Изобретение относится к способам установки преимущественно длинномерных изделий цилиндрической формы относительно некоторого базового направления в пространстве, заданного при помощи визирного канала, реализованного на основе оптического визира или средств телевизионной техники. Более конкретно заявляемый способ относится к способам установки заданного взаимного положения стволов и визирных каналов наведения этих стволов.
Известны применяемые в артиллерии способы выверки прицела с пушкой, один из которых описан в [1]. При этом на дульном срезе пушки устанавливается перекрестие из тонких нитей, пересекающихся на оси канала ствола. В казенную часть с помощью специального технологического поддона вставляется трубка выверки (или т.н. «трубка холодной пристрелки»). При помощи ручных приводов наводки линия визирования канала ствола, проходящая через трубку выверки и центр перекрестия нитей, совмещается с индексом на выверочной мишени. По положению марки визирного канала относительно точки наведения на выверочной мишени определяется рассогласование визирного канала с осью канала ствола, которое затем устраняется с помощью механизмов выверки путем совмещения марки визирного канала с точкой наведения.
Кроме выверки по мишени, расположенной на расстоянии около 100 м, применяется также выверка по удаленной точке, предпочтительно расположенной на контрастном фоне и поэтому отчетливо различаемой. Расстояние до удаленной точки должно быть не менее 1200…1600 м. Методика выверки по удаленной точке отличается от выверки по щиту тем, что на эту точку следует наводить как ось канала ствола, так и ось визирного канала.
Недостатком рассмотренного способа является необходимость визуального наблюдения через открытый с обоих концов ствол, что не всегда возможно по техническим и компоновочным условиям.
От указанного недостатка свободен принятый за базовый объект и прототип способ контроля и установки оси длинномерного изделия относительно базовой оси [2], заключающийся в наведении базовой оси на первую удаленную метку с помощью первого визирного устройства (например, телескопической системы или телекамеры) и приведении оси длинномерного изделия в требуемое положение, при этом заданную базовую ось после наведения на удаленную метку фиксируют в этом положении, затем устанавливаемое изделие сопрягают со вторым визирным устройством (например, телескопической системой или телекамерой) путем его ввода в канал длинномерного изделия, наводят его на соседнюю с первой вторую удаленную метку, установленную с учетом параллакса, разворачивают второе визирное устройство вокруг его оси на полуокружность, определяют величину рассогласования оси второго визирного устройства и второй удаленной метки, а положение оси изделия определяют как половину величины рассогласования оси ТК и второй метки.
На практике рассмотренный способ установки оси длинномерного изделия относительно базовой оси (выверки изделия) реализуется путем последовательного выполнения следующих операций:
1 Установить второе визирное устройство в полость изделия.
2 С помощью ручных приводов, наблюдая изображение выверочного щита через первое визирное устройство, совместить его перекрестие с первой меткой на щите.
3 С помощью механизмов выверки совместить перекрестие второго визирного устройства со второй меткой выверочного щита.
4 Развернуть второе визирное устройство относительно оси канала ствола изделия на полуокружность (на угол около 180°) и определить величины вертикального и горизонтального отклонения центра перекрестия второго визирного устройства от центра второй метки.
5 С помощью механизмов выверки скорректировать наводку изделия на половину величины рассогласования перекрестия второго визирного устройства и центра второй метки.
Как видно из приведенного выше алгоритма выполнения конечных операций выверки (операции 4-5), касающихся компенсации непараллельности корпуса второго визирного устройства и его оптической оси, при выполнении указанных действий могут иметь место следующие ошибки, связанные с человеческим фактором:
- неправильное определение величин вертикального и горизонтального отклонения центра перекрестия второго визирного устройства от центра второй метки;
- неправильное вычисление половинных величин вертикального и горизонтального отклонений центра перекрестия второго визирного устройства от центра второй метки;
- неправильное определение точки наведения на выверочном щите («срединной» точки),расположенной строго между изображениями второй метки и перекрестием второго визирного устройства;
- ошибки в наведении изделия в выбранную «срединную» точку.
При проведении операции выверки по удаленной точке после поворота второго визирного устройства на 180° также не представляется возможной точная глазомерная оценка смещения изображения перекрестия второго визирного устройства относительно удаленной точки, а также определение точки, соответствующей половине величины рассогласования. Дополнительно следует учесть, что в качестве удаленной точки, как правило, выбирают высококонтрастный объект небольших угловых размеров на фоне неба (крест церкви, верхний край телеграфного столба и т.п.). Нахождение удаленной точки и нового положения перекрестия второго визирного устройства на однородном фоне типа неба, на котором отсутствуют какие-либо реперные точки, приводит к большой ошибке при установке перекрестия второго визирного устройства в данную точку.
Целью предлагаемого технического решения, а именно, способа выверки оси длинномерного изделия, является устранение отмеченного выше недостатка прототипа, связанного с возможность ошибки оператора при выполнении операции наведения изделия в «серединную» точку при выполнении операции по компенсации непараллельности корпуса второго визирного устройства и его оптической оси.
Цель изобретения достигается тем, что после наведения второго визирного устройства на вторую удаленную метку путем поворота изделия в пространстве измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях, запоминают полученные значения, после разворота второго визирного устройства на полуокружность вокруг его продольной оси повторно, путем поворота изделия в пространстве, наводят второй визирный канал на вторую удаленную метку, измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях, по результатам двух измерений вычисляют средние значения угловых положений изделия в горизонтальной и вертикальной плоскостях, определяют углы рассогласования между текущим и средним положением изделия в горизонтальной и вертикальной плоскостях, после чего поворачивают изделие в горизонтальной и вертикальной плоскостях на указанные углы рассогласования.
Техническая сущность заявляемого способа выверки поясняется на фигуре 1. При этом следует отметить, что на фигуре 1 с целью упрощения не показаны первая удаленная метка и ось первого визирного устройства, т.к. их взаимное положение после наведения (нахождение оси первого визирного устройства на первой удаленной метке) в процессе выверки при реализации известного и заявляемого способов не меняется.
На фигуре 1 приняты следующие обозначения:
ОО - положение в пространстве некоторой базовой оси, привязанной к носителю изделия и задаваемой, например, при помощи гироскопического стабилизатора;
ОО1 - положение в пространстве оси второго визирного устройства после его первого наведения на вторую удаленную метку, расположенную на выверочном щите;
ОО2 - положение в пространстве оси второго визирного устройства после его разворота на полуокружность вокруг его продольной оси;
ООв - положение в пространстве оси второго визирного устройства после его разворота на полуокружность вокруг его продольной оси и наведения в «серединную точку», расположенную посередине между точками O1 и О2;
α1, β1 - углы в вертикальной и горизонтальной плоскостях, определяющие положение оси ОО1 (первое совмещение) относительно базовой оси ОО;
α2, β2 - углы в вертикальной и горизонтальной плоскостях, определяющие положение оси ОО2 (второе совмещение) относительно базовой оси ОО;
αв, βв - углы в вертикальной и горизонтальной плоскостях, определяющие положение оси ООв (выверенное положение изделия) относительно базовой оси ОО;
Δαв, Δβв - углы рассогласования между текущим и средним (выверенным) положениями изделия в вертикальной и горизонтальной плоскостях. На эти углы необходимо повернуть изделие из второго положения, чтобы оно заняло выверенное положение.
На практике значения указанных углов малы и не превышают единиц угловых минут.
При реализации способа оператор последовательно выполняются следующие действия:
1 Путем разворота изделия в пространстве наводит перекрестие второго визирного канала, установленного в канале изделия, на вторую удаленную метку.
2 Выдает в систему наведения изделия команду на запоминание значений углов α1, β1.
3 Разворачивает второе визирное устройство в канале изделия на полуокружность, после чего, вследствие непараллельности оптической оси и оси корпуса второго визирного устройства, происходит рассогласование наблюдаемых через второе визирное устройство изображений перекрестия данного визирного устройства и изображения второй удаленной метки.
4 Путем разворота в пространстве изделия с установленным в его канале вторым визирным устройством наводит перекрестие второго визирного устройства на вторую удаленную метку.
5 Выдает в систему наведения изделия команду на запоминание значений углов α2, β2.
6 Выдает в систему наведения изделия команду на вычисление величин αв и βв по формулам αв=(α1+α2)/2, βв=(β1+β2)/2 с последующим вычислением разностей (α2-αв) и (β2-βв) и поворотом изделия на вычисленные углы соответственно в вертикальной и горизонтальной плоскостях. При этом изделие займет положение, соответствующее его выверенному положению.
Как видно, в предлагаемом способе выверки длинномерного изделия относительно базовой оси отсутствуют операции, связанные с глазомерным определением расстояния, определением и запоминанием точки половинного расстояния между изображениями перекрестия второго визирного устройства и второй метки, а также наведением в запомненную точку. Оператор выполняет только понятные действия по двум возможно более точным совмещениям перекрестия второго визирного устройства и второй удаленной метки. Последующие действия могут быть реализованы в системе наведения, которая может быть реализована с использованием узлов аналоговой вычислительной техники или цифровой техники. Указанные обстоятельства позволяют повысить точность выверки и упростить работу оператора, сведя ее к механическим действиям.
Применительно к реализации рассмотренного способа контроля и установки оси длинномерного изделия относительно базовой оси предлагается устройство для его реализации, представляющее усовершенствованную систему наведения.
Заявляемое устройство отличается тем, что наряду с известными блоками, имеющимися в системе наведения [3], в нем имеются привод горизонтального наведения первого визирного устройства, вход которого соединен с соответствующим выходом пульта управления наведением, связанные с изделием датчик угла вертикального наведения и датчик угла горизонтального наведения, четыре запоминающих устройства, два двухканальных коммутатора, два сумматора, два блока деления, четыре блока вычитания, блок горизонтального рассогласования, связанный с первым визирным устройством и изделием, при этом датчик угла вертикального наведения через первое запоминающее устройство соединен с первым входом первого коммутатора, а непосредственно - со вторым входом первого коммутатора и входом первого блока вычитания, датчик угла горизонтального наведения через второе запоминающее устройство соединен с первым входом второго коммутатора, а непосредственно - со вторым входом второго коммутатора и входом второго блока вычитания, выходы первого и второго коммутаторов соединены соответственно со входами первого и второго сумматоров, выходы которых, соответственно, через первый и второй блоки деления соединены со свободными входами, соответственно, первого и второго блоков вычитания, выходы которых, соответственно, через первое и второе запоминающие устройства соединены соответственно с первыми входами третьего и четвертого блоков вычитания, вторые входы которых соединены с выходами соответствующих блоков рассогласования, а выходы, соответственно, - со входами приводов вертикального и горизонтального наведения изделия.
Построение устройства поясняется чертежом на фигуре 2.
Устройство для наведения оси длинномерного изделия 1, например трубы, и выверки его положения относительно базовой оси, структурная схема которого показана на фигуре 2, содержит пульт управления наведением 2, первое визирное устройство 3 с приводом вертикального наведения 4, вход которого связан с соответствующим выходом пульта управления наведением 2, и привода вертикального 5 и горизонтального 6 наведения изделия 1, при этом имеется блок вертикального рассогласования 7, связанный с первым визирным устройством 3 и изделием 1. Вышеперечисленные составные части заявляемого устройства имеются в составе прототипа.
Для достижения цели изобретения, состоящей в технической реализации рассмотренного выше способа выверки, заявляемое устройство дополнительно содержит привод горизонтального наведения первого визирного устройства 8, вход которого соединен с соответствующим выходом пульта управления наведением 2, связанные с изделием 1 датчик угла вертикального наведения 9 и датчик угла горизонтального наведения 10, четыре запоминающих устройства 11, 12, 13, 14, два двухканальных коммутатора 15 и 16, два сумматора 17, 18, два блока деления 19 и 20, четыре блока вычитания 21, 22, 23 и 24, блок горизонтального рассогласования 25, связанный с первым визирным устройством 3 и изделием 1, при этом датчик угла вертикального наведения 9 через первое запоминающее устройство 11 соединен с первым входом первого коммутатора 15, а непосредственно - со вторым входом первого коммутатора 15 и входом первого блока вычитания 21, датчик угла горизонтального наведения 10 через второе запоминающее устройство 12 соединен с первым входом второго коммутатора 16, а непосредственно - со вторым входом второго коммутатора 16 и входом второго блока вычитания 22, выходы первого и второго коммутаторов 17 и 18 соединены соответственно со входами первого и второго сумматоров 17 и 18, выходы которых, соответственно, через первый и второй блоки деления 19 и 20 соединены со свободными входами, соответственно, первого и второго блоков вычитания 21 и 22, выходы которых, соответственно, через третье и четвертое запоминающие устройства 13 и 14 соединены, соответственно, с первыми входами третьего 23 и четвертого 24 блоков вычитания, вторые входы которых соединены с выходами соответствующих блоков рассогласования 7 и 25, а выходы, соответственно, - со входами приводов вертикального 5 и горизонтального 6 наведения изделия 1.
При реализации устройства могут быть использованы следующие технические решения.
В качестве пульта управления наведением может быть использован пульт типа «джойстик» с потенциометрическими датчиками положения рукоятки в двух взаимно перпендикулярных плоскостях. В качестве первого визирного устройства 3 может быть использована телескопическая система Кеплера. Привода 4 и 8 - на основе электродвигателей с редукторами. Блоки рассогласования 7 и 25 могут быть реализованы на основе потенциометров или синусно-косинусных вращающихся трансформаторов. Датчики углов вертикального и горизонтального наведения 9, 10 могут быть реализованы на основе гироскопов. Запоминающие устройства 11, 12, 13, 14 могут быть реализованы на микросхемах серии 541 РУ или 1617 РУ. Двухканальные коммутаторы 15 и 16 могут быть реализованы на галетных переключателях, тумблерах или реле. Сумматоры 17, 18, блоки деления 19 и 20, блоки вычитания 21, 22, 23 и 24 могут быть реализованы на операционных усилителях, например, серии 140 УД с использованием известных схемных решений. Кроме того, блоки деления 19 и 20 могут быть реализованы по схемам резисторных делителей напряжения. Коэффициент деления блоков 19 и 20 равен двум.
Работа заявляемого устройства осуществляется следующим образом.
Перед началом выверки второе визирное устройство устанавливают в канал (полость) выверяемого изделия 1 т.о., чтобы объектив устройства был направлен в сторону второй удаленной метки выверочного щита и подфокусировкой добиваются резкого изображения этой метки. Затем, работая пультом управления наведением 2 и воздействуя таким образом на привода вертикального 4 и горизонтального 8 наведения путем изменения положения первого визирного устройства 3 в пространстве совмещают изображение первой удаленной метки выверочного щита с оптической осью первого визирного устройства 3, совмещая изображение перекрестия этого визирного устройства 3 с изображением первой удаленной метки. После этого положение первого визирного устройства 3 фиксируется в пространстве.
Одновременно с наведением первого визирного устройства 3 происходит и наведение изделия 1. Это осуществляется за счет выработки в блоках рассогласования 7 и 25 сигналов рассогласования взаимного положения первого визирного устройства 3 и изделия 1 и подачи сигналов рассогласования на входы приводов 5 и 6, которые изменяют положение изделия 1 в пространстве до обнуления сигналов на выходах блоков рассогласования 7 и 25. После фиксации положения первого визирного устройства 3 в пространстве из-за погрешностей во взаимной установке первого визирного устройства 3 и изделия 1 изображение перекрестия второго визирного устройства 3 не будет совпадать с изображением второй удаленной метки выверочного щита. Для компенсации этого несовпадения оператор, воздействуя на привода вертикального 5 и горизонтального 6 наведения изделия 1, наводит перекрестие второго визирного канала, установленного в полости (канале) изделия 1, на вторую удаленную метку выверочного щита. После этого оператор включает запоминающие устройства 11 и 12, в которых записываются угловые положения изделия 1 в вертикальной и горизонтальной плоскостях - углы α1 и β1. После записи угловых положений изделия 1 в вертикальной и горизонтальной плоскостях, соответственно, в запоминающих устройствах 11 и 12, второе визирное устройство 3 разворачивают в полости (канале) изделия 1 на полуокружность вокруг его продольной оси. После этого оператор, воздействуя на привода вертикального 5 и горизонтального 6 наведения изделия 1, вновь совмещает изображения перекрестие второго визирного устройства 3, установленного в полости (канале) изделия 1, с изображением второй удаленной метки выверочного щита. При этом на выходах датчиков углов вертикального и горизонтального наведения 9 и 10, соответственно, формируются электрические напряжения, соответсвующие значениям углов α2 и β2. После указанного совмещения оператор, воздействует на управляющие входы двухканальных коммутаторов 15 и 16, переводит их в замкнутое положение, в результате чего на входы сумматоров 17 и 18 подаются углы α1, α2 и β1, β2, соответственно, на выходах сумматоров 17 и 18 появляются напряжения, соответствующие углам (α1+α2) и (β1+β2), соответственно, а на выходах блоков деления 19 и 20 - соответственно средние значения углов α1, α2 и β1, β2, определяемые выражениями αв=(α1+α2)/2, βв=(β1+β2)/2, соответствующие положению изделия, обеспечивающему наведение перекрестия второго визирного канала, развернутого в полости (канале) изделия, в среднюю точку Ов между точками O1 и О2 (фигура 1), т.е. выверенному положению изделия. Значения углов αв и βв запоминаются в запоминающих устройствах 13 и 14, соответственно, и подаются на блоки вычитания 23 и 24, соответственно, в которых происходит вычисление углов Δα=(α2-αв) и Δβ=(β2-βв) соответствующих разнице между текущими и выверенными положениями углов наведения изделия 1. Напряжения, соответствующие углам Δα и Δβ, подаются, соответственно, на входы приводов 5 и 6, в результате чего происходит доворот изделия 1 на углы Δα и Δβ в вертикальной и горизонтальной плоскостях и указанное изделие приходит в выверенное положение. При дальнейшей работе, ввиду хранения углов Δα и Δβ (углов-поправок) в запоминающих устройствах 13 и 14, указанные поправки Δα и Δβ всегда будут вводиться в приводы 5 и 6, вследствие чего будет обеспечено согласованное (выверенное) взаимное положение первого визирного устройства 3 и изделия 1.
Описанный способ выверки оси длинномерного изделия и устройство для наведения оси длинномерного изделия и выверки его положения относительно базовой оси могут найти применение при контроле и установке осей длинномерных изделий, преимущественно труб, а при наличии переходных деталей и длинномерных изделий иной формы параллельно по отношению к оси визирного канала, определяющей положение базовой оси в пространстве.
Список литературы
1 Теория и конструкция танка. Под ред. П.П. Исакова. Т.3. Испытания танкового вооружения. - М.: Машиностроение, 1983, с.199.
2 Патент РФ №2143097 от 26.02.97 «Способ контроля и установки оси длинномерного изделия относительно базовой оси и прибор для его реализации» (прототип)
3 Военно-гусеничные машины: Учебник / в 4-х т. Т.1. Устройство. Кн. 1. - М.: МГТУ им. Н.Э. Баумана, 1990, с.318 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И УСТАНОВКИ ОСИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ ОТНОСИТЕЛЬНО БАЗОВОЙ ОСИ И ПРИБОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2143097C1 |
| Способ определения оси канала ствола для выверки прицелов и устройство для его осуществления | 2024 |
|
RU2836658C1 |
| Способ углового прицеливания метательного устройства для заброса метаемых тел | 2016 |
|
RU2614204C1 |
| АВТОМАТИЗИРОВАННАЯ ТЕЛЕВИЗИОННО-ОПТИЧЕСКАЯ СИСТЕМА ДЛЯ ИЗМЕРЕНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ОСЕЙ КАНАЛА СТВОЛА И ПРИЦЕЛА | 2006 |
|
RU2349861C2 |
| Способ согласования оптических осей прицелов и оружия комплекса вооружения боевых машин и система для их осуществления | 2020 |
|
RU2739331C1 |
| СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ И ВЫВЕРКИ СПАРЕННОГО ПУЛЕМЕТА В ТАНКЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2124174C1 |
| ОПТИЧЕСКИЙ ПРИЦЕЛ СИСТЕМЫ УПРАВЛЕНИЯ ОГНЕМ | 2017 |
|
RU2659962C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ЛИНИИ ВИЗИРОВАНИЯ ПРИЦЕЛОВ НА СТРЕЛКОВОМ ОРУЖИИ | 2013 |
|
RU2535584C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ЛИНИИ ВИЗИРОВАНИЯ ПРИЦЕЛОВ НА СТРЕЛКОВОМ ОРУЖИИ | 2013 |
|
RU2536570C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ЛИНИИ ВИЗИРОВАНИЯ ПРИЦЕЛОВ НА СТРЕЛКОВОМ ОРУЖИИ | 2013 |
|
RU2535583C1 |

Группа изобретений относится к способам и устройствам для установки заданного взаимного положения стволов и визирных каналов наведения этих стволов. Сущность: наводят базовую ось на первую метку с помощью первого визирного устройства и фиксируют ее в пространстве. Сопрягают устанавливаемое изделие со вторым визирным каналом путем его ввода в канал изделия. Наводят второй визирный канал путем поворота изделия на соседнюю с первой удаленную метку, установленную с учетом параллакса. Разворачивают второй визирный канал вокруг его продольной оси на полуокружность. При этом после наведения второго визирного канала на вторую удаленную метку путем поворота изделия в пространстве измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях. Запоминают полученные значения. После разворота второго визирного канала на полуокружность вокруг его продольной оси путем поворота изделия в пространстве повторно наводят второй визирный канал на вторую удаленную метку. Измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях. Вычисляют средние значения угловых положений изделия в горизонтальной и вертикальной плоскостях. Определяют углы рассогласования между текущим и средним положением изделия в горизонтальной и вертикальной плоскостях. После этого поворачивают изделие в горизонтальной и вертикальной плоскостях на указанные углы рассогласования. Устройство для наведения оси длинномерного изделия содержит пульт управления наведением, визирный канал с приводом вертикального наведения, привод горизонтального наведения визирного канала, привод вертикального и горизонтального наведения изделия, блок вертикального рассогласования, блок горизонтального рассогласования, датчик угла вертикального наведения, датчик угла горизонтального наведения, четыре запоминающих устройства, два двухканальных коммутатора, два сумматора, два блока деления, четыре блока вычитания. Технический результат: уменьшение ошибки выверки, связанной с несоосностью корпуса и телекамеры прибора. 2 н.п. ф-лы, 2 ил.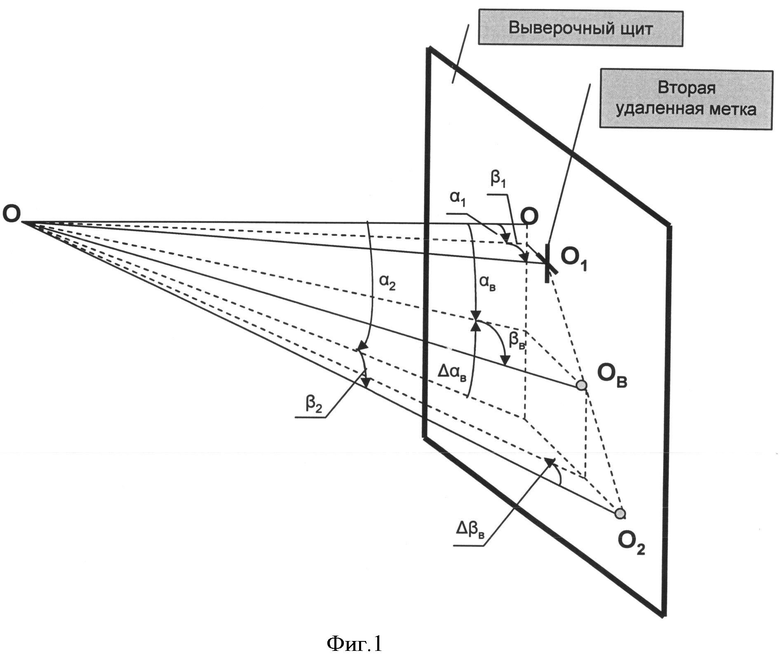
1. Способ выверки оси длинномерного изделия, заключающийся в наведении базовой оси на первую метку с помощью первого визирного устройства и фиксации ее в пространстве, сопряжении устанавливаемого изделия со вторым визирным каналом путем его ввода в канал изделия, наведении второго визирного канала путем поворота изделия на соседнюю с первой удаленную метку, установленную с учетом параллакса, развороте второго визирного канала вокруг его продольной оси на полуокружность, отличающийся тем, что после наведения второго визирного канала на вторую удаленную метку путем поворота изделия в пространстве измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях, запоминают полученные значения, после разворота второго визирного канала на полуокружность вокруг его продольной оси путем поворота изделия в пространстве повторно наводят второй визирный канал на вторую удаленную метку, измеряют угловые положения изделия в горизонтальной и вертикальной плоскостях, вычисляют средние значения угловых положений изделия в горизонтальной и вертикальной плоскостях, определяют углы рассогласования между текущим и средним положением изделия в горизонтальной и вертикальной плоскостях, после чего поворачивают изделие в горизонтальной и вертикальной плоскостях на указанные углы рассогласования.
2. Устройство для наведения оси длинномерного изделия, например трубы, и выверки его положения относительно базовой оси, содержащее пульт управления наведением, визирный канал с приводом вертикального наведения, вход которого связан с соответствующим выходом пульта управления наведением, и привода вертикального и горизонтального наведения изделия, при этом имеется блок вертикального рассогласования, связанный с визирным каналом и изделием, отличающееся тем, что имеются привод горизонтального наведения визирного канала, вход которого соединен с соответствующим выходом пульта управления наведением, связанные с изделием датчик угла вертикального наведения и датчик угла горизонтального наведения, четыре запоминающих устройства, два двухканальных коммутатора, два сумматора, два блока деления, четыре блока вычитания, блок горизонтального рассогласования, связанный с визирным каналом и изделием, при этом датчик угла вертикального наведения через первое запоминающее устройство соединен с первым входом первого коммутатора, а непосредственно - со вторым входом первого коммутатора и входом первого блока вычитания, датчик угла горизонтального наведения через второе запоминающее устройство соединен с первым входом второго коммутатора, а непосредственно - со вторым входом второго коммутатора и входом второго блока вычитания, выходы первого и второго коммутаторов соединены соответственно со входами первого и второго сумматоров, выходы которых соответственно через первый и второй блоки деления соединены со свободными входами соответственно первого и второго блоков вычитания, выходы которых соответственно через первое и второе запоминающие устройства соединены соответственно с первыми входами третьего и четвертого блоков вычитания, вторые входы которых соединены с выходами соответствующих блоков рассогласования, а выходы соответственно - со входами приводов вертикального и горизонтального наведения изделия.
| СПОСОБ КОНТРОЛЯ И УСТАНОВКИ ОСИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ ОТНОСИТЕЛЬНО БАЗОВОЙ ОСИ И ПРИБОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2143097C1 |
| АВТОМАТИЗИРОВАННАЯ ТЕЛЕВИЗИОННО-ОПТИЧЕСКАЯ СИСТЕМА ДЛЯ ИЗМЕРЕНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ОСЕЙ КАНАЛА СТВОЛА И ПРИЦЕЛА | 2006 |
|
RU2349861C2 |
| Скребковый транспортер для лав | 1939 |
|
SU59803A1 |

