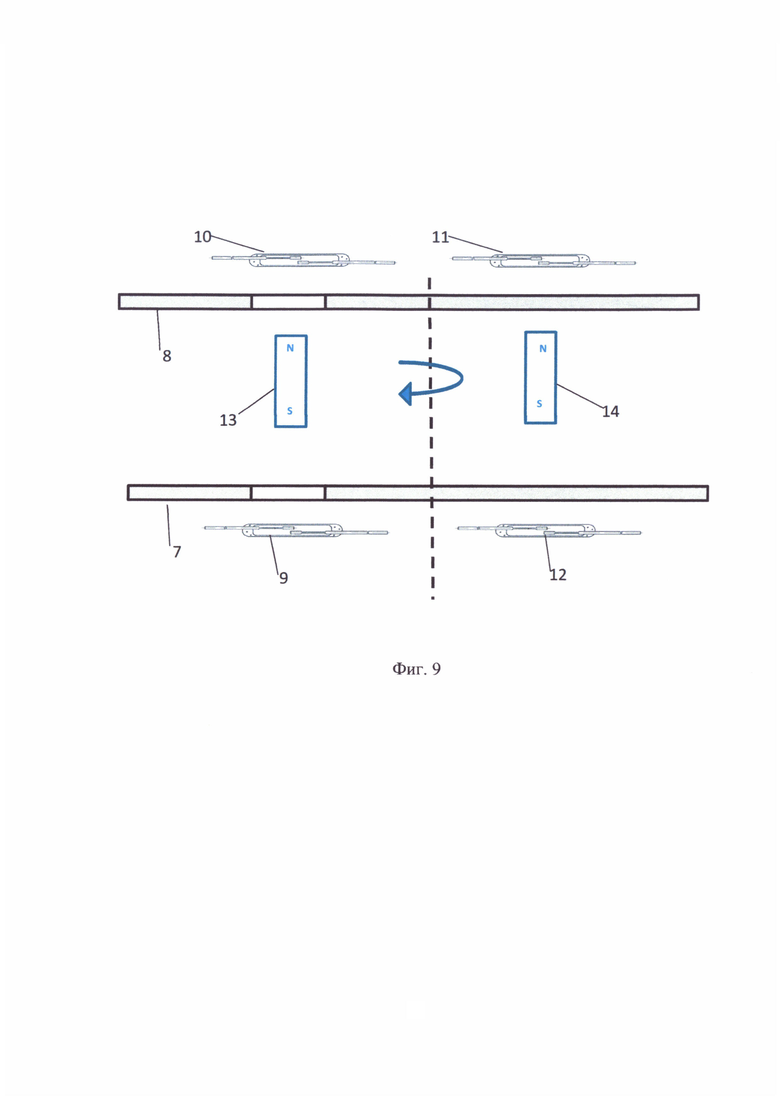
Идентичные результаты получены и при реализации заявленного способа на установке ИПО, базовый модуль которой состоит из двух вращающихся магнитомягких экранов с отверстиями (фиг. 9, №7, 8) установленных между двух неподвижных платформ-статоров с герконами (фиг. 9, №9, 10, 11, 12) и одной с магнитами (фиг. 9, №13, 14).
Фиг. 9. Упрощенная схема базового модуля установки для ИПО (для группового азотирования контактных площадок герконов): 7, 8 - магнитомягкий экран, 9 - 12 - геркон, 13, 14 - постоянный магнит с аксиальным намагничиванием.
При вращении экранов контакты герконов (фиг. 9, №9-12) могут замыкаться и размыкаться. Они остаются разомкнутыми (фиг. 9, №12, 13) в положении, когда экраны (фиг. 9, №7, 8) защищают их от воздействия магнитного поля постоянных магнитов (фиг. 9, №14). Напротив, в положении, когда оси магнитов (фиг. 9, №13) и оси отверстий экранов (фиг. 9, №7, 8) совпадают друг с другом, контакты герконов (фиг. 9, №9, 10) замыкаются.
После отжига и нанесения покрытий на выводы 2 партии герконов в количестве по 65 шт. устанавливают на платформы-статоры (D - 30 см) базового модуля установки ИПО таким образом, чтобы выводы герконов имели надежный омический контакт с проводящими дорожками платформ-статоров. Эти дорожки постоянно, на протяжении всего цикла работы установки, находятся под напряжением 220 В - 50 Гц, подаваемого от блока питания в форме меандра прямоугольных импульсов, полярность которых синхронно изменяется с каждым оборотом вращения экранов (фиг. 9, №7, 8) с частотой 25 Гц. Таким образом, во время каждого полного оборота экранов 0,04 с (0,04 с при скорости вращения экранов 25 об./с), контакты всех герконов находятся под постоянным напряжением +220 или - 220 В с частотой смены полярности импульсов этого напряжения 25 Гц.
Каждый экран - ротор имеет 16 отверстий через которые магниты могут замыкать герконы.
65 шт. постоянных магнитов (марка - N35H, L - 2 мм, D - 6 мм) установлены на платформе (D - 30 см) напротив каждого геркона. При своем вращении экраны замыкают поочередно с частотой 400 Гц контакт-детали герконов. Возможна замена 65 шт. постоянных магнитов на 1 постоянный магнит, изготовленный в форме кольца.
За время 1 оборота экранов - 0,04 с, каждый геркон, расположенный на статоре, срабатывает (замыкается) поочередно 16 раз. Поэтому для достижения 4,8⋅105 срабатываний (замыканий контакт-деталей каждого геркона) потребовалось произвести 30000 оборотов экранов за 20 мин. Ток через геркон при замкнутых его контактов достигал 95 мА.
Установка ИПО с вращающимися экранами имеет в своем составе 50 таких модулей и одновременно, вращая 100 экранов, обрабатывает партии (группы) герконов в количестве по 6500 шт. за 20 мин с производительностью 19500 шт./час.
Техническим результатом заявленного способа является снижение себестоимости геркона за счет замены низкопроизводительного оборудования на высокопроизводительное оборудование, действие которого основано на применения вращающихся постоянных магнитов (или вращающихся экранов) и напряжения, подаваемого на контакты геркона, в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом постоянных магнитов (или экранов).
Предлагаемый способ изготовления геркона позволяет, с помощью высокопроизводительного оборудования, сформировать азотированные контактные площадки непосредственно там, где при коммутации электрического тока происходит физический контакт контакт-деталей геркона, что повышает эрозионную стойкость и, как следствие, наработку герконов на отказ.
Источники информации
1. Карабанов С.М., Майзельс P.M., Шоффа В.Н. // Магнитоуправляемые контакты (герконы) и изделия на их основе. Долгопрудный: Издательский дом «Интеллект», 2011. - 408 с.
2. Патент РФ №2393570. Способ изготовления герконов с азотированными контакт-деталями / Карабанов С.М., Майзельс P.M., Арушанов К.А, Зельцер И.А., Провоторов B.C., опубл. 27.06.2010 г. Бюл. №18.
3. Патент РФ №2665689. Способ изготовления геркона с азотированными контактными площадками/ Зельцер И.А., Колесова С.А., Трунин Е.Б., Шкутенко Л.Н. опубл. 04.09.2018 г. Бюл. №25.
4. Zeltser LA., Karpov A.S., Moos E.N., Rybin N.B., Tolstoguzov A.B. Surface Erosion of Low-Current Reed Switches. // Coatings. 2017. 7, no. 6: 75.
5. Месяц Г.А. Эктон- лавина электронов из металла // УФН. 1995. Т. 165. №6. С. 601.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2742556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| Устройство для массового изготовления герконов с азотированными контактными площадками | 2022 |
|
RU2795947C1 |
| Способ изготовления герконов | 2022 |
|
RU2805999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ И НАНОСТРУКТУРИРОВАННЫМИ КОНТАКТНЫМИ ПОВЕРХНОСТЯМИ | 2018 |
|
RU2664506C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КАРБОНИТРИРОВАННЫМИ КОНТАКТНЫМИ ПОВЕРХНОСТЯМИ | 2010 |
|
RU2457567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КОНТРОЛИРУЕМЫМИ ПАРАМЕТРАМИ АЗОТИРУЕМОГО СЛОЯ | 2011 |
|
RU2467425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 2011 |
|
RU2470401C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА НАСОСНО-КОМПРЕССОРНЫЕ ТРУБЫ | 2019 |
|
RU2735438C1 |
Изобретение относится к электротехнике и может быть использовано в электронной промышленности при изготовлении герметизированных магнитоуправляемых контактов (герконов). Техническим результатом заявленного способа является снижение себестоимости геркона за счет замены низкопроизводительного оборудования на высокопроизводительное оборудование, действие которого основано на применения вращающихся постоянных магнитов и напряжения, подаваемого на контакты геркона, в форме меандра, полярность импульсов которого меняется синхронно с каждым оборотом постоянных магнитов. Способ изготовления геркона позволяет сформировать азотированные контактные площадки непосредственно там, где при коммутации электрического тока происходит физический контакт контакт-деталей геркона, что повышает эрозионную стойкость и, как следствие, наработку герконов на отказ. 2 з.п. ф-лы, 13 ил.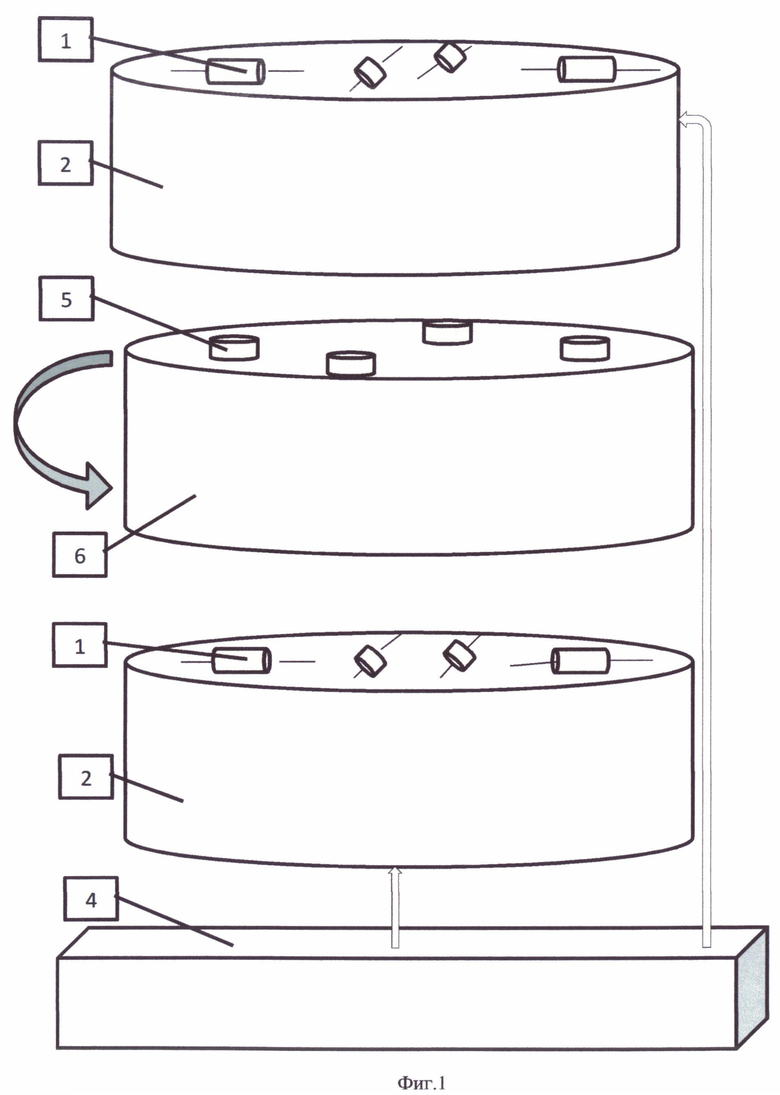
1. Способ группового изготовления герконов с азотированными контактными площадками, включающий очистку пермаллоевой проволоки, штамповку контакт-деталей, обезжиривание и промывку, магнитный отжиг, заварку геркона с поддувом азота и отжиг геркона, покрытие выводов геркона и контроль электрических параметров, ионно-плазменную обработку, которую проводят в условиях воздействия на контакт-детали геркона переменных магнитного и электрического полей, вызывающих периодическое замыкание-размыкание контакт-деталей с частотой 200-1000 Гц, протекание - разрыв электрического тока через геркон под действием приложенного к его контакт-деталям напряжения 100-250 В переменного тока 10-250 мА, отличающийся тем, что управление магнитным полем осуществляют вращением постоянных магнитов, величина напряжения, приложенного к контактам, имеет форму меандра, полярность импульсов которого меняют синхронно с каждым оборотом постоянных магнитов вокруг поперечной оси в плоскости, параллельной осям герконов, которые взаимно перпендикулярны с осями магнитов, имеющих аксиальное намагничивание.
2. Способ группового изготовления герконов с азотированными контактными площадками по п. 1, отличающийся тем, что управление герконами осуществляют путем вращения магнитомягких экранов вокруг поперечной оси в плоскости, параллельной осям герконов, которые взаимно перпендикулярны с осями отверстий экранов, через которые происходит воздействие магнитного поля магнитов на контакты герконов, при синхронном изменении полярности импульсов напряжения с каждым оборотом экранов.
3. Способ группового изготовления герконов с азотированными контактными площадками по п. 1, отличающийся тем, что магнитная индукция постоянных магнитов составляет величину от 0.05 до 1,3 Тл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КОНТРОЛИРУЕМЫМИ ПАРАМЕТРАМИ АЗОТИРУЕМОГО СЛОЯ | 2011 |
|
RU2467425C1 |
| Герконовое реле | 1988 |
|
SU1576926A1 |
| US 5909163 A, 01.06.1999 | |||
| Способ изготовления электрических щеток | 1973 |
|
SU454622A1 |

