Изобретение относится к области металлургии, а именно к производству изделий из литейных жаропрочных сплавов на никелевой основе, и может быть использовано при изготовлении деталей газотурбинных двигателей, в особенности полых тонкостенных лопаток турбины.
Известен способ диффузионной сварки, при котором фрагменты деталей соединяются через слой промежуточных материалов в вакуумной печи типа СДВУ-50 с приложением внешней нагрузки P=2-3 кг/мм2, при температурах ~1100°C в течение 1 часа. [1] Данный способ является наиболее близким к изобретению по технической сущности и достигаемому результату и принят заявителем в качестве прототипа.
Недостатками данного метода являются:
- применение прослоек промежуточных материалов, искажающих химический состав вблизи зоны соединения, вследствие чего неизбежно снижается уровень механических свойств;
- высокий уровень внешней приложенной нагрузки вызывает микро- и макропластическую деформацию, что приводит к искажению геометрических параметров изделия;
- для проведения процесса требуется использовать сложное специальное оборудование.
Технической задачей данного изобретения является разработка способа изготовления детали из литейных никелевых сплавов ЖС32 или ЖС32МОНО путем соединения (конгломерации) не менее двух фрагментов детали из литейных никелевых сплавов без использования промежуточных материалов при минимально возможной внешней нагрузке с целью сохранения уровня механических свойств материала и точных геометрических параметров изделия.
Предложенная техническая задача достигается тем, что в способе изготовления детали из литейных никелевых сплавов ЖС32 или ЖС32МОНО соединение не менее двух фрагментов детали из упомянутых сплавов осуществляют путем диффузионной конгломерации с приложением нагрузки 11 г/мм2 в вакууме при температуре 1320°C в течение 40 мин - 1 часа.
Параметры для проведения процесса диффузионной конгломерации подобраны для сплавов ЖС32 или ЖС32МОНО.
Авторами установлено, что использование данного способа позволяет получить соединение, обладающее механическими свойствами по уровню не отличающимися от свойств основного материала. Разрушение всех испытанных образцов произошло вне зоны соединения.
При использовании более низких температур не происходит соединения в полном объеме, а при увеличении нагрузки появляется пластическая деформация.
При T>1320°C, P=11 г/мм2 происходит пластическая деформация;
При T<1320°C, P=11 г/мм2 процесс диффузионной конгломерации не проходит в полной мере, что снижает прочность соединения;
При T=1320°C и Р>11 г/мм2 происходит пластическая деформация.
Пример 1 осуществления способа
Цилиндрические образцы (L=30 мм, ⌀=15 мм) жаропрочных из сплавов ЖС32, ЖС32МОНО, составленные торцевыми поверхностями при температуре T=1320°C, нагрузке P=11 г/мм2 выдерживались в вакуумной печи в течение 40 мин - 1 часа (охлаждение с печью). Механические свойства в пределах требований для основного материала, разрушение образцов вне зоны соединения.
Пример 2 осуществления способа
По предлагаемому способу произведена замена реборды пера лопатки турбины высокого давления из жаропрочного сплава ЖС32. Дефектная часть пера была отделена и заменена на новую, затем деталь была обработана по предложенной выше схеме. Изменений геометрических параметров не выявлено.
Пример 3 осуществления способа
Лопатка турбины высокого давления была составлена их нескольких фрагментов в следующих вариантах:
а) перо + замковая часть (соединение под полкой замка);
б) перо + замковая часть (соединение выше полки замка);
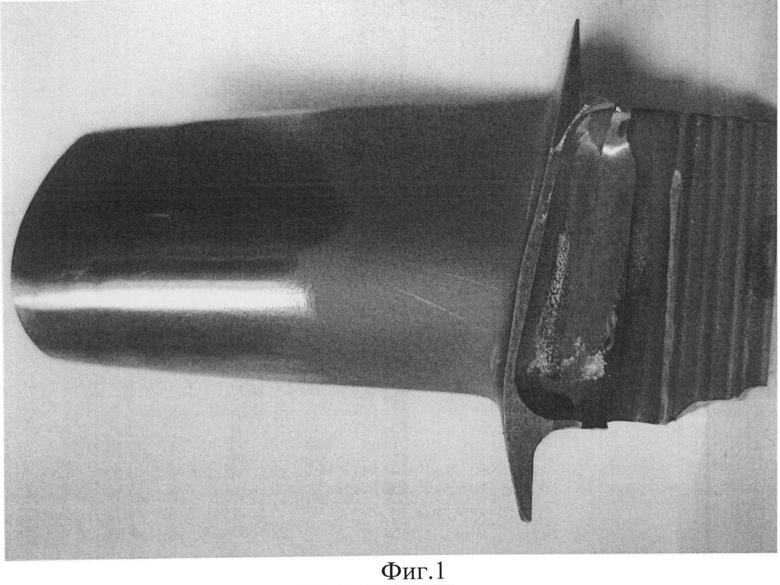
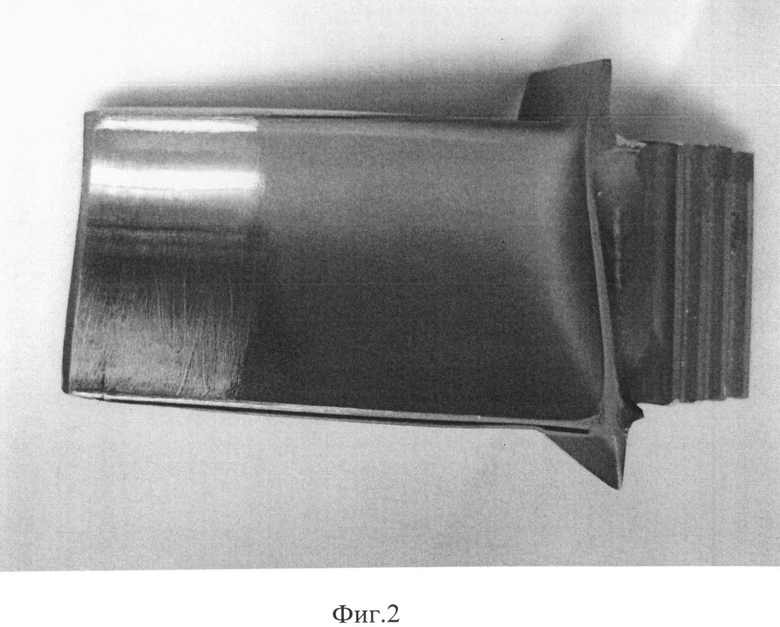
в) лопатка, рассеченная в поперечном сечении пера;
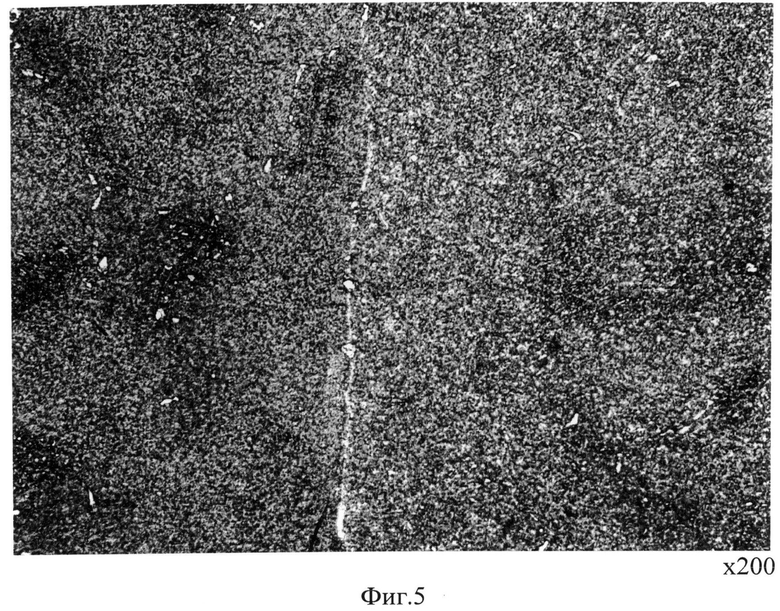
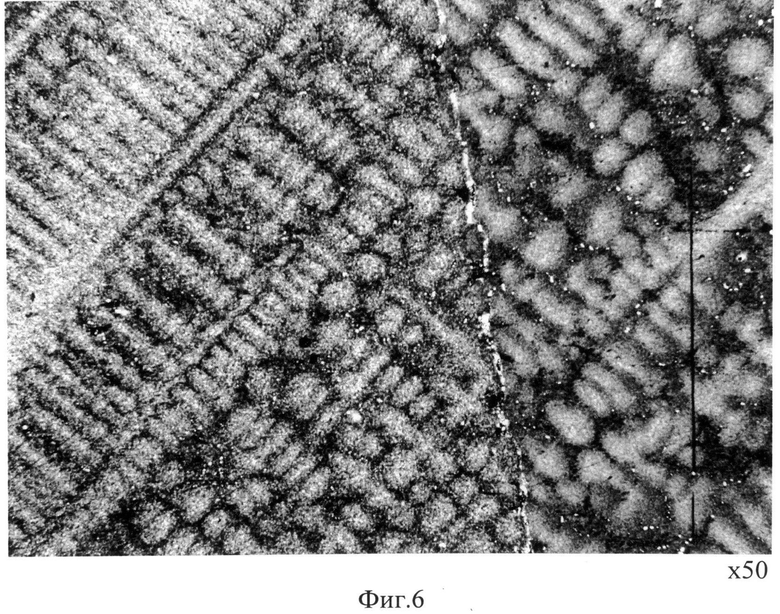
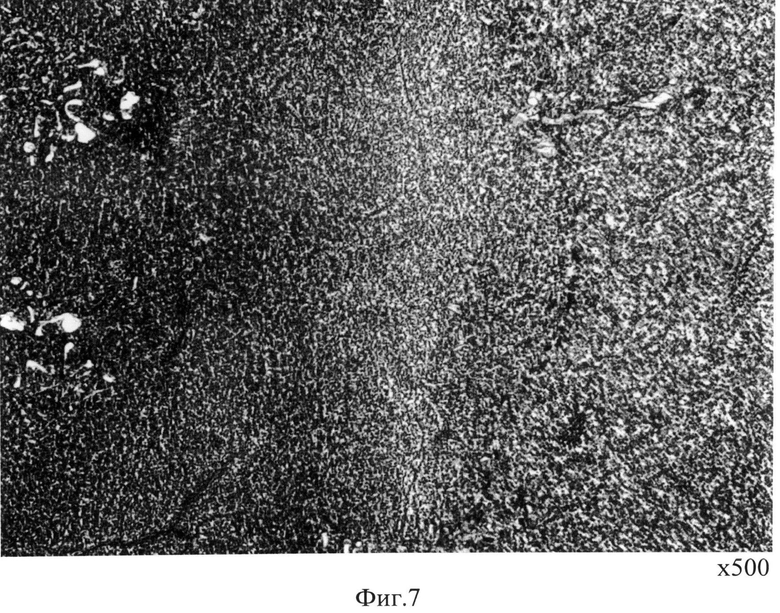
г) лопатка, рассеченная вдоль оси пера. На рисунках 1 и 2 изображена лопатка (вид со стороны спинки и вид со стороны корыта); на рисунке 3 - лопатка в разрезе; на рисунке 4 - различные варианты соединений; на рисунках 5-7 микроструктура зоны соединения при различных увеличениях
Во всех приведенных примерах геометрические параметры, микроструктура, уровень механических свойств отвечают технологическим требованиям.
Использование изобретения позволяет получить детали, состоящие из двух и более предварительно отлитых фрагментов сравнительно простой формы, что дает возможность контроля состояния (и при необходимости - доработки) внутренней поверхности полой детали, а также предполагает возможность разработки технологий ремонта - замены дефектной части детали на вновь изготовленную.
Источники информации
1. А.В. Люшинский «Диффузионная сварка металлов», М., 1989 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2014 |
|
RU2558692C1 |
| СПОСОБ ДИФФУЗИОННОЙ ПАЙКИ РОТОРА ГТД КОНСТРУКЦИИ "БЛИСК" ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2414350C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ЛОПАТКИ | 2003 |
|
RU2252110C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2280096C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ | 2008 |
|
RU2380454C1 |
| Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов | 2017 |
|
RU2667110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С РАВНООСНОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2261935C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТА РАБОЧЕГО КОЛЕСА ТУРБИНЫ И РАБОЧЕГО КОЛЕСА ТУРБИНЫ | 2004 |
|
RU2265497C1 |
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
Изобретение относится к области металлургии, а именно к производству изделий из литейных жаропрочных сплавов на никелевой основе, и может быть использовано при изготовлении деталей газотурбинных двигателей, в особенности полых тонкостенных лопаток турбины. Для сохранения высоких механических свойств и точных геометрических размеров детали из литейных никелевых сплавов ЖС32 или ЖС32МОНО при их изготовлении осуществляют соединение не менее двух фрагментов детали из упомянутых сплавов путем диффузионной конгломерации с приложением нагрузки 11 г/мм2 в вакууме при температуре 1320°C в течение 40 мин - 1 часа. 7 ил., 3 пр.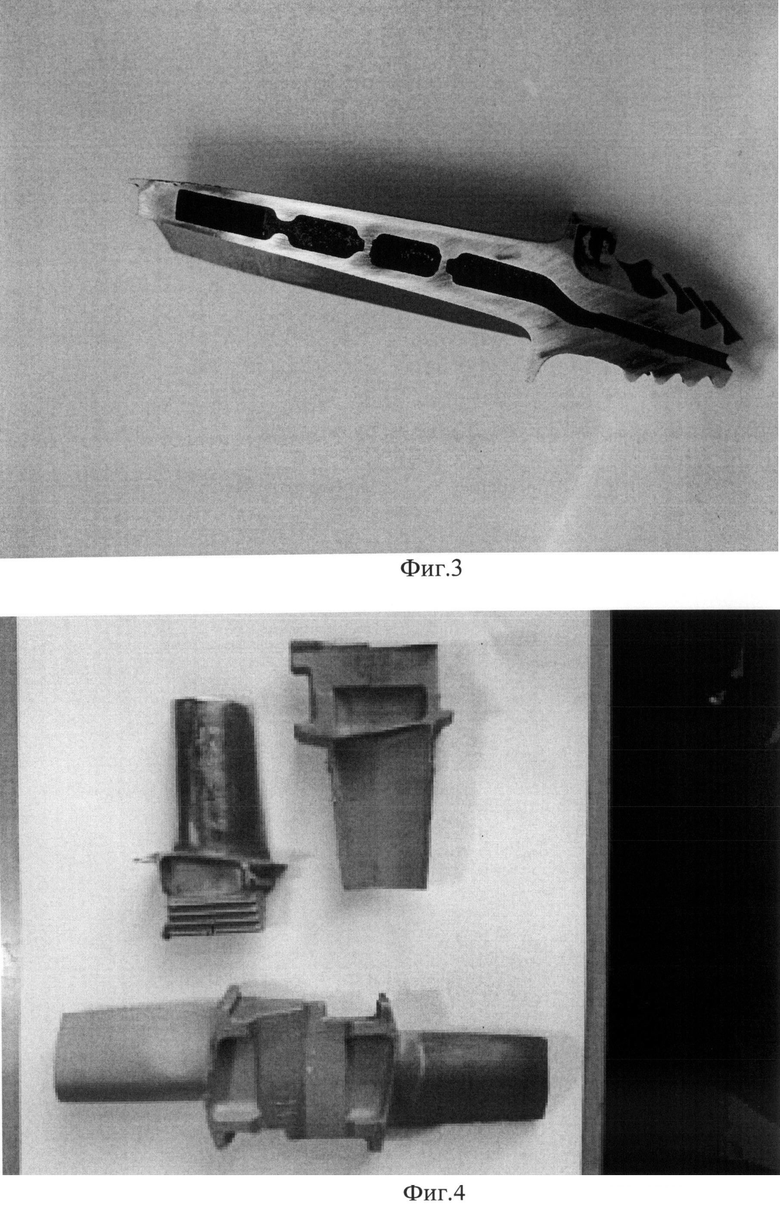
Способ изготовления детали из литейных никелевых сплавов ЖС32 или ЖС32МОНО, включающий соединение не менее двух фрагментов детали из упомянутых сплавов путем диффузионной конгломерации с приложением нагрузки 11 г/мм2 в вакууме при температуре 1320°C в течение 40 мин - 1 ч.
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с.152-153 | |||
| Способ сварки давлением с подогревом | 1987 |
|
SU1574407A1 |
| US 4919323 A, 24.04.1990 | |||
| МУСИН Р.А | |||
| и др | |||
| Диффузионная сварка жаропрочных сплавов | |||
| - М.: Металлургия, 1979, с.126-128. | |||

