Изобретение относится к неразрушающему контролю изделий акустическими, электромагнитными и другими методами и может быть использовано для обнаружения дефектов в различных изделиях машиностроения, транспорта и других отраслей промышленности.
Известны наиболее близкие к предлагаемому патенту аналоги:
1. (Патент RU №2478947 C1 «Способ контроля качества материалов методом акустической эмиссии». Автор(ы): Шкуратник Владимир Лазаревич (RU), Новиков Евгений Александрович (RU). Опубликовано: 10.04.2013 Бюл. №10). Суть изобретения заключается в том, что выполняют нагружение и регистрацию сигналов, возникающих при акустической эмиссии, далее АЭ, по которым определяют наличие трещиновидных дефектов, причем нагружение материала осуществляют путем его нагревания в диапазоне температур от 30°С до 200°С, выделяют огибающую активность возникающих при этом сигналов АЭ, а о наличии трещиновидных дефектов судят по наличию экстремального значения этой огибающей, не менее чем в полтора раза превышающего ее значения на границах указанного температурного диапазона;
2. (Патент RU 2534448 C1 «Способ контроля зоны термического влияния сварных соединений». Автор(ы): Лебедев Евгений Леонидович (RU), Храмков Александр Александрович (RU). Опубликовано: 27.11.2014 Бюл. №33). Суть изобретения заключается в локальном нагреве от внешнего источника исследуемой области сварного соединения с одновременным регистрированием возникающих при этом АЭ сигналов, инициированных движением дислокаций. Оценивание размера зоны термического влияния и контроль структурного состояния конструкционного материала в ней осуществляется при анализе значения энергии данных сигналов;
3. (Патент SU 1587438 A1 «Способ обнаружения дефектов в изделиях». Автор(ы): Эвина Тамара Яковлевна, Бигус Георгий Аркадьевич, Борщевская Диана Георгиевна, Переверзев Евгений Семенович. Опубликовано: 23.08.1990 г. Бюл. №31). Суть изобретения заключается в раскрытии поверхностных дефектов механическим нагружением изделия и уменьшения АЭ бездефектного материала предварительным локальным охлаждением поверхности. Изделие нагружают, локально охлаждают, наносят пенетрат и охлаждают повторно. При охлаждении образца регистрируют АЭ и по параметрам двух охлаждений судят о качестве изделий.
Недостатками известных способов являются:
1. Низкая производительность при нагружении охлаждением, необходимость использования дорогостоящих оборудований и расходных материалов, например, жидкий азот. Низкая достоверность обнаружения дефектов в связи с возникновением акустических помех при кипении жидкого азота и кристаллизации образованного конденсата на поверхности контроля;
2. При нагружении конструкций способом нагрева возникает высокая опасность контроля изделий с легковоспламеняющимися веществами;
3. При нагружении конструкции механическими способами существует высокая вероятность возникновения акустических помех.
Целью изобретения является повышение достоверности обнаружения дефектов и производительности неразрушающего контроля при диагностировании АЭ методом. Суть изобретения заключается в создании локального напряженно-деформированного состояния в конструкции путем охлаждения поверхности контролируемой зоны. Например, к испытуемой зоне локально подводится низкотемпературная энергия, получаемая при воздействии на определенный участок контроля твердого диоксида углерода СO2 «Сухой лед». Возникновение градиента температур в испытуемой зоне материала станет причиной образования в нем напряженно-деформированного состояния вследствие движения дислокаций, которые будут сопровождаться АЭ сигналами. Путем измерения энергии АЭ сигналов, инициированных движением дислокаций, выполняется контроль структурного состояния металла и оценивается наличие внутренних акустических инициаторов в виде дефектов сварки или сплошности.
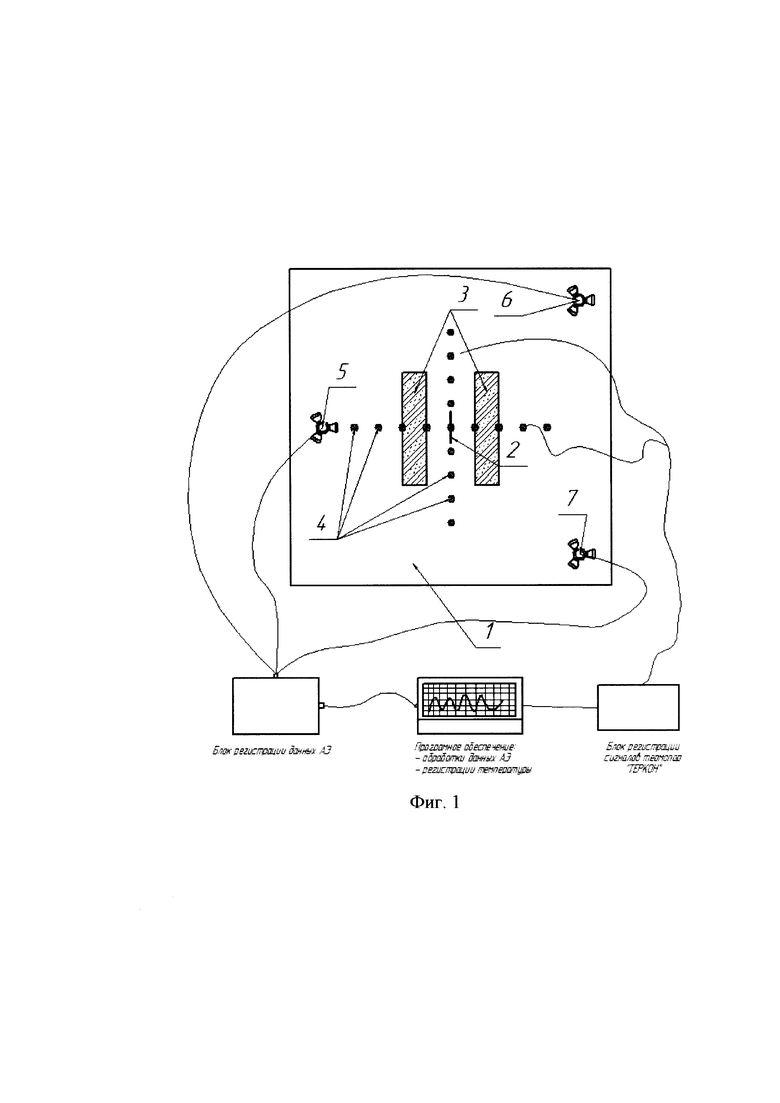
Способ поясняется натурным экспериментом на примере распространенного в нефтехимической и нефтегазовой промышленности образца стального листового проката фиг. 1 (1) маркой Ст3Сп и геометрическими размерами длиной 1010 мм, шириной 1010 мм и толщиной 4 мм, схема которого представлена на фиг. 1. Естественно способ может быть применен и при контроле других объектов, подвергающихся периодическому контролю различными методами дефектоскопии с регистрацией сигналов контроля.
Настоящий способ осуществляют следующим образом:
С целью создания источника АЭ при низкотемпературном термическом нагружении, на стальной лист 1 наносится искусственная трещина 2 протяженностью 65 мм. Выбор способа локального низкотемпературного нагружения зоны листа осуществляется из позиций: безопасность, минимальный расход расходных материалов и производительность процесса. Этим критериям преимущественно отвечает способ низкотемпературной упругой деформации с использованием охладителя в виде сухого льда, в данном случае твердого диоксида углерода СO2 «Сухой лед», температура которого при твердом состоянии -72°С.
Оптимальная модель низкотемпературного нагружения участка листа с концентратором 2 представлена на фиг. 1, где, при указанной схеме расположения твердого диоксида углерода СO2 «Сухой лед», создается максимальное растягивающее напряжение на вершинах искусственной трещины 2 (фиг. 1). Контроль параметров упругой деформации в зоне охлаждения 3 (фиг. 1) и контроля распределения температурного поля на стальном листе сопровождается измерением температурного поля с применением термопар 4 (фиг. 1), моделью «ТХА (К)», при этом размещение термопар выбирается таким образом, чтобы измерения температур производились непосредственно под твердым диоксидом углерода СO2 «Сухой лед» и за его пределами (см. фиг. 1).
Обработка акустических сигналов во время низкотемпературного нагружения проводится с применением защищенных от влияния низких температур преобразователей акустической эмиссии (ПАЭ) фиг. 1 (5, 6, 7) с полосой пропускания АЭ сигналов от 100 до 300 кГц и вычислительным комплексом российской разработки АЭ «Эксперт 2104».
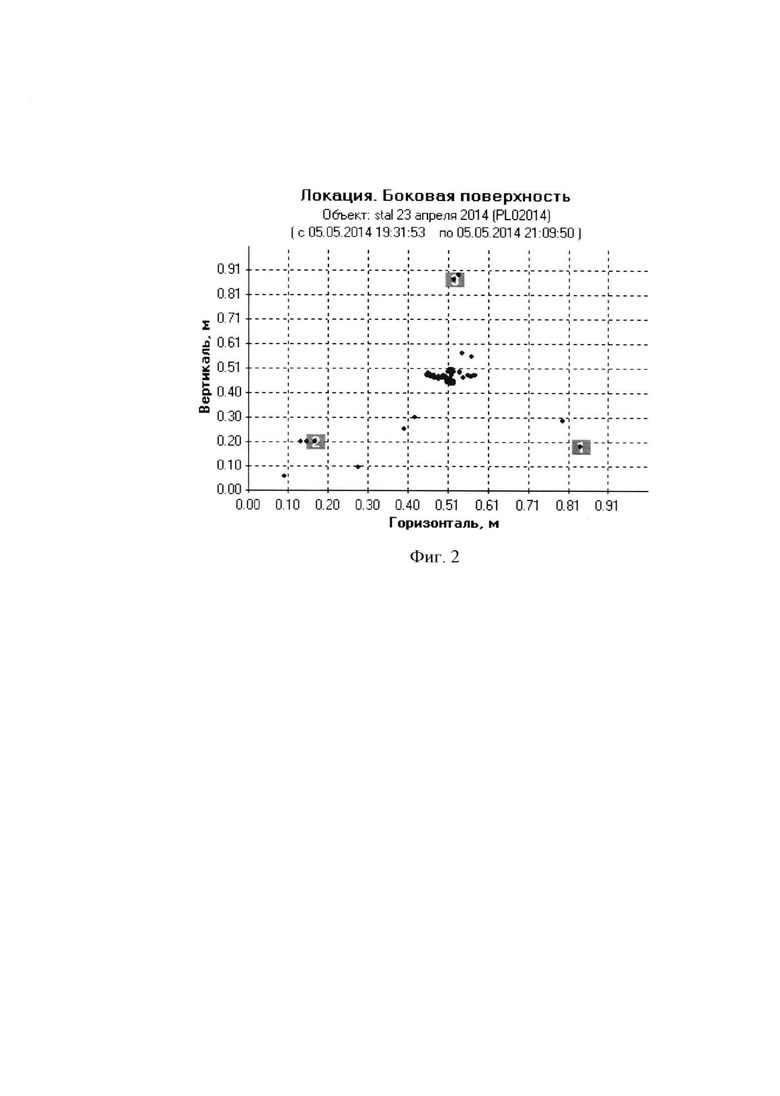
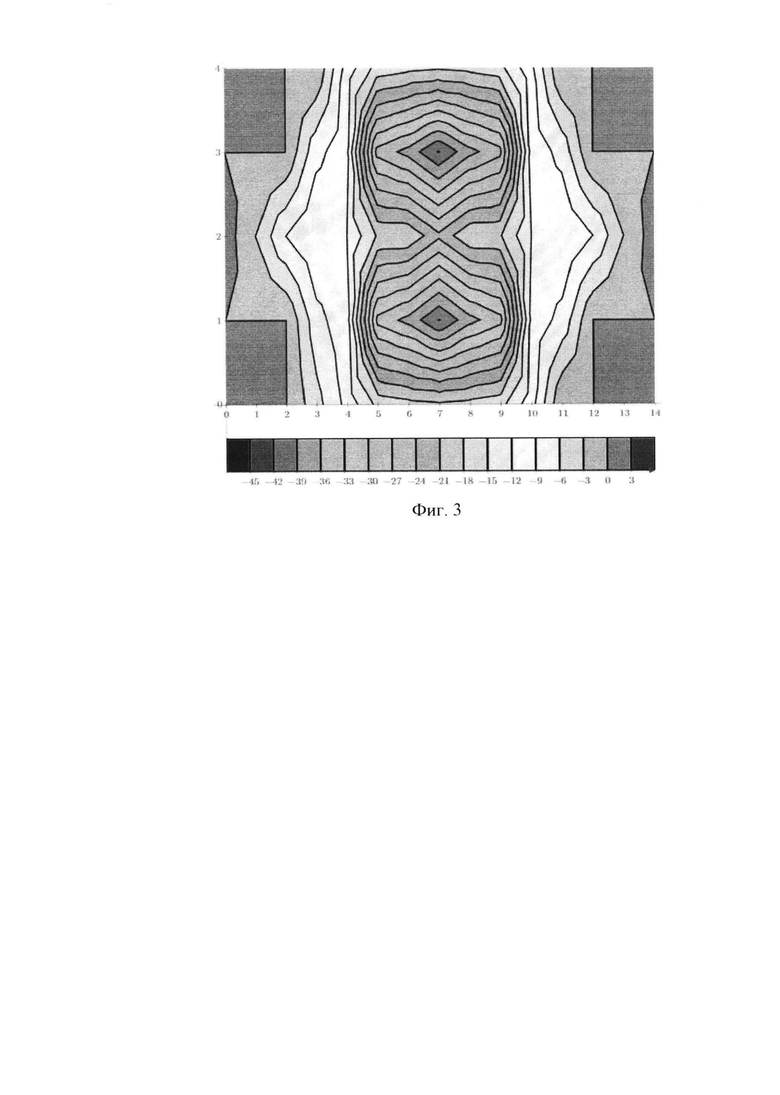
Низкотемпературное нагружение и регистрация АЭ проводится в течение 30 минут. Обработка сигналов АЭ искусственной трещины 2 (фиг. 1) показал, что большинство зарегистрированных АЭ сигналов, превышающих допустимый пороговый уровень и соответствующих координатам искусственной трещины 2 (фиг. 1), зарегистрированы в первые 30 мин нагружения (см. фиг. 2). Распределение температурного поля в ходе нагружения исследуемого материала представлена в виде полярного графика (см. фиг. 3).
Искусственная трещина 2 (фиг. 1) при этом определена по модифицированному локально динамическому критерию как дефект третьего класса опасности. Дополнительно проведен анализ на локально динамический критерий, где так же зафиксированы события, соответствующие первому классу опасности.
Данные показатели свидетельствуют о превышении внутреннего напряжения относительно предела прочности материала листа и, как следствие, рост искусственной трещины 2 (фиг. 1).
При замере протяженности искусственной трещины 2 (фиг. 1) ультразвуковым дефектоскопом «Мастер A1212» зафиксирован рост на 3 мм от первоначального размера, который составлял 65 мм.
Обработка и анализ данных источников АЭ показал, что зоны повышенной концентрации индикаций АЭ соответствуют фактическому местонахождению искусственной трещины 2 (фиг. 1). По критериям оценки результатов контроля опасность дефекта соответствует третьему классу, т.е. катастрофически активному источнику.
Таким образом, данный способ может быть использован при контроле сварных соединений и основного металла металлоконструкций при их эксплуатации. Преимуществом данного способа является то, что при создании напряженно-деформированного состояния методом локального охлаждения при помощи твердого диоксида углерода СO2 «Сухой лед», сторонние акустические помехи минимальны, например, если в качестве охладителя используется жидкий азот, то при кипении неизбежно возникают сторонние акустические помехи. За счет данных преимуществ повышается порог чувствительности прибора, повышается достоверность обнаружения и оценки дефектов, повышается производительность контроля и снижаются экономические затраты на расходные материалы за счет использования недорогого твердого диоксида углерода «Сухого льда».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ оценки остаточного ресурса конструкций теплообменного аппарата | 2019 |
|
RU2722860C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2007 |
|
RU2345324C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| Комбинированный способ исследования деформаций и напряжений | 2015 |
|
RU2611597C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ ТИТАНОВОГО СПЛАВА УПРУГОГО ЭЛЕМЕНТА | 2013 |
|
RU2525320C1 |
Использование: для неразрушающего контроля изделий. Сущность изобретения заключается в том, что создают локальное напряженно-деформированное состояние в конструкции путем охлаждения поверхности контролируемой зоны. На поверхность контролируемой зоны локально подводится низкотемпературная энергия, получаемая при воздействии на локальный участок контроля твердым диоксидом углерода СO2 «Сухой лед». Возникновение градиента температур в испытуемой зоне материала является причиной образования в нем напряженно-деформированного состояния, как следствие движения дислокаций, которые будут сопровождаться акустико-эмиссионными сигналами. Путем измерения энергии акустико-эмиссионных сигналов, инициированных движением дислокаций, определяются координаты выявленных дефектов и оцениваются критерии опасности выявленных дефектов. Технический результат: повышение достоверности обнаружения дефектов и производительности неразрушающего контроля при акустико-эмиссионном методе диагностирования. 3 ил.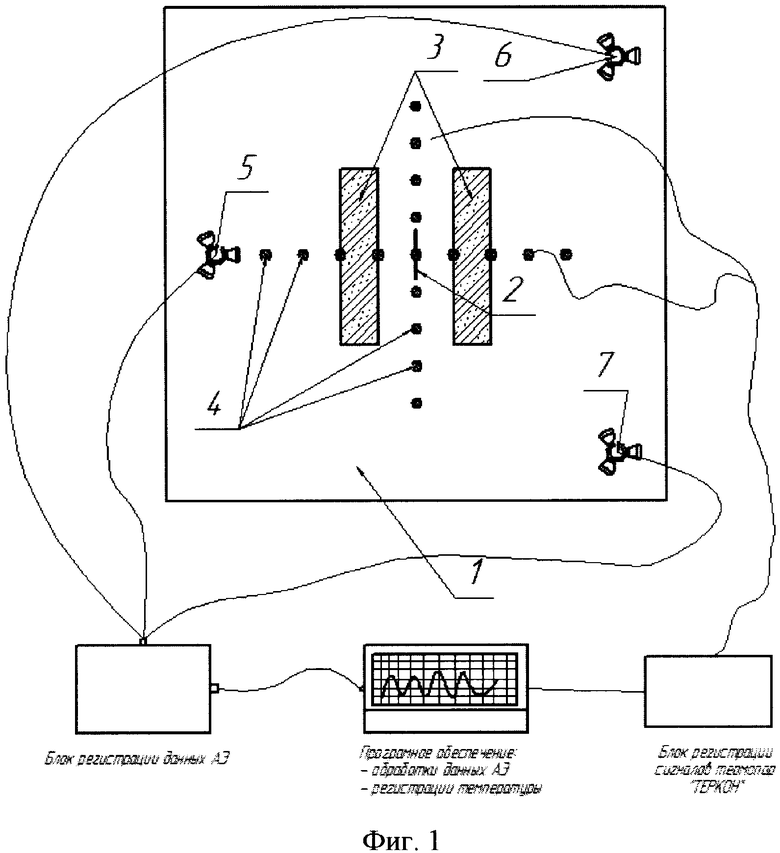
Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля, включающий изготовление на образце в виде стальной пластины искусственной трещины, выбор мест расположения термопар для измерения распределения температурного поля и преобразователей акустической эмиссии для сбора и обработки акустических сигналов, создание упругой деформации локального участка в образце, отличающийся тем, что получение упругой деформации локального участка пластины достигается за счет локального низкотемпературного воздействия на поверхность объекта, что максимально исключает фиксацию ложных акустических сигналов в виде помех.
| Способ контроля качества сварных соединений | 1984 |
|
SU1221587A1 |
| Способ обнаружения дефектов в изделиях | 1988 |
|
SU1587438A1 |
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
| Способ определения уровня остаточных напряжений | 1984 |
|
SU1180692A1 |
| ИОНИЗАТОР ВОЗДУХА | 1996 |
|
RU2089984C1 |
| JPS 5674651A, 20.06.1981. | |||

