Изобретение относится к порошковой металлургии, в частности к способам прессования контактных вставок троллейбусов из углеродных материалов.
Известен способ прессования углеродных изделий в пресс-формах с скоростью 15-30 мм/с, где их формируют за один ход верхнего пуансона (Темкин И.В. Производство электроугольных изделий. - М.: Высшая школа, 1975, с.107, рис.46а). При теплом прессовании в нагретых пресс-формах кроме первого хода пуансона делают 2-3 дополнительные подпрессовки для удаления газов воздуха из прессовки при давлении, возрастающем на 10-50% от номинального давления. Скорость перемещения пуансона в матрице и величина зазора между пуансоном и матрицей ограничены во избежание фонтанирования порошка при прессовании. При номинальном давлении прессовку выдерживают в течение 3-5 мин.
Недостатком указанного способа является низкая плотность изделий из-за недостаточного удаления газов воздуха из порошка при прессовании и малая производительность. Операцию первого хода прессования и подрессовки ведут в закрытой пресс-форме. При этом газы воздуха удаляются через зазоры между матрицей и пуансоном при операциях прессования и подпрессовок, а также в интервалах между операциями. Но, оказывается, что газы воздуха уже после первой операции прессования загерметизированы в порах между частицами порошка и удаление их при последующих подпрессовках маловероятно. Особенно низкая плотность наблюдается при прессовании вставок с фасонной контактной поверхностью, имеющих центральную часть в виде желоба и торцовые части с буртами (Патент РФ на изобретение №2201876. Токосъемная вставка для электрического транспортного средства. МПК B60L 5/08. От 10.04.2003).
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому способу является способ прессования контактных вставок, в котором углеродный материал в теплом состоянии прессуют за один ход пуансона в закрытой матрице, нагретой до 160-170°C при давлении 35 МПа (Трофимов А.Н. Контактные вставки токосъемников троллейбусов. - М.: Из-во литературы по строительству. 1960, с.114-115).
Недостатком наиболее близкого аналога является низкая плотность получаемых изделий в связи с неполным удалением газов воздуха из прессуемого порошка. Особенно низкой плотностью характеризуются вставки с фасонной контактной поверхностью, у которых высокие торцовые части с буртами, которые часто выходят из строя в течение одной смены работы троллейбуса.
Задачей предлагаемого решения является повышение плотности и прочности контактных вставок.
Поставленная задача решается тем, что в способе прессования углеродных контактных вставок троллейбусов в котором одновременно прессуют центральную часть вставки в виде желоба и ее торцовые профильные части, согласно предлагаемому решению, перед одновременным прессованием всех частей вставки предварительно отдельно ведут прессование центральной или торцовых ее частей с выдержками под давлением полуфабриката прессовки. Окончательное одновременное прессование всех частей вставки ведут при удельном давлении 45÷55 МПа и скорости прессования 35÷40 мм/с. В способе возможно вначале прессовать центральную часть в виде желоба при удельном давлении 25÷30 МПа скорости прессования 8÷10 мм/с и выдержкой под давлением полуфабриката прессовки в течение 2÷3 мин, а затем прессовать ее торцовые части при удельном давлении 30÷35 МПа и скорости прессования 10÷15 мм/с и выдержкой под давлением 1÷2 мин, а также возможно вначале прессовать торцовые части вставки при удельном давлении 30÷35 МПа и скорости прессования 10÷12 мм/с и с выдержкой под давлением 3÷4 мин, а затем прессовать центральную часть в виде желоба при удельном давлении прессования 35÷40 МПа и скорости прессования 15÷20 мм/с и выдержкой под давлением 1÷2 мин.
То, что перед одновременным прессованием центральной и торцовых частей вставки предварительно отдельно ведут прессование центральной и торцовых частей вставки с выдержками под давлением, позволяет удалить газы воздуха при предварительном прессовании центральной части через торцовые открытые части, с которыми в этот момент пуансон не контактирует, а при предварительном прессовании торцовых частей удалить воздух через открытую центральную часть. Это значительно увеличивает общий объем удаляемых газов воздуха, увеличивает плотность получаемого изделия и его прочность.
Предварительно прессовать с заявляемыми режимами возможно как центральную часть в виде желоба, так и ее торцовые части, но предпочтительно центральную часть, так как открытая поверхность торцовых частей почти в два раза больше центральной и объем удаляемых газов воздуха будет значительным.
При предварительном прессовании центральной части вставки в виде желоба увеличение удельного давления более 30 МПа и скорости прессования более 10 мм/с, а также удельного давления более 35 МПа и скорости прессования более 12 мм/с при прессовании торцовых частей вставки приводит к герметизации газов в соответствующих частях полуфабриката прессовки, а уменьшение удельного давления менее 25 МПа при прессовании центральной части и менее 30 МПа при прессовании торцовых частей снижает объем удаляемых газов из этих частей. Уменьшение скорости прессования центральной части вставки и ее торцовых частей соответственно менее 8 и 10 мм/с снижает скорость удаления газов из этих частей. Увеличение времени выдержки под давлением при прессовании центральной части более 3 мин и более 2 мин при прессовании торцовых частей вставки нецелесообразно в связи с увеличением длительности операций прессования и снижением производительности процесса получения вставок.
При предварительном прессовании торцовых частей вставки увеличение удельного давления при прессовании этих частей более 35 МПа и увеличение скорости прессования более 12 мм/с, а также увеличение удельного давления более 40 МПа при прессовании центральной части и скорости прессования более 20 мм/с приводит к герметизации газов воздуха в полуфабрикат прессовки. Уменьшение удельного давления при прессовании торцовых частей менее 30 МПа и удельного давления менее 35 МПа при прессовании центральной части приведет к снижению интенсивности удаления газов. Снижение скорости прессования менее 10 мм/с при прессовании торцовых частей вставки и менее 15 мм/с при прессовании центральной части уменьшают скорость удаления газов. Увеличение времени выдержки более 4 мин при прессовании торцовых частей и более 2 мин при прессовании центральной части нецелесообразно ввиду снижения производительности процесса прессования, снижение ее менее 3 мин и менее 1 мин соответственно при прессовании торцовых частей и центральной части вставки уменьшает объем удаляемых газов.
При окончательном прессовании увеличение удельного давления более 55 МПа ведет к возникновению дефектов в прессовках, а уменьшение его менее 45 МПа не позволяет получить точную геометрическую форму вставки. Снижение скорости прессования менее 35 мм/с снижает производительность процесса, а увеличение ее более 40 мм/с ведет к разрушению получаемого изделия.
Способ осуществляется следующим образом.
После приготовления углеродного материала в виде порошка его засыпают в пресс-форму и начинают прессовать с заявляемыми режимами либо центральную часть в виде желоба, либо торцовые части вставки, а затем прессовать соответственно либо торцовые части, либо центральную часть вставки. После предварительного отдельного прессования всех частей вставки ведут одновременное прессование центральной и торцовых частей вставки при удельном давлении 45÷55 МПа и скорости прессования 35÷40 мм/с.
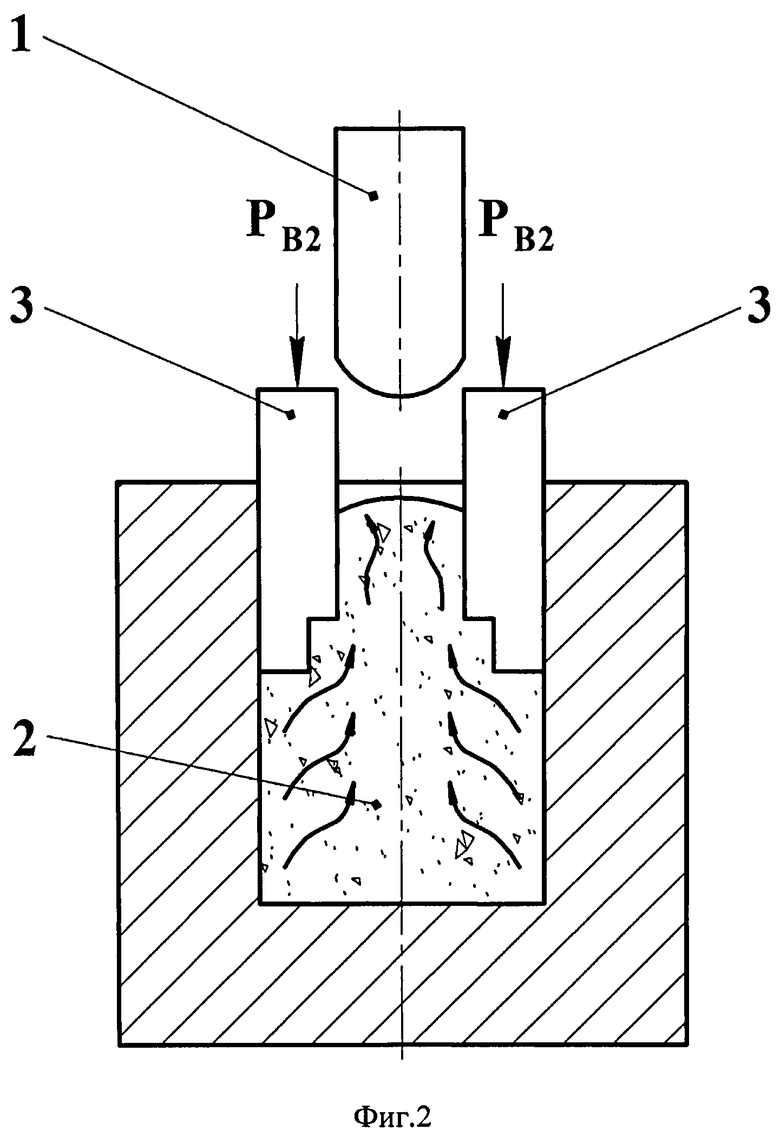
Предлагаемый способ проиллюстрирован на фиг.1-3, где на фиг.1 изображена схема удаления воздуха при начальном прессовании центральной части вставки, на фиг.2 - то же при начальном прессовании торцовых частей, на фиг.3 - схема одновременного прессования всех частей вставки.
На фиг.1 вертикальный пуансон 1 взаимодействует с усилием Рв1 с засыпкой 2 порошка в ее центральной части, формируя центральную часть в виде желоба. При этом воздух свободно выходит через свободные от пуансона участки засыпки 2. На фиг.2 вертикальные пуансоны 3 взаимодействуют с усилием Рв2 с засыпкой 2 порошка в ее периферийных участках, формируя торцовые части вставки. При этом воздух свободно выходит через центральную часть засыпки 2 порошка. На фиг.3 пуансоны 1 и 3 одновременно действуют усилием Рв3 на предварительно сформированную заготовку вставки.
Согласно предлагаемому способу были изготовлены вставки размерами 18×23×80 мм из материала, содержащего 86% графита и 14% фенолформальдегидной смолы. Вначале прессовали центральную часть вставки в виде желоба с удельным давлением 18 МПа и скоростью прессования 9 мм/с. Затем вели прессование торцовых частей вставки с удельным давлением 33 МПа и скоростью прессования 11 мм/с. Окончательное одновременное прессование всех частей вставки вели при удельном давлении 50 МПа и скорости прессования 36 мм/с. Плотность полученных вставок составила 1,72 г/см3, прочность на сжатие увеличилась с 35 до 39 МПа.
Предлагаемый способ найдет применение при производстве контактных вставок троллейбусов, а также при прессовании сложных фигурных изделий из углеродных материалов, сочетающих в сечении преимущественно ребра и впадины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ЭЛЕКТРОТЕХНИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОЙ ГРАФИТОПЛАСТОВОЙ КОМПОЗИЦИИ | 2014 |
|
RU2560625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКОЛЬЗЯЩИХ КОНТАКТОВ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ НА ОСНОВЕ УГЛЕРОДА | 2013 |
|
RU2533893C1 |
| СПОСОБ ПРЕССОВАНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ НА ОСНОВЕ УГЛЕРОДА | 2014 |
|
RU2567083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОУГОЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2602569C1 |
| Способ изготовления графитопластовых изделий | 2015 |
|
RU2613245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОУГОЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2560619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОУГОЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2560490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКОЛЬЗЯЩИХ КОНТАКТОВ | 2013 |
|
RU2529605C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ | 2013 |
|
RU2508177C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ | 2016 |
|
RU2625622C1 |

Изобретение относится к порошковой металлургии, в частности к прессованию фасонных изделий, преимущественно контактных вставок троллейбусов, из углеродных материалов. Перед одновременным прессованием центральной части в виде желоба и ее профильных торцовых частей проводят отдельное прессование центральной и торцовых ее частей с выдержками под давлением полуфабрикатов прессовок. Окончательное прессование всех частей вставки проводят при удельном давлении 45-55 МПа и скорости прессования 35-40 мм/с. Обеспечивается повышение плотности и прочности на сжатие материала контактных вставок. 2 з.п. ф-лы, 3 ил.
1. Способ прессования углеродных контактных вставок троллейбусов, включающий одновременное прессование центральной части вставки в виде желоба и ее торцовых профильных частей, отличающийся тем, что перед одновременным прессованием всех частей вставки проводят отдельное предварительное прессование центральной и торцовых ее частей с выдержками под давлением полуфабрикатов прессовок, а окончательное одновременное прессование всех частей вставки ведут при удельном давлении 45-55 МПа и скорости прессования 35-40 мм/с.
2. Способ по п.1, отличающийся тем, что вначале проводят предварительное прессование центральной части вставки в виде желоба при удельном давлении прессования 25-30 МПа и скорости прессования 8-10 мм/с и выдержкой под давлением 2-3 мин, а затем прессование ее торцовых частей при удельном давлении 30-35 МПа и скорости прессования 10-15 мм/с и выдержкой под давлением 1-2 мин.
3. Способ по п.1, отличающийся тем, что вначале проводят предварительное прессование ее торцовых частей при удельном давлении прессования 30-35 МПа и скорости прессования 10-12 мм/с и выдержкой 3-4 мин, а затем прессование ее центральной части в виде желоба при удельном давлении прессования 35-40 МПа и скорости прессования 15-20 мм/с и выдержкой под давлением 1-2 мин.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ВСТАВОК | 2004 |
|
RU2267411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОЙ ВСТАВКИ ТОКОСЪЕМНИКА ЭЛЕКТРОТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2207962C1 |
| ТОКОСЪЕМНЫЙ ЭЛЕМЕНТ ЭЛЕКТРИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2002 |
|
RU2229395C1 |
| WO 1992005975 A, 16.04.1992 | |||
| WO 1993005545 A1, 18.03.1993. | |||

