Настоящее изобретение относится к способу сварки плавлением одного или нескольких стальных листов, изготовленных из закаливаемой под прессом стали, предпочтительно, из борсодержащей марганцовистой стали, причем, стальной лист или, по меньшей мере, один из стальных листов имеет металлическое покрытие, выполненное из алюминия, например, покрытие Al-Si, и сварка плавлением выполняется во время подачи присадочного материала в сварочную ванну, образованную исключительно с помощью, по меньшей мере, одного лазерного луча.
Стальные листы с заданными характеристиками (так называемые заготовки с заданными характеристиками), используются в автомобильных конструкциях для удовлетворения жестких требований к безопасности при столкновении при минимально возможном весе кузова. С этой целью отдельные листы или полосы из материалов различных сортов и/или листов разной толщины соединяют друг с другом в стыковом соединении лазерной сваркой. Таким образом, разные места кузова могут быть приспособлены к воздействию различных нагрузок. Это означает, что на участках с высокой нагрузкой может использоваться листовая сталь большей толщины или высокопрочная листовая сталь, и на других участках могут использоваться листы меньшей толщины или листы, изготовленные из относительно мягкой стали для глубокой вытяжки. Металлические листы с заданными характеристиками этого типа позволяют не использовать на кузове дополнительные усиливающие элементы. Это экономит материал и позволяет уменьшить общий вес кузова.
Листы, изготовленные из борсодержащей марганцовистой стали, используются в современных кузовных конструкциях и обеспечивают высокую прочность посредством горячей формовки с быстрым охлаждением. В состоянии поставки, т.е. перед горячей формовкой борсодержащие марганцовистые стали имеют прочность при растяжении приблизительно 600 МПа и феррито-перлитную структуру. Закалка под прессом, т.е. нагрев до температуры аустенизации перед формовкой и последующим быстрым охлаждением до или после формовки позволяет создать полностью мартенситную структуру, которая может иметь прочность при растяжении вплоть до 2000 МПа. Компоненты этого типа часто изготавливают из заготовок, которые известны как сварные заготовки с заданными характеристиками; другими словами, между листами разной толщины и/или материалами разных сортов существуют соединения, которые удовлетворяют предъявляемым требованиям и обычно выполняются посредством лазерной сварки.
В процессе горячей формовки и закалки, где сварные заготовки с заданными характеристиками подвергаются дальнейшей обработке, их сварные швы, в общем, должны закаляться до такой же степени, как и основные материалы стальных листов, из которых выполнены сварные заготовки с заданными характеристиками. Это может создать серьезные проблемы для выполнения процесса горячей формовки в случае сварки стальных листов разных толщин, где существует относительно большая разница в толщине материалов соединения. Таким образом, технологическое окно (окно параметров) для надлежащего процесса закалки является относительно небольшим. Кроме того, процесс закалки требует особого внимания и должен быть задан с высокой точностью, что часто создает для пользователя производственные ограничения.
Сварка плавлением формуемых в горячем состоянии закаливаемых под прессом стальных листов дополнительно ограничивается поверхностным алюминиевым покрытием. Такое покрытие, например, алюминий-кремниевое покрытие, обычно предусматривается для защиты обрабатываемых деталей от образования окалины во время горячей формовки. Однако это поверхностное покрытие оказывает весьма отрицательное воздействие на качество сварных швов. Это связано с тем, что сварка плавлением стальных листов с покрытием расплавляет содержащее алюминий поверхностное покрытие в добавление к основному материалу, в результате чего алюминий попадает в сварной шов. Если содержание алюминия в сварном шве составляет 2 – 10 мас.%, образуются ферритные области (фазы), которые ведут к снижению прочности сварного шва. В таких случаях прочность сварного шва ниже прочности основного материала, поэтому можно предположить, что в сварном шве имеет место недостаточное содержание соответствующего компонента независимо от комбинации соединяемых листов соответствующей толщины.
Во избежание образования феррита по существующему уровню техники перед выполнением сварки, по меньшей мере, частично удаляют поверхностное покрытие в области кромок листа, подлежащих сварке друг с другом, с помощью механических инструментов или лазерного луча (см. EP 2 007 545 B1). Однако для такого частичного удаления поверхностного покрытия требуется дополнительная технологическая операция, которая является дорогостоящей и трудоемкой и снижает экономическую эффективность производства описанных здесь компонентов.
В документе US 2008/0011720 A1 приведено описание способа гибридной лазерно-дуговой сварки, в котором листы, изготовленные из борсодержащей марганцовистой стали и имеющие содержащее алюминий поверхностное покрытие, свариваются друг с другом в стыковом соединении. Дуга генерируется вольфрамовым сварочным электродом или образуется на конце присадочной проволоки, если используется горелка для сварки плавящимся электродом в инертном газе. Присадочная проволока может содержать легирующие элементы (например, Mn, Ni и Cu), которые обусловливают преобразование стали в аустенитную структуру и способствуют поддержанию аустенитного преобразования в сварочной ванне. Предусматривается, что процедура гибридной сварки позволяет сваривать формуемые в горячем состоянии листы из борсодержащей марганцовистой стали с покрытием на основе Al-Si без удаления материала покрытия в зоне, где выполняется сварной шов, при этом всё же необходимо обеспечить, чтобы алюминий, присутствующий в стыковых соединениях листов, не обусловливал уменьшение предела прочности при растяжении в сварном шве компонента. Благодаря присутствию электрической дуги за лазерным лучом обеспечивается однородность сварочной ванны, и, таким образом, исключаются локальные концентрации алюминия выше 1,2 мас.%, которые генерируют ферритную микроструктуру.
Этот известный способ гибридной сварки требует относительно большого расхода энергии из-за генерирования электрической дуги. Кроме того, скорость сварки сравнительно низкая. Помимо этого сварной шов, выполняемый гибридной лазерно-дуговой сваркой, имеет форму шва, которая является неблагоприятной для дальнейшей формовки, что может потребовать повторной обработки.
Из документа EP 2 919 942 B1 известен способ лазерной сварки листов в стыковом соединении из закаливаемой под прессом борсодержащей марганцовистой стали, использующий присадочную проволоку, причем присадочная проволока содержит, по меньшей мере, один легирующий элемент из группы, содержащей марганец, хром, молибден, кремний и/или никель, который способствует образованию аустенита в сварочной ванне, генерируемой лазерным лучом, и этот, по меньшей мере, один легирующий элемент присутствует в присадочной проволоке с массовой долей, по меньшей мере, на 0,1 мас.% больше, чем в закаливаемой под прессом стали стальных листов. Присадочная проволока имеет следующий состав: 0,05 – 0,15 мас.% C, 0,5 – 2,0 мас.% Si, 1,0 – 2,5 мас.% Mn, 0,5 – 2,0 мас.% Cr + Mo, и 1,0 – 4,0 мас.% Ni, остальное железо и неизбежные примеси. Кроме того, присадочная проволока имеет массовую долю углерода, которая, по меньшей мере, на 0,1 мас.% меньше, чем в закаливаемой под прессом стали стальных листов. Способ также отличается тем, что используемые стальные листы не имеют покрытия или частично зачищены перед сваркой посредством удаления покрытия в области кромок вдоль стыковых кромок, подлежащих сварке друг с другом.
В документе EP 2 737 971 A1 приведено описание способа лазерной сварки для изготовления сварных заготовок с заданными характеристиками из стальных листов с покрытием, используя присадочную проволоку, причем стальные листы состоят из легированной бором стали и имеют алюминий-кремниевое или цинковое покрытие. Присадочная проволока содержит углерод или марганец, причем массовая доля этого элемента в присадочной поволоке больше, чем в основном материале стальных листов с покрытием. Таким образом, содержание углерода в присадочной проволоке должно составлять 0,1 – 0,8 мас.%, и содержание в ней магния 1,5 – 7,0 мас.% выше, чем в основном материале стальных листов. Это исключает снижение прочности сварного шва по сравнению с закаливаемыми под прессом стальными листами в результате проникновения материала покрытия в сварочную ванну, генерируемую лазерным лучом.
В документе EP 2 736 672 B1 приведено описание способа изготовления компонента из стальных листов с покрытием с помощью лазерной сварки, используя присадочную проволоку, причем стальные листы имеют покрытие на основе алюминия, которое перед сваркой удаляют в области кромок вдоль соединяемых кромок, подлежащих сварке друг с другом, до такой степени, чтобы оставался слой интерметаллического сплава. Присадочная проволока имеет следующий состав: 0,6 – 1,5 мас.% C, 1,0 – 4,0 мас.% Mn, 0,1 – 0,6 мас.% Si, максимум 2,0 мас.% Cr и максимум 0,2 мас.% Ti, остальное железо и примеси в результате обработки.
В документе DE 10 2017 120 051 A1 приведено описание способа лазерной сварки стальных листов, изготовленных из закаливаемой под прессом борсодержащей марганцовистой стали, причем, по меньшей мере, один из стальных листов имеет алюминиевое покрытие. Лазерная сварка выполняется посредством подачи присадочной проволоки в сварочную ванну, которая образуется исключительно с помощью лазерного луча, причем присадочная проволока содержит, по меньшей мере, один легирующий элемент, стабилизирующий образование аустенита. Для того чтобы сварочный шов имел сходную прочность с основным материалом после обработки под прессом с относительно низким расходом энергии и высокой производительностью лазерный луч настроен таким образом, чтобы он совершал колебания поперек направления сварки, причем частота колебаний составляет, по меньшей мере, 200 Гц. Способ обеспечивает ценовые преимущества, поскольку он устраняет необходимость удаления алюминиевого покрытия на кромках металлических листов, подлежащих сварке. Однако колебание лазерного луча снижает скорость сварки, которая может быть достигнута.
Задача настоящего изобретения состоит в том, чтобы определить способ по типу, упомянутому в начале описания, с помощью которого стальные листы, из которых, по меньшей мере, один лист изготавливается из закаливаемой под прессом стали и имеет металлическое покрытие, содержащее алюминий, могут быть соединены таким образом, чтобы их сварной шов после горячей формовки (закалки под прессом) имел прочность и твердость, сравнимые с основным материалом, причем способ должен отличаться высокой производительностью и сравнительно низким расходом энергии. В частности, должен быть определен способ по типу, упомянутому в начале описания, с помощью которого повышается способность сварного шва к закалке независимо от того, являются ли стальные листы, которые должны быть сварены друг с другом, стальными листами, изготовленными из материала одного и того же сорта или разных сортов, и/или стальными листами, имеющими разную толщину. Кроме того, расходы на проектно-конструкторскую разработку, необходимые для внедрения способа, должна быть относительно низкими. Таким образом, должен быть создан способ по типу, упомянутому в начале описания, с помощью которого листы, изготовленные из закаливаемой под прессом стали и имеющие покрытие на основе алюминия, могут быть экономично сварены друг с другом, и с помощью которого повышается способность сварного шва к закалке, так что увеличивается технологическое окно для надлежащего процесса закалки. В частности, обеспечивается возможность высокой скорости сварки.
Для внедрения, по меньшей мере, некоторых аспектов этой задачи предлагается способ, имеющий признаки, указанные в п.1 формулы изобретения. Преимущественные варианты выполнения способа по изобретению указаны в зависимых пунктах формулы изобретения.
В случае способа лазерной сварки по типу, упомянутому в начале описания, изобретение предлагает одиночное лазерное фокальное пятно с различным распределением энергии, которое должно генерироваться с помощью одного или множества оптических элементов по сварочной ванне, так что лазерное фокальное пятно имеет малый участок лазерного фокального пятна и большой участок лазерного фокального пятна, причем большой участок лазерного фокального пятна подвергает действию излучения поверхность, которая, по меньшей мере, равна двукратной поверхности, предпочтительно, по меньшей мере, трехкратной поверхности, которая подвергается действию излучения малого участка лазерного фокального пятна, причем на единицу поверхности на малом участке лазерного фокального пятна подается большая мощность лазера, чем на большом участке лазерного фокального пятна.
Распределение энергии, описанное по изобретению, в лазерном фокальном пятне имеет эффект, состоящий в том, что распределение температуры и, таким образом, течений в сварочной ванне изменяется по сравнению с распределением температуры и течений в сварочной ванне, генерируемым с помощью луча при обычной лазерной сварке. Малый участок лазерного фокального пятна, которое также может именоваться основным фокальным пятном, и в котором на единицу поверхности подается большая выходная мощность лазера, чем на большом участке лазерного фокального пятна (вспомогательное фокальное пятно), по существу, используется для сварки с глубоким проплавлением, в то время как большой участок лазерного фокального пятна поддерживает процесс сварки. Выходная мощность лазера, которая подается на малом участке лазерного фокального пятна, может иметь такой же или приблизительно такой же уровень, как и выходная мощность лазера, которая подается на большом участке лазерного фокального пятна. Например, выходная мощность лазера приблизительно 4,5 кВт может направляться как на малом участке лазерного фокального пятна, так и на большом участке лазерного фокального пятна. Однако в контексте изобретения также предусматривается, что выходная мощность лазера, которая подается с помощью малого участка лазерного фокального пятна, имеет значительно отличающийся уровень по сравнению с выходной мощностью лазера, которая подается с помощью большого участка лазерного фокального пятна. Мощность, подаваемая на большом участке лазерного фокального пятна, распределяется по большему участку поверхности, чем мощность, подаваемая на малом участке лазерного фокального пятна. Следовательно, эффект мощности, которая подается на большом участке лазерного фокального пятна (вспомогательное фокальное пятно), отличается от эффекта мощности на основном фокальном пятне. Благодаря различной подводимой мощности или распределению мощности можно обеспечить улучшенную однородность сварочной ванны и, таким образом, улучшенный сварной шов с точки зрения его способности к закалке. Таким образом, увеличивается технологическое окно для надлежащего процесса закалки.
Распределение мощности регулируется таким образом, что малый участок лазерного фокального пятна (основное фокальное пятно) генерирует процесс сварки с глубоким проплавлением, в то время как мощность наружного или большого участка лазерного фокального пятна не превышает порог мощности для сварки с глубоким проплавлением. Пороговый диапазон, например, соответствует плотности мощности приблизительно 1000 кВт/см2.
В частности, способ по изобретению создает преимущество, состоящее в том, что перед процессом сварки он не требует частичного удаления поверхностного покрытия, содержащего алюминий, в области кромок листов, подлежащих сварке друг с другом. Соответственно, предпочтительный вариант выполнения способа по изобретению обеспечивает внедрение, по существу, без предварительного удаления, в частности, без предварительного частичного удаления поверхностного покрытия, содержащего алюминий, в области кромок листов, подлежащих сварке друг с другом.
По сравнению с лазерной сваркой после предварительной зачистки кромок стальных листов с покрытием, подлежащих сварке в стыковом соединении, способ по изобретению обеспечивает оптимизированную геометрию сварного шва, а именно, сечение металлического листа, воспринимающее большую нагрузку. Это создает особое преимущество в отношении последующих динамических нагрузок, действующих на сварной шов.
Другим преимуществом способа по изобретению, как было обнаружено при проведении внутренних испытаний, является значительно меньшее образование брызг металла во время сварки. Причина меньшего образования брызг металла во время сварки, по мнению авторов, заключается, в частности, в различном распределении мощности в лазерном локальном пятне и конечном особом течении в сварочной ванне.
Мощность лазерного луча может распределяться в лазерном фокальном пятне в основном переменным образом. Различное распределение мощности или подвод приведенной в соответствие мощности в лазерном фокальном пятне достигается в способе по изобретению с помощью одного или множества оптических элементов. Например, это может быть достигнуто с помощью одного или множества дифракционных или рефракционных оптических элементов и/или непосредственно благодаря использованию одного или множества соответственно расположенных оптических волокон. Соответствующим образом модифицированная лазерная сварочная головка, к примеру, может содержать два различных дифракционных или рефракционных оптических элемента, в частности, линзы, которые могут быть размещены относительно друг друга в осевом и/или радиальном направлении. Соответствующим образом модифицированная лазерная сварочная головка может быть выполнена в виде компактной конструкции.
Другой возможностью для генерирования различного распределения мощности в отдельном лазерном фокальном пятне является разделение лазерного луча и направление полученных таким образом частичных лазерных лучей через различные дифракционные или рефракционные оптические элементы, в частности линзы, причем модулированные таким образом частичные лазерные лучи, затем снова объединяются в лазерный луч, и образованный таким образом лазерный луч направляется к подогнанному соединению кромок стальных листов, подлежащих сварке друг с другом. Модифицированная лазерная сварочная головка этого типа также может быть выполнена в виде компактной конструкции.
Другой возможностью для генерирования различного распределения мощности в отдельном лазерном фокальном пятне является комбинация двух или более различных лазерных лучей, которые генерируются, например, с помощью сходных или отличающихся источников лазерного излучения в лазерной оптике, так что полученный лазерный луч генерирует одиночное составное лазерное фокальное пятно с различным распределением мощности.
Устройство для направления лазерной сварочной головки или соответствующей обрабатываемой детали, подлежащей сварке, в каждом случае может быть спроектировано в ранее определенных вариантах выполнения обычным образом, т.е. способ по изобретению не требует более сложной механической конструкции или более сложного направляющего устройства, чем в случае с обычными лазерными сварочными системами для выполнения способа согласно классу сварки плавлением одного или множества стальных листов, изготовленных из закаливаемой под прессом стали. Система для гибридной лазерно-дуговой сварки, например, система, известная из US 2008/0011720 A1, с другой стороны, требует относительно сложной механической конструкции и направления сварочного устройства или обрабатываемой детали, подлежащей сварке, из-за удлиненного участка контакта сварочного устройства, в частности, при сварке по криволинейному контуру кромки листа. С помощью способа по изобретению можно получать относительно небольшую сварочную ванну и, соответственно, сварные швы высокого качества. Способ сварки по изобретению отличается низкой восприимчивостью к ошибкам и высокой стабильностью процесса.
Кроме того, способ по изобретению обеспечивает высокие скорости сварки при относительно низком расходе энергии, в частности, по сравнению с гибридной лазерно-дуговой сваркой.
Преимущественный вариант выполнения изобретения отличается тем, что лазерный луч во время сварки плавлением, по существу, не подвергается воздействию колебаний. По существу, выражение «не подвергается воздействию колебаний» означает, что лазерный луч специально не настроен на выполнение колебаний. В частности, в результате могут быть обеспечены относительно высокие скорости сварки. Кроме того, хранение лазерной сварочной головки или держателя оптических элементов в лазерной сварочной головке не представляет сложности.
Другой преимущественный вариант выполнения изобретения обеспечивает, что оптический элемент (элементы), с помощью которых создается лазерное фокальное пятно, имеющее различное распределение мощности, спроектирован/спроектированы таким образом, что положение малого участка лазерного фокального пятна внутри большого участка лазерного фокального пятна может регулироваться относительно последнего. Таким образом, различный подвод мощности или различное распределение мощности в лазерном фокальном пятне могут быть оптимально приспособлены к соответствующим условиям сварки. Например, положение малого участка лазерного фокального пятна внутри большого участка лазерного фокального пятна регулируется в направлении, которое продолжается параллельно и/или поперек направления сварки. Предпочтительно, положение малого участка лазерного фокального пятна внутри большого участка лазерного фокального пятна задано таким образом, что малый участок лазерного фокального пятна расположен, по существу, посередине большого участка лазерного фокального пятна, или, если смотреть в направлении сварки, перед центром большого участка лазерного фокального пятна.
Форма большого участка лазерного фокального пятна и/или малого участка лазерного фокального пятна, к примеру, может быть круглой, эллиптической, квадратной или прямоугольной. По существу, круглая форма большого участка лазерного фокального пятна и/или малого участка лазерного фокального пятна, может быть получена в частности, если в способе по изобретению различное распределение мощности или подвод приведенной в соответствие мощности в лазерном фокальном пятне достигается с помощью одного или множества соответствующим образом расположенных оптических волокон.
По преимущественному варианту выполнения изобретения большой участок лазерного фокального пятна имеет вытянутую форму в частности, овальную, эллиптическую или прямоугольную форму, причем продольная ось большого участка лазерного фокального пятна продолжается, по существу, в направлении сварки. Это ведет к получению относительно большой поверхности сварочной ванны в подогнанном соединении, так что при определенной скорости сварки имеется больше времени для удаления газов из сварочной ванны до тех пор, пока сварной шов не затвердеет.
Другой преимущественный вариант выполнения изобретения отличается тем, что большой участок лазерного фокального пятна имеет продольный размер, который, по меньшей мере, в два раза, предпочтительно, по меньшей мере, в 2,5 раза, особо предпочтительно, по меньшей мере, в 3 раза превышает средний диаметр или наибольший диаметр малого участка лазерного фокального пятна. Эксперименты, выполненные авторами изобретения, показали, что это позволяет достичь весьма однородного распределения алюминия, текущего в сварочной ванне и остающегося в сварном шве.
По изобретению сварка плавлением выполняется с помощью присадочного материала (также известного как присадочный металл) в сварочной ванне, которая образуется исключительно с помощью, по меньшей мере, одного лазерного луча. Присадочный материал служит для решения нескольких задач. С одной стороны, эффект образования феррита в результате попадания алюминия из покрытия в сварочный расплав может быть сведен к минимуму с помощью соответствующих легирующих элементов присадочного металла, в результате чего может быть улучшена способность сварного шва к закалке. С другой стороны, добавление, по существу, не содержащего алюминий присадочного материала сводит к минимуму содержание алюминия в сварном шве. Кроме того, в сварочной ванне имеет место увеличенное или более интенсивное течение из-за вводимого в нее присадочного материала и, таким образом, гомогенизация состава шва.
Присадочный материал предпочтительно подается в сварочную ванну в виде проволоки или порошка. Присадочный материал в форме проволоки может подаваться в сварочную ванну с высокой энергетической эффективностью и в очень точном количестве. Благодаря введению порошкового присадочного металла с соответствующим размером частиц можно обеспечить очень равномерное смешивание присадочного металла в сварочной ванне. Продолжительность фазы плавления во время лазерной сварки составляет 6 – 125 мс. Поскольку время лазерной сварки относительно небольшое, порошковый присадочный металл может использоваться для обеспечения лучшего смешивания со сталью, подлежащей сварке, чем при использовании присадочной проволоки. Благодаря использованию порошкового присадочного металла, который содержит относительно небольшие частицы, предпочтительно небольшие металлические частицы, во время фазы плавления за очень короткие периоды времени также может быть получена преимущественно однородная смесь легирующих элементов. Частицы порошкового присадочного материала имеют, к примеру, размер частиц 20 – 160 мкм, предпочтительно, 20 – 160 мкм.
Предпочтительно, порошковый присадочный материал подается в форме газопорошкового потока, по меньшей мере, по одному каналу потока, причем газопорошковый поток, выходящий из канала потока, направляется к сварочной ванне и имеет скорость на выходе, по меньшей мере, 2 м/с, предпочтительно, по меньшей мере, 10 м/с, особо предпочтительно, по меньшей мере, 15 м/с, так что турбулентное смешивание присадочного металла в сварочной ванной приводит к завихрениям потока в сварочной ванне. Эти завихрения потока (вихревые движения) обусловлены, в частности, кинетикой газопорошкового потока. Верхний предел скорости на выходе газопорошкового потока, направляемого к сварочной ванне, может составлять, например, 50 м/с, в частности, 40 м/с или 30 м/с.
Присадочный материал, подаваемый в сварочную ванну при выполнении способа по изобретению, предпочтительно, по существу, не содержит алюминий. В контексте изобретения выражение «не содержит алюминий» или, по существу, «добавка, не содержащая алюминий» означает присадочный металл, который не содержит алюминий за исключением неизбежных примесей или неизбежных следовых количеств.
Для улучшения способности к закалке сварного шва другой вариант выполнения изобретения рассматривает присадочный материал, содержащий, по меньшей мере, один легирующий элемент из группы, включающей в себя, никель, хром и/или углерод. Для улучшения способности сварного шва к закалке присадочный материал предпочтительно содержит 5 – 12 мас.% Ni, 5 – 25 мас.% Cr и 0,05 – 0,4 мас.% C, по усмотрению, по меньшей мере, один другой легирующий элемент, остальное железо и неизбежные примеси. Содержание хрома в присадочном материале 5 – 25 мас.% позволяет снизить критическую скорость охлаждения сварного шва и, таким образом, повысить способность сварного шва к закалке.
Предпочтительный вариант выполнения способа по изобретению отличается тем, что используемый здесь присадочный материал имеет следующий состав: 0,05 – 0,4 мас.% C, 0 – 2,0 мас.% Si, 0 – 3,0 мас.% Mn, 4 – 25% Cr, 0 – 0,5 мас.% Mo и 5 – 12% Ni, остальное железо и неизбежные примеси. Внутренние испытания показали, что присадочный материал этого типа может весьма надежно обеспечить полное превращение сварного шва в мартенситную структуру во время последующей горячей формовки (закалки под прессом) заготовки с заданными характеристиками, используя способ по изобретению.
Другой преимущественный вариант способа по изобретению отличается тем, что присадочный материал, предпочтительно в форме проволоки, подается а сварочную ванну таким образом, что присадочный материал подается непосредственно в малый участок лазерного фокального пятна. Присадочный материал, предпочтительно в форме проволоки, таким образом, касается малого участка лазерного фокального пятна или, по существу, направляется на малый участок лазерного фокального пятна. Это обеспечивает, что во время сварки с глубоким проплавлением расплавленный присадочный материал течет вокруг парового капилляра в сварочной ванне. В результате обеспечивается лучшее смешивание присадочного материала с материалом стального листа, расплавленным в подогнанном соединении, т.е. стыковом соединении или нахлесточном соединении, и, таким образом, можно получить более однородный сварной шов.
Другой преимущественный вариант способа по изобретению отличается тем, что присадочный материал, предпочтительно, в форме проволоки, подается посредством подтягивания. Подача присадочного материала посредством подтягивания, в частности, подача проволоки, означает, что присадочный материал, если рассматривать в направлении сварки, подается перед сварочной ванной или на малый участок лазерного фокального пятна с передней стороны. Эта схема также обеспечивает лучшее смешивание присадочного материала с материалом стального листа, расплавленным в подогнанном соединении, т.е. стыковом соединении или нахлесточном соединении, и, таким образом, более однородный сварной шов.
Другой преимущественный вариант способа по изобретению отличается тем, что присадочный материал, подаваемый в форме проволоки, подается в сварочную ванну таким образом, что центральная ось проволоки и поверхность, по меньшей мере, одного стального листа, подлежащего сварке, или стальных листов, подлежащих сварке друг с другом, образуют острый угол меньше 50°, предпочтительно, меньше 45°, особо предпочтительно меньше 30°, в частности, 10-30°. В результате может быть обеспечена оптимальная подача присадочного материала в зону сварки с глубоким проплавлением, в частности, в направлении парового капилляра.
По другому преимущественному варианту выполнения присадочный материал, предпочтительно, в форме проволоки, нагревается до температуры, по меньшей мере, 60°C, предпочтительно, по меньшей мере, 100°C, предпочтительно, по меньшей мере, 150°C, в частности, по меньшей мере, 180°C с помощью нагревательного устройства перед подачей в сварочную ванну. Это обеспечивает значительно более высокую скорость сварки по сравнению с использованием ненагретой присадочной проволоки. Конец нагретой присадочной проволоки может расплавляться более быстро лазерным лучом. Кроме того, процесс сварки становится более стабильным благодаря нагреву присадочной проволоки перед ее подачей в сварочный расплав. Верхний предел температуры предварительно нагреваемой проволоки ниже температуры, при которой проволока теряет стабильность размеров или становится слишком слабой для надежной подачи проволоки. Верхний предел предварительного нагрева проволоки, например, составляет приблизительно 250 – 300°C.
Борсодержащая марганцовистая сталь предпочтительно используется в качестве закаливаемой под прессом стали. В предпочтительном варианте выполнения способа по изобретению стальной лист, подлежащий сварке или, по меньшей мере, один из стальных листов, подлежащих сварке друг с другом, выбирают таким образом, что он был изготовлен из закаливаемой под прессом стали, имеющей следующий состав: 0,10 – 0,50 мас.% C, максимум 0,40 мас.% Si, 0,50 – 2,0 мас.% Mn, максимум 0,025 мас.% P, максимум 0,010 мас.% S, максимум 0,60 мас.% Cr, максимум 0,50 мас.% Mo, максимум 0,050 мас.% Ti, 0,0008 – 0,0070 мас.% B и, по меньшей мере, 0,010 мас.% Al, остальное железо и неизбежные примеси. Компоненты, изготавливаемые из стального листа этого типа, имеют высокий уровень прочности после закалки под прессом. Листы, изготовленные из разных или идентичных борсодержащих марганцовистых сталей, могут свариваться друг с другом с помощью способа по изобретению для получения полуфабрикатов из металлических листов, изготавливаемых по специальным требованиям и имеющих максимальную прочность в результате закалки под прессом.
Способ по изобретению можно использовать не только для соединения нескольких стальных листов одинаковой или разной толщины в стыковом соединении, из которых по меньшей мере один лист получен из закаливаемой под прессом стали и имеет содержащее алюминий покрытие, но также можно использовать для лазерной сварки одиночный стальной лист или стальную полосу, выполненные из закаливаемой под прессом стали, предпочтительно борсодержащей марганцовистой стали, которые имеют содержащее алюминий покрытие, причем в последнем случае кромки стального листа, подлежащие сварки друг с другом, перемещаются друг к другу посредством формовки, например, посредством гибки или роликового профилирования, так чтобы они, в конечном счете, были расположены напротив друг друга в стыковом соединении.
Кроме того, способ по изобретению также можно использовать в лазерной сварке одного или множества стальных листов, изготовленных из закаливаемой под прессом стали, предпочтительно, борсодержащей марганцовистой стали, в нахлесточном соединении.
Другой преимущественный вариант способа по изобретению отличается тем, что стальной лист (листы) соединяется/соединяются в стыковом соединении, причем зазор в соединении задается как минимально возможный, предпочтительно подобно «техническому нулевому зазору», со средней шириной зазора 0,01 – 0,15 мм, предпочтительно 0,06 – 0,15 мм.
Другой предпочтительный вариант выполнения способа по изобретению обеспечивает соединение стального листа (листов) со скоростью сварки, по меньшей мере, 4 м/мин предпочтительно, по меньшей мере, 5 м/мин, особо предпочтительно со скоростью сварки 6 – 12 м/мин.
Для получения сварного шва, который является максимально однородным и подвергается закалке без возникновения проблем, а также надлежащей геометрии сварного шва, как преимущество, по другому предпочтительному варианту выполнения способа по изобретению присадочный материал подается в форме проволоки, причем проволока подается со скоростью подачи 40 – 90% от скорости сварки.
Другой вариант выполнения изобретения предусматривает сварочную ванну, подвергаемую воздействию защитного газа во время лазерной сварки, по меньшей мере, на стороне, обращенной в сторону от лазерного луча. Защитный газ защищает сварочный расплав от окисления, которое ослабляет сварной шов. Защитный газ может быть, например, чистым аргоном, CO2, гелием, азотом или газовой смесью аргона, гелия, азота и/или CO2.
Другой вариант выполнения изобретения предусматривает сварочную ванну, которая не подвергается воздействию защитного газа во время лазерной сварки, по меньшей мере, на стороне, обращенной к лазерному лучу. Эксперименты, выполненные авторами изобретения, показали, что это может значительно уменьшить брызги металла во время сварки.
Ниже приведено подробное описание изобретения со ссылкой на чертежи, поясняющие примеры вариантов выполнения. На схематических чертежах:
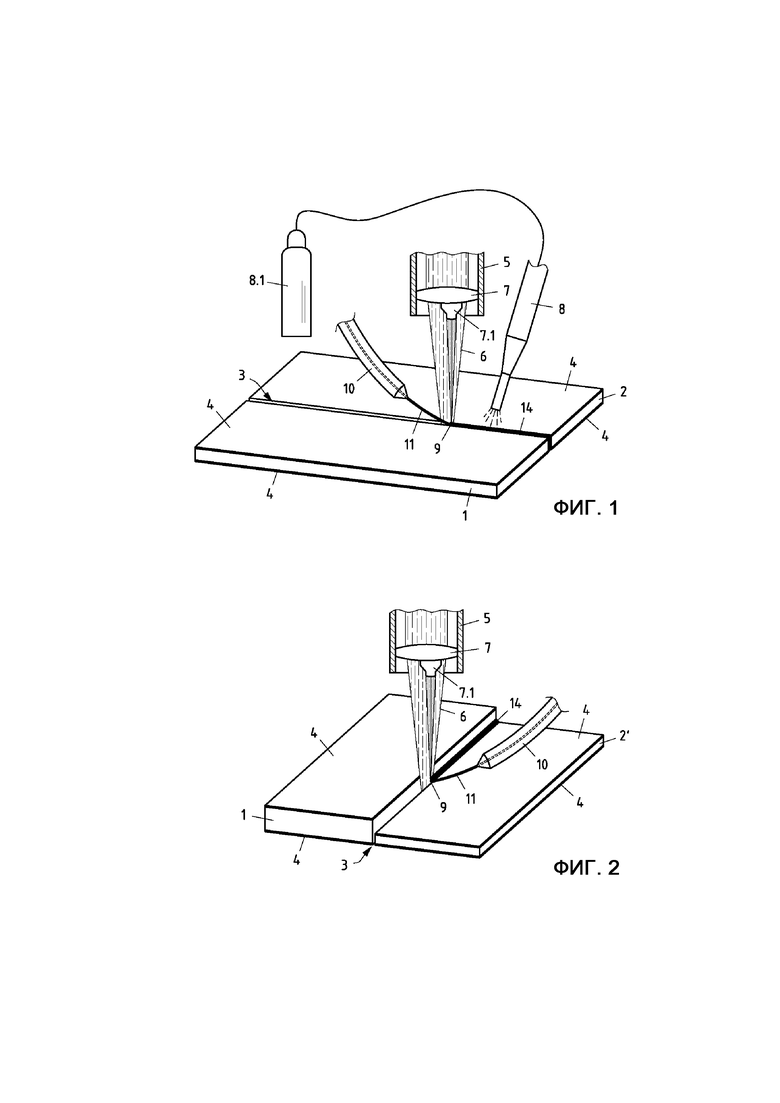
фиг. 1 – перспективный вид компонентов устройства для выполнения способа сварки плавлением по изобретению, причем два закаливаемых под прессом стальных листа, по существу, одинаковой толщины, свариваются друг с другом в стыковом соединении с помощью присадочной проволоки лазерным лучом;
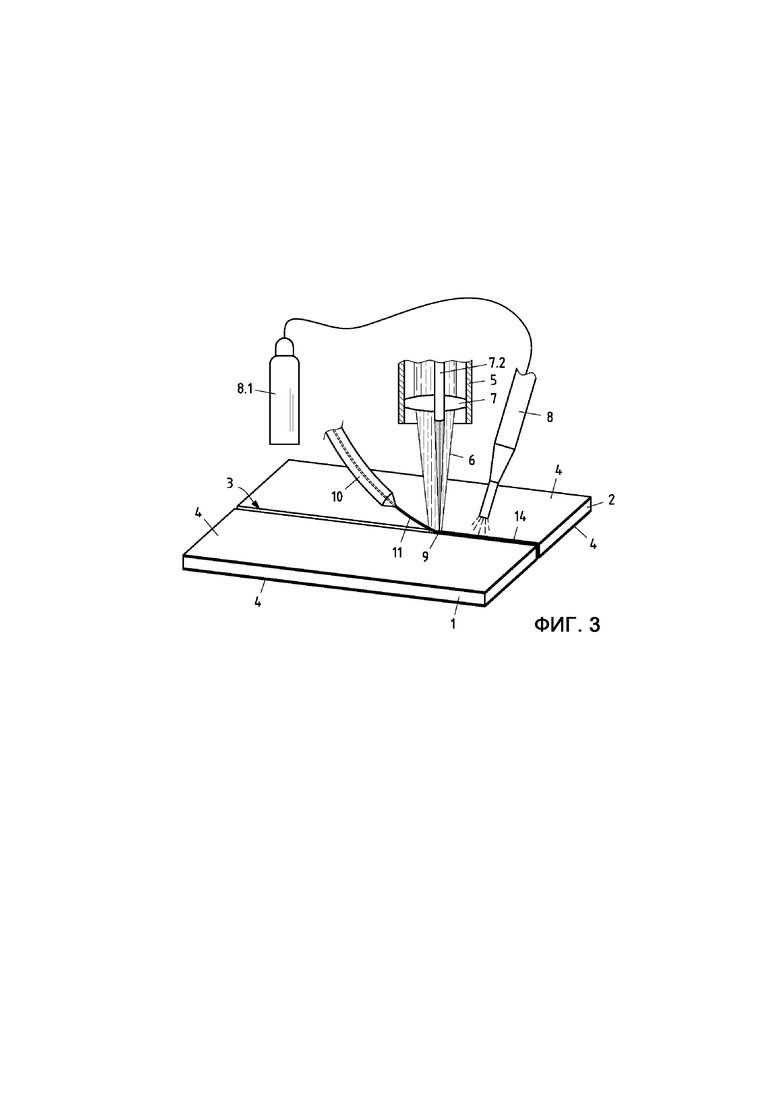
фиг. 2 – перспективный вид компонентов устройства для выполнения способа сварки плавлением по изобретению, причем два закаливаемых под прессом стальных листа, по существу, разной толщины, свариваются друг с другом в стыковом соединении с помощью присадочной проволоки лазерным лучом;
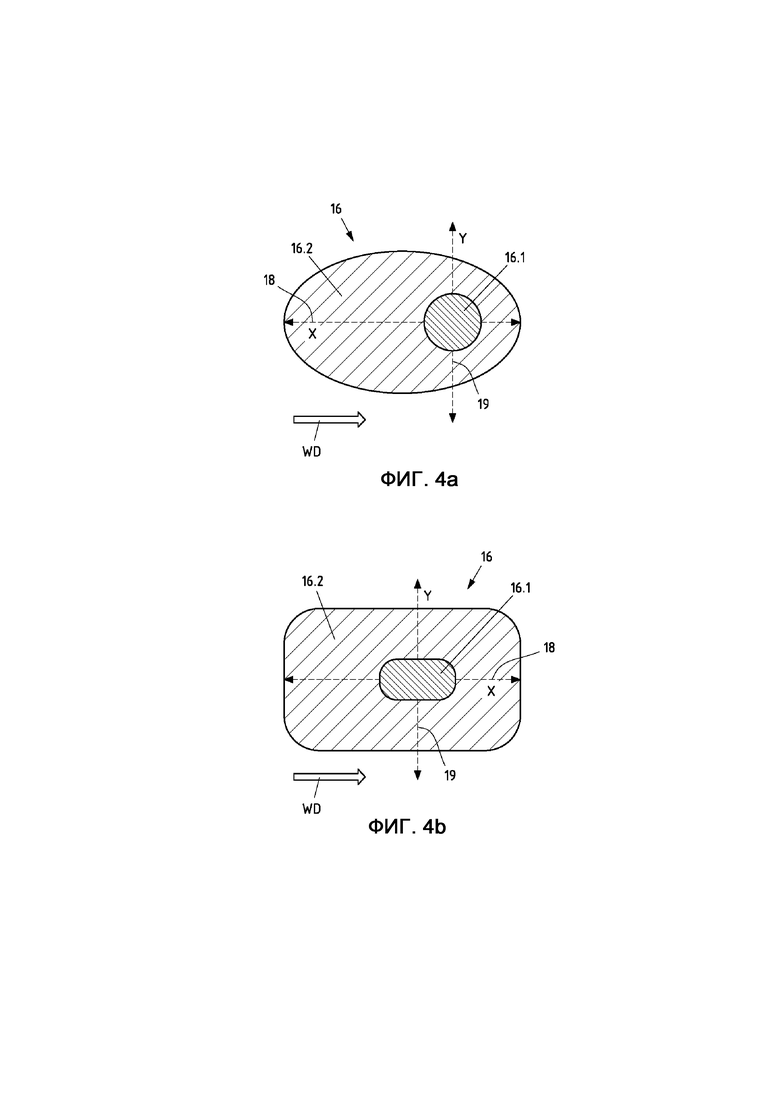
фиг. 3 – перспективный вид компонентов другого устройства для выполнения способа сварки плавлением по изобретению, причем два закаливаемых под прессом стальных листа, по существу, одинаковой толщины, свариваются друг с другом в стыковом соединении с помощью присадочной проволоки лазерным лучом;
фиг. 4a – плоскостной вид лазерного фокального пятна, генерируемого при выполнении способа по изобретению; и
фиг. 4b – плоскостной вид другого лазерного фокального пятна, генерируемого при выполнении способа по изобретению.
На фиг. 1 – 3 схематически показаны устройства для лазерной сварки для выполнения способа по изобретению. Соответствующее устройство имеет основание (не показано), на котором две полосы или два листа, выполненные из стали одного или разных сортов, расположены таким образом, что их кромки подлежащие сварке друг с другом, образуют стыковое соединение. По меньшей мере, один из стальных листов 1, 2 изготовлен из закаливаемой под прессом стали, предпочтительно, из борсодержащей марганцовистой стали. Стальные листы 1, 2 соединяются в стыковом соединении с наименьшим возможным зазором 3 несколько десятых миллиметра. Например, ширина зазора 3 составляет меньше 0,2 мм, предпочтительно меньше 0,15 мм. Если стальные листы 1, 2 изготовлены из стали разных сортов, один стальной лист 1 или 2 изготовлен, например, из относительно мягкой сорта стали для глубокой вытяжки, в то время как другой стальной лист 2 или 1 изготовлен из высокопрочной стали.
Закаливаемая под прессом сталь, из которой состоит, по меньшей мере, один из стальных листов 1, 2, подлежащих соединению друг с другом, может иметь, например, следующий химический состав:
0,10 – 0,50 мас.% C,
максимум 0,40 мас.% Si,
0,50 – 2,0 мас.% Mn,
максимум 0,025 мас.% P,
максимум 0,010 мас.% S,
максимум 0,60 мас.% Cr,
максимум 0,50 мас.% Mo,
максимум 0,50 мас.% Ti,
0,0008 – 0.0070 мас.% B, и
минимум 0,010 мас.% Al,
остальное железо и неизбежные примеси.
В состоянии поставки, т.е. перед термообработкой и быстрым охлаждением, закаливаемый под прессом стальной лист 1 или 2 имеет предел текучести Re предпочтительно, по меньшей мере, 300 МПа; его предел прочности при растяжении Rm составляет, например, по меньшей мере, 480 МПа, и его удлинение при разрушении A80 предпочтительно составляет, по меньшей мере, 10%. После горячей формовки (закалки под прессом), т.е. нагрева до температуры аустенизации приблизительно 900 – 950°C, формовки при этой температуре и последующего быстрого охлаждения закаливаемый под прессом стальной лист имеет предел текучести Re приблизительно 1100 МПа, предел прочности при растяжении Rm приблизительно 1500 – 2000 МПа и удлинение при разрушении A80 приблизительно 5%.
Стальные листы 1, 2 имеют металлическое покрытие 4, выполненное из алюминия. Другими словами, покрытие Al-Si. Покрытие 4 предпочтительно наносится на материал основания с обеих сторон, например, с помощью горячего покрытия, наносимого погружением в расплав, во время которого полоса из закаливаемой под прессом стали, предпочтительно, борсодержащей марганцовистой стали, направляется через ванну с расплавом Al-Si, излишний материал покрытия удаляется с полосы, и полоса с нанесенным покрытием подвергается обработке, в частности, нагреву. Содержание алюминия в покрытии 4 может составлять 70 – 90 мас.%.
Как вариант, только один из стальных листов 1, 2, подлежащих сварке, может иметь содержащее алюминий покрытие 4. Кроме того, при необходимости покрытие 4 может быть нанесено только на одну сторону листа (листов) 1, 2, например, с помощью физического осаждения из паровой фазы (PVD) или с помощью процесса нанесения электролитического покрытия.
Стальные листы 1, 2, как показано на фиг. 1 и 3, могут иметь, по существу, одинаковую толщину листа, например, составляющую 0,8 – 3,0 мм, предпочтительно 1,8 – 3,0 мм, в то время как толщина металлического поверхностного покрытия 4 на соответствующей стороне листа может быть меньше 100 мкм, в частности, меньше 50 мкм.
Над стальными листами 1, 2 показан участок лазерной сварочной головки 5, которая оснащена оптическими средствами для придания формы лазерному лучу 6 и его выравнивания, в частности, фокусирующей линзой 7. Лазерный луч 6 генерируется, например, с помощью лазерной системы Nd:YAG, которая обеспечивает мощность 5 – 10 кВт.
К лазерной сварочной головке 5 по усмотрению может быть прикреплен трубопровод 8 для подачи защитного газа. Конец трубопровода 8 для подачи защитного газа направлен или, например, по существу направлен на вновь образующийся участок сварного шва 14 таким образом, что сама сварочная ванна не подвергается или, по меньшей мере, напрямую не подвергается воздействию потока защитного газа. Номер позиции 8.1 обозначает баллон со сжатым газом, служащий источником защитного газа. В качестве защитного газа предпочтительно используется чистый аргон или, например, смесь аргона, гелия и/или двуокиси углерода. Другая или дополнительная форма способа (не показано) сварки плавлением предусматривает подачу защитного газа на нижнюю сторону или сторону сварочной ванны 9, обращенную в сторону от лазерного луча 6, и нижнюю сторону сварного шва 14.
Кроме того, к лазерной сварочной головке 5 прикреплено направляющее устройство 10, с помощью которого присадочный материал (присадочный металл) подается в сварочную ванну 9, например, в форме проволоки, причем конец проволоки 11 расплавляется в сварочной ванне 9. Присадочный металл 11, по существу, не содержит алюминий. Он имеет, например, следующий химический состав:
0,05 – 0,4 мас.% C,
0 – 2,0 мас.% Si,
0 – 3,0 мас.% Mn,
4 – 25 мас.% Cr,
0 – 0,5 мас.% Mo, и
5 – 12 мас.% Ni,
остальное железо и неизбежные примеси.
Вместо присадочного металла в форме проволоки (присадочной проволоки) 11 в сварочную ванну 9 также может подаваться порошковый присадочный металл в форме газопорошкового потока. Порошковый присадочный металл может иметь такой же химический состав, как и вышеописанная присадочная проволока 11. В качестве транспортирующего газа для подачи порошкового присадочного материала в сварочную ванну 9 предпочтительно используется один из вышеупомянутых защитных газов.
По изобретению лазерная сварочная головка 5 содержит один или множество оптических элементов, с помощью которых генерируется одиночное лазерное фокальное пятно 16 с различным распределением энергии по сварочной ванне 9, так что лазерное фокальное пятно 16 имеет малый участок 16.1 лазерного фокального пятна и большой участок 16.2 лазерного фокального пятна (см. также фиг. 4a и 4b). Большой участок 16.2 лазерного фокального пятна подвергает действию излучения поверхность, которая, по меньшей мере, равна двукратной поверхности, предпочтительно, по меньшей мере, трехкратной поверхности, которая подвергается действию излучения малого участка 16.1 лазерного фокального пятна, причем на единицу поверхности на малом участке 16.1 лазерного фокального пятна подается большая выходная мощность лазера, чем на большом участке 16.2 лазерного фокального пятна. Малый участок 16.1 лазерного фокального пятна и большой участок 16.2 лазерного фокального пятна могут иметь разные уровни мощности, которые не зависят друг от друга. Например, малый участок 16.1 лазерного фокального пятна и большой участок 16.2 лазерного фокального пятна могут иметь выходную мощность лазера в диапазоне 4 – 5 кВт, причем эта мощность распределяется на значительно большей площади на большом участке 16.2 лазерного фокального пятна. Малый участок 16.1 лазерного фокального пятна, по существу, используется для сварки с глубоким проплавлением, в то время как большой участок 16.2 лазерного фокального пятна поддерживает процесс сварки.
Большой участок 16.2 лазерного фокального пятна имеет вытянутую форму, например, овальную, эллиптическую или прямоугольную форму. Его продольная ось продолжается, по существу, в соответствующем направлении сварки WD. т.е., по существу, параллельно этому направлению. Малый участок 16.1 лазерного фокального пятна может иметь, по существу, круглую форму или также вытянутую форму (см. фиг. 4a и 4b).
Оптический элемент (элементы) лазерной сварочной головки 5, с помощью которого генерируется лазерное фокальное пятно, обеспечивающее различное распределение мощности, может быть, например, дифракционным или рефракционным оптическим элементом, соединенным с фокусирующей линзой 7, и/или небольшой дополнительной фокусирующей линзой 7.1 (см. фиг. 1 и 2).
Другая возможность для генерирования одиночного лазерного фокального пятна 16 с различным распределением энергии показана на фиг. 3. Схематически показанная лазерная сварочная головка 5 содержит фокусирующую линзу 7 со связанным с ней световым волноводом или пучком световых волокон 7.2.
Предпочтительно, оптические элементы 7, 7.1 или 7.2 лазерной сварочной головки 5 спроектированы таким образом, что положение малого участка 16.1 лазерного фокального пятна можно регулировать внутри большого участка 16.2 лазерного фокального пятна в направлении, которое продолжается параллельно и/или поперек направления сварки WD (направление X и/или направление Y). Эта дополнительная возможность регулирования схематически показана на фиг. 4a и 4b двойными пунктирными стрелками 18, 19. Например, малая фокусирующая линза 7.1, по меньшей мере, один дифракционный или рефракционный оптический элемент или световой волновод 7.2 установлены в лазерной сварочной головке 5 с возможностью регулирования в радиальном направлении по фокусирующей линзе 7.
Если различное распределение мощности в лазерном фокальном пятне достигается с помощью фокусирующей линзы 7 и светового волновода или пучка световых волокон 7.2, прикрепленного к фокусирующей линзе 7, положение участков 16.1 и 16.2 лазерного фокального пятна относительно друг друга может, например, варьироваться посредством дефокусировки лазерного луча 6.
Кроме того, на фиг. 4a, как и на фиг. 4b, можно видеть, что большой участок 16.2 лазерного фокального пятна имеет продольный размер, который, по меньшей мере, в 2 раза, предпочтительно, по меньшей мере, в 2,5 раза, особо предпочтительно, по меньшей мере, в 3 раза превышает средний диаметр или наибольший диаметр малого участка 16.1 лазерного фокального пятна.
Пример варианта выполнения, показанный на фиг. 2, отличается от примеров, показанных на фиг. 1 и 3, тем, что стальные листы 1, 2' имеют разные толщины, так что стыковое соединение имеет ступень d по толщине. Например, один лист 2' имеет толщину 0,8 – 1,2 мм, в то время как другой лист 1 имеет толщину 1,6 – 3,0 мм. Кроме того, стальные листы 1, 2', подлежащие соединению друг с другом в стыковом соединении, так же могут отличаться по качеству материала. Например, более толстый лист 1 изготовлен из высокопрочной стали, в то время как более тонкий лист 2' изготовлен из относительно мягкого материала для глубокой вытяжки. Стальные листы 1, 2' также соединяются друг с другом с наименьшим возможным зазором 3 несколько десятых миллиметра.
На фиг. 2, показанной в варианте выполнения, во время лазерной сварки сварочная ванна 9 не подвергается воздействию потока защитного газа на стороне, обращенной к лазерному лучу 6. Однако сторона сварочной ванны 9, обращенная в сторону от лазерного луча 6, и сторона сварного шва 14, обращенная в сторону от лазерного луча 6, предпочтительно подвергается воздействию защитного газа.
Описанное специальное или приведенное в соответствие распределение мощности в отдельном лазерном фокальном пятне 16 имеет эффект, состоящий в том, что изменяются распределение температуры и, таким образом, потоков в сварочной ванне 9. Это обусловливает улучшение гомогенизации сварного шва 14. Для обеспечения однородности сварного шва 14, как преимущество, скорость сварки должна составлять 5 м/мин. Присадочная проволока 11 предпочтительно подается со скоростью 40 – 90% от скорости сварки.
Присадочная проволока 11 подается в сварочную ванну предпочтительно таким образом, что проволока 11 касается малого участка 16.1 лазерного фокального пятна или направляется, по существу, на малый участок 16.1 лазерного фокального пятна. Кроме того, подача проволоки предпочтительно выполняется посредством подтягивания (см. фиг. 1 и фиг. 3).
Кроме того, на фиг. 1 – 3 можно видеть, что присадочная проволока 11 подается в сварочную ванну 9 таким образом, что центральная ось проволоки 11 и поверхность, по меньшей мере, одного стального листа 1, 2, подлежащего сварке, или стальных листов 1, 2, подлежащих сварке друг с другом, образуют острый угол, который, например, составляет 10 - 45°, предпочтительно, 10 - 30°.
Внедрение настоящего изобретения не ограничивается до примеров вариантов выполнения, схематически показанных на чертежах. Вместо этого возможны многочисленные варианты, в которых используется настоящее изобретение, определенное в приложенной формуле изобретения, в случае, если конструкция отклоняется от показанных примеров. Например, в контексте настоящего изобретения перед подачей в сварочную ванну 9 присадочный материал 11, в частности, в форме проволоки, может нагреваться до температуры, по меньшей мере, 60°C с помощью нагревательного устройства. Например, перед подачей в сварочную ванну 9 присадочная проволока 11 нагревается до температуры 100 – 300°C, предпочтительно, 150 – 250°C.
Изобретение относится к способу сварки плавлением одного или нескольких стальных листов (1, 2), изготовленных из закаливаемой под прессом стали, предпочтительно борсодержащей марганцовистой стали, причем конкретный лист или по меньшей мере один из стальных листов имеет металлическое покрытие (4), которое содержит алюминий. Сварку плавлением выполняют с подачей присадочного материала (11) в сварочную ванну (9), которую образуют с помощью по меньшей мере одного лазерного луча. Для улучшения способности сварного шва (14) к закалке независимо от того, являются ли стальные листы, которые должны быть сварены друг с другом, стальными листами, изготовленными из материала одного и того же сорта или разных сортов, и/или стальными листами, имеющими разную толщину, одиночное лазерное фокальное пятно (16) с различным распределением энергии генерируют с помощью одного или множества оптических элементов по сварочной ванне, так что лазерное фокальное пятно (16) имеет меньший участок (16.1) лазерного фокального пятна и больший участок (16.2) лазерного фокального пятна. Больший участок лазерного фокального пятна подвергает действию излучения поверхность, которая по меньшей мере равна двукратной поверхности, которая подвергается действию излучения меньшего участка лазерного фокального пятна. На единицу поверхности на меньшем участке лазерного фокального пятна подают выходную мощность лазера большую, чем на большем участке лазерного фокального пятна. В результате получают сварной шов, который после горячей формовки (закалки под прессом) имеет прочность и твердость, сравнимые с основным материалом, при этом способ характеризуется сравнительно низким расходом энергии. 31 з.п. ф-лы, 4 ил., 1 пр. 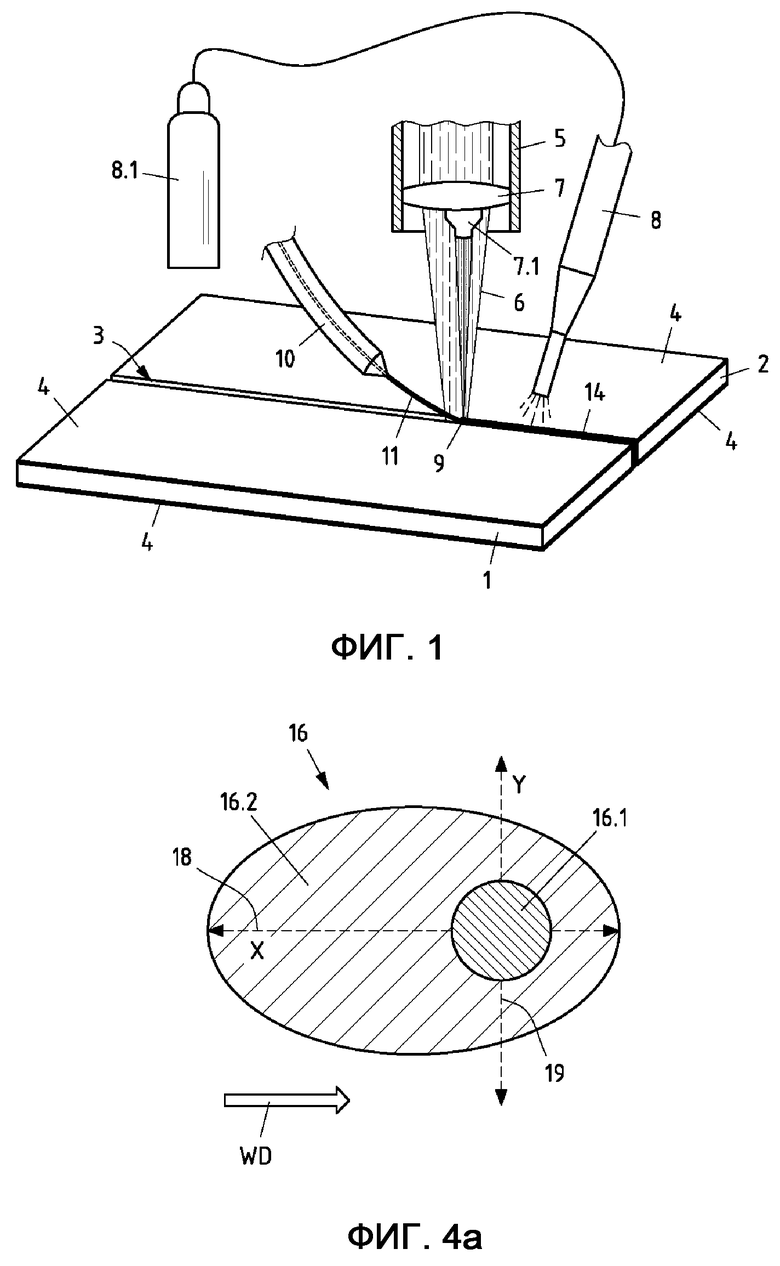
1. Способ сварки плавлением одного или нескольких стальных листов, изготовленных из закаливаемой под прессом стали, причем по меньшей мере один из стальных листов (1, 2) имеет металлическое покрытие (4), которое содержит алюминий, а сварку плавлением выполняют во время подачи присадочного материала в сварочную ванну (9), которая образуется исключительно посредством по меньшей мере одного лазерного луча (6); отличающийся тем, что генерируют одиночное лазерное фокальное пятно (16) с различным распределением энергии по сварочной ванне (9) посредством одного или множества оптических элементов, так что лазерное фокальное пятно (16) имеет участки лазерного фокального пятна разных размеров, которые определяют относительно друг друга меньший участок (16.1) лазерного фокального пятна и больший участок (16.2) лазерного фокального пятна, причем больший участок (16.2) лазерного фокального пятна подвергает действию излучения поверхность, которая по меньшей мере равна двукратной поверхности, которая подвергается действию излучения меньшего участка (16.1) лазерного фокального пятна, причем на единицу поверхности на меньшем участке (16.1) лазерного фокального пятна подают большую выходную энергию лазера, чем на большем (16.2) участке лазерного фокального пятна.
2. Способ по п. 1, отличающийся тем, что стальные листы выполнены из закаливаемой под прессом борсодержащей марганцовистой стали.
3. Способ по п. 1 или 2, отличающийся тем, что больший участок (16.2) лазерного фокального пятна облучает поверхность, которая по меньшей мере в три раза больше поверхности, облучаемой меньшим участком (16.1) лазерного фокального пятна.
4. Способ по любому из пп. 1-3, отличающийся тем, что лазерный луч (6) во время сварки плавлением не подвергают воздействию колебаний.
5. Способ по любому из пп. 1-4, отличающийся тем, что лазерное фокальное пятно (16), имеющее различное распределение энергии, создают посредством по меньшей мере одного оптического элемента (7.1, 7.2), выполненного с возможностью регулирования положения меньшего участка (16.1) лазерного фокального пятна, расположенного внутри большего участка (16.2) лазерного фокального пятна, относительно последнего.
6. Способ по п. 5, отличающийся тем, что положение меньшего участка (16.1) лазерного фокального пятна внутри большего участка (16.2) лазерного фокального пятна регулируют в направлении (X, Y), которое простирается параллельно и/или поперек направления сварки (WD).
7. Способ по любому из пп. 1 - 6, отличающийся тем, что больший участок (16.2) лазерного фокального пятна имеет вытянутую форму, причем продольная ось большего участка (16.2) лазерного фокального пятна простирается в направлении сварки (WD).
8. Способ по п. 7, отличающийся тем, что больший участок (16.2) лазерного фокального пятна имеет овальную, эллиптическую или прямоугольную форму.
9. Способ по любому из пп. 1 - 8, отличающийся тем, что больший участок (16.2) лазерного фокального пятна имеет продольный размер, который по меньшей мере в 2 раза превышает средний диаметр или наибольший диаметр меньшего участка (16.1) лазерного фокального пятна.
10. Способ по любому из пп. 1 - 8, отличающийся тем, что больший участок (16.2) лазерного фокального пятна имеет продольный размер, который по меньшей мере в 2,5 раза превышает средний диаметр или наибольший диаметр меньшего участка (16.1) лазерного фокального пятна.
11. Способ по любому из пп. 1 - 8, отличающийся тем, что больший участок (16.2) лазерного фокального пятна имеет продольный размер, который по меньшей мере в 3 раза превышает средний диаметр или наибольший диаметр меньшего участка (16.1) лазерного фокального пятна.
12. Способ по любому из пп. 1 - 11, отличающийся тем, что присадочный материал (11) подают в форме проволоки или порошка.
13. Способ по любому из пп. 1 - 12, отличающийся тем, что присадочный материал (11) не содержит алюминия, за исключением неизбежных примесей или неизбежных следовых количеств.
14. Способ по любому из пп. 1 - 13, отличающийся тем, что присадочный материал (11) содержит по меньшей мере один легирующий элемент из группы, включающей в себя, никель, хром и/или углерод.
15. Способ по любому из пп. 1 - 14, отличающийся тем, что присадочный материал (11) имеет следующий состав, мас.%:
0,05 – 0,4 C,
0 – 2,0 Si,
0 – 3,0 Mn,
4 – 25 Сr,
0 – 0,5 Mo, и
5 – 12 Ni,
остальное железо и неизбежные примеси.
16. Способ по любому из пп. 1 - 15, отличающийся тем, что закаливаемая под прессом сталь имеет следующий состав, мас.%:
0,10 – 0,50 C,
максимум 0,40 Si,
0,50 – 2,0 Mn,
максимум 0,025 P,
максимум 0,010 S,
максимум 0,60 Cr,
максимум 0,50 Mo,
максимум 0,050 Ti,
0,0008 – 0,0070 B, и
минимум 0,010 Al,
остальное железо и неизбежные примеси.
17. Способ по любому из пп. 1 - 16, отличающийся тем, что стальной лист (листы) (1, 2) соединяют в стыке, причем в подлежащем соединению стыке задают зазор (3) со средней шириной зазора 0,01 – 0,15 мм.
18. Способ по любому из пп. 1 - 16, отличающийся тем, что стальной лист (листы) (1, 2) соединяют в стыке, причем в подлежащем соединению стыке задают зазор (3) со средней шириной зазора от 0,06 до 0,15 мм.
19. Способ по любому из пп. 1 - 18, отличающийся тем, что стальной лист (листы) (1, 2) соединяют со скоростью сварки по меньшей мере 4 м/мин.
20. Способ по любому из пп. 1 - 18, отличающийся тем, что стальной лист (листы) (1, 2) соединяют со скоростью сварки по меньшей мере 5 м/мин.
21. Способ по любому из пп. 1 - 18, отличающийся тем, что стальной лист (листы) (1, 2) соединяют со скоростью сварки 6 – 12 м/мин.
22. Способ по любому из пп. 1 - 21, отличающийся тем, что присадочный материал (11) подают в форме проволоки, причем проволоку подают со скоростью подачи 40 – 90% от скорости сварки.
23. Способ по любому из пп. 1 - 22, отличающийся тем, что сварочную ванну (9) не подвергают воздействию потока защитного газа во время лазерной сварки по меньшей мере на стороне, обращенной к лазерному лучу (6).
24. Способ по любому из пп. 1 - 23, отличающийся тем, что присадочный материал (11), предпочтительно в форме проволоки, подают в сварочную ванну (9) таким образом, что присадочный материал (11) подают непосредственно в меньший участок (16.2) лазерного фокального пятна.
25. Способ по любому из пп. 1 - 24, отличающийся тем, что присадочный материал (11), подаваемый в форме проволоки, подают в сварочную ванну (9) таким образом, что центральная ось проволоки и поверхность по меньшей мере одного стального листа (1, 2), подлежащего сварке, или стальных листов (1, 2), подлежащих сварке друг с другом, образуют острый угол меньше 50°.
26. Способ по любому из пп. 1 - 24, отличающийся тем, что присадочный материал (11), подаваемый в форме проволоки, подают в сварочную ванну (9) таким образом, что центральная ось проволоки и поверхность по меньшей мере одного стального листа (1, 2), подлежащего сварке, или стальных листов (1, 2), подлежащих сварке друг с другом, образуют острый угол меньше 45°.
27. Способ по любому из пп. 1 - 24, отличающийся тем, что присадочный материал (11), подаваемый в форме проволоки, подают в сварочную ванну (9) таким образом, что центральная ось проволоки и поверхность по меньшей мере одного стального листа (1, 2), подлежащего сварке, или стальных листов (1, 2), подлежащих сварке друг с другом, образуют острый угол меньше 30°.
28. Способ по любому из пп. 1 - 24, отличающийся тем, что присадочный материал (11), подаваемый в форме проволоки, подают в сварочную ванну (9) таким образом, что центральная ось проволоки и поверхность по меньшей мере одного стального листа (1, 2), подлежащего сварке, или стальных листов (1, 2), подлежащих сварке друг с другом, образуют острый угол 10 – 30°.
29. Способ по любому из пп. 1 - 28, отличающийся тем, что присадочный материал (11) нагревают до температуры по меньшей мере 60°C посредством нагревательного устройства перед подачей в сварочную ванну (9).
30. Способ по любому из пп. 1 - 28, отличающийся тем, что присадочный материал (11) нагревают до температуры по меньшей мере 100°C посредством нагревательного устройства перед подачей в сварочную ванну (9).
31. Способ по любому из пп. 1 - 28, отличающийся тем, что присадочный материал (11) нагревают до температуры по меньшей мере 150°C посредством нагревательного устройства перед подачей в сварочную ванну (9).
32. Способ по любому из пп. 1 - 28, отличающийся тем, что присадочный материал (11) нагревают до температуры по меньшей мере 180°C посредством нагревательного устройства перед подачей в сварочную ванну (9).
| DE 102014001979 A1, 20.08.2015 | |||
| DE 112017003592 T5, 28.03.2019 | |||
| WO 2014131491 A1, 04.09.2014 | |||
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ ЗАКАЛИВАЕМОЙ СТАЛИ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ ИЛИ АЛЮМИНИЯ-КРЕМНИЯ | 2016 |
|
RU2680485C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СВАРКИ ЛАЗЕРНЫМ ЛУЧОМ ПО МЕНЬШЕЙ МЕРЕ ДВУХ КОМПОНЕНТОВ | 2010 |
|
RU2553142C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2547987C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2008 |
|
RU2383416C1 |

