Изобретение относится к области теплоэнергетики, а именно парового турбиностроения и может быть использовано при усовершенствовании технологии изготовления и ремонта узлов системы парораспределения, а также для контроля качества и точности изготовления и сборки при подготовке к эксплуатации регулирующего клапана паровой турбины.
Известно, что клапаны паровых турбин работают в сложных и нестационарных условиях, подвержены действию опасных вибраций и перегрузок. Также известны способы снижения величин вибраций и перегрузок клапанов.
Известен способ уменьшения осевых колебаний клапана и осевых пульсаций тарелки и устройство регулирующего клапана паровой турбины, содержащее корпус, снабженный паровпускными отверстиями и прилегающий к неподвижной направляющей буксе, тарелку, сочлененную с корпусом и взаимодействующую с седлом клапана, наружный стакан, установленный с кольцевым зазором относительно корпуса, и разгрузочный клапан, закрепленный на штоке, при этом в неподвижной направляющей буксе выполнены паровпускные отверстия, площадь проходных сечений которых, а также площади проходных сечений паровпускных отверстий в корпусе клапана и кольцевого зазора между наружным стаканом и корпусом выполнены не менее площади проходного сечения разгрузочного клапана при его полном открытии. (SU 1247569, МПК: F01D 17/10, опубликовано 30.07.1986 [1]).
Опыт эксплуатации клапанов виброустойчивого типа на электростанциях показал их высокую эффективность, то есть отсутствие продольных вибраций (вдоль оси штока) во всем диапазоне рабочих перемещений тарелки клапана.
Вследствие высокой надежности клапанов виброустойчивого типа увеличилось количество их конструкций. Например, известны виброустойчивые клапаны по SU 1002613, МПК: F01D 17/14, опубликовано 07.03.1983 [2]; SU 1067890, МПК: F01D 17/14, опубликовано 15.01.1985 [3]; RU 2116464 МПК: F01D 17/14, опубликовано 27.07.1998 [4]. Во всех этих клапанах кроме устройства разгрузки выполнено устройство для дополнительного дозированного впуска пара внутрь клапана с целью гашения вибраций тарелки клапана. Устройство виброгашения вступает в работу после разгрузки клапана и после некоторого расчетного подъема тарелки клапана над седлом, т.е. с расчетным запаздыванием. Устройство дополнительного впуска пара внутрь клапана выполняется в виде отсечной системы. Когда клапан закрыт и тарелка упирается в седло, перекрыты окна дополнительного подвода пара внутрь клапана, отсутствуют помехи разгрузке клапана.
После некоторого расчетного подъема тарелки над седлом, когда степень разгрузки клапана уже не влияет на его надежность, перед зоной возбуждения автоколебаний тарелки отсечная система впускает пар внутрь клапана. При этом тарелка догружается давлением внутри клапана и приобретает устойчивость. То есть для обеспечения устойчивости клапана против автоколебаний требуется обеспечить при изготовлении его деталей и при сборке на турбине расчетную величину перекрыши окон устройства виброгашения. Величина перекрыши указывается в сборочных чертежах клапанов.
Клапаны виброустойчивого типа обладают отличными эксплуатационными качествами. Эффективность клапанов этого типа достигается при достаточной точности изготовления их деталей, при удовлетворительном качестве оснастки для контроля точности изготовления, при правильно отработанной технологии сборки клапанов на заводе-изготовителе турбины или при достаточном качестве пригоночных операций во время монтажа клапанов в условиях электростанций при ремонте турбин.
Известные способы контроля точности изготовления и сборки клапанов имеют следующие недостатки.
Во-первых, конструкции клапанов не позволяют выполнить прямые измерения перекрыши паровпускных окон.
Возможны только косвенные измерения с последующим вычислением величины действительной перекрыши окон виброгашения.
Для проверки точности изготовления виброустойчивого клапана необходимо убедиться, что кромки окон на впуске пара внутрь клапана находятся в положении отсечки (совпадают) при указанной в чертеже величине подъема тарелки клапана над седлом. На точность измерения этой величины влияют величины допусков и возможных ошибок в размерах седла и корпуса, в который посажено седло, хода разгрузки клапана, размеров нескольких элементов в деталях клапана [2]. Всю сумму этих неточностей можно выявить и устранить, совместив отсечные кромки паровпускных отверстий (окон в [2]) и кольцевого канала (проточки в [2]), замеряя при этом положение тарелки над седлом или определив подъем торца штока над какой-либо базовой плоскостью.
Во-вторых, для проведения указанных измерений необходимо иметь запрессованное в корпусе турбины седло, если изготовление и сборка выполняются на заводе-изготовителе турбины. То есть, надо, чтобы сборка турбины опережала сборку клапана. Однако, часто возникает обратная ситуация, когда клапаны изготовлены (возможно впрок или в запас), но они не могут быть полностью проверены и настроены, на них не заполнены паспорта, т.к. еще не изготовлены корпусные детали турбины с седлами клапанов. Если клапан изготавливается как запасная часть для турбины, находящейся на электростанции, то контроль точности изготовления клапана приходится выполнять также на электростанции при монтаже клапана на турбине.
В-третьих, желательно обеспечить визуальный осмотр положения отсечных кромок паровпускных окон и кольцевого канала. Но последнее невозможно, так как при выполнении замеров клапан (как и седло) будет находиться внутри корпусной детали, в паровой коробке.
Из всего приведенного видно, что обладая высокой эффективностью, виброустойчивые клапаны требуют специального контроля точности изготовления и сборки. Для этого еще не разработаны специальные средства и оснастка, которые могли бы быть использованы при изготовлении регулирующих клапанов.
Заявляемое техническое решение позволяет имитировать сборку регулирующего клапана на турбине и, как следствие, выполнять контрольные замеры по точности изготовления и сборке регулирующего клапана в условиях производства, выполнять настройку системы виброгашения клапана независимо от степени готовности турбины к монтажу на ней клапана.
Предложен способ контроля точности изготовления и сборки регулирующего клапана паровой турбины, включающий контроль клапана по технологическому процессу и сравнение технологических характеристик с расчетными по чертежам, при этом, независимо от степени готовности турбины к монтажу на ней клапана, производят контроль точности изготовления и сборки элементов виброгашения, выполненных в виде профилированных окон для впуска пара, находящегося снаружи клапана, путем выполнения замеров взаимного расположения элементов виброгашения и, при необходимости, наладки (пригонки) системы виброгашения клапана.
Заявляемый способ осуществляется посредством предлагаемого устройства.
Предложено устройство для контроля точности изготовления и сборки регулирующего клапана паровой турбины, определяющее взаимное расположение элементов виброгашения, выполненных в виде профилированных окон для впуска пара внутрь клапана, при этом оно включает опору с расположенным на ней подъемным механизмом, например, домкратом, на штоке которого установлен контейнер для закладки в него фальш-седла, при этом в опоре закреплены стойки, количество которых выбирается достаточным для обеспечения-жесткости конструкции, верхние концы которых жестко заделаны в плите, имеющей опорную поверхность для установки крышки клапана на период контроля, имитирующую плоскость разъема реальной паровой коробки клапана, к плите прикреплена шкала с нанесенными на ней делениями таким образом, что «ноль» шкалы совпадает с плоскостью разъема паровой коробки, причем торец фальш-седла заглублен относительно плоскости разъема паровой коробки на величину, контролируемую с помощью шкалы и стрелки-указателя, прикрепленной к контейнеру, а фальш-седло установлено в контейнере так, чтобы его базовая плоскость совпадала с мерительной кромкой стрелки-указателя, причем оси отверстий в контейнере и плите совпадают между собой и с осью штока.
Изобретение иллюстрируется рис.1, который показывает регулирующий клапан в сборе с крышкой паровой коробки, установленной на опорную плиту устройства, имитирующего геометрическое подобие паровой коробки клапана с запрессованным в нее седлом.
Устройство состоит из подъемного механизма, например, домкрата 1 (гидравлического, пневматического, винтового или другого типа), установленного на опоре 2. В опоре закреплены стойки 3. Количество стоек должно быть достаточно для обеспечения жесткости конструкции. Совокупность стоек может быть заменена трубным каркасом достаточных размеров с рядом окон, обеспечивающих наблюдение в объеме каркаса. На штоке 4 домкрата установлен контейнер 5 для закладки в него фальш-седла 6. Конструкция и размеры контейнера позволяют устанавливать в него поочередно несколько фальш-седел в зависимости от размера контролируемого клапана. Верхние концы стоек 3 жестко заделаны в плите 7, в которую установлена крышка 8 клапана вместе с установленным в нее согласно чертежу клапаном. Плита 7, предназначена для установки на ней поочередно клапанов различных размеров. Отверстие с диаметром А в контейнере 5 и отверстие диаметром Б в плите 7 выполнены так, что их оси совпадают между собой и совпадают с осью штока 4 домкрата. Такое исполнение обеспечивает необходимую центровку клапана относительно седла. Верхний торец «Р» плиты 7 имитирует плоскость разъема паровой коробки с крышкой клапана. К плите 7 прикреплена шкала 9, на которой деления нанесены так, что «ноль» шкалы совпадает с плоскостью разъема «Р». Плита 7 имитирует положение плоскости разъема в паровой коробке, а положение седла внутри паровой коробки турбины имитируется положением фальш-седла 6, торец «С» которого заглублен относительно плоскости «Р» на расстояние «Г» (глубина), указанное в сборочном чертеже клапана. Величина «Г» контролируется с помощью шкалы 9 и стрелки-указателя 10, прикрепленной к контейнеру 5. Фальш-седло 6 изготавливается и устанавливается в приспособлении так, чтобы его базовая плоскость «С» совпадала с мерительной кромкой указателя 10, во-первых, чтобы не вводить поправок в результаты измерений, во-вторых, чтобы расстояние «Е» по высоте от плоскости «С» до плоскости, совпадающей с плоскостью окружности посадки (и контакта) тарелки клапана 11 на фальш-седло 6 (то есть окружности, по которой происходит контакт тарелки клапана с седлом в турбине или контакт тарелки клапана с фальш-седлом в предлагаемом устройстве), включающей в себя точки «К1» и «К2», было равно размеру, указанному в чертеже седла.
Если выполнены все условия по изготовлению устройства, то клапан в сборе с крышкой 8 может быть установлен в устройство для контроля расположения окон системы виброгашения. Если геометрические размеры клапана малы и зазор по диаметру Б велик и не обеспечит сцентрованность тарелки клапана 11 с фальш-седлом 6, то необходимо изготовить и установить дополнительное кольцо 12, обеспечивающее плотную установку клапана в плите 7 и совпадение осей тарелки клапана 11 и фальш-седла 6 с точностью, допускаемой технической документацией. Тарелка клапана 11 - деталь сложная, в представленном исполнении она состоит из профильной части (тарельчатой) и направляющей (цилиндрической) части, расположенной внутри буксы 13. Шток 14 клапана примыкает к разгрузочному отверстию 15 тарелки 11. Элементы виброгашения выполнены в виде профилированных окон 16 и 17 для впуска пара. При этом окна 16 выполнены в направляющей цилиндрической части тарелки клапана (в клапане), а окна 17 - в буксе 13.
Пример исполнения предлагаемого способа.
В контейнер 5 устройства устанавливают необходимое фальш-седло 6, соответствующее размерам клапана, записанным в технологическую карту контроля клапана. С помощью подъемного механизма 1, например, домкрата, фальш-седло 6 устанавливают на отметке «Г» по шкале 9, соответствующей размеру, указанному в чертеже паровой коробки и обозначающему расстояние от плоскости разъема «Р», например, до верхнего торца седла. Далее клапан в сборе с крышкой 8 устанавливают на плиту 7. Под действием силы тяжести тарелка 11 достигнет упора в фальш-седло 6. Также и шток 14 займет положение упора в тарелку 11, закрыв разгрузочное отверстие 15 в тарелке 11. В направляющей части тарелки 11 клапана окна 16 займут положение ниже окон 17, выполненных в буксе 13. Окна 16 и 17 являются элементами системы виброгашения клапана. При упоре тарелки 11 клапана в седло 6 через окна 17 и 16 нет прямого подвода пара внутрь клапана, окна перекрыты с величиной перекрыши «П». Внутрь клапана пар может проходить по зазорам. В этом положении деталей записывают по шкале 9 размер Г=Г1. При правильном изготовлении деталей клапана и устройства упор тарелки клапана 11 в седло 6 произойдет по расчетной окружности. Если одна из поверхностей - поверхность фальш-седла 6 или поверхность тарелки 11 покрыта краской, то окружность контакта отпечатывается на ответной поверхности тонкой линией без разрывов, включающей точки «К1» и «К2». Это является показателем удовлетворительной сцентрован-ности тарелки 11 и фальш-седла 6. Проверку окружности контакта осуществляют подъемом штока 14 и тарелки клапана 11 над фальш-седлом вручную или подъемным механизмом и далее - осмотром.
После приведения клапана в положение упора тарелки 11 в седло 6 и штока 14 в тарелку 11 производят замер величины перекрыши «П» окон 16 и 17. Для - этого домкратом 1 поднимают детали 5, 6, 11 и 14. Подъем происходит до положения, когда верхняя отсечная кромка окна 16 совместится с нижней отсечной кромкой окна 17. В этом положении деталей устройства и клапана записывают по шкале 9 размер Г=Г2. Разность размеров «Г1» и «Г2» определит величину «П» перекрыши окон виброгашения: П=Г1-Г2.
Проверка результатов измерения. Одновременно с записью размеров «Г1» и «Г2» измеряют и записывают соответственно размеры Н1 и Н2, то есть величины выступания штока 14 над какой-либо поверхностью крышки. Разность размеров Н2-Н1 должна быть равна величине перекрыши «П», указанной в чертеже клапана. Если измеренная описанным способом величина перекрыши окон виброгашения «П» не совпадает с величиной, указанной в сборочном чертеже клапана, то решается вопрос о пригонке этой величины до значения, указанного в чертеже. Клапан, прошедший данную проверку точности и другие виды контроля по технологическому процессу, может быть установлен в турбину. Перед установкой клапана в турбину следует проверить, что реальное седло клапана посажено в паровую коробку турбины в соответствии с техническими требованиями сборочных чертежей.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЮЩИЙ КЛАПАН ПАРОВОЙ ТУРБИНЫ | 2009 |
|
RU2415323C1 |
| РЕГУЛИРУЮЩИЙ КЛАПАН РАЗГРУЖЕННОГО ТИПА | 2003 |
|
RU2248450C2 |
| Парораспределительный клапанный механизм | 1929 |
|
SU20094A1 |
| Регулирующий клапан паровой турбины | 1981 |
|
SU1002613A1 |
| Разгруженный поворотный регулирующий клапан | 2017 |
|
RU2743873C2 |
| РЕГУЛИРУЮЩИЙ КЛАПАН ПАРОВОЙ ТУРБИНЫ | 2002 |
|
RU2243433C2 |
| КРЫШКА ПАРОВОЙ КОРОБКИ РЕГУЛИРУЮЩЕГО КЛАПАНА ТУРБИНЫ | 2006 |
|
RU2327044C1 |
| Паровая турбина | 1977 |
|
SU866245A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СИЛЫ ТРЕНИЯ НА ШТОКЕ РЕГУЛИРУЮЩЕГО КЛАПАНА | 2003 |
|
RU2238413C1 |
| ДВУХСЕДЕЛЬНЫЙ КЛАПАН С ВНУТРЕННИМ СТАБИЛИЗАТОРОМ | 2001 |
|
RU2234610C2 |
Изобретение относится к области теплоэнергетики, а именно парового турбиностроения, и может быть использовано при усовершенствовании технологии изготовления и ремонте узлов системы парораспределения, а также для контроля качества и точности изготовления и сборки при подготовке к эксплуатации регулирующего клапана паровой турбины. В способе контроля точности изготовления и сборки регулирующего клапана паровой турбины независимо от степени готовности турбины к монтажу на ней клапана производят контроль точности изготовления и сборки элементов виброгашения, выполненных в виде профилированных окон для впуска пара внутрь клапана, находящегося снаружи клапана, путем выполнения замеров взаимного расположения элементов виброгашения и, при необходимости, наладки (пригонки) системы виброгашения клапана. Устройство для контроля точности изготовления и сборки регулирующего клапана паровой турбины включает опору с расположенным на ней подъемным механизмом, например домкратом, на штоке которого установлен контейнер для закладки в него фальш-седла, при этом в опоре закреплены стойки, количество которых выбирается достаточным для обеспечения жесткости конструкции, верхние концы которых жестко заделаны в плите, имеющей опорную поверхность для установки крышки клапана на период контроля, имитирующую плоскость разъема реальной паровой коробки клапана, к плите прикреплена шкала с нанесенными на ней делениями таким образом, что «ноль» шкалы совпадает с плоскостью разъема паровой коробки, причем торец фальш-седла заглублен относительно плоскости разъема паровой коробки на величину, контролируемую с помощью шкалы и стрелки-указателя, прикрепленной к контейнеру, а фальш-седло установлено в контейнере так, чтобы его базовая плоскость совпадала с мерительной кромкой стрелки-указателя, причем оси отверстий в контейнере и плите совпадают между собой и осью штока. Изобретения позволяют обеспечить повышение эффективности и надежности работы регулирующего клапана и турбины в целом. 2 з.п. ф-лы, 1 ил.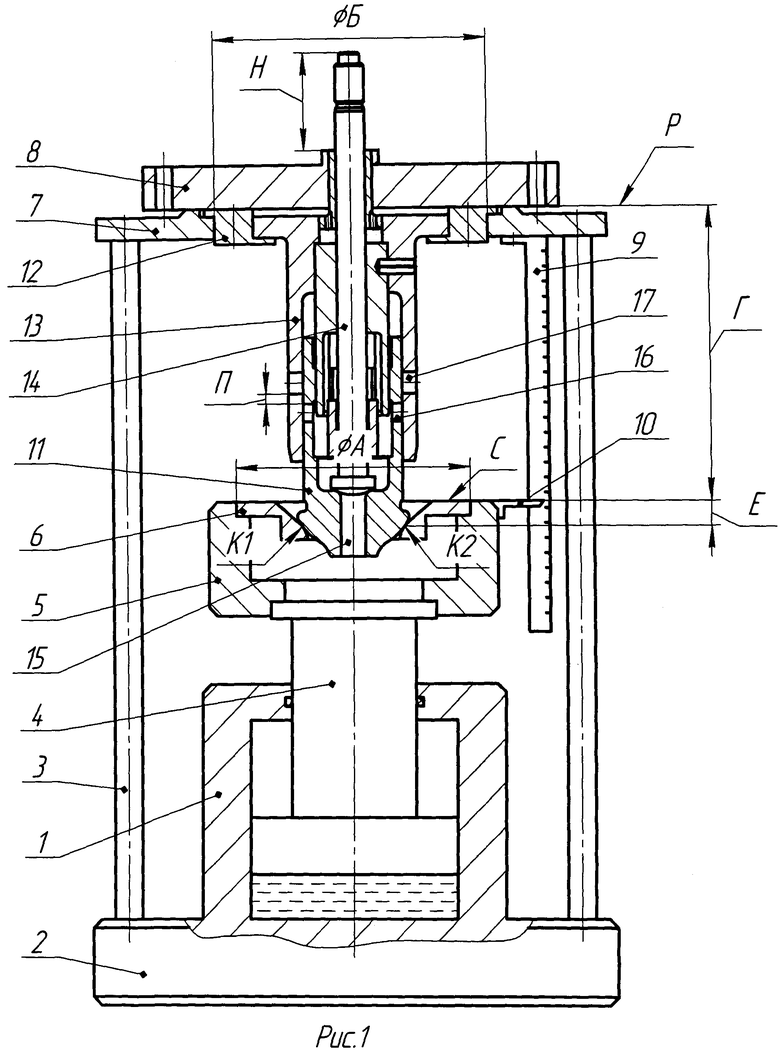
1. Способ контроля точности изготовления и сборки регулирующего клапана паровой турбины, включающий контроль клапана но технологическому процессу и сравнение технологических характеристик с расчетными по чертежам, отличающийся тем, что, независимо от степени готовности турбины к монтажу на ней клапана, производят контроль точности изготовления и сборки элементов виброгашения, выполненных в виде профилированных окон для впуска пара, находящегося снаружи клапана, путем выполнения замеров взаимного расположения элементов виброгашения и, при необходимости, наладки (пригонки) системы виброгашения клапана.
2. Устройство для осуществления способа по п.1, определяющее взаимное расположение элементов виброгашения, выполненных в виде профилированных окон для впуска пара внутрь клапана, отличающееся тем, что оно включает опору с расположенным на ней подъемным механизмом, например домкратом, на штоке которого установлен контейнер для закладки в него фальш-седла, при этом в опоре закреплены стойки, количество которых выбирается достаточным для обеспечения жесткости конструкции, верхние концы которых жестко заделаны в плите, имеющей опорную поверхность для установки крышки клапана на период контроля, имитирующую плоскость разъема реальной паровой коробки клапана, к плите прикреплена шкала с нанесенными на ней делениями таким образом, что «ноль» шкалы совпадает с плоскостью разъема паровой коробки, причем торец фальш-седла заглублен относительно плоскости разъема паровой коробки на величину, контролируемую с помощью шкалы и стрелки-указателя, прикрепленной к контейнеру, а фальш-седло установлено в контейнере так, чтобы его базовая плоскость совпадала с мерительной кромкой стрелки-указателя, причем оси отверстий в контейнере и плите совпадают между собой и осью штока.
| Регулирующий клапан паровой турбины | 1982 |
|
SU1247569A1 |
| Регулирующий клапан паровой турбины | 1981 |
|
SU1002613A1 |
| SU 1067890 A2, 15.01.1985 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СИЛЫ ТРЕНИЯ НА ШТОКЕ РЕГУЛИРУЮЩЕГО КЛАПАНА | 2003 |
|
RU2238413C1 |
| US4506860 A1, 26.03.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ а-(а-ЦИАНОИЗОПРОПОКСИ)- -а-МЕТИЛПРОПИОНОВОЙ КИСЛОТЫ | 0 |
|
SU200509A1 |

