Область техники
Изобретение относится к вращающемуся ножу для кухонного прибора, в частности погружного блендера, с по меньшей мере одной первой консолью, снабженной режущим лезвием. Кроме того, изобретение относится к способу изготовления такого рода вращающегося ножа, а также к оснащенному им кухонному прибору.
Уровень техники
Вращающийся нож указанного выше вида, а также способ его изготовления известны из патентного документа DE 19503491 А1.
Нож состоит из средней части, сочленяемой с приводным валом кухонного прибора с геометрическим замыканием, из которой в диаметрально противоположных направлениях относительно друг друга наружу по кругу выступают две консоли. Каждая из этих консолей на внешнем конце имеет образование в форме угла с длинной и короткой сторонами, отшлифованными в виде ножей. Кроме того, в области углов нож имеет трехмерный рельеф, так что режущие края, расположенные друг напротив друга, перемещаются в различных плоскостях.
При изготовлении такого известного ранее ножа сначала штампуют заготовку из тонкого листа нержавеющей стали. При этом в рамках одной технологической операции изготавливается также трехмерный рельеф в области режущих кромок. Следом за этим происходит отдельный процесс шлифовки тех областей углов, которые предусмотрены в качестве режущих кромок.
Этот процесс в принципе хорошо подходит для изготовления ножей. Однако осуществляемая после этого операция шлифования штампованной заготовки уже требует относительно больших трудозатрат и увеличивает время изготовления.
Далее, из других примеров применения известен способ изготовления лезвий ножей, при котором шлифование кромок заготовки производится перед ее разделением на отдельные ножи.
Так в патентном документе DE 3734641 С1 раскрыт способ изготовления ножа для очистки овощей или тому подобного, при котором наточенная с двух сторон стальная полоса подается к обрабатывающему устройству с заданной тактовой частотой. В этом устройстве сначала штампуют разделительные насечки, предназначенные для последующего разделения отдельных ножей для очистки, и их среднюю зону. Внешние заточенные кромки подготовленной таким образом заготовки после этого загибают внутрь, а перемычки после разделения ножей для очистки закругляют.
В патентных документах GB 258,142, GB 282,478 и US 1,486,317 описаны способы изготовления бритвенных лезвий, где стальная полоса сначала штампуется частично, без разделения на отдельные ножи. Затем шлифуют остающиеся продольные кромки стальной ленты, а после этого из нее вычленяют собственно ножи.
Ни один из этих документов не раскрывает технического решения, применимого непосредственно для вращающихся ножей, так как они значительно отличаются от ножей для очистки и от бритвенных лезвий в функциональном и конструктивном смысле.
Раскрытие изобретения
В основе изобретения лежит задача изготовления ножа соответствующего типа высокого качества наиболее рациональным способом.
Лежащая в основе изобретения задача решена для вращающегося ножа указанного выше вида благодаря тому, что лезвие ножа образуется заточенной кромкой заготовки, используемой для изготовления ножа. Относительно соответствующего изобретению способа решение задачи достигается тем, что по меньшей мере одна кромка заготовки затачивается в виде ножа, и после этого нож отделяется от заготовки таким образом, что задействованная кромка заготовки образует режущее лезвие ножа.
В результате такого образования и таких действий значительно упрощается изготовление вращающихся ножей, так как заточка лезвий осуществляется к тому моменту, когда режущие ножи еще не отделены от заготовки. Таким образом, не возникает необходимость в процессе заточки обрабатывать множество отдельных деталей. Напротив, этот процесс можно осуществлять на заготовке, включающей в себя несколько режущих ножей. К тому же благодаря постоянной подаче материала существенно улучшается качество лезвий ножей, так как значительно упрощается задание направления соответствующих кромок относительно инструментов, применяемых при заточке. В случае необходимости в этот процесс без проблем можно включить также тепловую обработку. Особо прецизионно изготовленные лезвия ножей предусматриваются, в частности, для разрезания обрабатываемого материала.
При этом в принципе возможно и проведение других манипуляций с заготовкой еще до заточки кромок. Однако особенно предпочтительна предварительно осуществляемая обработка кромок, то есть обработка, уже имеющаяся на доставляемой заготовке или предпринимаемая в качестве первого этапа обработки при изготовлении ножей.
Предпочтительные варианты исполнения или усовершенствования изобретения, которые применимы по отдельности или в комбинациях друг с другом, являются предметом зависимых пунктов формулы изобретения.
В предпочтительном случае лезвия ножей, по меньшей мере на отдельных участках, предпочтительно все же по всей длине, выполнены прямолинейными, так что обработка соответствующей заготовки с кромками, также прямолинейными, особенно проста и/или заточенная кромка впоследствии уже больше не деформируется. Отделение ножа от заготовки осуществляется в принципе любым подходящим для этого способом, например, при помощи резки лазерным лучом или водной струей. Так как режущие ножи согласно изобретению обычно изготавливаются в больших количествах, то особенно предпочтительно все-таки отделение ножей, производимое путем штамповки.
Согласно особенно предпочтительному варианту исполнения изобретения нож имеет две или более первых консоли, снабженных такого рода лезвиями, проходящие в стороны от центра ножа. Наиболее предпочтительны две консоли, проходящие от центра ножа в противоположных друг другу направлениях. Такая конструкция зарекомендовала себя, в частности, при применении ее в погружных блендерах, вращающихся с высокой скоростью, благодаря ее устойчивой сбалансированности при эксплуатации. При этом каждая из первых консолей предпочтительно изготовлена в форме угла, имеющего одну внутреннюю, в радиальном отношении, сторону и одну наружную сторону, причем каждая консоль предпочтительно имеет короткую радиально внутреннюю сторону, а радиально наружная ее сторона - длинная. Внутренняя сторона и расположенная снаружи кромка внешней стороны образуют угол α, составляющий, например, от 90° до 130°, в частности около 110°. Заостренная кромка или заостренные кромки лезвия предпочтительно имеют толщину менее 0,2 миллиметра, более предпочтительно менее 0,15 миллиметра, наиболее предпочтительно 0,1 миллиметра или менее.
Лезвия ножа предпочтительно образованы на радиально наружных сторонах, причем расположение предусмотрено так, что области наружных сторон, внедряющиеся в обрабатываемый продукт при вращении режущего ножа, оказываются заостренными. Они могут быть образованы, в частности, заточенными кромками заготовки, расположенными параллельно друг другу, и, они также параллельны друг другу, если они в процессе последующей обработки не деформируются. Заточка параллельно расположенных кромок заготовки может осуществляться одновременно, расположенными напротив друг друга инструментами, так что, с одной стороны, значительно уменьшается потребность в необходимой для оборудования площади, и, с другой стороны, при этом действующие на заготовку силы по меньшей мере частично компенсируют друг друга.
Согласно следующему предпочтительному варианту исполнения изобретения нож имеет по меньшей мере одну, предпочтительно две или более вторых консоли. Наиболее предпочтительны две вторых консоли, проходящие от центра ножа в противоположные друг другу стороны и расположенные на режущем ноже под углом относительно первых консолей. Вторые консоли образуют со внутренними сторонами первых консолей, например, угол β, составляющий от 80° до 100°, в частности, около 90°. Эти зоны режущего ножа предусмотрены, в частности для разрубания обрабатываемого продукта.
При этом с целью упрощения производства предпочтительно предусмотрено, что вторая консоль или вторые консоли располагаются по существу линейно, причем в радиальном направлении протяженность вторых консолей предпочтительно меньше радиальной протяженности первых консолей с целью сокращения вращающего момента, требуемого для работы ножа.
Вторая консоль или вторые консоли в особенно предпочтительном случае имеют режущие кромки, образуемые предпочтительно в результате пластической деформации. Согласно изобретению допускается выполнение режущих кромок без необходимости их шлифования, предпочтительна даже возможность отказаться от любой правки с целью образования режущих кромок. При этом варианте исполнения изобретения используется то, что к остроте этих режущих кромок предъявляются менее строгие требования, чем к качеству описанных выше лезвий ножей. В частности, режущие кромки можно образовать при отделении режущего ножа из заготовки путем пластической деформации материала. Режущая кромка или кромки предпочтительно имеют толщину более 0,1 миллиметра, более предпочтительно более 0,15 миллиметра, наиболее предпочтительно более 0,2 миллиметра, например, между 0,2 и 0,25 мм.
Для того, чтобы сформировать свойства режущего ножа наиболее выгодно с точки зрения разрубания обрабатываемого продукта, согласно следующему предпочтительному варианту исполнения изобретения вторые консоли предпочтительно расположены под углом относительно основной плоскости режущего ножа, образуемой первыми консолями, т.е. выступают из основной плоскости. При помощи этого варианта исполнения изобретения осуществляется возможность того, что они захватывают и разрубают обрабатываемый продукт, разрезанный лезвиями первых консолей.
Это происходит наиболее эффективно, если одна из вторых консолей располагается относительно основной плоскости с наклоном вниз, а расположенная напротив нее вторая консоль располагается относительно основной плоскости с наклоном вверх, например, под углом от 15° до 25°, в частности около 20°. Разрубание, таким образом, происходит и сверху, и снизу от основной плоскости режущего ножа. Характеристики направлений даются применительно к обычному, горизонтальному положению режущего ножа при эксплуатации.
Способ согласно изобретению особенно прост и экономичен в применении в том случае, если для изготовления ножа используют плоскую заготовку, например, листовую нержавеющую сталь толщиной от 0,6 мм до 1,0 мм, в частности, около 0,75 мм. Преимущество при этом состоит в том, что заготовка поставляется в виде полос и, следовательно, может поставляться в свернутой форме (в рулонах). В процессе изготовления ножей лента постепенно вытаскивается из рулона. При этом предпочтительно предусмотрено, что по меньшей мере одна кромка заготовки, проходящая вдоль полосы, а более предпочтительно - обе кромки, расположенные напротив друг друга, заточены в виде ножа до того как нож отделяется от нее, причем ширина полосы может соответствовать расстоянию между расположенными параллельно друг другу лезвиями ножа на первых консолях.
Заточка в виде ножа предпочтительно выполняется путем шлифования кромок заготовки, так как этот процесс позволяет достигать особо высокого качества лезвий ножа. Но в принципе заточку можно производить и другим способом, например, при помощи пластической деформации кромок в роликовом блоке, сквозь который заготовка постепенно проводится.
Отделение режущего ножа от заготовки происходит предпочтительно в результате процесса штамповки, при котором одновременно при помощи оборудованного соответствующим образом штамповочного инструмента на некоторых участках производится выдавливание. В результате этого выдавливания образуются, например, режущие кромки на вторых консолях режущего инструмента.
Краткий комментарий к чертежам
Ниже изобретение с его дальнейшими особенностями более подробно поясняется на примере варианта исполнения на основе чертежей.
На них показано следующее:
фиг.1 - аксонометрическое изображение кухонного прибора,
оборудованного ножом согласно изобретению, на примере погружного блендера;
фиг.2 - вид сбоку (фиг.2,а) и сверху ножа, изготовленного согласно изобретению;
фиг.3 - нож согласно фиг.2 в аксонометрическом изображении;
фиг.4 - осуществление способа согласно изобретению на различных стадиях процесса.
Осуществление изобретения
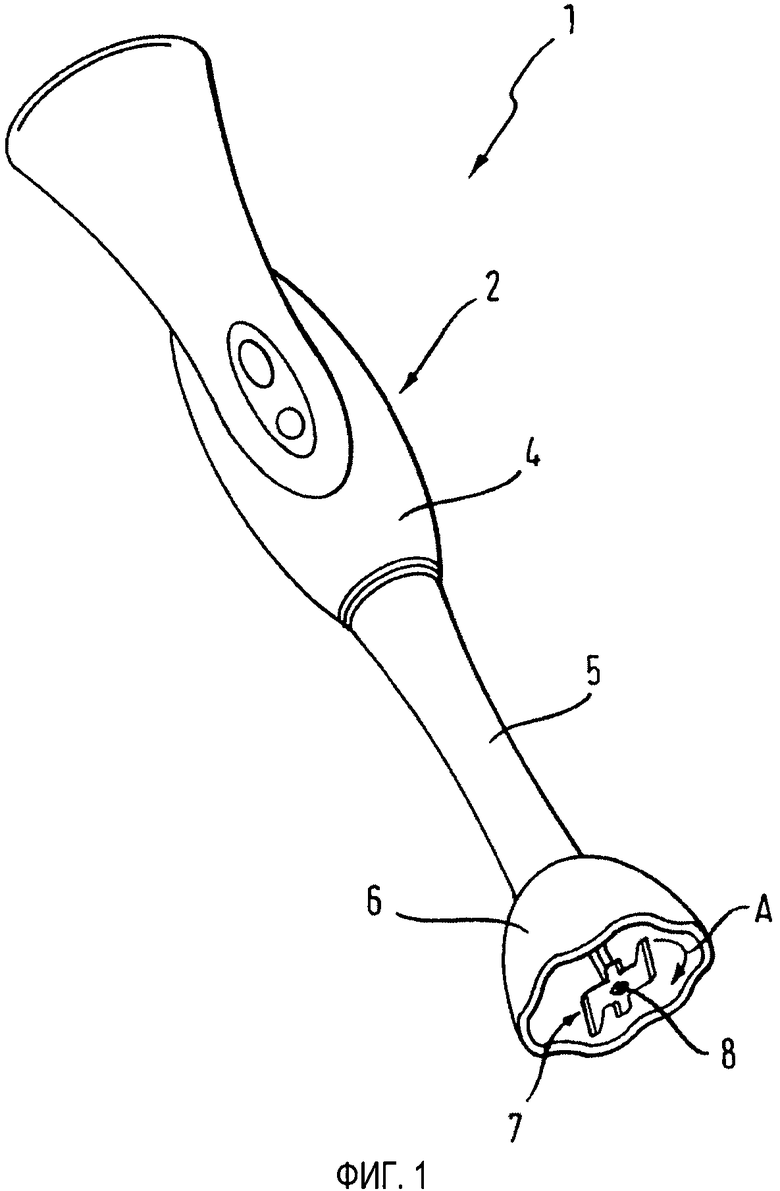
Показанный на фиг.1 кухонный прибор 1 в форме погружного блендера 2 состоит из корпуса 4, включающего в себя электропривод, элементы управления, а также предпочтительно аккумулятор, к которому подсоединяется инструмент 5 с возможностью его отсоединения. Инструмент 5 на его противоположном корпусу 4 конце снабжен куполообразной головкой 6 инструмента, в которую вставлен нож 7. Нож 7 при помощи приводного вала, расположенного внутри инструмента 5, и разъемного устройства, расположенного в переходной зоне между инструментом 5 и корпусом 4, соединен с электроприводом погружного блендера 2 без возможности поворота относительно него и приводится им во вращение вокруг оси 8 в направлении стрелки А.
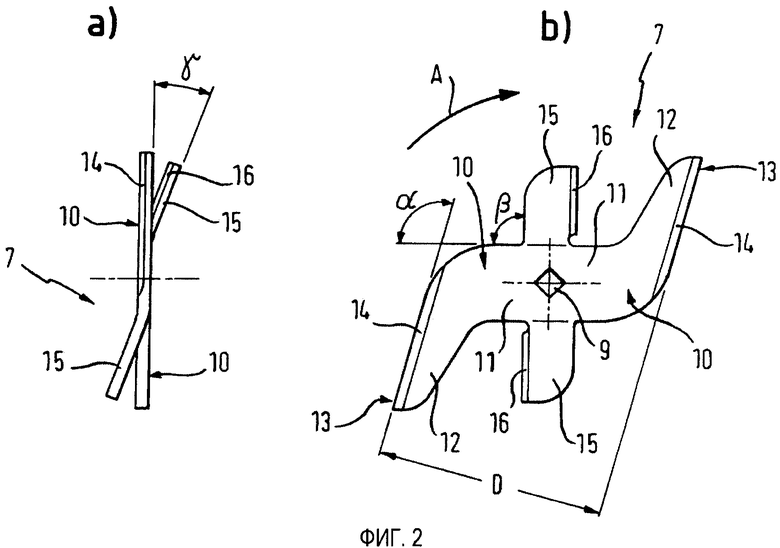
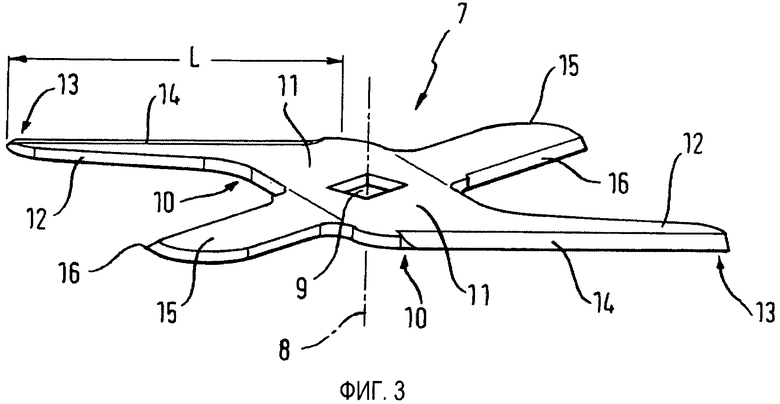
Как видно из фиг.2 и 3, нож 7 имеет центральное квадратное приемное отверстие 9 для приводного вала инструмента 5. От отверстия 9, образующего центр ножа, отходят в разные стороны друг от друга две первые консоли 10. Консоли 10, выполненные идентично, устроены в форме углов и образуют друг с другом конструкцию в форме буквы Z. Каждая из них состоит из внутренней стороны 11 угла, направленной радиально наружу, и наружной стороны 12, кромка 13 которой, расположенная снаружи, образует с внутренней стороной 11 угол α, составляющий около 110°.
Выполненные прямолинейно кромки 13 обеих наружных сторон 12 проходят параллельно друг другу и образуют лезвия 14, расстояние D между которыми в варианте исполнения изобретения составляет 24 мм. Каждая из наружных сторон 12 имеет длину L около 18 мм и, таким образом, значительно длиннее радиально внутренних сторон 11. Лезвия 14 ножей, как показано на фиг.3, представляют собой обычные скосы кромок 13 и расположены таким образом, что при вращении ножа 7 они разрезают обрабатываемый продукт в направлении стрелки А.
Кроме того, нож 7 имеет одну пару вторых консолей 15, отходящих от центра ножа 7 наружу в радиальном направлении. Вторые консоли 15 образуют с внутренними сторонами 11 угол β 90°, и каждая из них оснащена режущей кромкой 16, которая при вращении ножа 7 внедряется в обрабатываемый продукт в направлении стрелки А. Вторые консоли 15, как видно на фиг.2,а, расположены наклонно, под углом γ 20°, относительно основной плоскости ножа 7, образованной первыми консолями 10, причем одна из вторых консолей 15 направлена относительно основной плоскости под углом вниз, а противоположная вторая консоль 15 - относительно основной плоскости под углом вверх. Радиальная протяженность вторых консолей 15 соответствует в данном варианте исполнения изобретения примерно половине радиальной протяженности первых консолей 10. Так как режущие кромки 16 по существу служат для разрубания обрабатываемого продукта, они не должны быть такими же острыми, как и лезвия 14 ножей.
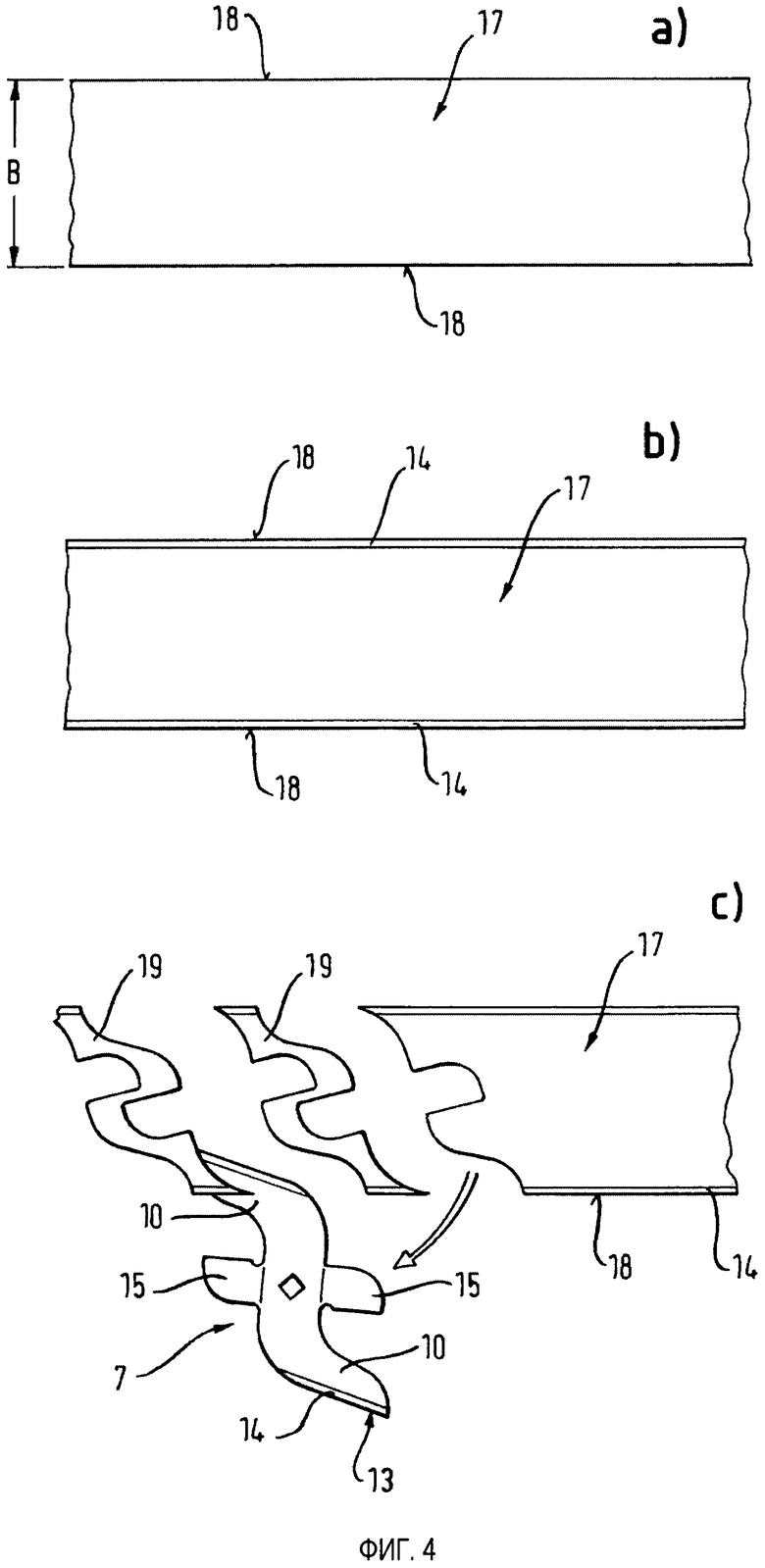
При изготовлении ножа 7 согласно изобретению сначала путем шлифования затачиваются продольные кромки 18 лентообразной заготовки 17, показанной на фиг.4,а, в результате чего образуются лезвия 14 ножей (фиг.4,b). Заготовка 17 в данном варианте исполнения состоит из нержавеющей листовой стали толщиной 0,75 мм и имеет ширину В, соответствующую расстоянию D изготавливаемого ножа 7.
Как следует из фиг.4, с, далее нож 7 отделяется от заготовки 17 путем штамповки таким образом, что снабженные лезвиями 14 кромки 18 заготовки 17 образуют кромки 13 первых консолей 10 ножа 7. В процессе штамповки, кроме того, вторые консоли 15 отгибаются относительно основной плоскости и в процессе выдавливания приобретают режущую кромку 16. Вследствие по существу Z-образной формы ножа 7 образуются только небольшие, уже отделенные друг от друга штамповочные отходы 19, которые можно без проблем собрать и отправить на переработку.
Признаки, раскрытые в приведенном выше описании, в формуле изобретения и в чертежах, имеют значение для осуществления изобретения в его различных вариантах исполнения, как по отдельности, так и в любых сочетаниях.
Обозначения
1. Кухонный прибор
2. Погружной блендер
4. Корпус
5. Инструмент
6. Головка инструмента
7. Нож
8. Ось
9. Приемное отверстие
10. (Первая) консоль
11. Сторона (внутренняя)
12. Сторона (наружная)
13. Кромка (стороны 12)
14. Лезвие ножа
15. (Вторая) консоль
16. Режущая кромка
17. Заготовка
18. Кромка (заготовки)
19. Штамповочные отходы
А - стрелка (направление вращения ножа 7)
В - ширина (полосы заготовки)
D - расстояние (между кромками 13)
L - длина (наружной стороны 12)
α угол (между внутренней стороной 11 и кромкой 13)
β угол (между внутренней стороной 11 и консолью 15)
γ угол (наклона консолей 15 относительно основной плоскости)
Изобретение относится к вращающемуся ножу для кухонного прибора, в частности погружного блендера, с по меньшей мере одной первой консолью, снабженной режущим лезвием. Согласно изобретению предусматривается, что лезвие ножа по меньшей мере местами образовано заостренной кромкой заготовки, применяемой при изготовлении ножа. Предпочтительно предусматриваются две первые консоли, каждая из которых выполнена в форме угла и имеет одну внутреннюю, в радиальном отношении, сторону и одну наружную, сторону, снабженную лезвием ножа. Нож предпочтительно имеет также вторые консоли, проходящие от центра ножа в противоположные друг другу стороны и расположенные на ноже под углом относительно первых консолей. Кроме того, изобретение относится к способу изготовления вращающегося ножа, при котором по меньшей мере одна кромка заготовки затачивается в виде ножа, и после этого нож отделяется от заготовки таким образом, что задействованная кромка заготовки образует режущее лезвие ножа, а также к оснащенному таким ножом кухонному прибору, в частности погружному блендеру. Обеспечивается улучшение качества ножей и упрощение способа их изготовления. 3 н. и 12 з.п. ф-лы, 7 ил.
1. Вращающийся нож (7) для кухонного прибора (1), в частности погружного блендера (2), с, по меньшей мере, двумя первыми консолями (10), которые отходят в противоположные друг другу стороны от центра ножа (7) и снабжены режущими лезвиями (14), образованными заточенной кромкой (18) заготовки (17), используемой для изготовления ножа (7), отличающийся тем, что нож (7) имеет вторые консоли (15), отходящие от центра ножа (7) в противоположные друг другу стороны и расположенные на режущем ноже (7) под углом относительно первых консолей (10).
2. Нож по п.1, отличающийся тем, что вторые консоли (15), проходят по существу линейно.
3. Нож по п.1, отличающийся тем, что протяженность вторых консолей (15) в радиальном направлении меньше радиальной протяженности первых консолей (10).
4. Нож по п.1, отличающийся тем, что вторые консоли (15) имеют режущие кромки (16), образуемые в результате пластической деформации.
5. Нож по п.1, отличающийся тем, что вторые консоли (15) расположены под углом относительно основной плоскости ножа (7), образуемой первыми консолями (10).
6. Нож по п.5, отличающийся тем, что одна из вторых консолей (15) располагается с наклоном вниз относительно основной плоскости, а находящаяся напротив нее вторая консоль (15) располагается с наклоном вверх относительно основной плоскости.
7. Способ изготовления вращающегося ножа по одному из предшествующих пунктов, отличающийся тем, что, по меньшей мере, одну кромку (18) заготовки (17) затачивают в виде ножа, и после этого нож (7) отделяют от заготовки (17) таким образом, что задействованная кромка (18) заготовки (17) образует режущее лезвие (14) ножа (7).
8. Способ по п.7, отличающийся тем, что для изготовления ножа (7) используют плоскую заготовку (17).
9. Способ по п.8, отличающийся тем, что заготовка (17) выполнена в форме полосы.
10. Способ по п.9, отличающийся тем, что кромки (18) заготовки (17), проходящие вдоль полосы и расположенные напротив друг друга, заточены в виде ножа.
11. Способ по одному из пп.7-10, отличающийся тем, что затачивание в виде ножа осуществляют путем шлифования кромок (18) заготовки (17).
12. Способ по одному из пп.7-10, отличающийся тем, что отделение ножа (7) от заготовки (17) осуществляют при помощи штамповки.
13. Способ по одному из пп.7-10, отличающийся тем, что нож (7) при отделении его от заготовки (17) по меньшей мере на некоторых участках подвергается выдавливанию.
14. Способ по п.13, отличающийся тем, что при выдавливании из заготовки (17) образуются режущие кромки (16).
15. Кухонный прибор (1), в частности, погружной блендер (2), имеющий нож (7), заявленный по одному из пп.1-6.
| US 3036614 А, 29.05.1962 | |||
| Узел крепления подшипников в корпусе | 1973 |
|
SU724857A1 |
| DE 4414822 А1, 02.11.1995 | |||
| Штамм гриба @ @ @ . @ . @ .55-продуцент таннин-ацилгидролазы | 1982 |
|
SU1055772A1 |
| ФРИКЦИОННЫЙ ЗАХВАТ ДЛЯ ~~^ СВАЙНОГО АППАРАТА ЗЕМЛЕСОСНОГО СНАРЯДА | 0 |
|
SU258142A1 |
| US 5647546 А, 15.07.1997 | |||
| СЪЕМНАЯ ОПОРНАЯ СИСТЕМА ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ СМЕСИТЕЛЕЙ, УСТАНОВОК ПО ОБРАБОТКЕ ПИЩЕВЫХ ПРОДУКТОВ, МЕЛЬНИЦ И ПОДОБНЫХ УСТРОЙСТВ | 1999 |
|
RU2230475C2 |

