Область техники
Настоящее изобретение относится к дуговой сварке листов стали с покрытием на основе Zn (цинка). В частности, изобретение относится к способу дуговой сварки, позволяющему снизить развитие свищей и т.п. с формированием хорошего сварного соединения.
Уровень техники
Стальной лист с покрытием на основе Zn, где стальной лист покрыт цинком или сплавом цинка, обладает превосходной коррозионной стойкостью, прочностью, обрабатываемостью и т.п., а также имеет эстетичный внешний вид. По этой причине такие листы широко используют для автомобилей, в жилищном строительстве, в бытовой технике и т.п. Для выполнения дуговой сварки стальных листов с покрытием на основе Zn осуществляют нагрев, в то время как прикладывают сварочную проволоку между стальными листами с покрытием на основе Zn, которые являются свариваемыми материалами. Таким образом их соединяют. Следовательно, стальные листы с покрытием на основе Zn в качестве материалов, подлежащих сварке, подвергают воздействию тепла, генерируемого электрической дугой при их дуговой сварке. Тогда при сварке могут образовываться пары цинка, так как температура кипения цинка (906°С) в слоях покрытия меньше, чем температура Fe в стальных листах. Пары могут попадать в сварное сечение, когда материал находится в расплавленном состоянии, и могут быть захвачены после его затвердевания, что приводит к образованию пустот (свищей) в сварном сечении. Кроме того, свищи могут образовать отверстия (раковины), когда они растут, достигая поверхности сварного сечения. В частности, в случае дуговой сварки угловым швом внахлест, пары Zn, выделяемые из перекрытой части стальных листов с покрытием на основе Zn, могут попадать в область расплава и подниматься в направлении поверхности области расплава, образуя свищи и раковины внутри сварного сечения. (Здесь и далее термин «свищ» охватывает термин «раковина»).
Предложены различные способы снижения развития свищей. Эффективным способом является обеспечение пространства (зазора) между свариваемыми элементами. Например, в JP Н07-246465 предложен способ, в котором обеспечивают зазор приблизительно 0,5 мм между накладываемыми свариваемыми элементами, тем самым обеспечивая возможность отведения образующегося газа с противоположной стороны сварного сечения (см. левую нижнюю колонку на стр. 1). Кроме того в JP S62-179869 предложен способ, в качестве традиционного примера, в котором обеспечивают выступающие участки по меньшей мере на одном из двух основных материалов, чтобы образовать зазор вокруг сварного сечения, тем самым позволяя испаряющемуся материалу с низкой температурой кипения диффундировать и выходить наружу через зазор (см. абзац 0005). Данные способы эффективно снижают развитие свищей. Тем не менее, трудно существенно снизить развитие свищей по всей длине сварного шва. В частности, скорость охлаждения металла сварного шва больше в зоне, образованной после начала сварки (начальный концевой участок) и в зоне, образованной перед окончанием сварки (конечный концевой участок) по сравнению с центральным участком, образованным между ними, и, поэтому, развитие свищей трудно снизить. В свете вышеизложенного, остается потребность в усовершенствовании.
Описание изобретения
Когда свищи развиваются в ходе дуговой сварки стальных листов с покрытием на основе Zn и возрастает степень заполнения свищами по всему сварному сечению, площадь соединения в сварном сечении снижается, существенно влияя на прочность соединения сварного сечения. Кроме того, образование раковин на внешней поверхности сварного сечения может ухудшить внешней вид сварного сечения.
Соответственно, целью настоящего изобретения является обеспечение дуговой сварки листов стали с покрытием на основе Zn, при которой снижают степень заполнения свищами по всему сварному сечению посредством снижения развития свищей на начальном концевом участке и конечном концевом участке, причем начальный концевой участок представляет собой участок, образованный после начала сварки, а конечный концевой участок представляет собой участок, образованный перед окончанием сварки.
После проведения обширных исследований для достижения указанной выше цели, было обнаружено, что можно способствовать отведению газа из металла сварного шва на начальном концевом участке и конечном концевом участке сварного сечения и может быть снижено развитие свищей и раковин посредством обеспечения зазора между листами в заданном диапазоне; использования условий сварки, такие как скорость сварки, погонная энергия сварки, сварочный ток, сварочное напряжение на начальном концевом участке и конечном концевом участке, которые отличаются от условий сварки, используемых на центральном участке, и гашения электрической дуги на конечном концевом участке, при выполнении дуговой сварки стальных листов с покрытием на основе Zn. Тогда настоящее изобретение было завершено. Более конкретно, в настоящем изобретении может обеспечивать следующее.
(1) В настоящем изобретении предложен способ дуговой сварки листов стали с покрытием на основе Zn, в котором обеспечивают зазор между листами, составляющий от 0,2 до 1,5 мм, и сварку осуществляют посредством перемещения средства сварки вдоль области перекрытия стальных листов, подлежащих сварке и соединению, причем способ включает: первую стадию перемещения средства сварки с первой скоростью сварки от точки начала сварки и подвода первой погонной энергии сварки для осуществления сварки; после первой стадии, вторую стадию перемещения средства сварки со второй скоростью сварки и подвода второй погонной энергии сварки для осуществления сварки, и после второй стадии, третью стадию прекращения перемещения средства сварки и осуществления сварки в течение от 0,1 до 2 секунд в позиции, где средство сварки остановлено, при этом первая стадия включает получение сварного сечения в условиях, при которых первая скорость сварки меньше, чем вторая скорость сварки, и первая погонная энергия сварки больше, чем вторая погонная энергия сварки, и третья стадия включает осуществление сварки при сварочном токе и сварочном напряжении которые меньше, чем эти параметры, используемые на второй стадии.
(2) В настоящем изобретении обеспечивают способ дуговой сварки листов стали с покрытием на основе Zn по п. (1), в котором начальный концевой участок, соответствующий сварному сечению после первой стадии, представляет собой зону, охватывающую от 10 до 40% от всей длины сварки, а конечный концевой участок, соответствующий сварному сечению после третьей стадии, представляет собой зону, охватывающую от 10 до 20% от всей длины сварного шва.
(3) В настоящем изобретении обеспечивают способ дуговой сварки листов стали с покрытием на основе Zn по п. (1) или п. (2), в котором первая стадия включает начало сварки с одного конца области перекрытия и выполнение сварки в направлении другого конца, причем погонная энергия сварки на первой стадии составляет более 1,2 от погонной энергии сварки на второй стадии.
(4) В настоящем изобретении обеспечивают способ дуговой сварки листов стали с покрытием на основе Zn по п. (1) или п. (2), в котором первая стадия включает выполнение сварки от точки начала сварки, расположенной внутри, от одного конца области перекрытия по направлению к концу, и затем разворот для выполнения сварки от конца к другому концу, причем сварку в направлении одного конца выполняют со скоростью сварки, которая меньше, чем скорость сварки на второй стадии и с погонной энергией сварки, которая составляет более 1,2 от второй погонной энергии сварки, и сварку в направлении другого конца осуществляют с такой же скоростью, что и вторая скорость сварки.
(5) В настоящем изобретении обеспечивают способ дуговой сварки листов стали с покрытием на основе Zn по любому из пп. (1)-(4), в котором степень заполнения свищами по всей длине сварки составляет менее 30%.
(6) В настоящем изобретении обеспечивают способ дуговой сварки листов стали с покрытием на основе Zn по любому из пп. (1)-(5), в котором каждый лист стали с покрытием на основе Zn содержит слой, нанесенный посредством погружения в горячий расплав, состоящий из, в масс. %, Al: от 4,0 до 22,0%, Mg: от 0,05 до 10,0%, Ti: от 0 to 0,10%, В: от 0 до 0,05%, Si: от 0 до 2,0%, Fe: от 0 до 2,5%, остальное представляет собой Zn и неизбежные примеси.
(7) В настоящем изобретении обеспечивают способ дуговой сварки по любому из пп. (1)-(6), в котором каждый лист стали с покрытием на основе Zn содержит осажденное покрытие в количестве на сторону, составляющем от 20 до 250 г/м2, и толщина листа составляет от 1,6 до 6,0 мм.
(8) В настоящем изобретении обеспечивают сварное соединение, выполненное посредством способа дуговой сварки по любому из пп. (1)-(7), в котором степень заполнения свищами по всей длине сварного шва составляет менее 30%.
В соответствии с настоящим изобретением, развитие свищей и раковин на начальном концевом участке и конечном концевом участке может быть уменьшено, что снижает степень заполнения свищами по всему сварному сечению, когда дуговую сварку осуществляют с зазором между стальными листами с покрытием на основе Zn. С помощью этого предотвращают снижение прочности сварного соединения, что способствует повышению безопасности и надежности сварного сечения. Кроме того может быть получено сварное сечение, имеющее хороший внешний вид.
Краткое описание чертежей
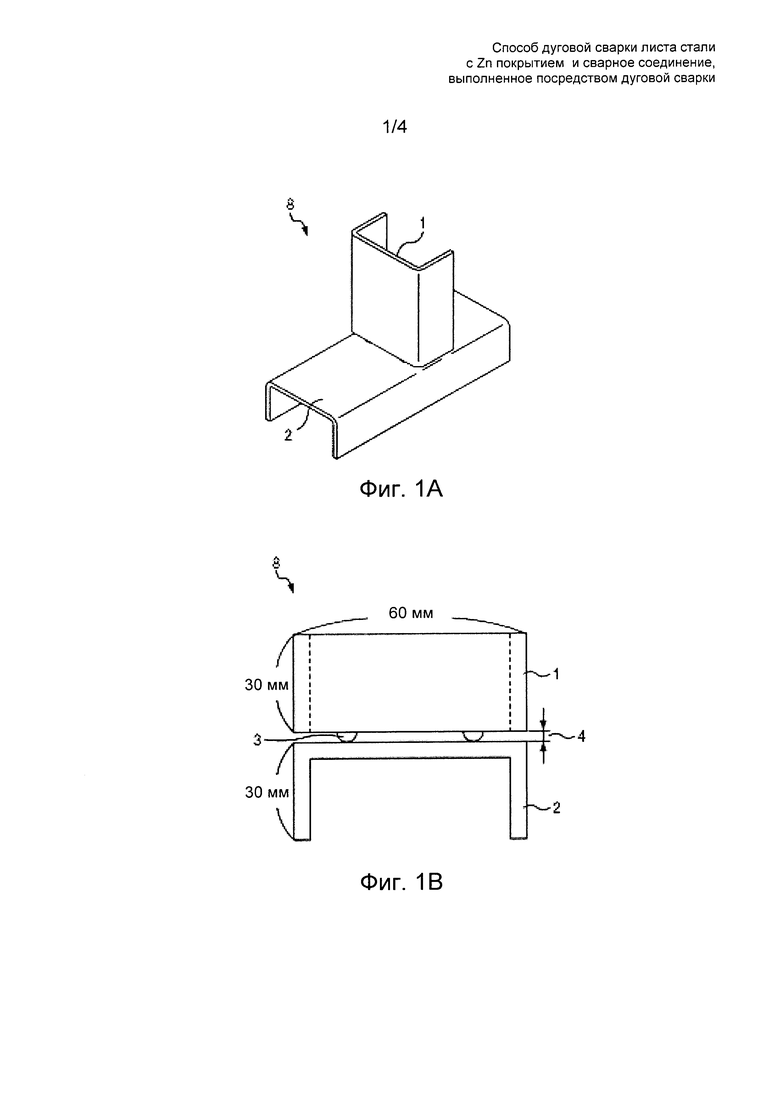
На Фиг. 1 представлен схематический вид испытательного образца Т-образной формы, используемого в примере. На Фиг. 1(a) представлен вид в перспективе и на Фиг. 1(b) представлен вид спереди.
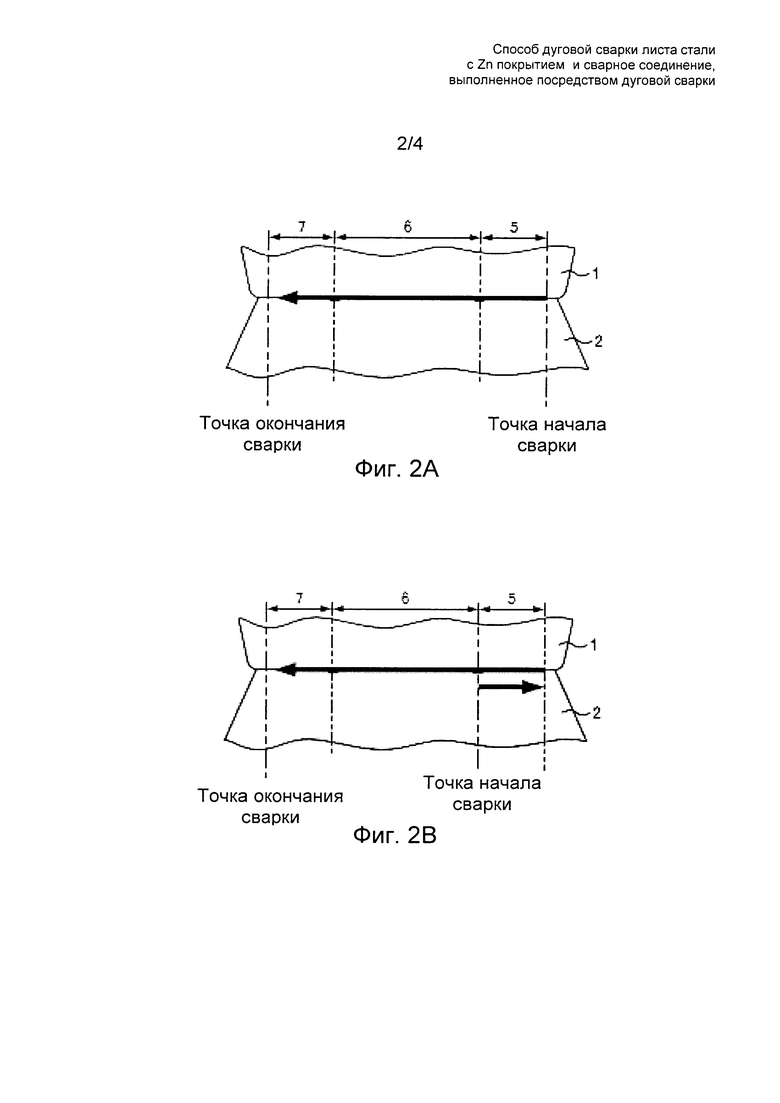
На Фиг. 2 представлен схематический вид, демонстрирующий область сварки.
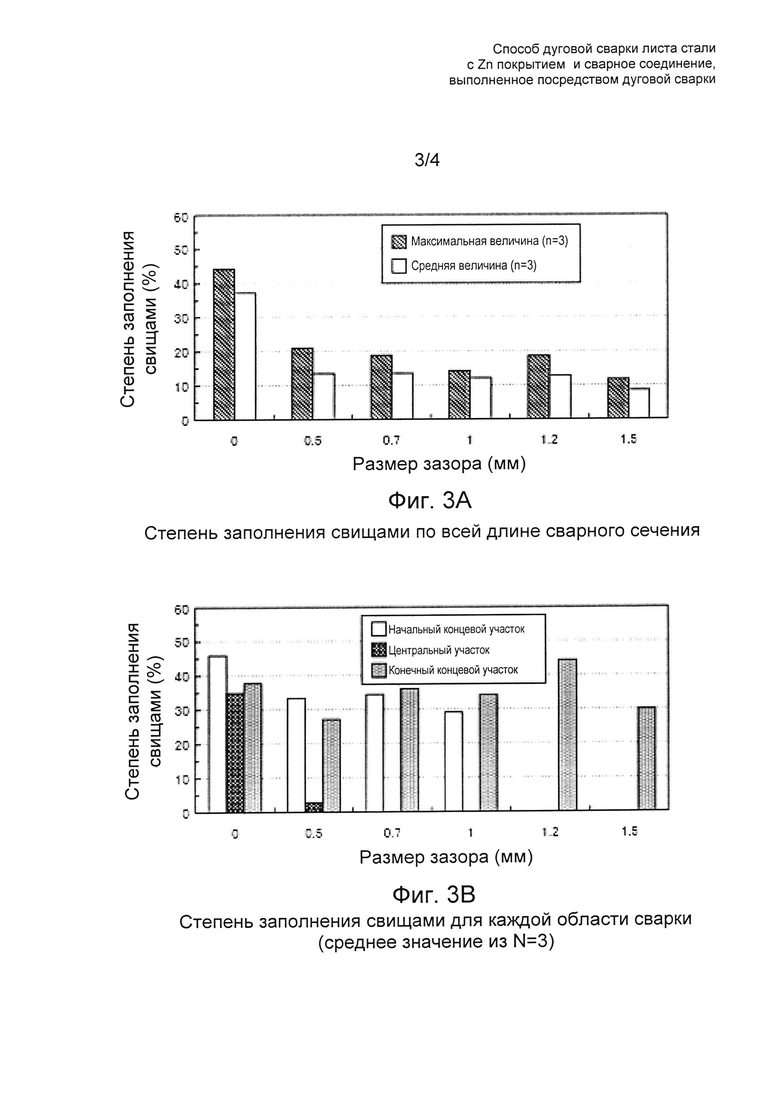
На Фиг. 3 представлено соотношение между зазором между листами и степенью заполнения свищами в примере.
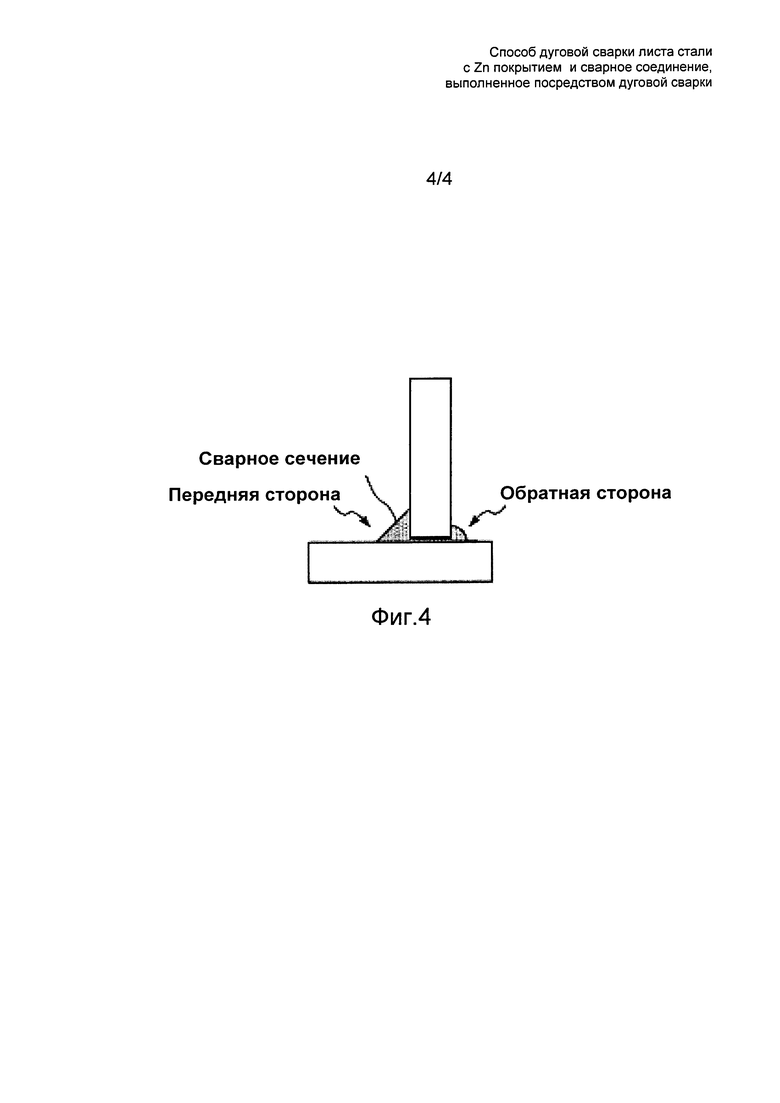
На Фиг. 4 схематически представлена обратная сторона шва, образовавшегося на обратной стороне сварного сечения.
Далее описаны воплощения настоящего изобретения. Настоящее изобретение не следует считать ограниченным этими воплощениями.
Зазор между листами
В способе дуговой сварки листов стали с покрытием на основе Zn в соответствии с настоящим изобретением зазор между листами, который соответствует пространству между наложенными друг на друга стальными листами, предпочтительно составляет 0,2 мм или более и 1,5 мм или менее.
При дуговой сварке листов стали с покрытием на основе Zn, газ, выделяющийся из слоя нанесенного покрытия на основе Zn на поверхностях стальных листов из-за воздействия погонной энергии сварки, как описано выше, является причиной развития свищей в сварном сечении. Таким образом, эффективно обеспечивать зазор, через который возможно отведение данного выделившегося газа. Например, способ сварки внахлест с образованием углового шва включает наложение друг на друга двух стальных листов так, что конец одного стального листа накладывают на поверхность другого стального листа, и сварку выполняют дугой с образованием углового шва. Обеспечивают выступы по краю одного стального листа, и обеспечивают контакт этого стального листа с поверхностью другого листа через выступы, образуя зазор, по размеру соответствующий высоте выступов. Когда дуговую сварку выполняют при вышеуказанной конфигурации, выделившийся газ выходит со стороны, противоположной металлу сварного шва через зазор, уменьшая долю газа, поступающего в металл сварного шва. Это позволяет снизить развитие свищей. В настоящем изобретении зазор между стальными листами, описанный выше называют «зазор между листами».
Зазор между листами менее 0,2 мм слишком мал в качестве пространства для отведения выделяющегося газа во время сварки, что приводит к недостаточному снижению развития свищей. Когда зазор составляет более 1,5 мм, доля сварного шва с передней стороны уменьшается, тогда как доля сварного шва с обратной стороны возрастает, причем сварной шов с обратной стороны образуется, когда часть сварного шва вытекает на обратную сторону через зазор. Это не является предпочтительным с точки зрения прочности соединения. Таким образом, в настоящем изобретении зазор предпочтительно составляет от 0,2 до 1,5 мм. Зазор более предпочтительно составляет от 0,5 до 1,2 мм, еще более предпочтительно от 0,7 до 1,0 мм.
Условия сварки
Способ дуговой сварки в соответствии с настоящим изобретением, в котором средство сварки перемещают вдоль области перекрытия стальных листов, подлежащих сварке и соединению, включает: (i) первую стадию перемещения средства сварки с первой скоростью сварки от точки начала сварки и подвода первой погонной энергии сварки для осуществления сварки; (ii) после первой стадии, вторую стадию перемещения средства сварки со второй скоростью сварки и подвода второй погонной энергии сварки для осуществления сварки, и (iii) после второй стадии, третью стадию прекращения перемещения средства сварки и осуществления сварки в течение от 0,1 до 2 секунд в позиции, где средство сварки остановлено. Кроме того, первая стадия включает получение сварного сечения в условиях, при которых первая скорость сварки меньше, чем вторая скорость сварки, и первая погонная энергия сварки больше, чем вторая погонная энергия сварки, и третья стадия включает осуществление сварки при сварочном токе и сварочном напряжении которые меньше, чем эти параметры, используемые на второй стадии.
Область перекрытия стальных листов в способе дуговой сварки в соответствии с настоящим изобретением подвергают первой стадии, второй стадии и третьей стадии, в таком порядке, вдоль линии сварки (здесь и далее их называют «первая стадия», «вторая стадия» и «третья стадия») с образованием сварного сечения. Что касается зон вышеуказанного сварного сечения, как используют здесь и далее в данном документе, зона сварного сечения, полученная после первой стадии, относится к «начальному концевому участку», а зона сварного сечения, полученная после третьей стадии, относится к «конечному концевому участку». Кроме того, зона сварного сечения, находящаяся между вышеуказанным начальным концевым участком и вышеуказанным конечным концевым участком относится к «центральному участку». Как понятно из способа сварки, указанный конечный концевой участок соответствует зоне, образованной в виде сварного сечения посредством осуществления сварки на третьей стадии, после осуществления сварки на второй стадии. Каждая из этих зон может быть определена по их длинам сварки. Как схематически представлено на Фиг. 2, область перекрытия, в которой сваривают элементы 1 и 2, может быть разделена на начальный концевой участок 5, центральный участок 6 и конечный концевой участок 7, расположенные между точкой начала сварки и точкой окончания сварки.
Когда сварку осуществляют в тех же условиях по всей длине сварки, температура свариваемых элементов непосредственно после начала сварки все еще увеличивается на начальном концевом участке, и подачу тепла прекращают на конечном концевом участке. В любом случае, расплавленный металл сварного шва более легко затвердевает, по сравнению с металлом сварного шва на центральном участке. Как описано выше, скорость охлаждения металла сварного шва является высокой на начальном концевом участке и конечном концевом участке, и таким образом, расплавленный металл затвердевает до того, как выделяются пары Zn, что приводит к увеличению развития свищей и раковин. Таким образом, на первой стадии образования начального концевого участка после начала сварки, первую скорость сварки уменьшают по сравнению со скоростью на последующей второй стадии, чтобы повысить первую погонную энергию сварки. Это является эффективным для замедления затвердевания с целью снижения развития свищей. Кроме того, предпочтительно обеспечивают сварное сечение, в котором сварку осуществляют при первой скорости сварки с первой погонной энергией сварки, причем первая скорость сварки меньше, чем вторая скорость сварки, и первая погонная энергия сварки больше, чем вторая погонная энергия сварки. Погонную энергию сварки рассчитывают по следующей формуле.
Погонная энергия сварки (Дж/см) = (сварочный ток (А) × напряжение (В) × 60)/скорость сварки (см/мин)
Время затвердевания металла сварного шва может быть увеличено посредством увеличения погонной энергии сварки, и таким образом, газ, выделяющийся в ходе сварки, может быть отведен из расплавленного металла, чтобы снизить количество газа, остающегося в области расплава и таким образом снизить развитие свищей и раковин. В соответствии с настоящим изобретением, для первой стадии требуется участок, на котором осуществляют сварку с первой скоростью сварки, причем первая скорость сварки меньше, чем вторая скорость сварки. Однако излишне низкая первая скорость сварки не является предпочтительной с точки зрения производительности. Первая скорость сварки предпочтительно составляет от 0,2 до 0,35 м/мин, более предпочтительно от 0,2 до 0,3 м/мин. Кроме того, первая погонная энергия сварки на первой стадии предпочтительно составляет более 1,2 от второй погонной энергии сварки на второй стадии. Более предпочтительно, она составляет более 1,3, но предпочтительно менее 2,0. Это связано с тем, что может выделяться избыточный газ, когда эта энергия слишком велика. Например, первая погонная энергия сварки может составлять от 6350 до 9000 Дж/см.
В соответствии с настоящим изобретением, сварку осуществляют со второй скоростью сварки на второй стадии, причем вторая скорость сварки больше, чем первая скорость сварки. Учитывая длину сварного шва и производительность, эта скорость предпочтительно составляет от 0,35 до 0,50 м/мин. Кроме того, сварку осуществляют при второй погонной энергии, причем вторая погонная энергия меньше, чем первая погонная энергия. Например, вторая погонная энергия может составлять от 4220 до 6030 Дж/см.
На первой и второй стадиях условия сварки, такие как сварочный ток и сварочное напряжение, можно подходящим образом выбирать в зависимости от свариваемых элементов, слоев покрытий и их материалов, формы изделий и т.п. Например, сварочный ток может составлять от 140 до 180 А, а сварочное напряжение может составлять от 20 до 24 В.
Кроме того, в соответствии с настоящим изобретением, третья стадия предпочтительно включает остановку средства сварки и осуществление сварки от 0,1 до 2 с в позиции, где средство сварки остановлено, в условиях сварки, при которых сварочный ток и сварочное напряжение меньше, чем сварочный ток и сварочное напряжение на второй стадии. Сварочный ток может составлять от 90 до 120 А, а сварочное напряжение может составлять от 15 до 18 В. На третьей стадии сварку осуществляют без перемещения средства сварки. Это может замедлить затвердевание металла сварного шва по сравнению со случаем, когда средство сварки перемещают, что дает время для отведения паров Zn. Таким образом, это является эффективным для уменьшения свищей. Когда время сварки на третьей стадии слишком мало, можно не получить достаточного эффекта. Когда время сварки больше, могут быть образованы сварные швы, которые больше чем требуется. Это не является предпочтительным с точки зрения производительности. Следовательно, время сварки предпочтительно составляет от 0,1 до 2 с. Как используют в данной работе, сварку в соответствии с третьей стадией называют «обработкой сварочной ванны».
В соответствии с настоящим изобретением, начальный концевой участок, который соответствует сварному сечению, получаемому после первой стадии, предпочтительно представляет собой участок, на который приходится от 10 до 40% от всей длины сварки, а конечный концевой участок, который соответствует сварному сечению, получаемому после третьей стадии, предпочтительно представляет собой участок, на который приходится от 10 до 20% от всей длины сварки. Когда на начальный концевой участок и конечный концевой участок приходится менее 10%, меньшие зоны могут способствовать уменьшению свищей, приводя к недостаточному уменьшению свищей по всей длине сварки. Когда на начальный концевой участок приходится более 40%, время, необходимое для сварочной операции, является большим. Это не является предпочтительным с точки зрения производительности. Когда на конечный концевой участок приходится более 20%, образуются сварные швы, которые больше, чем требуется. Это не является предпочтительным с точки зрения производительности. В частности, длина сварки конечного концевого участка предпочтительно является такой, что он образован в интервале менее 10 мм от конца сварного соединения. После того, как образован начальный концевой участок заданной длины на первой стадии, условия сварки изменяют для начала второй стадии. Далее перемещение средства сварки прекращают после второй стадии, и условия сварки изменяют для начала третьей стадии. Сварка может быть завершена после того, как образован конечный концевой участок заданной длины.
В соответствии с настоящим изобретением, можно использовать способ сварки, при котором сварку начинают с одного конца области перекрытия, и затем обеспечивают перемещение средства сварки к другому концу в одном направлении, как показано на Фиг. 2(a). Это является эффективным для уменьшения свищей, поскольку время затвердевания металла сварного шва повышается из-за увеличения погонной энергии сварки. Поэтому погонная энергия сварки на первой стадии предпочтительно составляет более 1,2 от погонной энергии сварки на второй стадии.
Кроме того, в настоящем изобретении, точка начала сварки может быть расположена в позиции внутри, на расстоянии от одного конца области перекрытия, как показано на Фиг. 2(b). В данном случае, сварку осуществляют посредством перемещения средства сварки от точки начала сварки к концу, а затем средство сварки разворачивают для осуществления сварки от конца к другому концу (далее такой способ сварки называют «способ обратной сварки»). Сварку в направлении к одному концу предпочтительно осуществляют со скоростью сварки, которая меньше, чем скорость сварки на второй стадии, с погонной энергией сварки, составляющей более 1,2 от второй погонной энергии сварки. Сварку в направлении другого конца, после которой осуществляют вторую стадию, осуществляют в условиях такой же скорости сварки и погонной энергии сварки, что и на второй стадии.
Степень заполнения свищами
В соответствии с настоящим изобретением, развитие свищей и раковин в сварном сечении может быть снижено. Развитие можно оценить с использованием степени заполнения свищами (%), рассчитываемой по следующей формуле, в качестве показателя развития. Следует отметить, что длину раковины включают в длину свища, когда рассчитывают степень заполнения свищами (%).
Степень заполнения свищами (%) = (Общая длина свищей)/(длина сварного шва) × 100
Вышеуказанная степень заполнения свищами предпочтительно составляет менее 30% в каждой зоне из начального концевого участка, центрального участка или конечного концевого участка. Более предпочтительно она составляет менее 15% и еще более предпочтительно менее 10%. Подобным образом, степень заполнения свищами по всей длине сварки также предпочтительно составляет менее 30%, более предпочтительно менее 15%, менее 10% и еще более предпочтительно менее 8%. Меньшая степень заполнения свищами может в большей степени способствовать улучшению прочности сварки и предотвращать ухудшение внешнего вида.
Лист стали с покрытием на основе Zn
В настоящем изобретении не существует конкретного ограничения для состава покрытия листа стали с покрытием на основе Zn, но могут быть использованы материалы на основе Zn-Fe, Zn-Al, Zn-Al-Mg и Zn-Al-Mg-Si. Предпочтительным является лист стали с покрытием на основе Zn, содержащий слой покрытия, нанесенного погружением в расплав, состоящий из, в масс. %, Al: от 4,0 до 22,0%, Mg: от 0,05 до 10,0%, Ti: от 0 до 0,10%, В: от 0 до 0,05%, Si: от 0 до 2,0%, Fe: от 0 до 2,5%, а остальное представляет собой Zn и неизбежные примеси.
Al является эффективным для улучшения коррозионной стойкости листа стали с покрытием и представляет собой элемент, который может снижать образование окалины на основе оксида Mg в ванне для нанесения покрытия. Данные эффекты могу быть получены в достаточной степени, когда содержание Al составляет менее 4,0%. С другой стороны, когда содержание Al увеличивают, на материале основы слоя покрытия может расти хрупкий слой сплава Fe-Al. Это может служить фактором, вызывающим снижение прочности сцепления нанесенного покрытия. Таким образом, содержание Al предпочтительно составляет от 4,0 до 22,0%.
Mg может оказывать влияние на однородное образование продукта коррозии на поверхности слоя покрытия, что значительного повышает коррозионную стойкость листов стали с покрытием. Данный эффект может не быть получен в достаточной степени, когда содержание Mg составляет менее 0,05%. С другой стороны, когда содержание Mg в ванне для нанесения покрытия возрастает, может ускоряться образование окалины на основе оксида Mg. Это может служить фактором, приводящим к снижению качества слоя покрытия. Таким образом, содержание Mg предпочтительно составляет от 0,05 до 10,0%.
Преимущественно, включение Ti и В в ванну для нанесения покрытия погружением в расплав может повысить степень свободы выбора условий изготовления покрытия погружением в расплав. По этой причине можно добавлять один или оба элемента Ti и В, при необходимости. Эффективным является количество, составляющее 0,0005% или более для Ti, и 0,0001% или более для В. Однако, когда содержание Ti и В в слое покрытия слишком велико, поверхность слоя покрытия может иметь неудовлетворительный внешний вид из-за образования отложений. Таким образом, когда добавляют данные элементы, предпочтительно используют Ti в количестве 0,10% или менее и В в количестве 0,05% или менее,.
Включение Si в ванну для нанесения покрытия погружением в расплав может предотвращать излишний рост слоя сплава Fe-Al, образующегося на границе между исходной поверхностью листа с нанесенным покрытием и слоем покрытия. Это является предпочтительным для улучшения обрабатываемости листов стали с покрытием на основе Zn-Al-Mg, нанесенным погружением в расплав. Таким образом, можно добавлять Si, если требуется. В данном случае содержание Si, составляющее 0,005% или более, является более эффективным. Однако избыточное содержание Si может служить фактором, приводящим к увеличению количества окалины в ванне для нанесения покрытия погружением в расплав. Следовательно, содержание Si предпочтительно составляет 2,0% или менее.
Ванна для нанесения покрытия погружением в расплав может легко загрязняться Fe, поскольку стальной лист погружают и пропускают через ванну. Содержание Fe в слое покрытия на основе Zn-Al-Mg предпочтительно составляет 2,5% или менее.
Не существует конкретного ограничения для количества осажденного покрытия и толщины листа стали с покрытием на основе Zn, используемого в настоящем изобретении. Количество осажденного покрытия на сторону предпочтительно составляет от 20 до 250 г/м2. Небольшое количество осажденного покрытия является недостатком, с точки зрения поддержания коррозионной стойкости и эффектов защиты от коррозии с расходуемым материалом стороны с нанесенным покрытием в течение длительного периода времени. С другой стороны, повышение количества осажденного покрытия приводит к увеличению выделяющегося газа, что способствует развитию свищей при сварке. Поэтому количество осажденного покрытия на сторону предпочтительно составляет от 20 г/м2 до 250 г/м2.
В зависимости от области применения, могут быть использованы различные типы стали для листов стали с покрытием на основе Zn, используемым в настоящем изобретении. Также может быть использована высокопрочная листовая сталь. Толщина листа стали может составлять от 1,6 до 6,0 мм.
Для сварного соединения, полученного способом дуговой сварки в соответствии с настоящим изобретением, степень заполнения свищами по всей длине сварки предпочтительно составляет менее 30%. Могут быть получены хорошие результаты в показателях прочности сварки и внешнего вида.
В настоящем изобретении предпочтительно используют способ дуговой сварки угловым швом, и может быть использована дуговая сварка в среде защитного газа, такая как способ МАГ (способ дуговой сварки в защитной среде активного газа) и способ МИГ (способ дуговой сварки в защитной среде инертного газа). Что касается сварных соединений, настоящее изобретение может быть использовано для соединений внахлест, при которых множество листовых элементов частично перекрывают друг друга; для соединений Т-образной формы, в которых торцевую поверхность одного листового элемента размещают на поверхности другого листового элемента по существу перпендикулярно, для крестообразных соединений, для уголковых соединений, в которых базовые материалы удерживают по существу в L-образной форме под прямым углом и т.п.
Примеры
Далее настоящее изобретение описано более подробно на основании примеров, но настоящее изобретение не ограничено этими примерами.
Пример 1 испытаний
Использовали стальной профиль (30 мм × 60 мм) в виде канавки, изготовленный из листа стали с покрытием на основе Zn-Al-Mg толщиной 2,3 мм, для подготовки свариваемых элементов 1 и 2, как показано на Фиг. 1(a). Листы стали с покрытием на основе Zn-Al-Mg содержали слой покрытия, нанесенного погружением в расплав, при осажденном количестве 90 г/м2, при этом слой покрытия, нанесенного погружением в расплав, состоял из, в масс %, Al: 6,2%, Mg: 2,9%, Ti: 0,05%, В: 0,01%, Si: 0,02%, Fe: 0,8%, и остальное составлял Zn.
Как показано на Фиг. 1(b), обеспечивали два выступа 3 на кромке первого свариваемого элемента 1 посредством частичного выдавливания прессом и создания выступа на стороне, которая должна опираться на второй свариваемый элемент 2, в направлении толщины листа, с использованием прессовального устройства для создания выступов. Первый свариваемый элемент 1 размещали на плоской части второго свариваемого элемента 2 так, что они образовывали сборку 8 Т-образной формы. Свариваемые элементы 1 и 2, которые были приведены в контакт друг с другом через выступы 3, имели зазор, соответствующий высоте выступов. Затем эту сборку подвергали дуговой сварке в среде защитного газа CO2 с получением сварного соединения Т-образной формы. Размер указанной сборки 8 Т-образной формы показан на Фиг. 1(b). Каждый выступ 3 был расположен на расстоянии 10 мм от соответствующего конца свариваемого элемента 1. Высота выступа может быть увеличена посредством увеличения степени надавливания (степень прессовки) с использованием прессовального устройства для получения выступов.
Условия сварки были следующими: сварочный ток: 160А, напряжение дуги: 22,2 В, скорость сварки: 0,4 м/мин, и угол наклона сварочной головки: 45°, и длина сварного шва составляла 52 мм. Газообразный диоксид углерода в качестве защитного газа подавали при скорости потока 20 л/мин. В качестве сварочной проволоки использовали промышленно выпускаемый продукт (MG-50Т, Kobe Steel Ltd.) диаметром 1,2 мм, соответствующий YGW12 стандарта JIS Z3212. Сварку начинали с одного конца области перекрытия, и сварочную проволоку перемещали в направлении другого конца в одном направлении для осуществления сварки.
Измерение и оценка степени заполнения свищами
Для исследования влияния зазора между листами, получали сборки с выступами высотой 0,5 мм, 0,7 мм, 1 мм, 1,2 мм и 1,5 мм. Для одной и той же высоты выступа подготавливали 3 испытательных образца (n=3). Кроме того, также подготавливали 3 испытательных образца (n=3) для соединения Т-образной формы без выступа. Испытательные образцы подвергали дуговой сварке при условиях сварки, описанных выше, с получением испытательных образцов с соединением Т-образной формы. Затем измеряли и оценивали степень заполнения свищами в таких соединениях Т-образной формы. Получали изображение поверхности сварного сечения в проходящих рентгеновских лучах, и рассчитывали степень заполнения свищами (%) по следующей формуле 1. Следует отметить, что длину раковины включают в длину свища, когда рассчитывают степень заполнения свищами (%).
Формула 1: Степень заполнения свищами (%) = (Общая длина свищей) / (Длина сварного шва) × 100
Результаты измерений представлены на Фиг. 3 (а) и 3 (b). На Фиг. 3(a) представлены максимальные и минимальные значения для 3 испытательных образцов (n=3), полученные при расчете степени заполнения свищами по всей длине сварного сечения. Более того, при полной длине сварки приблизительно 52 мм, зоны, проходящие приблизительно на 10 мм от соответствующего конца сварного сечения обозначены как начальный концевой участок и конечный концевой участок, а зона длиной приблизительно 32 мм, находящаяся между начальным концевым участком и конечным концевым участком, обозначена как центральный участок. Измеряли степень заполнения свищами в каждой зоне, и средние значения, рассчитанные для каждой зоны, начального концевого участка, центрального участка и конечного концевого участка, представлены на Фиг. 3(b).
Как показано на Фиг. 3(a), испытательные образцы без выступа (размер зазора составлял 0 мм) показали степени заполнения свищами более 30%. Напротив, испытательные образцы с выступами показали среднюю величину степени заполнения свищами 15% или менее и 10% или менее, когда размер зазора составлял 1,5 мм, при этом обеспечивали хорошие сварочные конструкции.
Однако, когда проводили осмотр каждой зоны сварного сечения каждой области сварки, почти отсутствовал свищи на центральном участке, тогда как степени заполнения свищами на начальном концевом участке и конечном концевом участке, составляли в некоторых случаях более 30%, как показано на Фиг. 3(b). Свищи отсутствовали на начальном концевом участке, когда размер зазора составлял 1,2 мм или более. Напротив, свищи развиваются в конечном концевом участке, независимо от размера зазора. Как описано выше, даже если средняя величина по всей длине сварного шва невелика, свищи могут развиваться на начальном концевом участке и конечном концевом участке, в отличие от центрального участка.
Кроме того, когда размер зазора велик, например, 1,5 мм, среднее значение степени заполнения свищами снижается до 10% или менее, как показано на Фиг. 3 (а). При этом, как показано на Фиг. 4, часть сварного шва, образованного на лицевой стороне сварного сечения, проходит через зазор, достигая оборотной стороны и образует задний сварной шов. В частности, когда размер зазора составляет более 1,2 мм, задний сварной шов образуется в значительной степени. Соответственно, количество сварного шва на лицевой стороне уменьшается, что приводит к тонкому сварному шву. Это может ослабить прочность сварки и ухудшить внешний вид. Как описано выше, только увеличение размера зазора не позволяет в достаточной степени снизить развитие свищей. Необходимо установить условия, подходящие для снижения развития свищей на начальном концевом участке и конечном концевом участке.
Пример 2 испытаний
Несмотря на то, что между листами обеспечен зазор, так как скорость охлаждения велика, расплавленный металл начинает затвердевать до того как выделившийся газ выходит из металла сварного шва, что приводит к развитию свищей на начальном концевом участке и конечном концевом участке. Поэтому исследовали условия сварки для снижения развития свищей, повышая время плавления металла сварного шва на начальном концевом участке и конечном концевом участке, чтобы обеспечить время для отведения газа.
Получали сборку Т-образной формы с зазором между листами 1 мм, в соответствии с методикой, подобной используемой в примере 1. Затем, осуществляли дуговую сварку при различных условиях сварки с получением испытательных образцов с соединением Т-образной формы.
Как показано на Фиг. 2(a), сварку осуществляли посредством перемещения средства сварки в одном направлении. Сварку начинали в позиции (в точке начала сварки), которая находилась на расстоянии приблизительно 4 мм от одного конца участка, на котором свариваемые элементы 1 и 2 контактируют друг с другом. Сварку осуществляли, обеспечивая перемещение сварочной проволоки в направлении другого конца в одном направлении. После достижения области точки окончания сварки на другом конце, перемещение сварочной проволоки прекращали, но сварку продолжали в течение заданного периода времени в позиции, в которой остановили сварочную проволоку. Затем сварку прекращали. Начальный конец сварного сечения соответствует начальной точке сварки, и конечный конец сварного сечения соответствует конечной точке сварки. Каждый из начального концевого участка и конечного концевого участка представляет собой зону длиной приблизительно 10 мм от соответствующего конца сварного сечения, и центральный участок, расположенный между начальным концевым участком и конечным концевым участком, представляет собой зону длиной приблизительно 32 мм.
На первой стадии образования начального концевого участка сварку осуществляли со скоростью, которая ниже, чем скорость сварки на второй стадии образования центрального участка. На третьей стадии образования конечного концевого участка, сварку осуществляли в условиях, при которых сварочный ток, сварочное напряжение и скорость сварки были меньше, чем на второй стадии. Для испытательных образцов с соединением Т-образной формы определяли степень заполнения свищами. Условия сварки и результаты измерений представлены в таблице 1.
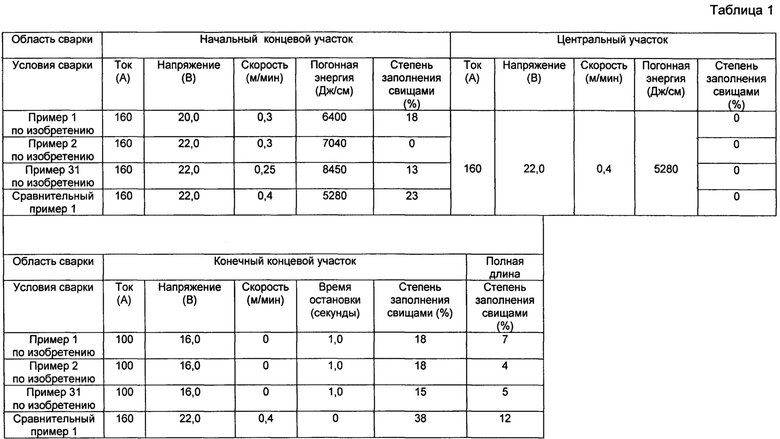
Примечание: Погонная энергия (Дж/см) = (Ток сварки (А) × Напряжение (В) × 60)/Скорость сварки (см/мин)
В сравнительном примере 1 использовали традиционный способ, в котором сварку осуществляли при тех же величинах сварочного тока, сварочного напряжения и скорости сварки по всей длине сварки, как представлено в таблице 1, и использовали один из испытательных образцов с зазором между листами 1 мм из примера 1, как показано на Фиг. 3(b). Свищи в сравнительном примере 1 отсутствовали в центральной части, как в случае, показанном на Фиг. 3(b), хотя степень заполнения свищами составляла 23% и 38% на начальном концевом участке и конечном концевом участке, соответственно, как представлено в таблице 1. Оба значения считаются высокими. Кроме того, степень заполнения свищами по всей длине сварного сечения составляла 12%.
Напротив, в примерах 1-3 по изобретению сварку осуществляли на начальном концевом участке при скорости сварки, которая меньше, чем скорость сварки на центральном участке и с погонной энергией сварки, составляющей 1,2 от энергии на центральном участке. На центральном участке, сварку осуществляли в условиях, подобных условиям сравнительного примера 1. На конечном концевом участке сварочный ток, сварочное напряжение и скорость сварки были меньше, чем эти параметры на центральном участке, и сварку осуществляли в течение 1,0 с в позиции, в которой перемещение сварочной проволоки было прекращено, для осуществления обработки сварочной ванны. Степень заполнения свищами в примерах 1-3 по изобретению составляла от 0 до 18% на начальном концевом участке, от 15 до 18% на конечном концевом участке и 7% или менее по всей длине. Условия сварки, используемые на начальном концевом участке и конечном концевом участке, как описано выше, позволили увеличить время затвердевания металла сварного шва, чтобы увеличить время для отведения выделившегося газа. Это позволило снизить долю газа, остающегося в области расплава. Таким образом, способ в соответствии с настоящим изобретением демонстрирует эффективность снижения развития свищей по всей длине сварного шва.
Как видно из результатов, описанных выше, сочетание осуществления сварки на начальном концевом участке при низкой скорости с высокой погонной энергией и осуществления обработки сварочной ванны на конечном концевом участке позволило значительно снизить степень заполнения свищами по всей длине сварки и показало выдающийся прикладной эффект.
Пример 3 испытаний
Сборку Т-образной формы с зазором между листами 1 мм подготавливали в соответствии с методикой, подобной используемой в примере 1. Затем осуществляли дуговую сварку в соответствии с методикой, используемой в примере 2 с получением испытательных образцов с соединением Т-образной формы, за исключением того, что были изменены условия сварки на первой стадии образования начальной концевой части.
Как показано на Фиг. 2(b), сварку осуществляли в соответствии со способом обратной сварки. Позиция, расположенная на расстоянии 10 мм внутрь от одного конца области перекрытия, подлежащей сварке, была выбрана в качестве точки начала сварки. Сварку начинали в точке начала сварки, в качестве исходной точки, и сварку осуществляли посредством обеспечения перемещения сварочной проволоки к одному концу в одном направлении. Затем сварочную проволоку разворачивали и перемещали к другому концу, осуществляя сварку. Как в примере 1, после достижения области точки окончания сварки, перемещение сварочной проволоки останавливали, но сварку осуществляли в течение заданного периода времени в позиции, в которой остановили сварочную проволоку. Затем сварку прекращали. Конец свариваемого сечения, на котором прекращали сварку, соответствует точке окончания сварки. Начальный концевой участок и конечный концевой участок представляют собой зону длиной приблизительно 10 мм от соответствующего конца сварного сечения, а центральный участок, расположенный между начальным концевым участком и конечным концевым участком, представляет собой область длиной приблизительно 32 мм.
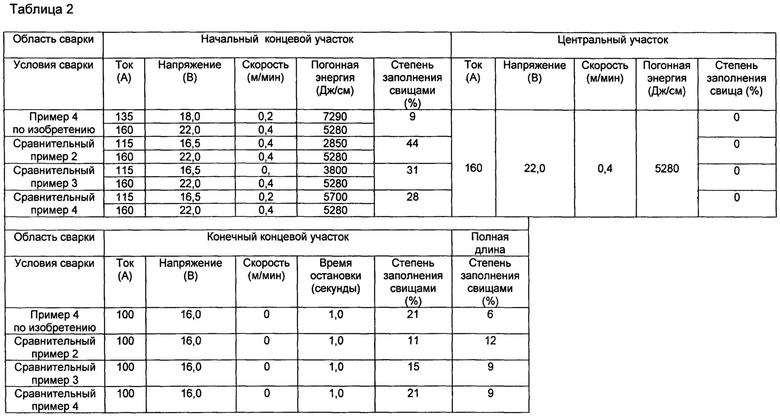
На первой стадии в соответствии с данным способом обратной сварки, сварку с перемещением туда и обратно осуществляли на начальном концевом участке, но после разворота на одном конце, сварку осуществляли при таких же условиях сварки, как используют на второй стадии образования центрального участка (сварочный ток: 160 А, сварочное напряжение: 22,0 В, скорость сварки: 0,4 м/мин, погонная энергия сварки: 5280 Дж/см). На первой стадии способ сварки в направлении одного конца осуществляли со скоростью сварки меньше, чем скорость сварки в направлении другого конца после разворота. На второй стадии образования центрального участка и третьей стадии образования конечного концевого участка, сварку осуществляли в тех же условиях, что и в примере 2. Для полученных испытательных образцов соединения Т-образной формы измеряли степень заполнения свищами. Условия сварки и результаты измерений на начальном концевом участке представлены в таблице 2.
Оценка
В таблице 2, в «первой половине» представлен процесс сварки в направлении одного конца на первой стадии и во «второй половине» представлен способ сварки в направлении другого конца после разворота. Как представлено в таблице 2, в примере 4 по изобретению сварку в первой половине первой стадии осуществляли в условиях, при которых скорость сварки была меньше, чем на второй стадии, и погонная энергия сварки была больше, чем энергия на второй стадии. Более конкретно, погонная энергия сварки составляла более 1,2 от энергии 5280 (Дж/см) на центральном участке. Степень заполнения свищами на начальном концевом участке составляла всего 9%. Напротив, погонная энергия сварки на первой стадии в сравнительных примерах 2-4 составляла менее 1,2 от энергии на второй стадии, и степень заполнения свищами составляла всего от 28% до 44%. Более того, степень заполнения свищами по всей длине сварного сечения, включающая степени заполнения свищами центральной части и конечного концевого участка, составляла 6% в примере 4 по изобретению, что гораздо лучше, чем в сравнительных примерах 2-4. Таким образом, способ в соответствии с настоящим изобретением демонстрирует эффективность снижения развития свищей, даже когда применяют способ обратной сварки.
Перечень условных обозначений
1 Первый свариваемый элемент
2 Второй свариваемый элемент
3 Выступ
4 Зазор между листами
5 Начальный концевой участок
6 Центральный участок
7 Конечный концевой участок
8 Сборка
Изобретение относится к способу дуговой сварки, который позволяет снизить образование свищей на начальных участках и конечных участках в листе стали с покрытием на основе Zn и снизить степень заполнения свищами на сваренном участке в целом, и сварному соединению. В способе дуговой сварки листа стали с покрытием на основе Zn обеспечивают зазор между листами от 0,2 до 1,5 мм. Сварку осуществляют в три стадии: первую стадию перемещения средства сварки с первой скоростью сварки от точки начала сварки и осуществления сварки посредством подвода первой погонной энергии сварки; следующую за первой стадией вторую стадию перемещения средства сварки со второй скоростью сварки и осуществления сварки посредством подвода второй погонной энергии сварки и следующую за второй стадией третью стадию прекращения перемещения средства сварки и осуществления сварки в течение от 0,1 до 2 секунд в позиции, где средство сварки остановлено. Первая стадия включает сварку, выполненную на сварочной установке в условиях, при которых первая скорость сварки меньше, чем вторая скорость сварки, и первая погонная энергия превышает вторую погонную энергию. На третьей стадии сварку осуществляют при сварочном токе и сварочном напряжении, которые меньше, чем эти параметры, используемые на второй стадии. 6 з.п. ф-лы, 4 ил., 2 табл., 3 пр.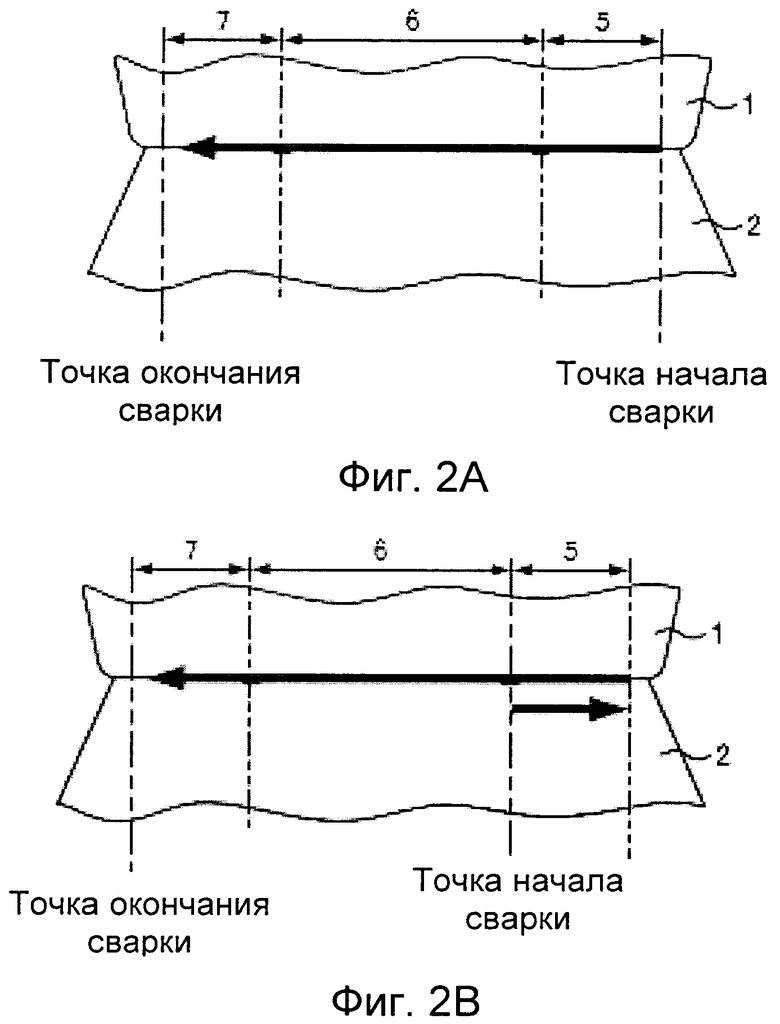
1. Способ дуговой сварки листов стали с покрытием на основе Zn, включающий обеспечение зазора между листами от 0,2 до 1,5 мм и сварку посредством перемещения средства сварки вдоль области перекрытия стальных листов, подлежащих сварке и соединению, в три стадии, при этом
на первой стадии осуществляют перемещение средства сварки с первой скоростью сварки от точки начала сварки и первой погонной энергией сварки для осуществления сварки,
после первой стадии осуществляют вторую стадию перемещения средства сварки со второй скоростью сварки и со второй погонной энергией сварки для осуществления сварки и
после второй стадии осуществляют третью стадию прекращения перемещения средства сварки и осуществления сварки в течение от 0,1 до 2 секунд в позиции, где средство сварки остановлено,
и при этом первая стадия включает получение сварного сечения в условиях, при которых первая скорость сварки меньше, чем вторая скорость сварки, и первая погонная энергия сварки больше, чем вторая погонная энергия сварки, и
третья стадия включает осуществление сварки при сварочном токе и сварочном напряжении, которые меньше, чем указанные параметры, используемые на второй стадии.
2. Способ дуговой сварки листов стали с покрытием на основе Zn по п. 1, в котором начальный концевой участок, соответствующий сварному сечению после первой стадии, представляет собой зону, охватывающую от 10 до 40% от всей длины сварки, а конечный концевой участок, соответствующий сварному сечению после третьей стадии, представляет собой зону, охватывающую от 10 до 20% от всей длины сварки.
3. Способ дуговой сварки листов стали с покрытием на основе Zn по п. 1 или 2, в котором первая стадия включает начало сварки с одного конца области перекрытия и выполнение сварки в направлении другого конца, причем погонная энергия сварки на первой стадии составляет более 1,2 от погонной энергии сварки на второй стадии.
4. Способ дуговой сварки листов стали с покрытием на основе Zn по п. 1 или 2, в котором первая стадия включает выполнение сварки от точки начала сварки, расположенной внутри, от одного конца области перекрытия по направлению к концу и затем разворот для выполнения сварки от конца к другому концу, причем сварку в направлении одного конца выполняют со скоростью сварки, которая меньше, чем скорость сварки на второй стадии, и с погонной энергией сварки, которая составляет более 1,2 от второй погонной энергии сварки, и сварку в направлении другого конца осуществляют с такой же скоростью, что и вторая скорость сварки.
5. Способ дуговой сварки листов стали с покрытием на основе Zn по любому из пп. 1-4, в котором степень заполнения свищами по всей длине сварки составляет менее 30%.
6. Способ дуговой сварки листов стали с покрытием на основе Zn по любому из пп. 1-5, в котором каждый лист стали с покрытием на основе Zn содержит слой, нанесенный посредством погружения в горячий расплав, состоящий из, мас. %: Al от 4,0 до 22,0, Mg от 0,05 до 10,0, Ti от 0 до 0,10, В от 0 до 0,05, Si от 0 до 2,0, Fe от 0 до 2,5, остальное представляет собой Zn и неизбежные примеси.
7. Способ дуговой сварки листов стали с покрытием на основе Zn по любому из пп. 1-6, в котором каждый лист стали с покрытием на основе Zn содержит осажденное покрытие в количестве на сторону, составляющем от 20 до 250 г/м2, и толщина листа составляет от 1,6 до 6,0 мм.
| JP2014113641A, 26.06.2014 | |||
| JP2011131243A, 07.07.2011 | |||
| JP06039554A, 15.02.1994 | |||
| JP07051859A, 28.02.1995 | |||
| JP10258367A, 29.09.1998 | |||
| Лентопротяжный механизм | 1959 |
|
SU126278A1 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВЫМ СЕРДЕЧНИКОМ ДЛЯ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ДУГОВОЙ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА С ПРИМЕНЕНИЕМ УКАЗАННОЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2482947C2 |

