Изобретение относится к области неразрушающего контроля и предназначено для выявления трещиновидных дефектов в образцах скальных геоматериалов.
Известен способ контроля качества материалов методом акустической эмиссии, заключающийся в том, что принимают акустическим преобразователем деформационные шумы, сопровождающие трещинообразование в материале, регистрируют импульсные электрические сигналы на выходе преобразователя путем их разделения на группы с близкими по величине амплитудами, и производят считывание количества импульсов в каждой из групп [1].
Недостатком данного способа являются низкая достоверность выявления с его помощью дефектов, связанная с тем, что сигналы акустической эмиссии, приходящие из точек объекта контроля, расположенных на различных расстояниях от приемного преобразователя, испытывают разные затухания, из-за чего искажается картина распределения амплитуд принятых сигналов.
Наиболее близким по технической сущности к предлагаемому изобретению является акустико-эмиссионный способ контроля качества материалов на образцах, заключающийся в создании в них путем внешнего воздействия механических напряжений, приеме возникающих под влиянием этих напряжений сигналов акустической эмиссии, по которым определяют наличие в образцах трещиновидных дефектов [2].
В указанном способе - прототипе, нагружение осуществляют циклически посредством механического воздействия.
Недостатком известного способа является низкая достоверность и высокая трудоемкость выявления трещиновидных дефектов в образцах скальных геоматериалов, а также невозможность хотя бы примерного определения их местоположения. Это обусловлено сложностью изготовления из указанных материалов образцов правильной формы для проведения акустико-эмиссионных испытаний. Даже незначительная непараллельность поверхностей образца, на которые осуществляется механическое воздействие при нагружении, приводит к возникновению микроразрушений в приповерхностной области и, как следствие, значительной помеховой составляющей акустической эмиссии. Это ведет к значительному искажению характера акустограммы, что и снижает достоверность контроля, который к тому же не несет информации о местоположении искомых дефектов.
В данной заявке решается задача разработки способа контроля обеспечивающего повышение достоверности и снижение трудоемкости выявления трещиновидных дефектов в образцах скальных геоматериалов, а также возможность оценки местоположения этих дефектов относительно центра образца.
Для решения поставленной задачи в акустико-эмиссионном способе контроля качества материалов на образцах, заключающемся в создании в них путем внешнего воздействия механических напряжений, приеме возникающей под влиянием этих напряжений сигналов акустической эмиссии, по которым определяют наличие в образцах трещиновидных дефектов, механические напряжения создают путем нагрева до 90°C локальной области образца, расположенной на равном расстоянии от его верхней и нижней торцевых поверхностей и параллельно с ними, осуществляют прием на каждой из этих поверхностей сигналов акустической эмиссии, распространяющихся от локальной нагреваемой области, регистрируют зависимости суммарного счета этих сигналов от времени, на которых выделяют значения, соответствующие моменту прекращения роста указанных зависимостей, а по отношению меньшего к большему из этих значений судят о наличии трещиновидных дефектов и их местоположении относительно локальной нагреваемой области.
Предлагаемый способ базируется на следующих физических предпосылках и установленных авторами экспериментально закономерностях акустической эмиссии в образцах скальных геоматериалов, содержащих и не содержащих трещиновидные дефекты, при их нагревании.
Известно, что причиной акустической эмиссии в скальных геоматериалах при их нагревании является возникновение новых и рост уже имеющихся дефектов структуры в результате: термонапряжений, возникающих из-за различия тепловых свойств отдельных структурных элементов геоматериала и их анизотропии; фазовых переходов, а также возможных химических преобразований в определенных температурных диапазонах и некоторых других факторов.
Механические напряжения достаточные для формирования акустической эмиссии в скальных геоматериалах в зависимости от их типа возникают при прогреве в диапазоне температур 60-90°C. При этом, если осуществляется нагрев локальной области образца до 90°C, то источником акустической эмиссии является преимущественно эта область. Получаемые в результате сигналы акустической эмиссии проходят через области образца, находящиеся между его торцевыми поверхностями и нагреваемой локальной областью. При этом если структура образца по обе стороны от нагреваемой области не имеет значимых структурных отличий, в частности трещиновидных дефектов, и область нагрева расположена по центру образца, то приемные преобразователи на торцевых поверхностях регистрируют примерно одинаковые значения суммарного счета акустической эмиссии. В случае наличия по одну из сторон от плоскости нагрева структурных неоднородностей в виде трещиновидных дефектов, последние приводят к повышенному затуханию сигналов акустической эмиссии. Как следствие, на приемном преобразователе, расположенном со стороны наличия дефектов фиксируется меньшее значение суммарного счета акустической эмиссии, что позволяет определить факт наличия и местоположение дефекта относительно нагреваемой области. В случае отсутствия дефектов сигналы регистрируемые на обеих торцевых поверхностях примерно одинаковы, т.е. их отношение близко к единице.
Отмеченные закономерности были подтверждены при проведении авторами экспериментальных исследований на образцах таких геоматериалов как мрамор, гранит, диабаз и других, содержащих и не содержащих различные типы трещиновидных дефектов.
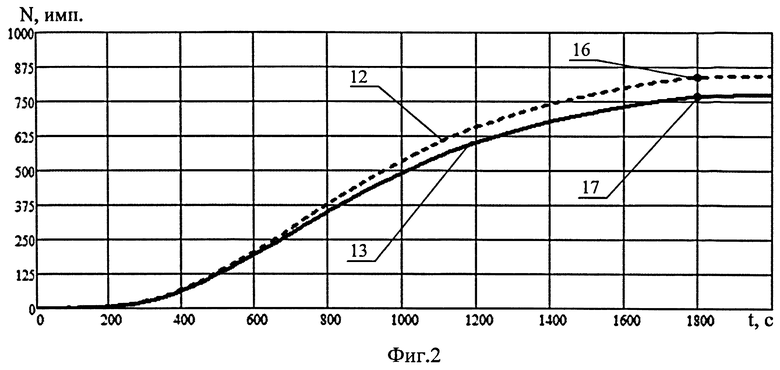
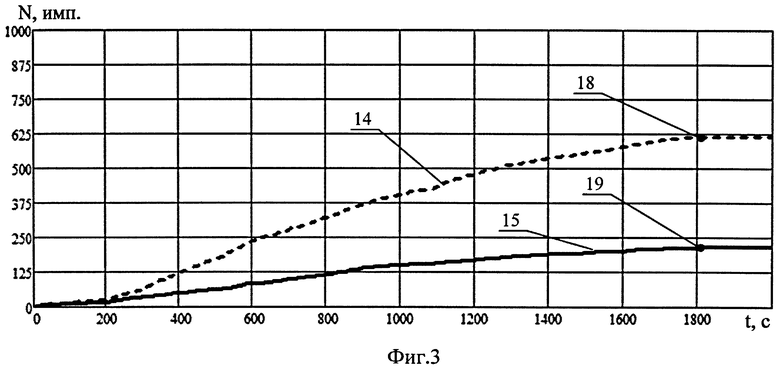
Акустико-эмиссионный способ контроля качества материалов на образцах иллюстрируется фиг.1, где приведена принципиальная схема реализации предлагаемого способа, а также фиг.2 и фиг.3, где в качестве примера приведены зависимости суммарного счета акустической эмиссии, возникающей при нагревании локальной области, находящейся в центре образцов гранита Янцевского месторождения, соответственно не содержащих и содержащих нарушения структуры в виде трещиновидных дефектов.
Акустико-эмиссионный способ контроля качества материалов на образцах реализуют следующим образом.
На верхней торцевой поверхности 1 образца 2 геоматериала (см. фиг.1) закрепляют приемный преобразователь 3, а на нижней торцевой поверхности 4 закрепляют приемный преобразователь 5. При этом преобразователи 3 и 5 находятся на одной прямой ортогональной к поверхности 1 и поверхности 4. На поверхности образца 2 равноудаленной от его торцевых поверхностей 1 и 4 крепят незамкнутый обод 6, выполняемый из материала с высоким коэффициентом теплопроводности, например из меди. При этом высота обода 6 не должна превышать 10% от расстояния между торцевыми поверхностями образца 1 и 4. Посредством управляемого источника 7 питания пропускают электрический ток по ободу 6, что приводит к его нагреву, и далее к нагреву локальной области 8, образца 2. Значение температуры нагрева обода 6 контролируют с помощью контактирующей с ним термопары 9 показания который считываются контроллером 10, который регулирует источник 7 питания, таким образом, чтобы на поверхности обода 6 поддерживалась постоянная температура ≈90°C. Термонапряжения, возникающие в локальной области 8, приводят к генерации импульсов акустической эмиссии, которые распространяются к верхней торцевой поверхности 1 и нижней торцевой поверхности 2, где синхронно принимаются преобразователем 3 и преобразователем 5, соответственно. Сигналы акустической эмиссии с преобразователей 3 и 5 поступают на вход акустико-эмиссионной измерительной системы 11 (например, A-Line 32D). С помощью системы 11 регистрируют зависимости 12 и 13 суммарного счета сигналов акустической эмиссии от времени (см. фиг.2) - для случая практически бездефектного образца, или зависимости 14 и 15 суммарного счета сигналов акустической эмиссии от времени (см. фиг.3) - для случая образца, содержащего трещиновидный дефект или несколько таких дефектов. На зависимостях 12, 13, 14, 15 выделяют значения 16, 17, 18, 19, соответственно, при которых прекращается рост зависимостей 12, 13, 14, 15 суммарного счета акустической эмиссии. Далее, для каждой из пар значений 16 и 17, а также 18 и 19 выделяют наименьшее значение суммарного счета акустической эмиссии и наибольшее значение суммарного счета акустической эмиссии. Затем определяют отношение наименьшего значения к большему и по степени отличия этой величины от единицы судят о наличии трещиновидных дефектов. При этом трещиновидный дефект находится в области образца между локальной нагреваемой областью и той торцевой поверхностью на которой фиксируется меньшее значение суммарного счета акустической эмиссии.
На фиг.2 приведены в качестве примера экспериментально полученные зависимости 12 и 13 суммарного счета акустической эмиссии, зарегистрированной на верхней торцевой поверхности 1 и нижней торцевой поверхности 4 бездефектного образца. Из фиг.2 следует, что точка 16 начала выполаживания зависимости 12 соответствует значению суммарного счета акустической эмиссии равному 818 импульсов, а точка 17 начала выполаживания зависимости 13 соответствует значению суммарного счета акустической эмиссии равному 741 импульсов, отношение меньшего из этих значений к большему составляет ≈0,91. Незначительное отличие полученного отношения от единицы свидетельствует об отсутствии трещиновидных дефектов в образце, а только незначительной по объему структурной неоднородности. Этот вывод был подтвержден данными проведенной оптической микроскопии шлифов полученных из исследуемого образца. На фиг.3 приведены в качестве примера экспериментально полученные зависимости 14 и 15 суммарного счета акустической эмиссии, зарегистрированной на верхней торцевой поверхности 1 и нижней торцевой поверхности 4 образца с трещиновидным дефектом. Из фиг.3 следует, что точка 18 начала выполаживания зависимости 14 соответствует значению суммарного счета акустической эмиссии равному 612 импульсов, а точка 19 начала выполаживания зависимости 15 соответствует значению суммарного счета акустической эмиссии равному 217 импульсов, отношение меньшего из этих значений к большему составляет ≈0,35. Столь значимое отличие полученного отношения от единицы свидетельствует о наличии в рассматриваемом образце трещиновидного дефекта расположенного между торцевой поверхностью с которой была получена зависимость 15 и нагреваемой локально областью 8. Этот вывод был подтвержден данными проведенной оптической микроскопии шлифов, полученных из исследуемого образца.
Таким образом, предложенный акустико-эмиссионный способ контроля качества материалов на образцах в отличие от способа-прототипа за счет возбуждения механических напряжений в локальной области термическим способом и их одновременной регистрации двумя равноудаленными от этой области приемными преобразователями позволяет реализовать схему аналогичную мостовой, что повышает достоверность и снижает трудоемкость выявления трещиновидных дефектов в образцах скальных геоматериалов, а также дает возможность оценить местоположение этих дефектов относительно центра образца.
Источники информации
1. Авторское свидетельство СССР №464813, кл. G01N 29/14, 1975.
2. Авторское свидетельство СССР №968742, кл. G01N 29/14, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛОВ МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 2011 |
|
RU2478947C1 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛА ОБРАЗЦА МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 2012 |
|
RU2494389C1 |
| Способ оценки остаточного ресурса конструкций теплообменного аппарата | 2019 |
|
RU2722860C1 |
| Акустико-эмиссионный способ контроля материалов | 1981 |
|
SU968742A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ | 2011 |
|
RU2480742C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2012 |
|
RU2525584C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ДЕТАЛЕЙ | 2004 |
|
RU2293304C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОЛЕСНЫХ ПАР ВАГОНОВ | 2008 |
|
RU2380698C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА НЕЗАМЕРЗШЕЙ ВОДЫ В МЕРЗЛЫХ ГРУНТАХ | 2015 |
|
RU2580316C1 |
Использование: для выявления трещиновидных дефектов в образцах скальных геоматериалов посредством акустической эмиссии. Сущность заключается в том, что механические напряжения создают путем нагревания до 90°C локальной области образца, расположенной на равном расстоянии от его верхней и нижней торцевых поверхностей и параллельно с ними, осуществляют прием на каждой из этих поверхностей сигналов акустической эмиссии, распространяющихся от локальной нагреваемой области, регистрируют зависимости суммарного счета этих сигналов от времени, на которых выделяют значения, соответствующие моменту прекращения роста указанных зависимостей, а по отношению меньшего к большему из этих значений судят о наличии трещиновидных дефектов и их местоположении относительно локальной нагреваемой области. Технический результат: повышение достоверности и снижение трудоемкости выявления трещиновидных дефектов в образцах скальных геоматериалов, а также возможность оценки местоположения этих дефектов относительно центра образца. 3 ил.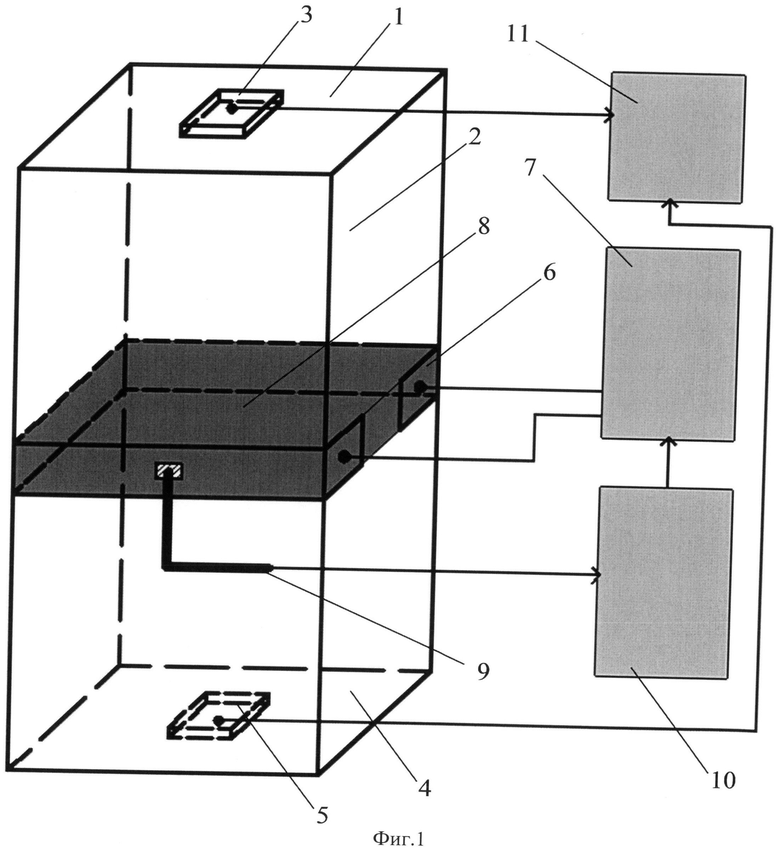
Акустико-эмиссионный способ контроля качества материалов на образцах, заключающийся в создании в них путем внешнего воздействия механических напряжений, приеме возникающих под влиянием этих напряжений сигналов акустической эмиссии, по которым определяют наличие в образцах трещиновидных дефектов, отличающийся тем, что механические напряжения создают путем нагревания до 90°C локальной области образца, расположенной на равном расстоянии от его верхней и нижней торцевых поверхностей и параллельно с ними, осуществляют прием на каждой из этих поверхностей сигналов акустической эмиссии, распространяющихся от локальной нагреваемой области, регистрируют зависимости суммарного счета этих сигналов от времени, на которых выделяют значения, соответствующие моменту прекращения роста указанных зависимостей, а по отношению меньшего к большему из этих значений судят о наличии трещиновидных дефектов и их местоположении относительно локальной нагреваемой области.
| Акустико-эмиссионный способ контроля материалов | 1981 |
|
SU968742A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ И ДИАГНОСТИРОВАНИЯ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ СЖИЖЕННЫХ ГАЗОВ | 1999 |
|
RU2226272C2 |
| Способ неразрушающего контроля покрытий | 1987 |
|
SU1425536A1 |
| JP 10090235 A, 10.04.1998 | |||
| US 4107981 A, 22.08.1978 | |||
| US 4004456 A, 25.01.1977. | |||

