Изобретение относится к способу изготовления лент с покрытием из листовой стали, в частности стальных лент, при котором, по меньшей мере, две ленты из листовой стали разного сорта и/или разной толщины листа по продольным сторонам свариваются друг с другом.
Такой способ известен, к примеру, из EP 0438612 B1. Он предназначен для изготовления так называемых «Tailored Strips», то есть лент из листовой стали «заданного размера», в частности, стальных лент. Для изготовления Tailored Strips несколько, обычно две или три, расположенные с зазором относительно друг друга ленты, выполненные из стали разного сорта и/или толщины листа, смотанные, соответственно, в форме рулона, разматываются и по продольным сторонам свариваются друг с другом за один проход посредством лазера. Tailored Strips с большим успехом применяются в стальных облегченных конструкциях, причем они сразу же подгоняются под имеющиеся у готовой детали (конечного продукта) коэффициенты нагрузки. Tailored Strips могут при этом в предпочтительном варианте обрабатываться, в частности, деформироваться или подрезаться в штампах последовательного действия.
Используемые для изготовления Tailored Strips расположенные с зазором относительно друг друга ленты для защиты соответствующей ленты от коррозии, в целом, снабжены односторонним или двухсторонним покрытием, к примеру, слоем цинка или слоем масла. На практике выявило себя то обстоятельство, что при деформациях или при высоких нагрузках на изготовленные таким образом, под размер, ленты из листовой стали зачастую имеет место преждевременный и не поддающийся определению выход из строя сварного шва.
В основе предложенного на рассмотрение изобретения лежит задача улучшения способа ранее указанного типа в том отношении, чтобы изготовленные в соответствии со способом ленты из листовой стали имели повышенную прочность сварных швов.
Данная задача решается посредством способа с признаками пункта 1 формулы изобретения.
В способе в соответствии с изобретением в качестве свариваемых лент из листовой стали используются ленты из листовой стали, не снабженные покрытием. Покрытие образованной посредством сварки лент из листовой стали, не снабженных покрытием, ленты заданного размера из листовой стали производится после сварки.
В качестве средства покрытия с одной стороны или с двух сторон на изготовленную под размер ленту из листовой стали наносится, к примеру, жидкий цинк, алюминий - кремний или антикоррозионное защитное масло.
Изобретение основывается на том, что при сварке снабженных покрытием, расположенных с зазором относительно друг друга лент из металлических материалов в Tailored Strips внутри сварного шва находятся элементы или остатки покрытия используемых лент. Эти загрязнения швов могут приводить к преждевременному и не поддающемуся определению выходу из строя сварного шва в случае деформации или нагружения Tailored Strips. Данная проблема надежным образом решается посредством способа в соответствии с изобретением. Изготовленные способом в соответствии с изобретением ленты из листовой стали отличаются повышенной прочностью сварного шва.
Предпочтительный вариант осуществления способа в соответствии с изобретением состоит в том, что соответствующий сварной шов изготовленной заданного размера ленты из листовой стали перед нанесением на нее покрытия подвергается локальной термообработке посредством дополнительного нагрева, к примеру, при использовании ферритовых высококачественных сталей. За счет такого локального нагрева сварного шва в этом сварном шве, а также в граничащей с ним зоне, могут быть уменьшены пики напряжения, так что прочность сварного шва оптимизируется еще больше.
Следующий предпочтительный вариант осуществления способа в соответствии с изобретением предусматривает, что изготовленная лента заданного размера из листовой стали (Tailored Strip) по всей своей ширине или по ширине одной из лент (расположенных с зазором относительно друг друга лент) кратковременно нагревается. В результате этого достигается нормализация структуры изготовленной ленты заданного размера из листовой стали.
Кратковременный нагрев производится при этом в предпочтительном варианте непосредственно после процесса сварки лент (расположенных с зазором относительно друг друга лент), выполненных из стали различного сорта и/или толщины листа. Для этого может быть использована, в частности, по меньшей мере, одна отражательная печь или, по меньшей мере, одно индукционное устройство. Кратковременный нагрев изготовленной заданного размера ленты из листовой стали в ходе производственного процесса позволяет осуществлять непрерывную эксплуатацию соответствующей установки и, тем самым, получать высокую производительность.
Также возможен процесс прокаливания смотанной в рулон изготовленной заданного размера ленты из листовой стали, к примеру, в колпаковой печи для отжига.
В соответствии с следующим вариантом осуществления способа в соответствии с изобретением предусмотрено, что изготовленная заданного размера лента из листовой стали, обрезается до заданного размера посредством режущего устройства, и обрезанные участки ленты из листовой стали кратковременно нагреваются в печи. Такой, альтернативный по сравнению с непрерывным принципом работы, вариант осуществления способа в соответствии с изобретением является целесообразным, в частности, тогда, когда не имеется достаточного места для работающей в непрерывном режиме установки или имеются другие ограничения по площади.
Следующий предпочтительный вариант осуществления способа в соответствии с изобретением состоит в том, что кратковременный нагрев «Tailored Strips» производится в атмосфере инертных газов. Благодаря этому, может быть предотвращено образование окалины на изготовленной заданного размера ленте из листовой стали.
В соответствии со следующим вариантом осуществления изобретения предусмотрено, что кратковременный нагрев изготовленной заданного размера ленты из листовой стали производится в ходе термообработки во время нанесения покрытия. Таким образом, наряду с гомогенизацией структуры одновременно может производиться и нанесение покрытия на ленту из листовой стали. Благодаря этому, может быть достигнуто повышение производительности, а также, в техническом смысле, получено компактное конструктивное решение для соответствующей установки. Далее посредством термообработки во время нанесения покрытия могут быть заданы и механические свойства изготовленной ленты из листовой стали.
Следующий целесообразный вариант осуществления способа в соответствии с изобретением характеризуется тем, что изготовленная лента из листовой стали после кратковременного нагрева и/или нанесения покрытия охлаждается. Благодаря этому, облегчается последующая работа с изготовленной лентой из листовой стали. В данном случае для намотки изготовленной ленты из листовой стали могут использоваться, к примеру, мотальные устройства, не рассчитанные на высокие температуры.
Другие преимущественные и предпочтительные варианты осуществления способа в соответствии с изобретением представлены в последующих зависимых пунктах формулы изобретения.
Изобретение разъясняется далее более детально на основании чертежа, представляющего несколько примеров осуществления изобретения, на котором схематично и в перспективном изображении представлены:
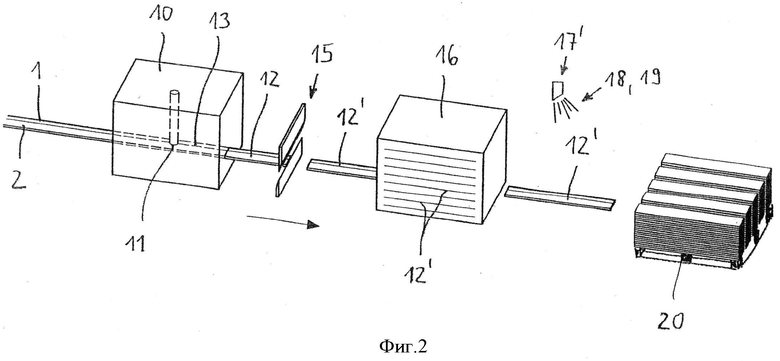
фиг.1 первый пример выполнения устройства для осуществления способа в соответствии с изобретением;
фиг.2 второй пример выполнения устройства для осуществления одного варианта способа в соответствии с изобретением;
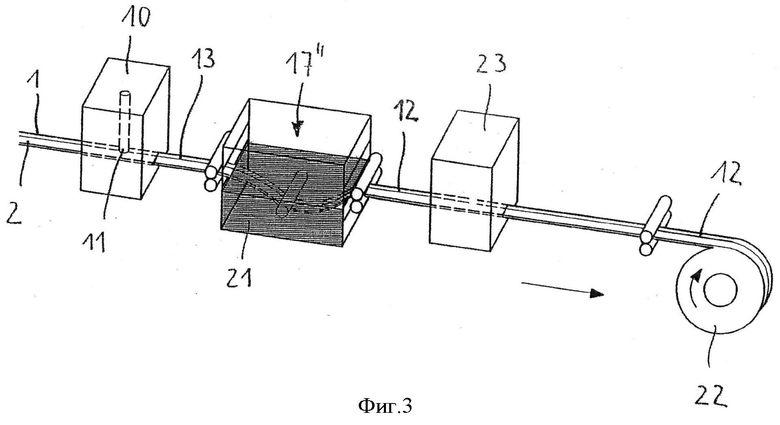
фиг.3 третий пример выполнения устройства для осуществления другого варианта способа в соответствии с изобретением.
Для изготовления Tailored Strips, то есть для изготовления заданного размера лент из листовой стали, в частности стальных лент, две, три или более расположенные с зазором относительно друг друга, выполненные из стали различного сорта и/или толщины, ленты 1, 2 по продольным сторонам свариваются друг с другом. Свариваемые друг с другом расположенные с зазором относительно друг друга ленты 1, 2 не снабжены покрытием и представлены в форме рулонов 3 (см. фиг.1). Отдельные расположенные с зазором относительно друг друга ленты или стальные ленты 1, 2, прежде всего, после сматывания с соответствующего рулона 3, выравниваются в специальных правильных машинах 4, 5. Затем производится обработка кромок, причем, по меньшей мере, свариваемые кромки расположенных с зазором относительно друг друга лент 1, 2 могут быть предварительно подготовлены для последующего процесса сварки посредством шлифовальных и/или фрезерных станков 6, 7.
Расположенные с зазором относительно друг друга ленты 1, 2 посредством специальных транспортирующих средств (ведущих элементов) 8, 9 и направляющих лентопротяжных устройств, в частности направляющих лентопротяжных роликов, могут быть поданы к одному или, в случае наличия более двух расположенных с зазором относительно друг друга лент 1, 2, к «одному минус один» последовательно расположенным друг за другом в направлении движения лент сварочным агрегатам 10, и там, в ходе процесса могут быть сварены друг с другом. Расположенные с зазором относительно друг друга ленты 1, 2 соединяются при этом таким образом, что их обращенные друг к другу продольные кромки могут быть сварены друг с другом встык. Способ в соответствии с изобретением предусматривает также возможность сваривания расположенных с зазором относительно друг друга лент 1, 2 внахлест.
Расположенные с зазором относительно друг друга ленты 1, 2 свариваются друг с другом бесконечным образом. Сварка может производиться различным способом, причем, все же, в предпочтительном варианте используется лазерная сварка. Сварка расположенных с зазором относительно друг друга лент 1, 2 может производиться, однако, и посредством индукционной сварки.
К рабочей точке 11 сварочного или лазерного луча для предотвращения окисления сварного шва 13 в предпочтительном варианте подается защитный газ (инертный газ), к примеру, газообразный азот. Затем соответствующий сварной шов 13 подвергается локальной термообработке посредством дополнительного нагрева, с целью устранения или, по меньшей мере, уменьшения возможных пиков напряжения.
В качестве альтернативы или в дополнение к повторному нагреву изготовленная заданного размера лента 12 из листовой стали по всей своей ширине или по ширине одной из лент 1, 2, расположенных с зазором относительно друг друга, кратковременно нагревается для нормализации структуры ленты 12 из листовой стали. Лента из листовой стали нагревается при этом до температуры в пределах от 200 до 500°C. Кратковременный нагрев производится в предпочтительном варианте в атмосфере инертного газа.
Как представлено на фиг.1, кратковременный нагрев может производиться непосредственно по окончании процесса сварки. При этом используется, к примеру, по меньшей мере, одно нагревательное устройство 14, к примеру, отражательная печь или индукционное устройство.
В качестве альтернативы представленному на фиг.1 примеру осуществления изобретения кратковременный нагрев соединенной из расположенных с зазором относительно друг друга лент 1, 2 ленты 12 может производиться также независимо от основного процесса, то есть отдельно от осуществляемого процесса сварки. Для этого изготовленная лента 12 сматывается посредством мотального устройства, и рулон затем временно нагревается, к примеру, в колпаковой печи для отжига.
Следующий вариант способа в соответствии с изобретением, при котором кратковременный нагрев производится независимо от основного процесса, схематично представлен на фиг.2. Соединенная из расположенных с зазором относительно друг друга лент 1, 2, выполненных из стали различного сорта и/или толщины, лента 12 обрезается при этом до заданного размера с помощью режущего приспособления 15. В качестве режущего приспособления 15 могут использоваться, к примеру, механические ножницы. Чтобы иметь возможность эксплуатировать сварочное устройство 10 в непрерывном режиме, режущее приспособление 15 располагается перед накопителем ленты (не изображен) или другим устройством подобного рода. Обрезанные до заданного размера участки 12' ленты 12 из листовой стали для нормализации структуры участков 12' ленты затем кратковременно нагреваются в печи 16, к примеру, в колпаковой отжигательной печи.
Вслед за кратковременным нагревом предусмотрен процесс нанесения одностороннего или двухстороннего покрытия на изготовленную ленту 12 или на отделенные участки 12' ленты в устройстве 17, 17' для нанесения покрытия (см. фиг.1 и 2). Под покрытием понимается, к примеру, горячее цинкование, электролитическое цинкование или горячее алюминирование. В качестве альтернативы процесс покрытия может представлять собой также процесс нанесения антикоррозионного защитного масла 18 или защитного лака 19. Нанесение антикоррозионного защитного масла 18 или защитного лака 19 производится, к примеру, посредством распылительного устройства 17'. Определенное количество изготовленных заданного размера, с нанесенным на них покрытием участков 12' ленты устанавливается или укладывается затем, готовые к отправке, на паллеты 20, решетчатые поддоны или другие подобные основания.
Предпочтительный вариант осуществления способа в соответствии с изобретением предусматривает, что кратковременный нагрев изготовленной ленты 12 заданного размера производится в ходе термообработки во время нанесения покрытия. Этот вариант схематично представлен на фиг.3. Здесь можно видеть, что лента 12 по окончании процесса сварки проводится через ванну 17'' для нанесения покрытий. В резервуаре 21 ванны для нанесения покрытий находится, к примеру, цинковый расплав, причем материал покрытия в жидком виде имеет температуру, к примеру, в пределах от 200 до 500°C. Также, в альтернативном варианте, в резервуар 21 ванны для нанесения покрытий в качестве материала покрытия может быть залито нагретое антикоррозионное защитное масло или жидкий, нагретый защитный лак. Чтобы нанести на изготовленную ленту 12 лишь необходимое количество материала покрытия, избыточное количество материала покрытия отделяется от ленты 12, к примеру, посредством выдувного или очистительного устройства (не изображено) и подается обратно в ванну 17'' для нанесения покрытий.
Для облегчения работы с изготовленной лентой 12 или с отделенными от нее участками 12' (см. фиг.2) после временного нагрева и/или нанесения покрытия, нагретая лента 12 или нагретые участки 12' ленты охлаждаются. Такого рода принудительное охлаждение является целесообразным, в частности, тогда, когда свариваемые друг с другом по продольным сторонам ленты сматываются в рулон 22. Посредством расположенного перед мотальным устройством охлаждающего устройства 23 температура нагретой, изготовленной заданного размера ленты 12 понижается настолько, что предотвращается слишком сильное термическое воздействие на мотальное устройство. Нагретая лента 12 охлаждается в предпочтительном варианте до температуры ниже 100°C, в частности ниже 80°C.
Варианты осуществления изобретения не ограничиваются лишь ранее описанными примерами осуществления. Более того, возможны и другие варианты осуществления, которые также могут быть использованы в системах, отличающихся от приведенных в приложенной формуле изобретения. В частности, возможно осуществлять намотку, в случае необходимости, для промежуточного складирования, изготовленной под ленты 12 заданного размера между процессом сварки и последующим процессом нанесения покрытия. Существенным является то, что свариваемые рулоны 3 (расположенные с зазором относительно друг друга ленты 1, 2) не снабжены покрытием и, что процесс нанесения покрытия осуществляется лишь после процесса сварки на Tailored Strips 12.
Изобретение относится к способу изготовления лент из листовой стали, в частности стальных лент, при котором, по меньшей мере, две ленты из листовой стали разного сорта и/или разной толщины листа по продольным сторонам свариваются друг с другом. Осуществляют сваривание, по меньшей мере, двух лент из листовой стали разного сорта и/или разной толщины листа по продольным сторонам за один проход друг с другом. В качестве свариваемых лент из листовой стали используют ленты из листовой стали без покрытия. На сварную ленту, образованную посредством сварки лент из листовой стали без покрытия, затем наносят покрытие, при этом ленту из листовой стали по всей поверхности ее ширины или по всей поверхности ширины одной из ее лент из листовой стали кратковременно нагревают для нормализации структуры ленты из листовой стали. Обеспечивается повышенная прочность сварных швов лент из листовой стали. 11 з.п. ф-лы, 3 ил.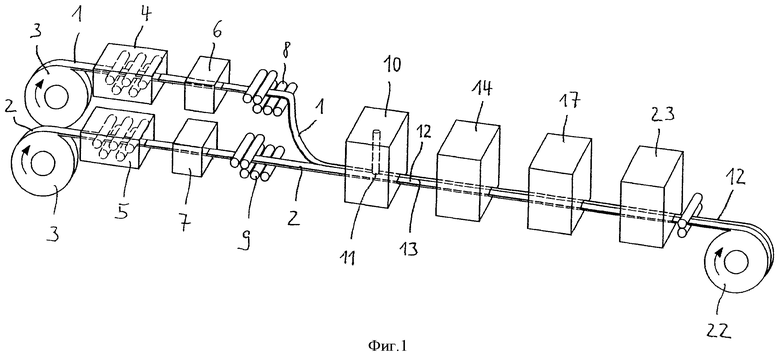
1. Способ изготовления ленты (12, 12') с покрытием из листовой стали, включающий сваривание, по меньшей мере, двух лент (1, 2) из листовой стали разного сорта и/или разной толщины листа по продольным сторонам за один проход друг с другом, отличающийся тем, что в качестве свариваемых лент из листовой стали используют ленты (1, 2) из листовой стали без покрытия, причем на сварную ленту (12, 12'), образованную посредством сварки лент (1, 2) из листовой стали без покрытия, затем наносят покрытие, при этом ленту (12, 12') из листовой стали по всей поверхности ее ширины или по всей поверхности ширины одной из ее лент (1, 2) из листовой стали кратковременно нагревают для нормализации структуры ленты (12, 12') из листовой стали.
2. Способ по п.1, отличающийся тем, что соответствующий сварной шов (13) ленты (12) заданного размера из листовой стали перед нанесением на нее покрытия подвергают локальной термообработке посредством дополнительного нагрева.
3. Способ по п.1, отличающийся тем, что кратковременный нагрев осуществляют непосредственно после процесса сварки лент (1, 2) из листовой стали разного сорта и/или разной толщины листа.
4. Способ по п.3, отличающийся тем, что кратковременный нагрев осуществляют посредством, по меньшей мере, одной отражательной печи (14) или, по меньшей мере, одного индукционного устройства (14).
5. Способ по п.1, отличающийся тем, что ленту (12) из листовой стали разрезают поперек посредством режущего устройства (15) и отрезанные участки (12') ленты (12) из листовой стали кратковременно нагревают в печи (16).
6. Способ по любому из пп.1-5, отличающийся тем, что кратковременный нагрев проводят в атмосфере инертного газа.
7. Способ по любому из пп.1-5, отличающийся тем, что временный нагрев проводят в процессе термообработки во время нанесения покрытия.
8. Способ по п.1 или 2, отличающийся тем, что ленту (12) из листовой стали после кратковременного нагрева и/или нанесения покрытия охлаждают.
9. Способ по п.8, отличающийся тем, что ленту (12) из листовой стали охлаждают до температуры ниже 100°C, предпочтительно ниже 80°C.
10. Способ по п.1 или 2, отличающийся тем, что в качестве свариваемых лент из листовой стали используют ленты (1, 2) из стального листа без покрытия и затем на образованную посредством сварки лент (1, 2) из стального листа без покрытия ленту (12) из листовой стали посредством горячего цинкования, электролитического цинкования или горячего алюминирования наносят одностороннее или двухстороннее покрытие.
11. Способ по п.1 или 2, отличающийся тем, что на образованную посредством сварки лент (1, 2) из листовой стали без покрытия ленту (12) из листовой стали наносят одностороннее или двухстороннее покрытие из защитного лака или антикоррозионного защитного масла.
12. Способ по п.11, отличающийся тем, что покрытие защитным лаком или антикоррозионным защитным маслом осуществляют после кратковременного нагрева.
| Устройство для подъема и поворота конвертера | 1972 |
|
SU438612A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| КОМПОЗИЦИЯ ПОКРЫТИЯ, ПРЕМИКС, ПОДЛОЖКА С ПОКРЫТИЕМ, СПОСОБ ПОЛУЧЕНИЯ ПОДЛОЖКИ, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ПОКРЫТИЯ | 1997 |
|
RU2182161C2 |
| WO 2008015158 A2, 07.02.2008. | |||

