ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение, в целом, относится к упаковке продуктов питания и, конкретно, к непрерывной герметичной упаковке разливаемых пищевых продуктов.
УРОВЕНЬ ТЕХНИКИ
Как известно, в производственном помещении предприятия по упаковке продуктов питания, обычно выполняются несколько специально предназначенных процессов, включающих в себя хранение поступающих продуктов питания и упаковочных материалов, производство пищевых продуктов, упаковку пищевых продуктов, и складирование упаковок. Что касается разливаемых пищевых продуктов, упаковка пищевых продуктов выполняется на упаковочных линиях, каждая из которых является комплектом машин и оборудования для производства и обработки упаковок, и включает в состав фасовочную машину для производства упаковок, за которыми следуют один или несколько заданных конфигураций последующих по потоку единиц распределительного оборудования, такого как накопители, устройства для нанесения соломинки, устройства для обертывания в пленку и упаковки в картон, соединенные в фасовочную машину с помощью конвейеров, предназначенных для обработки упаковок.
Типичным примером упаковок такого типа является упаковка в форме параллелепипеда для жидких или разливаемых пищевых продуктов, известная как Tetra Brik Aseptic®, которая выполняется складыванием и герметизацией ламинированного тонколистового упаковочного материала.
Упаковочный материал имеет структуру многослойного листа, по существу содержащую один или несколько придающих жесткость и упрочняющих нижних слоев, обычно выполняемых из волокнистого материала, например бумаги, или полипропиленового материала с минеральным заполнителем, покрытого с обеих сторон рядом слоев термоклеевого пластичного материала, например полиэтиленовой пленкой. В случае асептических упаковок для продуктов длительного хранения, таких как пастеризованное (UHT) молоко, упаковочный материал также содержит слой газо- и свето- защитного материала, например, алюминиевой фольги или этилвинилэтаноловой (EVOH) пленки, которая наложена на слой термоклеевого пластичного материала, и в свою очередь покрывается другим слоем термоклеевого пластичного материала, образующим внутреннюю сторону упаковки, в конечном счете контактирующую с пищевым продуктом.
Упаковки этого вида производятся на полностью автоматических фасовочных машинах, причем непрерывный вертикальный рукав выполняется из рулонного упаковочного материала; который стерилизуется применением химического стерилизующего средства, такого как раствор перекись водорода, которое удаляется по завершению стерилизации, например, испаряется путем нагревания, с поверхностей упаковочного материала; и стерилизованный рулон поддерживается в закрытой, асептической среде, и складывается и запечатывается в продольном направлении, чтобы образовать вертикальный рукав. Рукав затем заполняется сверху вниз стерилизованным или стерильно обработанным разливаемым пищевым продуктом, и подается по направлению вертикали на станцию формовки, где он захватывается вдоль равноотстоящих поперечных сечений посредством двух пар захватов, которые действуют циклически и последовательно относительно рукава, и запечатывают упаковочный материал рукава, чтобы сформовать непрерывную полосу упаковок типа "подушка", соединенных друг с другом поперечными уплотняющими лентами. Пачки «подушек» отделяются друг от друга путем разрезания соседних уплотняющих лент, и передаются на станцию окончательного складывания, где они складываются механически в готовые, например, по существу имеющие форму параллелепипеда, упаковки.
Альтернативно, упаковочный материал может быть разрезан на заготовки, которые формуются в упаковки на формовочных валиках, и упаковки заполняются пищевым продуктом и запечатываются. Одним примером упаковки этого типа является так называемая упаковка "с крышеобразным верхом", известная как Tetra Rex®.
Существующие упаковочные линии первого поколения обычно имеют децентрализованное управление, плохую или вовсе отсутствующую гибкость задания конфигурации, и отличающиеся каналы связи и технические решения и аппаратные средства автоматизации, и обычно требует настройки программного обеспечения автоматических линий в фасовочной машине и каждой единице распределительного оборудования.
Следовательно, существующие системы автоматизации и контроля упаковочной линии не могут обеспечивать возможности гибкости и функциональности, требуемые для удовлетворения постоянно возрастающего требования рынка к безопасности и отслеживаемости пищевых продуктов, и для более высокой изменчивости процесса производства. Однако, несмотря на свой возраст, многие находящиеся в эксплуатации системы контроля и автоматизации продолжают обеспечивать полезную функциональность, вынуждающее их обновление, представляющее огромные капиталовложения, которые руководство производством желает продлить.
Следовательно, это означает постоянно возрастающую потребность развития автоматизации предприятия в части упаковки, в частности, для упаковочных линий нового поколения, показывающих интегрированные решения, такие как централизованное и надежное автоматизированное управление, повышенная гибкость задания конфигурации, одинаковые каналы связи и технические решения и аппаратные средства автоматизации, и без необходимости настройки программного обеспечения автоматизированной линии в фасовочных автоматах разливочных автоматах и единицах распределительного оборудования.
ЗАДАЧА И КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в том, чтобы обеспечить упаковочную линию нового поколения, которая удовлетворяет вышеупомянутой потребности.
Эта цель достигается посредством настоящего изобретения в том, что оно относится к упаковочной системе, как определено в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения, предпочтительные варианты осуществления, которые предназначаются единственно в качестве примера и не должны рассматриваться в качестве ограничительных, теперь будут описаны со ссылкой на сопроводительные чертежи (все не в масштабе), на которых:
Фиг.1 - схематичный показ интегрированной системы упаковки согласно первому варианту осуществления настоящего изобретения;
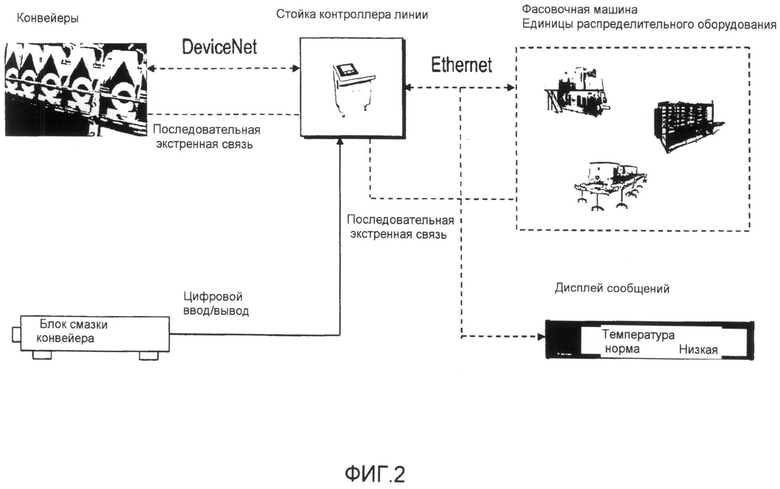
Фиг.2 - показ блок-схемы, изображающей общую архитектуру системы упаковки по фиг.1;
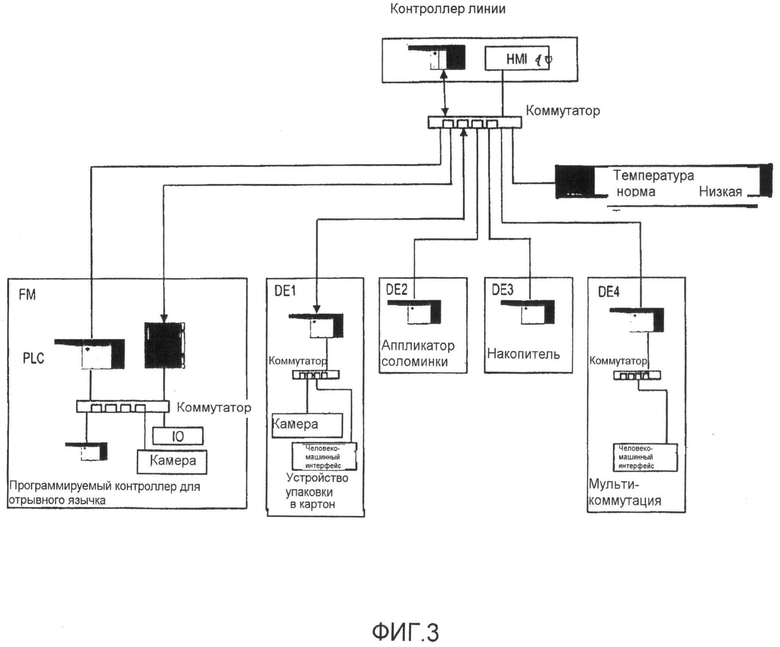
Фиг.3 - показ блок-схемы, изображающей общую топологию сети Ethernet для системы упаковки по фиг.1;
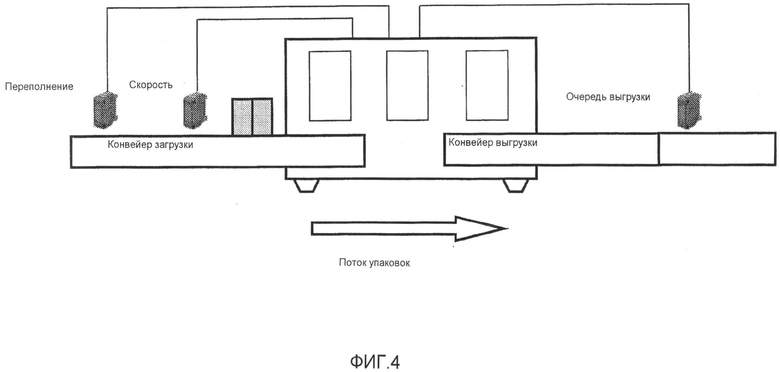
Фиг.4 - схематичный показ планировки распределительного оборудования для системы упаковки по фиг.1;
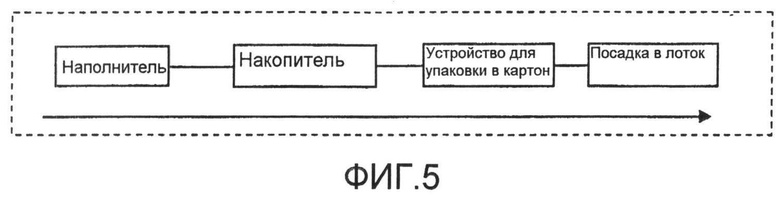
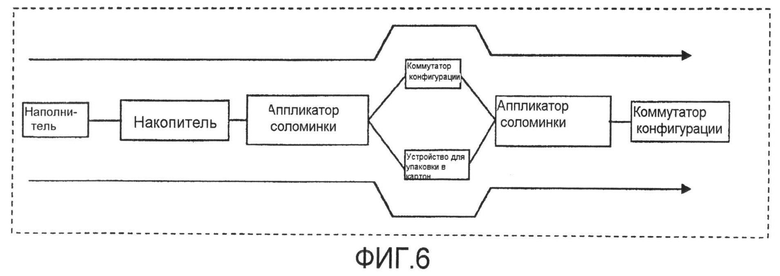
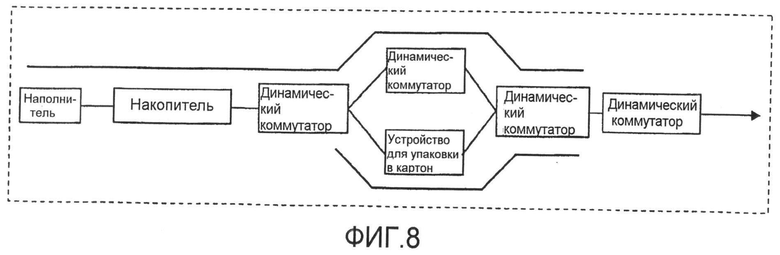
Фиг. 5-8 - показ блок-схем, изображающих различные схематические планировки интегрированной системы упаковки согласно первому варианту осуществления настоящего изобретения;
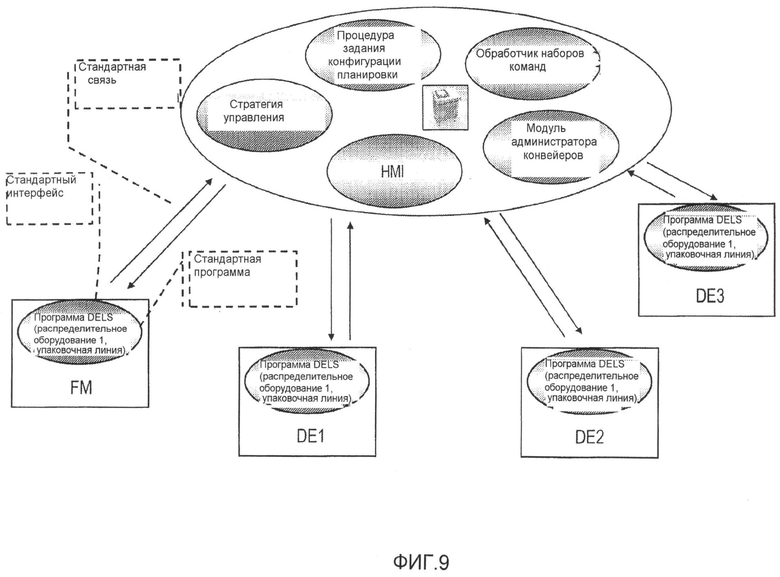
Фиг.9 - показ блок-схемы, изображающей модульную архитектуру программного обеспечения в упаковочной линии;
Фиг. 10-16 - показ различных окон задания конфигурации в графическом пользовательском интерфейсе в течение задания конфигурации упаковочной линии;
Фиг.17 и 18 - показ команд и ответных сообщений, обмениваемых между модулем управления линией и распределительным оборудованием, чтобы осуществлять стратегию пуска/останова;
Фиг. 19-21 - показ команд и ответных сообщений, обмениваемых между модулем управления линией и распределительным оборудованием, чтобы осуществлять стратегию управления потоком упаковок;
Фиг.22 - показ окна задания конфигурации, относящегося к функции конфигурирования набора команд (Recipe Configuration);
Фиг.23 и 24 - примеры исходных, промежуточных и конечных упаковок, относящихся к двум различным наборам команд линии;
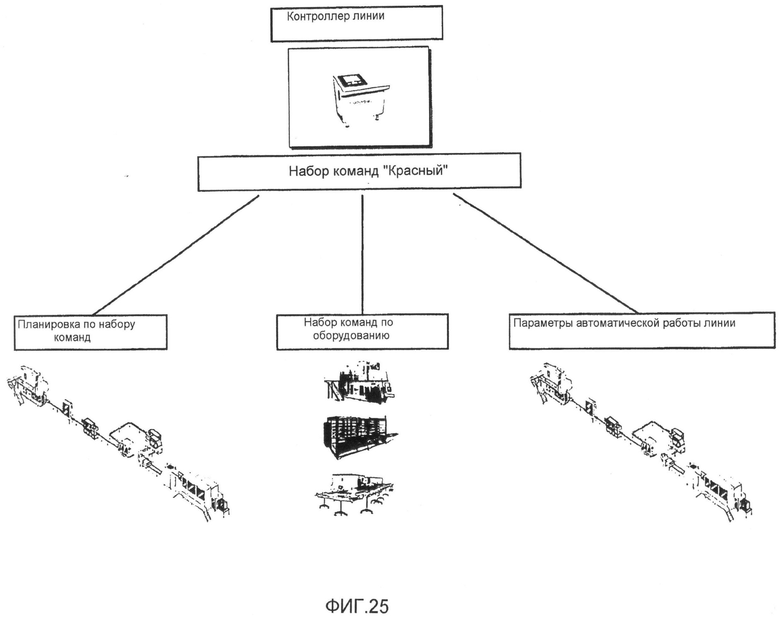
Фиг.25 - показ блок-схемы, изображающей процесс задания набора команд линии;
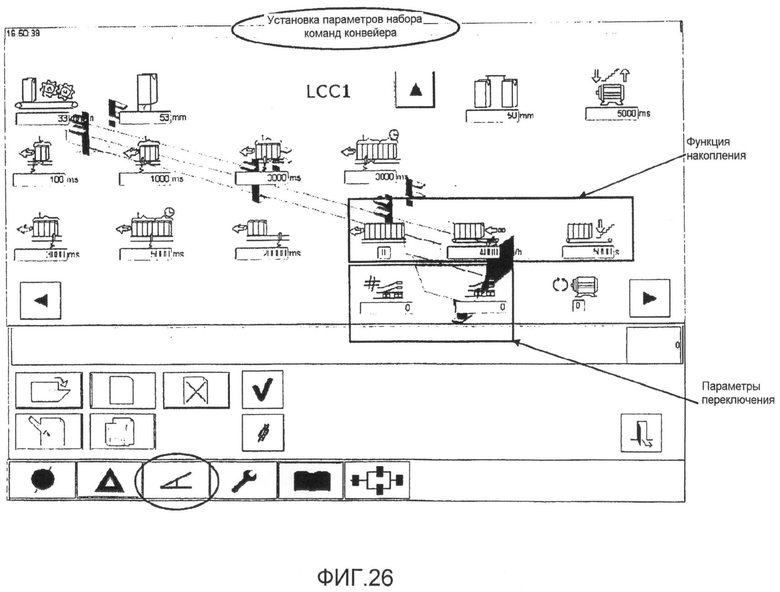
Фиг.26 - показ окна задания конфигурации, относящегося к функции установочных параметров конвейера;
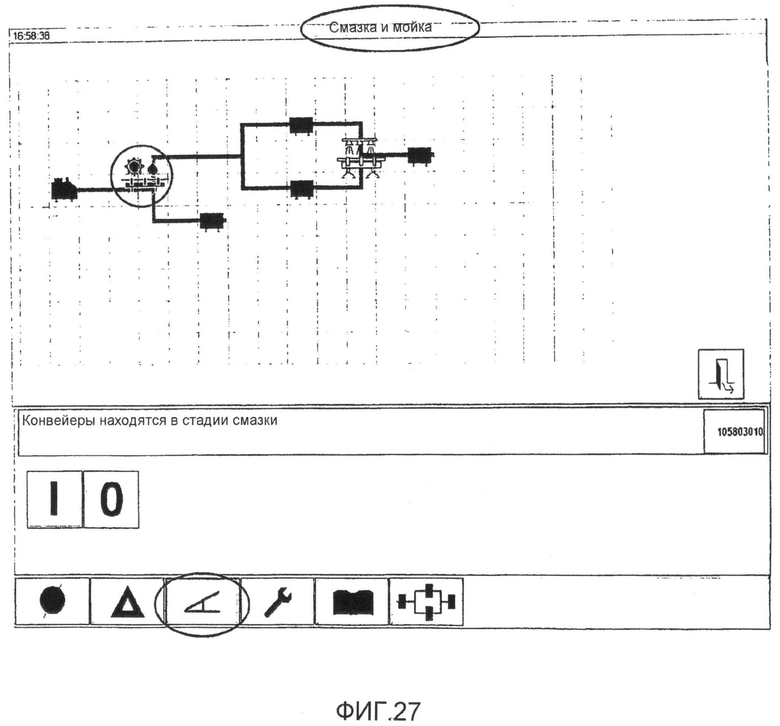
Фиг.27 - показ окна задания конфигурации, относящегося к функции смазки и мойки конвейера;
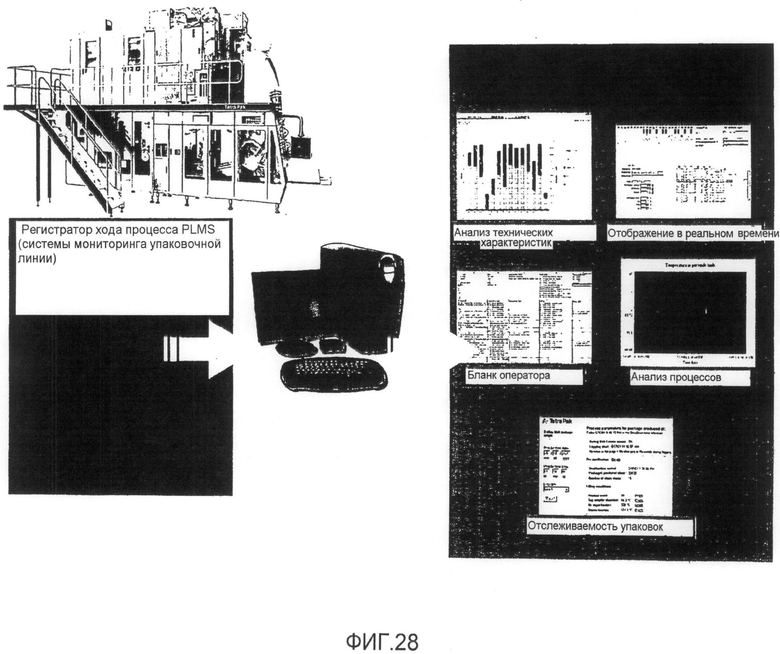
Фиг.28 - схематичный показ задач, выполняемых центром PLMS (системы мониторинга упаковочной линии);
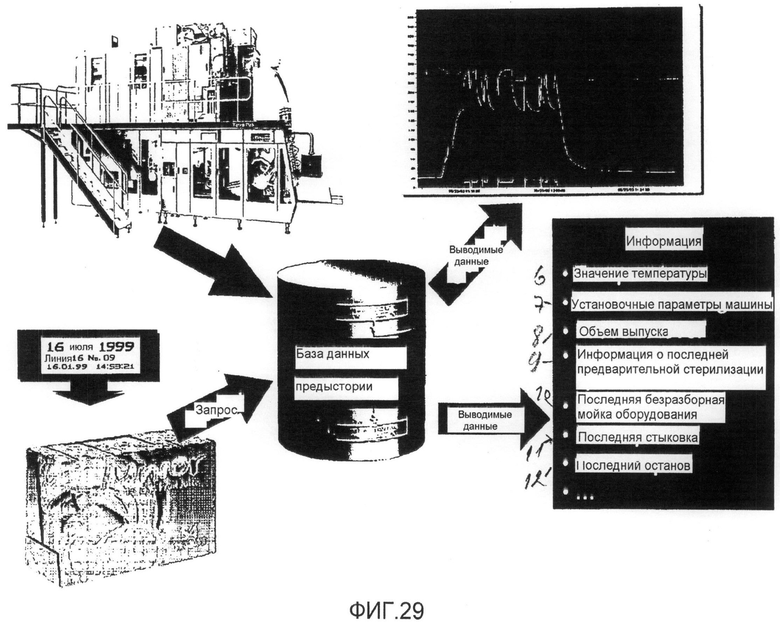
Фиг.29 - показ блок-схемы, изображающей задачу отслеживаемости упаковки, выполняемую центром PLMS; и
Фиг. 30-34 - показ блок-схем, изображающих различные схематические планировки интегрированной системы упаковки согласно второму варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Нижеследующее обсуждение представлено, чтобы дать возможность специалисту в данной области техники создать и использовать изобретение. Различные модификации вариантов осуществления будут легко очевидны специалистам в данной области техники без выхода за рамки объема настоящего изобретения, определенного в формуле изобретения. Таким образом, настоящее изобретение не предусматривает ограничения вариантами осуществления, показанными в документе, а должно соответствовать самому широкому объему, совместимому с принципами и новыми признаками, раскрытыми в документе и определенными в прилагаемой формуле изобретения.
На фиг.1 показана схематическая планировка интегрированной однолинейной системы упаковки (PS) согласно варианту осуществления настоящего изобретения. Система упаковки включает в себя:
- упаковочную линию (PL), включающую в состав фасовочную машину или фасовочное оборудование (FM), за которым следуют одна или несколько заданных конфигураций из последующих единиц распределительного оборудования (DE) такого как, накопители, аппликатор (устройство для нанесения с помощью самоклеящейся пленки) соломинки, аппликатор колпачка, аппликатор ручек, устройство упаковки в картон, устройство обертки в пленку, коммутаторы конфигурации, динамические коммутаторы, и системы укладчиков, которые каскадно соединены друг с другом или с фасовочной машиной (FM) посредством конвейеров (C), которые все являются сами по себе известными и, следовательно, не будут подробно описываться. В частности фасовочная машина выполнена с возможностью выборочно производить один тип или различные типы герметичных упаковок, которые содержат один пищевой продукт или различные пищевые продукты, вводимые в упаковку розливом, и которые выполнены из многослойного листа (ламинированного) упаковочного материала, включая, по меньшей мере, один придающий жесткость и упрочняющий нижний слой и один или несколько слоев термоклеевого пластичного материала, и каждая единица распределительного оборудования способна выполнять соответствующую операцию упаковки над поступающими отдельными герметичными упаковками или группами таковых;
- контроллер линии (LC) предназначенный и запрограммированный, чтобы управлять конфигурацией, связью и контролем упаковочной линии с целью оптимизации взаимодействия между фасовочной машиной и распределительным оборудованием, чтобы улучшить рабочую характеристику упаковочной линии и транспортировку продукции в течение процесса производства;
- центр системы (PLMS) мониторинга упаковочной линии, предназначенный и запрограммированный для совместного действия с контроллером линии, чтобы измерять, анализировать, и оптимизировать рабочую характеристику упаковочной линии;
- общий дисплей служебных сообщений, предназначенный для предоставления основной визуальной информации относительно работы фасовочной машины и распределительного оборудования, такой как производственная информация, останов оборудования, запрос материалов, стадия линии, и т.д.; и
- общую инфраструктуру канала связи, содержащую коммутируемую сеть Ethernet, например, топологии «звезда», и предназначенную для соединения контроллера линии с фасовочной машиной, распределительным оборудованием, и дисплеем сообщений; сеть Ethernet предназначена для соединения контроллера линии с центром PLMS; шинную архитектуру стандарта Fiedlbus, например, сеть DeviceNet, предназначенную для соединения контроллера линии с конвейерами, цифровой ввод/вывод, предназначенный для соединения контроллера линии с блоком смазки конвейера; и шину безопасности, предназначенную для обеспечения экстренной последовательной связи между зонированными защитными программируемыми логическими контроллерами (PLC) в контроллере линии, фасовочной машине, единицах распределительного оборудования и конвейерах, чтобы давать возможность более легкого выполнения законных требований в интегрированных производственных системах (например: документ 11161 Международной организации по стандартизации (ISO 11161), знак (CE) соответствия европейским стандартам для упаковочной линии в местоположении заказчика).
На фиг.2 схематично показана общая архитектура системы упаковки, тогда как на фиг.3 схематично показана общая топология сети Ethernet, причем одинаковые с фиг.1 числовые ссылочные позиции ссылаются на одинаковые элементы.
На фиг.4 схематично показано распределительное оборудование, которое оснащено загрузочным конвейером, снабженным фотоэлектрическим датчиком очереди, основанным на резисторе (датчиком переполнения) и счетным фотоэлектрическим датчиком, основанном на резисторе (датчиком скорости), разгрузочным конвейером, снабженным фотоэлектрическим датчиком очереди, основанном на резисторе, и локальным программируемым логическим контроллером (PLC) предназначенным для хранения и исполнения модулей программного обеспечения локального управления, настроенных с возможностью индивидуально управлять и разгрузочным, и загрузочным конвейерами и обеспечивать гомогенный и стандартный интерфейс. Каждый конвейер в упаковочной линии (отличный от загрузочного и разгрузочного конвейеров распределительного оборудования, и следовательно, не принимаемый ошибочно в качестве последнего) может быть обходного типа, переключательного типа и транспортного типа, и последний в свою очередь может быть накопительного типа, или простого стартстопного типа. Каждый конвейер является непосредственно электронно управляемым контроллером линии и снабжен модулем управления конвейером, на основе принципа распределенного управления и технологии Fieldbus, двигатель конвейера, оснащенного блоком преобразования частоты и блоком удаленного ввода/вывода, и распределением мощности (380В и 24В) на основе последовательной топологии (типа "цепочка").
Коммутатор конфигурации задает направление потока упаковок статическим образом, так что упаковочная линия в течение одной и той же производственной партии предполагает одинаковую конфигурацию, также называемую набором команд линии, как описано более подробно в дальнейшем. В частности, состояние коммутатора конфигурации определяется вручную или автоматически в течение начального задания конфигурации упаковочной линии, соответствующей выбранному набору команд линии, и остается той же в течение всей стадии производства.
Динамический коммутатор задает направление потока упаковок динамическим образом, так что упаковочная линия может принимать различные конфигурации в течение той же производственной партии. В частности, динамический коммутатор может управляться вручную или автоматически, чтобы изменять свое рабочее состояние в течение стадии производства, но он не является устройством для непрерывного управления потоком в течение процесса производства. Например, динамический коммутатор может использоваться, чтобы изменить направление потока упаковок на резервное распределительное оборудование, чтобы избежать затора упаковочной линии. На фиг. 5-8 показаны четыре различные примера упаковочных линий. В частности, на фиг.5 показана прямая упаковочная линия, включающая в себя, в порядке следования, фасовочную машину, накопитель, устройство упаковки в картон, и устройство упаковки в картонный лоток. На фиг.6 показана упаковочная линия, включающая в себя, в порядке следования, фасовочную машину, накопитель, первый коммутатор конфигурации, аппликатор колпачка и аппликатор соломинки, которые оперативно организуются параллельно и являются избирательно действующими, второй коммутатор конфигурации, и устройство упаковки в картон, причем два коммутатора конфигурации допускают два различных направления, и следовательно подлежат выбору два различных потока упаковок, один, включающий в состав аппликатор колпачка, и другой, включающий в состав аппликатор соломинки, каковые аппликаторы не могут работать вместе. На фиг.7 показана упаковочная линия, включающая в состав, в порядке следования, фасовочную машину, накопитель, первый коммутатор конфигурации, устройство обертки в пленку и обходной конвейер, которые оперативно организуются параллельно, второй коммутатор конфигурации, и устройство упаковки в картон, причем два коммутатора конфигурации допускают обход устройства обертки в пленку, таким образом избирательно обеспечивая два различных пути, и следовательно два различных потока упаковок, один, включающий в состав устройство обертки в пленку, и другой, не включающий в состав устройство обертки в пленку. На фиг.8 показана упаковочная линия, включающая в себя, в порядке следования, фасовочную машину, накопитель, первый динамический коммутатор, первый аппликатор колпачка и второй аппликатор колпачка, оперативно организованные параллельно, второй динамический коммутатор, и устройство упаковки в картон, причем два динамических коммутатора допускают использование двух аппликаторов колпачка одновременно, таким образом обеспечивая одиночный поток упаковок.
Контроллер линии включает в состав автономный пульт или стойку, оснащенную человеко-машинным интерфейсом (HMI), состоящим из индикаторной панели и клавиатуры, и систему управления на основе PLC, предназначенную для хранения и исполнения и программных приложений модульной архитектуры или инструментальных средств, настроенных с возможностью совместного действия с локальными программными модулями в фасовочной машине и единицах распределительного оборудования посредством стандартной связи для управления упаковочной линией и контроля работы таковой. Программное обеспечение модульной архитектуры и стандартный интерфейс допускают, чтобы различные сложности упаковочной линии (различные планировки и разнообразие фасовочных машин и единиц распределительного оборудования) управлялись без какой-либо настройки в программном обеспечении одиночного оборудования. По сравнению с упаковочными линиями предшествующего поколения, это дает возможность, чтобы в фасовочных машинах и единицах распределительного оборудования использовалось стандартное программное обеспечение и все настроенные параметры накапливались в контроллере линии. Преимуществом этого является высокий уровень стандартизации в фасовочных машинах и единицах распределительного оборудования и, следовательно, простое обслуживание для них. С целью настоящего изобретения, под выражением "программные приложения" подразумевается заданный подкласс программного обеспечения компьютера, которое применяет возможности компьютера непосредственно к задаче, которую пользователь желает выполнять.
На фиг.9 показана блок-схема, изображающая программное обеспечение модульной архитектуры в контроллере линии и в фасовочной машине и единицах распределительного оборудования.
Подробно, программные приложения в контроллере линии включают в себя:
- конфигуратор линии, который поддерживает средство "автоматического распознавания конфигурирования устройств" («plug and play»), предназначенное, чтобы упрощать и обеспечивать эффективную установку упаковочных линий, запуск и настройку на производственном участке;
- модуль управления линией, который является инструментальным средством ведущего контроллера, предназначенным для оптимизации рабочей характеристики упаковочной линии и материальных потоков в течение производства;
- модуль администратора наборов команд, который является средством управления, спроектированным с возможностью обеспечивать производственную гибкость, повышая качество "удобных в использовании" ресурсов и материалов упаковочной линии; и
- оптимизатор конвейера, который является средством, предназначенным, для оптимизации транспортировки продукта по конвейерам.
Конфигуратор линии является программным приложением, спроектированным с возможностью предоставления графического пользовательского интерфейса (GUI), который позволяет, чтобы оператором или техническим специалистом выбирались/осуществлялись четыре различные конфигурации функциональных возможностей, а именно:
- распознавание устройств,
- задание конфигурации планировки,
- увязка планировки и
- установочные параметры линии.
Все эти функциональные возможности активируют механизм «автоматического распознавания и конфигурирования» и гибкой параметризации упаковочной линии в течение стадии запуска при уменьшении времени задания конфигурации и настройки.
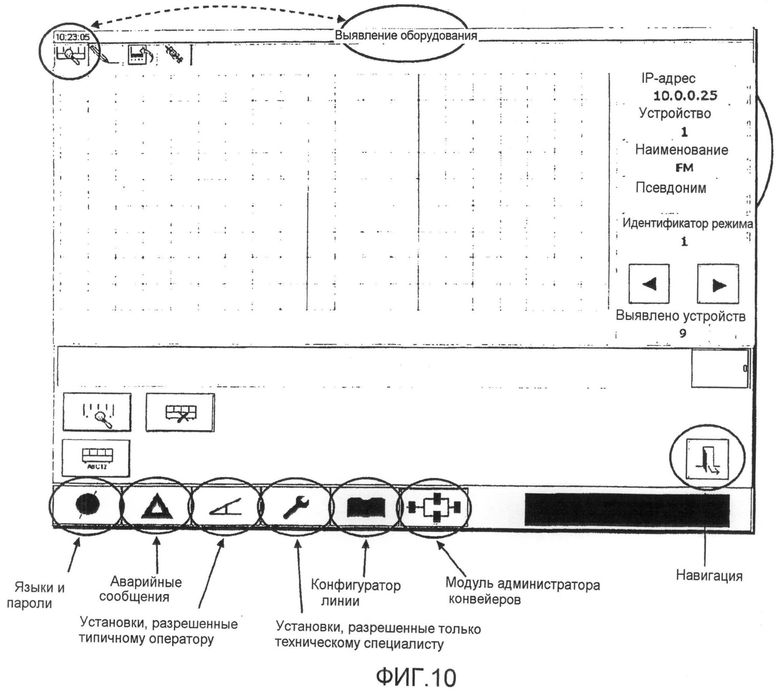
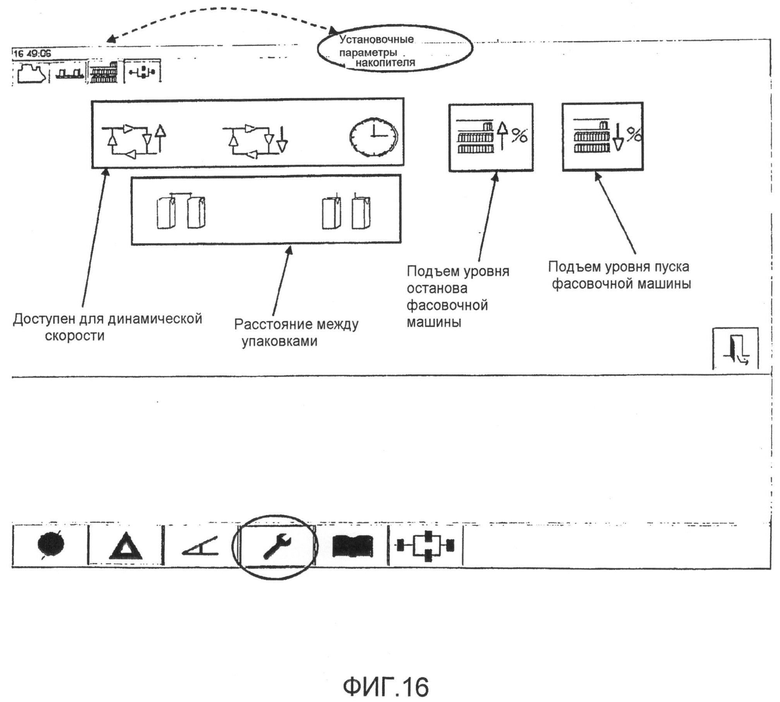
На фиг. 10-16 показаны примеры окон задания конфигурации в графическом пользовательском интерфейсе в течение задания конфигурации упаковочной линии и относящихся к вышеупомянутым функциям распознавания устройств, задания конфигурации планировки, и увязка линии.
Все окна задания конфигурации в своих нижних областях отображают множество многофункциональных клавиш, которые размещены рядом и включают в себя, в порядке следования, многофункциональную клавишу, относящуюся к установочным параметрам языка и пароля, многофункциональную клавишу, относящуюся к аварийным установочным параметрам, многофункциональную клавишу, относящуюся к установочным параметрам, которые разрешены общему оператору, многофункциональную клавишу, относящуюся к установочным параметрам которые разрешены только техническому специалисту, многофункциональную клавишу, относящуюся к вышеописанному администратору набора команд, многофункциональную клавишу, относящуюся к вышеописанному конфигуратору линии, и многофункциональную клавишу навигации, чтобы давать возможность оператору перемещаться по окнам задания конфигурации.
На фиг.10 показано окно задания конфигурации, относящееся к функциональности «распознавание устройств». При щелчке оператором (мышью) на многофункциональной клавише «распознавание устройств», отображенной в верхнем правом углу графического пользовательского интерфейса, конфигуратор линии автоматически обнаруживает и идентифицирует фасовочную машину, распределительное оборудование и конвейеры в упаковочной линии, и загружает технические характеристики таковых. Для выполнения этого, конфигуратор линии посылает запрос идентификации на фасовочную машину и единицы распределительного оборудования в упаковочной линии, которые отвечают посылкой на контроллер линии своих адресов в общей сети связи. На основании этого, конфигуратор линии исследует идентификационную информацию и производственную информацию фасовочной машины и единиц распределительного оборудования, которые посылают назад сообщения своих идентификационных карт. Пример, показанный на фиг.10, относится к выявлению разливочной машины (FM) с IP-адресом 10.0.0.25.
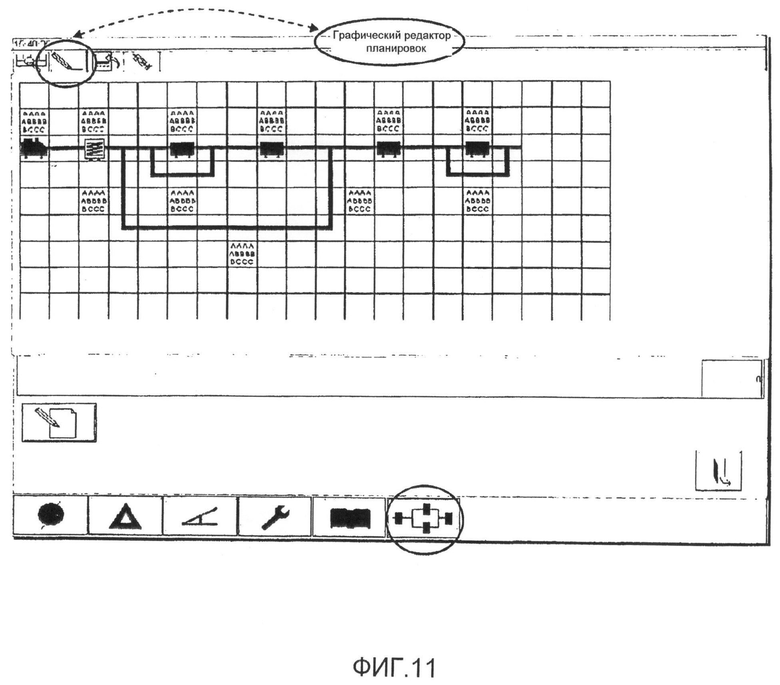
Когда фасовочная машина, распределительное оборудование и конвейеры в упаковочной линии были распознаны и идентифицированы, и рабочие параметры таковых загружены, оператору предоставляется возможность осуществить щелчок на многофункциональной клавише «задания конфигурации планировки», чтобы графически построить планировку упаковочной линии. На фиг.11 показано окно задания конфигурации, относящееся к функциональности «задание конфигурации планировки». В частности, при щелчке оператором (мышью) на многофункциональной клавише «задание конфигурации планировки», отображаемой в верхнем правом углу графического пользовательского интерфейса, обеспечивается графический редактор планировок, который позволяет оператору графически создать планировку упаковочной линии путем вычерчивания на дисплее контроллера линии «фасовочной машины» и индивидуальных единиц «распределительного оборудования» и конвейеров, и устанавливать для них производственные/рабочие параметры. В частности, графический пользовательский интерфейс предназначен для предоставления области отображения, которая разделена на таблично-организованные, имеющие форму квадрата элементы изображения, и графическое вычерчивание планировки упаковочной линии может выполняться оператором просто многократным щелчком по графическому элементу изображения, чтобы последовательно отображать графические представления различных типов фасовочных машин, распределительного оборудования, и конвейеров, производственные/рабочие характеристики каждого из которых хранятся в соответствующей базе данных.
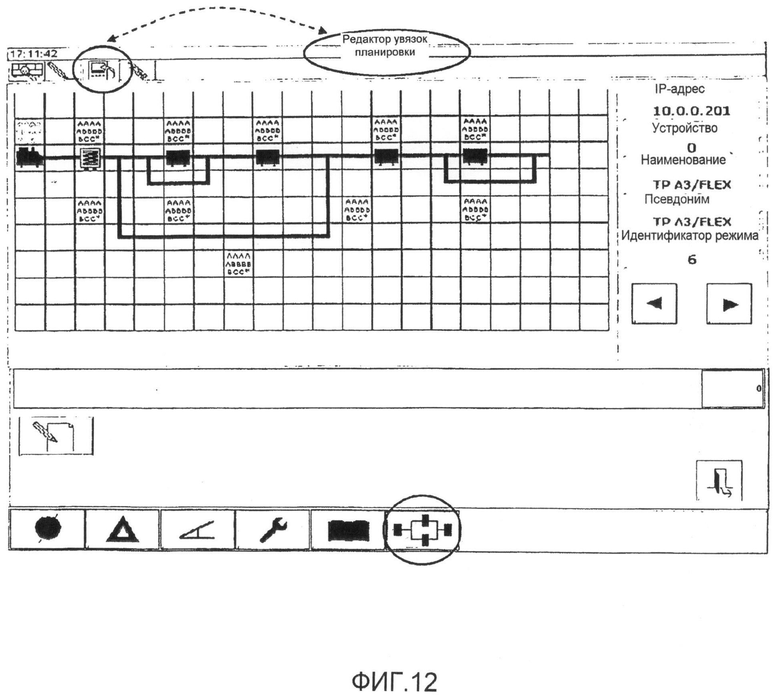
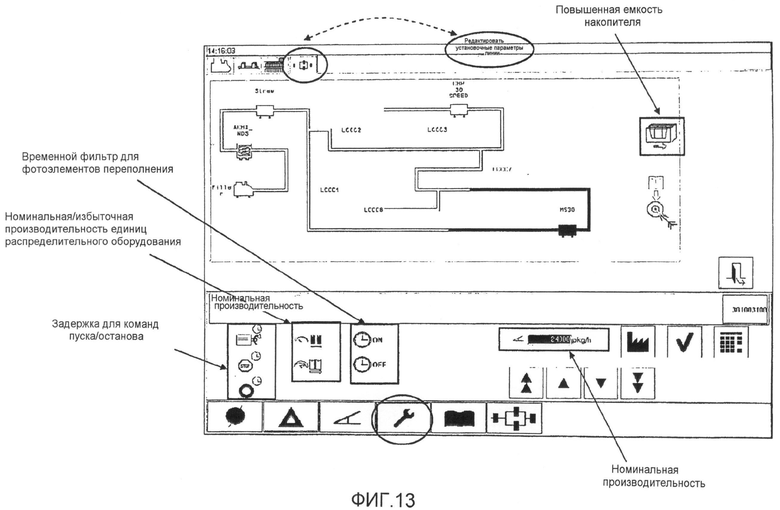
Как только планировка упаковочной линии была полностью графически вычерчена, оператору предоставляется возможность осуществить щелчок по многофункциональной клавише «увязка планировки», чтобы связать графические представления фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) с идентифицированными фасовочной машиной, единицами распределительного оборудования, и конвейером(ами) в реальной упаковочной линии. На фиг.12 показано окно задания конфигурации, относящееся к функциональности «увязка планировки». В частности, если оператор осуществляет щелчок на многофункциональной клавише «увязка планировки», отображаемой в верхнем правом углу графического пользовательского интерфейса, оператору предоставляется возможность графически выбирать поодиночке графические представления фасовочной машины, распределительного оборудования и конвейеров, и связывать выбранное графическое представление с идентифицированными фасовочной машиной, распределительным оборудованием, и конвейером. Увязка графического представления фасовочной машины, распределительного оборудования, и конвейера, отображенного в выбранном элементе(ах) изображения с выявленной фасовочной машиной, распределительным оборудованием и конвейером заключает в себе проверку соответствия, чтобы предотвращать ошибочную увязку или увязку с фасовочной машиной, распределительным оборудованием или конвейером, которые фактически не присутствуют в реальной упаковочной линии, подлежащей конфигурированию. Пример, показанный на фиг.12, относится к увязке двух выбранных элементов изображения, показанных белым фоном, с фасовочной машиной TP A3/FLEX. Как только все графические представления фасовочной машины, распределительного оборудования, и конвейера были увязаны с идентифицированными соответствующими фасовочной машиной, распределительным оборудованием, и конвейером, и после того, как техническим специалистом был создан набор команд линии, как описано подробно ниже со ссылкой на фиг. 22-26, относящиеся к модулю администратора набора команд, конфигурация упаковочной линии может быть задана техническим специалистом путем нажатия многофункциональной клавиши «установочные параметры линии», отображаемой в нижней области графического пользовательского интерфейса. Фиг. 13-16 показывают окна задания конфигурации, относящиеся к функции «установочные параметры линии». В частности, когда технический специалист осуществляет щелчок на многофункциональной клавише «установочные параметры линии», графический пользовательский интерфейс дает возможность, чтобы подлежали выбору и осуществлению три различные функции задания конфигурации, то есть:
- настройка линии;
- режим фасовочной машины; и
- режим накопления.
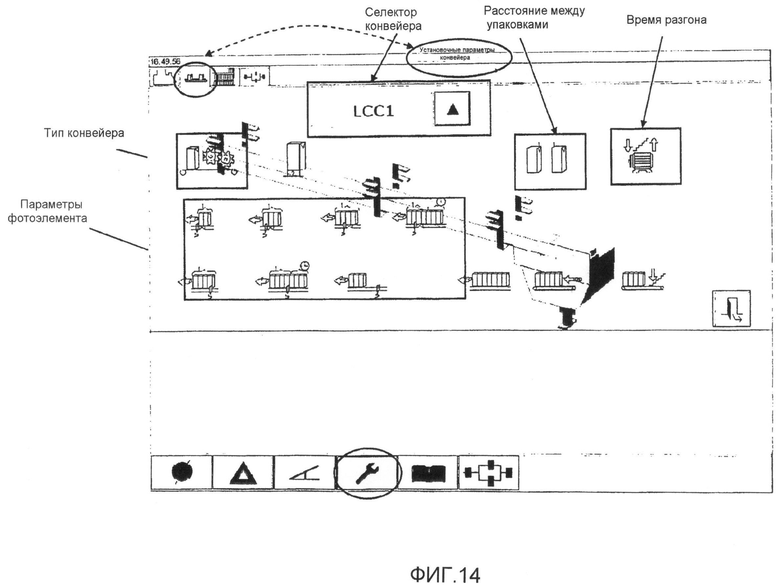
В частности, на фиг.13 и 14 показаны окна задания конфигурации, относящиеся к функции «настройка линии». Когда технический специалист осуществляет щелчок на многофункциональной клавише «настройка линии», графический пользовательский интерфейс позволяет оператору выбирать активные фасовочные машины, распределительное оборудование и конвейеры, и технологический маршрут, который соответствует производственной партии, и оперативно устанавливать или изменять различные параметры и конфигурацию автоматизации упаковочной линии, которые необходимо использовать в течение запуска и стадий производства для оптимизации поведения упаковочной линии. Все параметры настройки и автоматизации хранятся в компактной карте флэш-памяти, и загружаются при выборе набора команд линии, как будет описано подробно в дальнейшем. Примеры, показанные на фиг.13 и 14, относятся к установке общих параметров упаковочной линии, таких как номинальная производительность и избыточная производительность распределительного оборудования, время фильтра фотоэлектрических датчиков переполнения, задержка по отношению к командам пуск/останов, и т.д., и, соответственно, к установке особых параметров каждого индивидуального конвейера в упаковочной линии, таких как тип конвейера, параметры фотоэлектрических датчиков, расстояние между упаковками, время разгона, и т.д.
На фиг.15 показано окно задания конфигурации, относящееся к функции «режим фасовочной машины», которая позволяет оператору устанавливать выбираемую производительность (упаковок/час), динамическую производительность (упаковок/час), и тип автоматического повторного запуска (ручной/автоматический) фасовочной машины. На фиг.16 показано окно задания конфигурации в графическом пользовательском интерфейсе, относящееся к функции «режим накопления», которая дает возможность оператору устанавливать параметры каждого индивидуального накопителя в упаковочной линии, такие как, является ли доступным для динамической скорости, расстояние между упаковками, уровень останова и уровень старта для фильтра, и т.д. Возвращаясь к программным приложениям в контроллере линии, модулем управления линией является программное приложение, предназначенное для оптимизации рабочей характеристики упаковочной линии и управления транспортировкой упаковки. Эта функциональность является очень важной для избежания повреждений упаковок, в частности для предотвращения разрушений упаковок из-за длинных очередей на входах распределительного оборудования или высокой скорости потока упаковок по отношению к производительности упаковочной линии, и гарантировать асептическую целостность.
В частности, стратегия пуска/останова задает последовательность и задержки пуска/останова фасовочной машины и распределительного оборудования после пуска/останова любого устройства из фасовочной машины и единиц распределительного оборудования в упаковочной линии, чтобы предотвращать образование имеющих длину выше заданного значения очередей упаковок на входе любого распределительного оборудования в течение переходного этапа пуска/останова процесса производства. Таким образом, по сравнению с предшествующим поколением упаковочных линий контроллер линии по настоящему изобретению позволяет, чтобы пуск/останов фасовочной машины или любого распределительного оборудования был упрежден или отсрочен, таким образом, делая возможным, например, упреждать прием упаковок в распределительном оборудовании или задерживать повторный запуск предшествующей по технологической операции фасовочной машины или распределительного оборудования.
Стратегия управления потоком является динамическим управлением потоком упаковок в упаковочной линии. Регулирование и управление потоком упаковок дает возможность достижения по существу постоянного расстояния между упаковками или блоками упаковок, чтобы препятствовать их разрушению и образованию очередей упаковок, превышающих заданное значение длины, на входе любого распределительного оборудования в течение постоянных изменений производительности упаковочной линии в течение стадии выгрузки накопителя.
Возможность осуществления управления потоком упаковок и производительностью распределительного оборудования позволяет приспосабливать производительность упаковочной линии к фактической производительности предприятия заказчика (к укладчику поддонов, упаковщику поддонов, оборудованию заказчика). В свою очередь, адаптация производительности делает возможной обработку упаковки при постоянном потоке, каковое обеспечивает лучшее управление транспортировкой упаковок. Эта функциональность обеспечивает более высокую гибкость по сравнению с упаковочными линиями предыдущего поколения, причем распределительное оборудование обрабатывает упаковки с максимальной производительностью, доступной при создании регулярного потока упаковок. Все параметры для управления транспортировкой упаковок являются различными для каждой планировки упаковочной линии.
В частности, модуль управления линией предназначен для выполнения нижеследующих задач в течение процесса производства:
- контроль упаковочной линии: работа фасовочной машины, распределительного оборудования и конвейеров упаковочной линии контролируется, чтобы оптимизировать рабочую характеристику упаковочной линии и транспортировку продукции. Основная визуальная информация, такая как производственная информация, останов оборудования, запрос материалов, стадия линии, и т.д., обеспечивается посредством общего дисплея служебных сообщений, тогда как подробная визуальная информация обеспечивается с помощью дисплея контроллера линии, причем отображается страница процесса производства, в которой индивидуальные части упаковочной линии имеют различный цвет на основании информации, которая будет предоставляться, и в частности:
Зеленый: производство
Серый: не присутствует в наборе команд линии
Белый: подготовка
Мерцание зеленого: готово к производству
Желтый: блокировка
Мерцание желтого: блокировка; фасовочная машина или распределительное оборудование принимает или подает упаковки, но имеется аварийный сигнал;
- отправка команды и автоматический повторный запуск: команды пуска/останова посылаются на фасовочную машину, распределительное оборудование, и конвейеры в упаковочной линии, отличные от таковых в фасовочной машине и распределительном оборудовании, и непосредственно управляются упаковочной линией согласно стратегии пуска/останова, которая управляет стадией пуска и останова в упаковочной линии. Например, распределение останавливается, если более нет упаковок, поступающих от предшествующего по потоку распределительного оборудования, или при блокировке последующего по потоку распределительного оборудования, таким образом предотвращая разрушение или получение повреждений упаковок; и при активировании в разгрузочном конвейере распределительного оборудования фотоэлектрического датчика очереди данное распределительное оборудование останавливается автономно, и модуль управления линией останавливает предшествующую по потоку единицу(ы) распределительного оборудования;
- передача рабочего параметра: рабочие параметры передаются на фасовочную машину и распределительное оборудование упаковочной линии для оптимизации рабочей характеристики упаковочной линии и транспортировки продукции;
- стратегия управления потоком продукции: реализован алгоритм для оптимизации производства и потоков упаковок путем динамической регулировки производительности фасовочной машины и каждой отдельной единицы распределительного оборудования, таким образом уменьшая очереди упаковок и оптимизируя накопление упаковок. Рабочие состояния фасовочной машины и распределительного оборудования накапливаются, и на основании стратегии управления потоком продукции формируются команды для фасовочной машины и каждой единицы распределительного оборудования. Например, если в загрузочном конвейере распределительного оборудования активируется фотоэлектрический датчик скорости, распределительное оборудование повышает свою производительность и не предпринимает какого-либо действия на уровне упаковочной линии; и когда в загрузочном конвейере распределительного оборудования активируется фотоэлектрический датчик переполнения, модуль управления линией уменьшает производительность предшествующего распределительного оборудования.
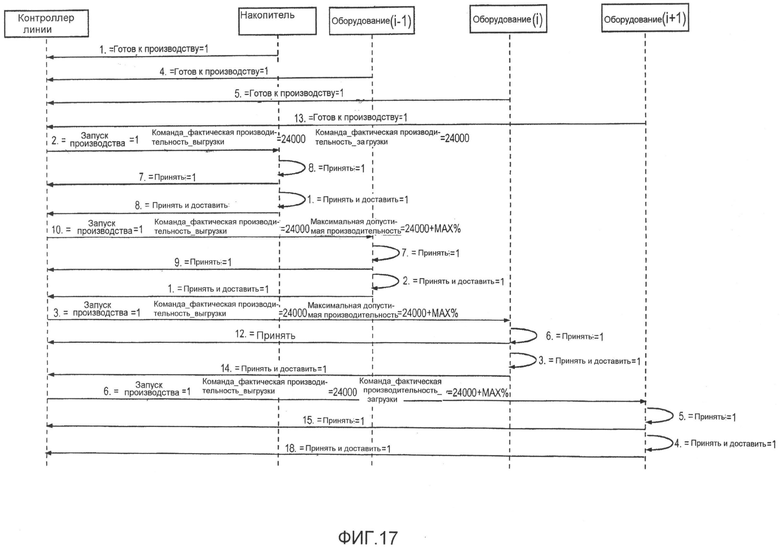
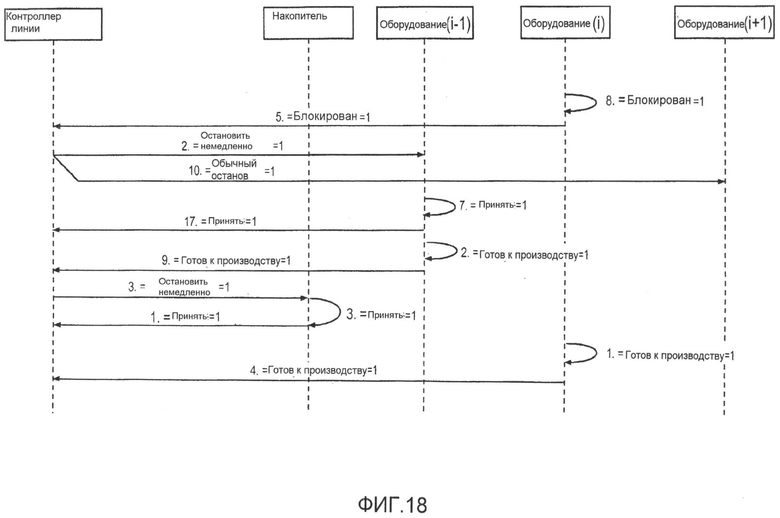
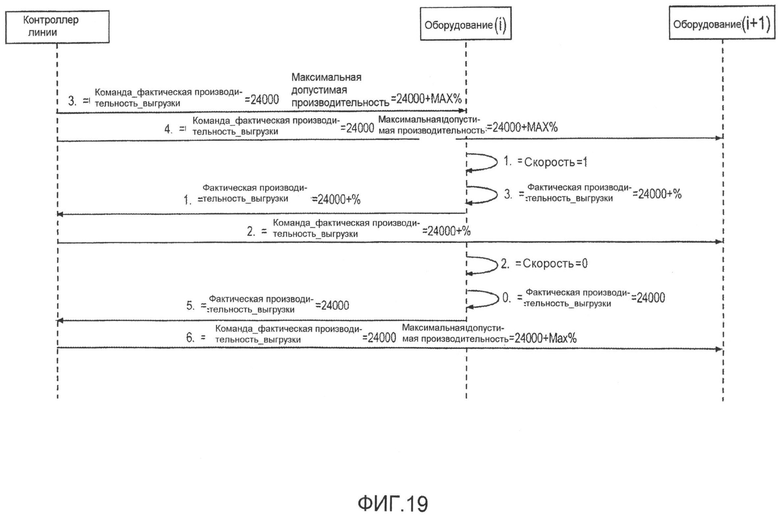
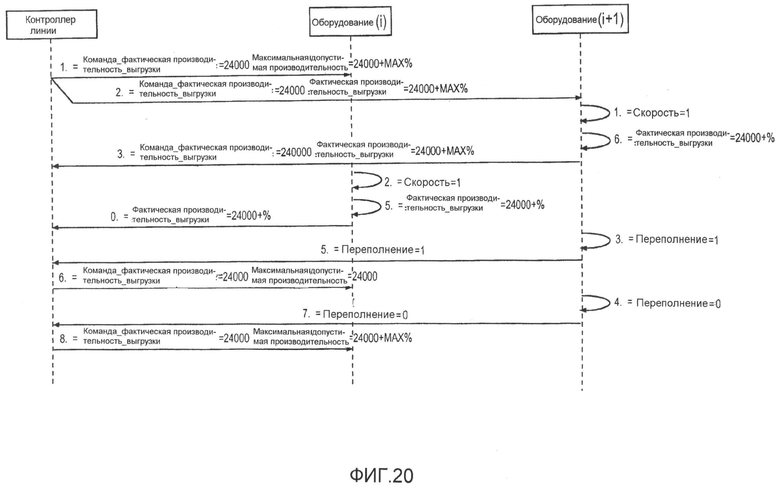
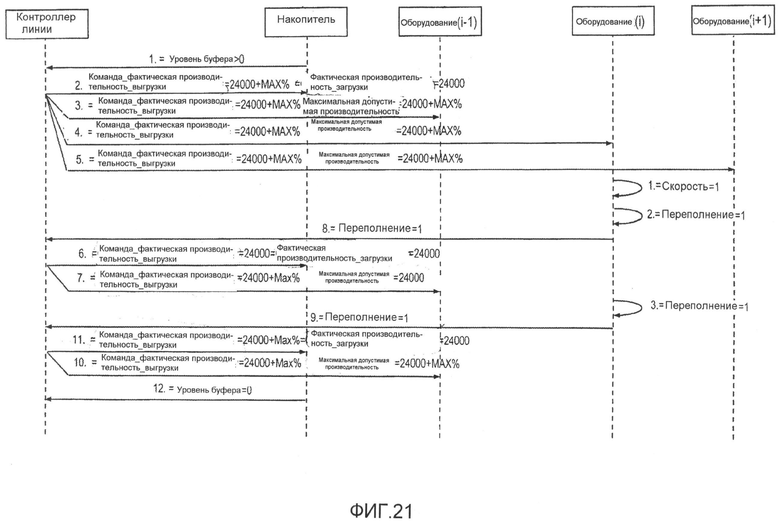
На фиг.17 и 18 показаны команды и ответные сообщения, обмениваемые между модулем управления линией и распределительным оборудованием для осуществления стратегии пуска/останова, тогда как на фиг. 19-21 показаны команды и ответные сообщения, обмениваемые между модулем управления линией и распределительным оборудованием для осуществления стратегии управления потоком упаковок.
В частности, на фиг.17 показаны команды и ответные сообщения, обмениваемые в течение процедуры автоматического запуска между модулями управления линией, накопителя, и тремя последующими единицами распределительного оборудования, соответственно именуемыми "Equipment(i-1)", "Equipment(i)", и "Equipment(i+1)". Подробно, когда накопитель и единицы распределительного оборудования уведомили модуль управления линией, что они готовы к производству, модуль управления линией инициализирует накопитель путем посылки на него команды, содержащей характеристики загрузки и выгрузки, в этом примере обе равны 24000 упаковок/час, и информации, что началась обработка фасовочной машиной. Затем, когда накопитель начинает принимать упаковки и также поставлять упаковки, он уведомляет модуль управления линией соответственно посредством соответствующих сообщений. Затем, модуль управления линией инициализирует три единицы распределительного оборудования путем посылки на них соответствующих команд, содержащих значения их номинальной производительности и избыточной производительности, равные в этом примере 24000 и 24000+MAX% упаковок/час, соответственно, и информацию, что началась обработка фасовочной машиной. Затем, когда единицы распределительного оборудования начинают принимать упаковки, а также поставлять упаковки, они уведомляют модуль управления линией соответственно посредством соответствующих сообщений.
На фиг.18 показаны команды и ответные сообщения, обмениваемые между модулем управления линией, накопителем, и тремя единицами распределительного оборудования по фиг.17 в течение процедуры автоматического немедленного останова. Подробно, если распределительное оборудование блокируется, в этом примере, таковое, обозначенное "Equipment(i)", модуль управления линией уведомляется относительно этого случая посредством соответствующего сообщения от блокированного распределительного оборудования. В ответ на это сообщение, модуль управления линией посылает команду немедленного останова на распределительное оборудование, предшествующее блокированному распределительному оборудованию, в этом примере таковое, обозначенное "Equipment(i-1)", чтобы остановить его немедленно, то есть, без завершения обработки упаковок, уже поданных на распределительное оборудование, и команду обычного останова на распределительное оборудование по потоку ниже блокированного распределительного оборудования, в этом примере таковое, обозначенное "Equipment(i+1)", чтобы останавливать его обычно, то есть, после завершения обработки упаковок, уже поданных на распределительное оборудование. Распределительное оборудование, по потоку выше блокированного распределительного оборудования, подтверждает прием команды от модуля управления линией, и впоследствии посредством соответствующих сообщений уведомляет модуль управления линией, что оно готово к выпуску. Затем, модуль управления линией посылает на накопитель команду немедленного останова, чтобы остановить его немедленно, и накопитель устанавливается автономно в режим приема упаковки, и уведомляет модуль управления линией соответственно посредством соответствующего сообщения. В заключение, когда блокированное распределительное оборудование возвращается в оперативное состояние после вмешательства оператора, разблокированное распределительное оборудование уведомляет модуль управления линией посредством соответствующего сообщения. На фиг.19 показаны команды и ответные сообщения, обмениваемые между модулем управления линией и двумя ниже по потоку единицами распределительного оборудования, именуемыми "Equipment(i)" и "Equipment(i+1)", если фотоэлектрический датчик скорости загрузочного конвейера первой единицы распределительного оборудования активирует только фасовочную машину ниже по потоку, в этом примере обозначенную как "Equipment(i)". Как показано, первоначально модуль управления линией инициализирует две единицы распределительного оборудования путем посылки на него соответствующих команд, содержащих значения их рабочей номинальной производительности и избыточной производительности, в этом примере 24000 и 24000+MAX% упаковок/час, соответственно. При активировании фотоэлектрического датчика скорости загрузочного конвейера первого распределительного оборудования, первое распределительное оборудование автономно переключает свою рабочую производительность от номинальной производительности на избыточную производительность, и уведомляет модуль управления линией соответственно путем посылки соответствующего сообщения. В ответ на это сообщение, модуль управления линией посылает на второе распределительное оборудование "Equipment(i+1)" команду на переключение его рабочей производительности с номинальной производительности на избыточную производительность. Через некоторое время должен отключиться фотоэлектрический датчик скорости первого распределительного оборудования "Equipment(i)", и когда это происходит, первое распределительное оборудование автономно переключает свою рабочую производительность с избыточной производительности на номинальную производительность, и уведомляет модуль управления линией соответственно путем посылки соответствующего сообщения. В ответ на это сообщение, модуль управления линией посылает на второе распределительное оборудование "Equipment(i+1)" команду на переключение его рабочей производительности с избыточной производительности на номинальную производительность. На фиг.20 показаны команды и ответные сообщения, обмениваемые между модулем управления линией и двумя ниже по потоку единицами распределительного оборудования по Фиг.19, при активировании фотоэлектрических датчиков скорости загрузочных конвейеров и распределительного оборудования, и при активировании фотоэлектрического датчика переполнения загрузочного конвейера второго распределительного оборудования "Equipment(i+1)". В этом сценарии, две единицы распределительного оборудования реагируют на активацию соответствующих фотоэлектрических датчиков скорости таким же образом, как было описано предварительно со ссылкой на фиг.19, автономно переключая свои рабочие производительности со значений номинальной производительности на избыточную производительность, и уведомляя модуль управления линией соответственно. При активировании фотоэлектрического датчика переполнения загрузочного конвейера второго распределительного оборудования, обозначенного "Equipment(i+1)", модуль управления линией соответственно уведомляется в соответствии с соответствующим сообщением от второго распределительного оборудования "Equipment(i+1)". В ответ на это сообщение, модуль управления линией посылает команду на первое распределительное оборудование "Equipment(i)", чтобы уменьшить его текущую избыточную производительность до значения, равного номинальной производительности, в этом примере 24000 упаковок/час. Через некоторое время, фотоэлектрический датчик переполнения второго распределительного оборудования "Equipment(i+1)" должен отключиться, и когда это происходит, модуль управления линией соответственно уведомляется в соответствии с соответствующим сообщением от второго распределительного оборудования "Equipment(i+1)". В ответ на это сообщение, модуль управления линией посылает команду на первое распределительное оборудование "Equipment(i)", чтобы восстановить его начальное значение избыточной производительности, в этом примере 24000+MAX%. На фиг.21 показаны команды и ответные сообщения, обмениваемые между модулем управления линией, накопителем, и тремя ниже по потоку единицами распределительного оборудования, обозначенными "Equipment(i-1)", "Equipment(i)", и "Equipment(i+1)", при активировании фотоэлектрических датчиков и скорости, и переполнения загрузочного конвейера промежуточного распределительного оборудования, в примере таковое обозначено как "Equipment(i)". Как показано, первоначально модуль управления линией инициализирует накопитель путем посылки на него команды, содержащей значения производительности загрузки и выгрузки, в этом примере 24000 и 24000+MAX% упаковок/час, соответственно, и три единицы распределительного оборудования путем посылки на них соответствующих команд, содержащих значения их рабочей номинальной производительности и избыточной производительности, в этом примере обе равны 24000+MAX% упаковок/час. При активировании фотоэлектрических датчиков и скорости, и переполнения для загрузочного конвейера второго распределительного оборудования "Equipment(i)", модуль управления линией уведомляется относительно активации фотоэлектрического датчика переполнения в соответствии с соответствующим сообщением от второго распределительного оборудования "Equipment(i)". В ответ на это сообщение, модуль управления линией посылает команды на накопитель и на первое распределительное оборудование "Equipment(i-1)", чтобы уменьшить производительности разгрузки для первого, и избыточную производительность для последнего до значения, равного производительности загрузки для накопителя, в этом примере 24000 упаковок/час. Через некоторое время, фотоэлектрический датчик переполнения второго распределительного оборудования "Equipment(i)" должен отключиться, и когда это происходит, модуль управления линией соответственно уведомляется в соответствии с соответствующим сообщением от второго распределительного оборудования "Equipment(i)". В ответ на это сообщение, модуль управления линией посылает команду на накопитель и на первое распределительное оборудование "Equipment(i-1)", чтобы восстановить начальные значения производительности разгрузки для первого и избыточную производительность для последнего, в этом примере 24000+MAX% упаковок/час.
В заключение, модуль управления линией дополнительно спроектирован с возможностью запуска прогрева фасовочного автомата и распределительного оборудования, включенного в процесс производства, в соответствии со стратегией энергосбережения, которая предназначена, чтобы препятствовать полному разогреву фасовочной машины или используемого распределительного оборудования, тогда как другие все еще прогреваются. В частности, модуль управления линией спроектирован с возможностью позволять, чтобы моменты времени запуска прогрева устанавливались для фасовочной машины и каждого включенного в состав распределительного оборудования на основании внешних рабочих режимов.
Возвращаясь к программным приложениям в контроллере линии, модуль администратора наборов команд является программным приложением, предназначенным для автоматического конфигурирования упаковочной линии для осуществления набора команд линии, выбранного оператором с помощью контроллера линии, в течение которого фасовочная машина и множество отдельных единиц распределительного оборудования в упаковочной линии идентифицируются для совместного действия в ходе производства требуемой конечной единицы упаковки. В частности фасовочная машина и каждое индивидуальное распределительное оборудование в упаковочной линии конфигурируются с возможностью осуществления одного или нескольких выбираемых наборов команд оборудования, которые хранятся в соответствующих фасовочной машине и распределительном оборудовании, и дают возможность, чтобы производились заданные промежуточные блоки упаковок. Более подробно, набор команд оборудования для фасовочной машины задает тип герметичных упаковок, которые будут производиться фасовочной машиной, тогда как набор команд оборудования для распределительного оборудования задает операцию(и), подлежащую выполнению распределительным устройством над отдельной упаковкой или группами герметичных упаковок.
Дополнительно подробно, набор команд линии указывает:
- планировку упаковочной линии (направление движения упаковок), то есть, распределительное оборудование и конвейеры, которые будут включены в производство конечной единицы упаковки;
- наборы команд оборудования, подлежащие исполнению фасовочной машиной и включенными в производство единицами распределительного оборудования; и
- параметры автоматизации упаковочных линий, то есть, рабочие параметры, подлежащие использованию в упаковочной линии (скорости конвейеров, синхронизация фотоэлементов, задержки управления/команд, характеристики фасовочной машины и распределительного устройства) для управления потоком упаковок;
тогда как набор команд оборудования указывает:
- параметры задания набора команд, которые идентифицируют характеристики герметичных упаковок или единиц упаковки, которые будут производиться, или операцию, подлежащую выполнению. Например, для устройства упаковки в картон эти параметры могут включать схему упаковки в лоток, и типологию лотка, тогда как для фасовочной машины эти параметры могут включать объем и форму упаковки, типологию механизма открывания, и т.д.; и
- зависящие от набора команд рабочие параметры, такие как скорость, температура, давление, и т.д., которые являются специфическими для герметичных упаковок, единиц упаковки или операций, заданные посредством параметров задания набора команд.
Наборы команд для линии и оборудования основываются на масштабируемом и модульном принципе, то есть, наборы команд оборудования накапливают всю информацию, требуемую каждым автоматом или оборудованием для получения заданной единицы упаковки, тогда как набор команд линии только обращается к этим наборам команд оборудования. Таким образом, набор команд линии не должен содержать непосредственно все подробные параметры фасовочного автомата и каждого распределительного устройства, а лишь выборку заданного множество наборов команд оборудования.
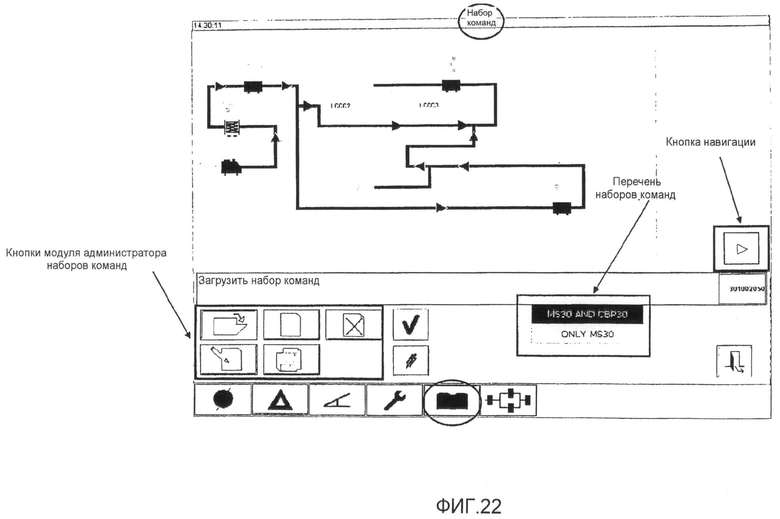
Следовательно, как показано на фиг.22, при выборе оператором с помощью клавиатуры контроллера линии требуемого набора команд линии, идентифицированного связанным с ним именем или идентификационным (ID) кодом, модуль администратора наборов команд настраивается для определения индивидуальных промежуточных единиц упаковки, которые будут использованы в производстве требуемой конечной единицы упаковки, соответствующей выбранному набору команд линии. На основании этого, модуль администратора наборов команд определяет конкретную планировку упаковочной линии, то есть, конкретную конфигурацию единиц индивидуального распределительного оборудования в упаковочной линии, которые будут включены в производство требуемой конечной единицы упаковки, соответствующей выбранному набору команд линии, и индивидуальные наборы команд оборудования, идентифицированные связанными с ними именами или идентификационным кодом (ID,) в фасовочной машине и в каждом индивидуальном идентифицированном распределительном оборудовании, подлежащие осуществлению для производства идентифицированных промежуточных единиц упаковки. Если индивидуальные наборы команд оборудования были идентифицированы, модуль администратора наборов команд настраивается для пересылки в контроллер линии параметров настройки и автоматической работы упаковочной линии, хранимых в вышеуказанной компактной карте флэш-памяти, и связанные с набором команд линии, и прежде запуска процесса производства, в фасовочную машину и идентифицированное распределительное оборудование загружаются соответственные индивидуальные наборы команд оборудования, подлежащие осуществлению, и загруженные параметры настройки и автоматической работы. Фасовочная машина и каждое идентифицированное распределительное оборудование загружают рабочие параметры, хранимые в соответственных компактных картах флэш-памяти, и связанные с набором команд для оборудования, принятые от модуля администратора наборов команд.
На фиг.23 и 24 показаны примеры исходных, промежуточных и конечных единиц упаковки, относящихся к двум различным наборам команд линий, именуемых соответственно «красный» и «зеленый», тогда как на Фиг.25 изображено определение набора команд линии.
Для выполнения этого, модуль администратора наборов команд проектируется с возможностью позволять, чтобы выбирались и исполнялись нижеследующие функциональные возможности, и выполнять нижеследующие задачи:
- конфигурирования набора команд, которое позволяет оператору создавать (задавать/редактировать) и хранить набор команд линии, и выполнять различные операции, такие как задание планировки упаковочной линии, выбор набора команд линии и оборудования, задания производительности упаковочной линии, и т.д., с помощью функциональных клавиш модуля администратора наборов команд. Чтобы позволять создание набора команд линии, модуль администратора наборов команд спроектирован с возможностью пересылать из фасовочной машины и распределительного устройства производственные/рабочие параметры, связанные с наборами команд оборудования. На фиг.16 показано окно задания конфигурации, относящееся к функции конфигурирования набора команд;
- исполнения набора команд, которое позволяет выбор и запуск созданного набора команд линии с помощью функциональных клавиш модуля администратора наборов команд;
- производственную блокировку, которая позволяет уменьшить зависимость от человека в управлении ключевым производственным параметром;
- аппаратурную блокировку, которая позволяет избегать несоответствий между наборами команд линии и оборудования;
- планировочную блокировку, которая позволяет избегать несоответствий в задании конфигурации планировки;
- блокировку производственных материалов, которая предотвращает какое-либо несоответствие между типом материала, вводимого оператором в фасовочную машину, и в используемых единицах распределительного оборудования (упаковочный материал, колпачок, соломка, клей, и т.д.) и типом материала, заданным в наборе команд линии; и
- обработчик данных PLMS, который позволяет, чтобы производственные данные, относящиеся к выбранному набору команд линии, автоматически поставлялись на центр системы (PLMS) мониторинга продукции и упаковочных линий, который будет описан подробно в дальнейшем.
Возможность управления автоматическим образом параметрами набора команд линии (сырье, используемое в процессе производства, конфигурация отдельного распределительного устройства), повышает уровень качества конечной единицы упаковки, производимой упаковочной линией, и дает возможность отслеживаемости сырья, используемого в процессе производства. Другой характеристикой является использование конкретного параметра автоматической работы линии для модулей управления линией и оптимизатора конвейера для каждого набора команд, что обеспечивает оптимизацию рабочей характеристики линии. Дополнительно, модуль администратора наборов команд обеспечивает использование корректной параметризации в наборе команд активной линии.
Вновь обращаясь к программным приложениям в контроллере линии, оптимизатор конвейера является программным приложением, предназначенным для оптимизации транспортировки упаковки по упаковочной линии. В частности, оптимизатор конвейера позволяет оператору выбирать и исполнять нижеследующие функции:
- установочные параметры конвейера, которые позволяют оператору устанавливать рабочие параметры для каждого конвейера в упаковочной линии, отличные от таковых для фасовочной машины и распределительного оборудования и непосредственно управляемых контроллером упаковочной линии, такие как скорость конвейера, ширина упаковки, расстояние между упаковками, параметры переключения конфигурации, функция накопления, и т.д. На фиг.26 показано окно задания конфигурации, относящееся к функции установочных параметров. Показанный на фиг.26 пример относится к установке рабочих параметров конвейера LCCI; и
- смазки и мойки, которая позволяет оператору действовать блоком смазки и мойки конвейера. На фиг.27 показано окно задания конфигурации, относящееся к функции смазки и мойки конвейера.
Возвращаясь на фиг.1, центр PLMS является системой управления данными, предназначенной для мониторинга рабочей характеристики фасовочной машины и распределительного оборудования в упаковочной линии, и максимизации рабочей характеристики оборудования на основании данных производственного цеха. Центр PLMS также обеспечивает мощные и удобные в работе инструментальные средства для анализа рабочей характеристики оборудования и поведения процесса. Рабочие данные рабочей характеристики автоматически собираются и регистрируются в упаковочной линии. Локальное взаимодействие с помощью ручного ввода делает данные полными. Распространение информации на уровень службы предприятия дает возможность контроля в реальном времени и анализа данных предыстории. Центр PLMS позволяет достижение оптимальных результатов посредством своевременной идентификации проблем непроизводительного простоя. Анализ подробностей технических характеристик производства идентифицирует критическое исполнительное оборудование, и графики и сообщения являются инструментальными средствами для идентификации причин наивысшего времени простоя.
Одной из основных возможностей, обеспечиваемых центром PLMS, является функция отслеживаемости и мониторинга процессов. В графическом пользовательском интерфейсе обеспечивается бланк оператора, который является электронной заменой бумажного рукописного производственного документа. Данные могут вводиться по требованию оператора или автоматически запрашиваться системой на основании событий в оборудовании. Ввод данных является возможным посредством ручного ввода или с использованием сканера штриховых кодов. Регистрируемыми в бланке оператора данными могут быть, например производственные проверки оператором, используемый упаковочной линией материал, такой как упаковочный материал, ленты, колпачки, соломинки, и т.д., особые производственные события, такие как идентификатор (id) партии, запуск партии, останов партии, и т.д., идентификаторы (ID) оператора, локально заданные пользовательские события, и т.д. На основании данных, зарегистрированных в фасовочной машине, центр PLMS выполняет анализ рабочей характеристики и предоставляет отчет по бланку оператора. Это позволяет осуществлять мониторинг параметров процесса и критических контрольных точек в течение процесса производства. Мониторинг процессов дает возможность для исполнения расширенного поиска и устранения неисправностей относительно машинных переменных процесса.
Центр PLMS также дает возможность достижения комплексной отслеживаемости согласно временной синхронизации. Фактически, центр PLMS обеспечивает возможность синхронизировать время регистрации данных по отношению к основной системе временной синхронизации, и часы блока датировки синхронизируются локально согласно системным часам регистрации данных PLMS.
Более подробно, как показано на фиг.28, центр PLMS предназначен для выполнения нижеследующих задач:
- анализа рабочей характеристики,
- отображения в реальном времени,
- анализа процессов,
- отслеживаемости упаковок, и
- интегратора систем (MES) управления производственными процессами.
В частности задача анализа рабочей характеристики включает в себя:
- Анализ с помощью графов:
- анализ рабочей характеристики упаковочной линии, фасовочной машины и распределительного оборудования,
- сравнение рабочей характеристики упаковочной линии и фасовочной машины, анализ эффективности, времени простоя, анализ потерь и повторяемости, и
- тренд;
- Анализ с помощью отчетов:
- процесс производства, потери, останов, сводные отчеты,
- отчет о событиях;
- Отчет по бланку оператора; и
- Анализ по сменам, дням, неделям, месяцам или годам.
Задача отображения в реальном времени включает в себя:
- Контроль упаковочной линии:
- обзор состояния упаковочной линии в реальном времени,
- состояние фасовочной машины и распределительного оборудования,
- счетчики произведенных упаковок,
- индикация потерь упаковок, и
- перечень событий в оборудовании;
- Инструментальные средства краткосрочного анализа:
- анализ текущей и предыдущей смены/дня,
- перечень 10 основных причин останова, и
- показатели производительности основной линии.
Задача анализа процесса включает в себя:
- Исследование направления технологических параметров:
- аналоговые переменные,
- цифровые сигналы,
- значения контрольных точек; и
- Анализ процесса:
- указатели для абсолютных/относительных значений,
- сравнение переменных, и
- Функции масштабирования (Zoom) и панорамирования (Pan).
Задача отслеживаемости упаковок включает в себя:
- Отслеживание процесса по одной упаковке:
- параметры процесса,
- значения контрольных точек, и
- предыстория соответствующего события (остановы, мойка, и т.д.);
- Ведомость материалов, отнесенных к одной упаковке:
- информация бланка оператора,
- упаковочный материал/лента/этикетки/колпачки, и
- идентификатор (ID) партии продукции.
В заключение, задача интегратора MES обеспечивает открытый интерфейс на основе стандартов расширяемого языка разметки гипертекста (XML) и включает в себя:
- Слежение по одной партии:
- показатели эффективности,
- значения счетчиков (произведенные упаковки/единицы, потери, и т.д.), и
- предыстория релевантного события;
- Ведомость материалов отнесенных к одной партии:
- информация бланка оператора,
- упаковочный материал/лента/этикетки/колпачки, и
- идентификатор (ID) партии продукции.
На фиг.29 более подробно показана задача отслеживаемости упаковок, выполняемая центром PLMS. Если принят запрос о конкретной продукции, то на основании данных, зарегистрированных в базе данных предыстории процессов, и поступающих от фасовочной машины, центр PLMS может обеспечивать различные выходные данные, включая диаграмму, отображаемую в окне графического пользовательского интерфейса, и отчет, включающий информацию, такую как значения температуры, установочные параметры автомата, уровень выпуска продукции, информацию о последней предварительной стерилизации, последней безразборной мойке оборудования (CIP), последней стыковке, последнем останове, и т.д.
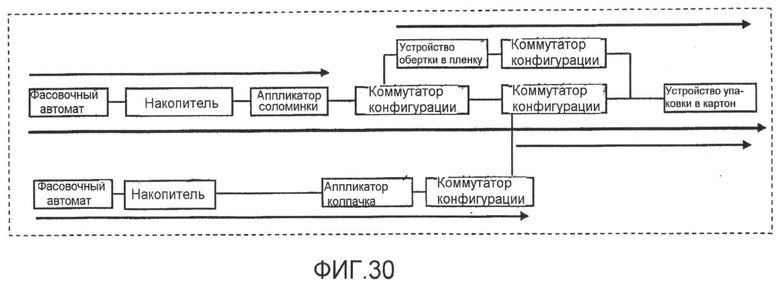
На фиг. 30-34 показаны различные схематические планировки интегрированной системы упаковки согласно второму варианту осуществления настоящего изобретения, причем числовые ссылочные позиции, одинаковые с таковыми на фиг.1, обозначают одинаковые элементы.
Показанные на фиг. 30-34 системы упаковки отличаются от таковой, показанной на фиг.1, в том, что они относятся к так называемому типу с мультикоммутацией. В частности, в отличие от так называемой системы упаковки с несколькими линиями, в которой обеспечивается множество оперативно автономных упаковочных линий, то есть, упаковочных линий, которые совместно не используют распределительное оборудование, система упаковки с мультикоммутацией включает в состав множество оперативно совместно действующих упаковочных линий, то есть, упаковочных линий, выполненных с возможностью совместного использования одного или нескольких единиц распределительного оборудования, таким образом повышая гибкость и изменчивость производства для заказчика.
В такой системе упаковки с мультикоммутацией модуль администратора наборов команд должен быть спроектирован с возможностью идентифицировать фасовочную машину и конкретную конфигурацию распределительного оборудования, которое будет включаться в производство, и индивидуальные наборы команд оборудования в фасовочной машине и во включаемых в производство единиц распределительного оборудования, подлежащие исполнению, для производства конечной единицы упаковки, соответствующей выбранному набору команд линии.
Система упаковки с мультикоммутацией может включать в себя либо однозвенную архитектуру управления с одним общим контроллером упаковочной линии, запрограммированным, чтобы управлять конфигурацией, связью и контролем всех упаковочных линий с целью оптимизации взаимодействия между фасовочными машинами и единицами распределительного оборудования, чтобы улучшить рабочую характеристику системы упаковки с мультикоммутацией и транспортировку продукции в течение производства, или двухзвенной архитектуры управления с наличием подчиненного контроллера упаковочной линии для каждой упаковочной линии, и ведущего контроллера линии для подчиненных контроллеров линии. В однозвенной архитектуре управления, центр PLMS запрограммирован для совместного действия с общим контроллером упаковочной линии, тогда как в двухзвенной архитектуре управления центр PLMS запрограммирован для совместного действия либо с ведущим контроллером упаковочной линии, либо с подчиненными контроллерами линии, либо и с ведущим контроллером упаковочной линии, и с подчиненными контроллерами линии.
Обширное исследование, проведенное Заявителем в области техники упаковки пищевых продуктов, показало, что необходимы три основные архитектурные топологии для систем упаковки с мультикоммутацией, чтобы удовлетворять требованиям заказчиков, а именно:
- разделение производственного (технологического) процесса: на фиг.30 показана система упаковки с мультикоммутацией при планировке, в которой две отдельные упаковочные линии совместно используют общее устройство упаковки в картон. В частности, первая упаковочная линия включает в состав, в порядке следования, фасовочную машину, накопитель, аппликатор соломинки, первый динамический коммутатор, первую и вторую ветвь, ответвляющиеся от первого коммутатора конфигурации и объединяющиеся в устройстве упаковки в картон, причем первая ветвь включает в состав устройство для обертывания в пленку и второй динамический коммутатор, и вторая ветвь включает в состав третий динамический коммутатор. Вторая упаковочная линия включает в состав, в порядке следования, фасовочный автомат, накопитель, аппликатор колпачка, и четвертый динамический коммутатор, соединенный с третьим коммутатором конфигурации во второй ветви первой упаковочной линии. Планировка, показанная на фиг.30, дает возможность, чтобы осуществлялись три возможные набора команд линии, которые изображены непрерывной, пунктирной и точечной стрелками, и в частности:
- первый набор команд линии (непрерывная стрелка), причем упаковки проходят только через первую упаковочную линию, и в частности через фасовочную машину, накопитель, аппликатор соломинки, первый динамический коммутатор, первую ветвь, и устройство упаковки в картон;
- второй набор команд линии (пунктирная стрелка), причем упаковки проходят только через первую упаковочную линию, и в частности через фасовочную машину, накопитель, аппликатор соломинки, первый динамический коммутатор, вторую ветвь и устройство упаковки в картон; и
- третий набор команд линии (точечная стрелка), причем упаковки, производимые фасовочной машиной во второй упаковочной линии, проходят через вторую упаковочную линию, и, сквозь второй и третий коммутаторы конфигурации, перенаправляются на устройство упаковки в картон в первой упаковочной линии.
В другой планировке, которая не показывается, две фасовочные машины имеют конфигурацию с возможностью производить упаковки, имеющие различные формы, могут совместно использовать все распределительное оборудование ниже по потоку.
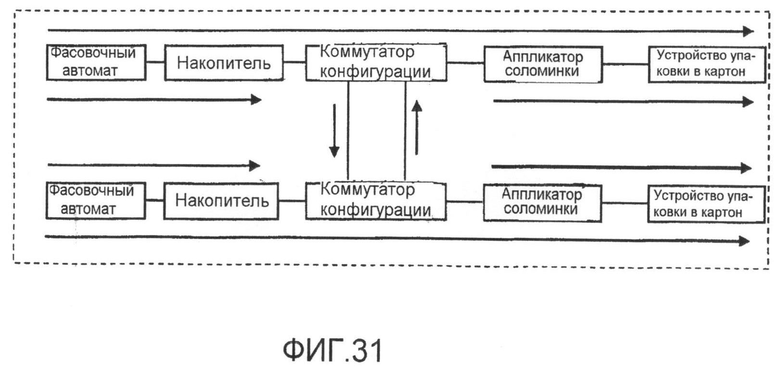
- Резервирование: на фиг.31 показана система упаковки с мультикоммутацией при планировке, которая позволяет, чтобы поток упаковок от одной упаковочной линии являлся перенаправленным на другую упаковочную линию, таким образом, повышая гибкость в случае обслуживания и ремонта распределительного оборудования. В частности, показанная на фиг.31 система упаковки включает в состав две идентичные отдельные упаковочные линии, включающие в состав каждая, в порядке следования, фасовочную машину, накопитель, коммутатор конфигурации, аппликатор соломинки и устройство упаковки в картон, причем два коммутатора конфигурации взаимно соединены, чтобы давать возможность аппликатору соломинки и устройству упаковки в картон в одной упаковочной линии обрабатывать упаковки, производимые фасовочной машиной на другой упаковочной линии. Планировка, показанная на фиг.31, дает возможность, чтобы исполнялись четыре возможные набора команд линии, которые изображены непрерывной, пунктирной линией и точечной стрелками, и в частности:
- первый набор команд линии (непрерывные стрелки), причем упаковки проходят только через первую упаковочную линию;
- второй набор команд линии (непрерывные стрелки), причем упаковки проходят только через вторую упаковочную линию;
- третий набор команд линии (пунктирная стрелка), причем упаковки, производимые фасовочной машиной в первой упаковочной линии, проходят через накопитель в той же упаковочной линии, два взаимно соединенных коммутатора конфигурации, и аппликатор соломинки и устройство упаковки в картон во второй упаковочной линии; и
- четвертый набор команд линии (точечная стрелка), причем упаковки, производимые фасовочной машиной во второй упаковочной линии, проходят через накопитель в той же упаковочной линии, два взаимно соединенных коммутатора конфигурации, и аппликатор соломинки и устройство упаковки в картон в первой упаковочной линии;
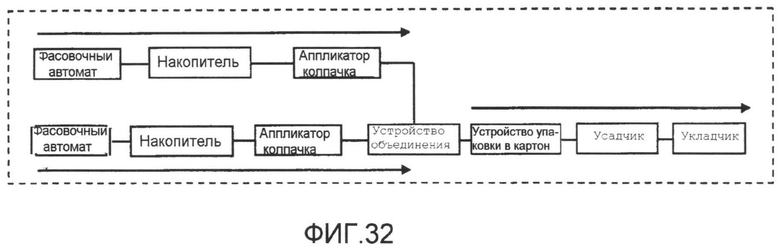
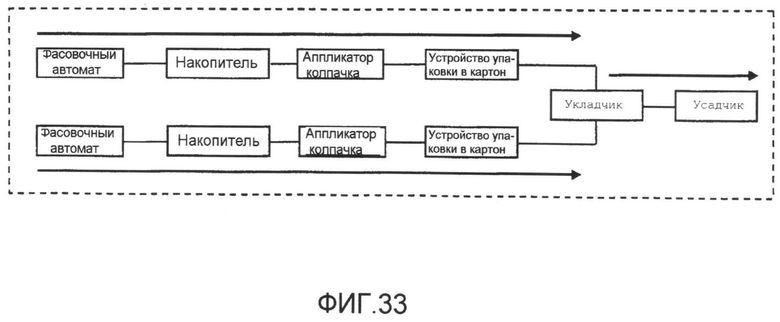
- слияние потоков: на фиг.32 и 33 показана система упаковки с мультикоммутацией при планировке, которая дает возможность объединения двух потоков упаковок в один, таким образом, уменьшая число единиц распределительного оборудования, включаемого в процесс производства. В частности система упаковки с мультикоммутацией, показанная на фиг.32, совместно использует общий укладчик (на поддоны) между двумя упаковочными линиями, причем первая упаковочная линия включает в состав фасовочную машину, накопитель, и аппликатор колпачка, и вторая упаковочная линия включает в состав фасовочную машину, накопитель, аппликатор колпачка, устройство объединения, устройство упаковки в картон, устройство упаковки в картонный лоток, и укладчик. В показанной на фиг.33 системе упаковки с мультикоммутацией, общий укладчик и общее устройство обертки в пленку совместно используются между двумя идентичными упаковочными линиями, включающих в состав каждая фасовочную машину, накопитель, аппликатор колпачка, и устройство упаковки в картон. В другой планировке, которая не показывается, упаковочные линии совместно используют общее устройство обертки в пленку, и каждая включает в состав фасовочную машину, накопитель, аппликатор соломинки, устройство обертки в пленку, и устройство упаковки в картон. В этих системах упаковки две упаковочные линии могут использоваться одновременно или поодиночке с различной производительностью.
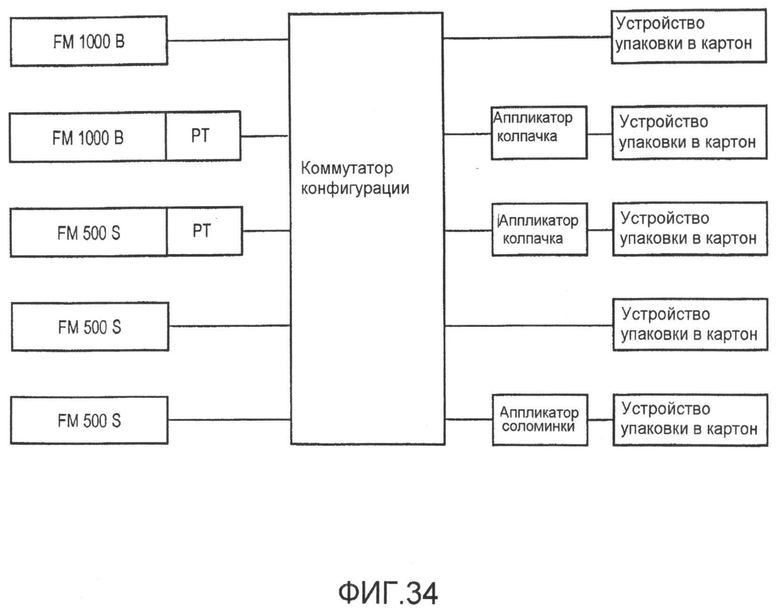
В заключение на фиг.34 показана система упаковки с мультикоммутацией, заключающая в себе две из вышеупомянутых планировок с мультикоммутацией, то есть, планировку с резервированием и планировку с разделением технологического процесса. В частности система упаковки продукции, показанная на фиг.34, включает в состав несколько упаковочных линий с фасовочными машинами, имеющие конфигурацию с возможностью производить упаковки, имеющие различную форму, и две из которых также оснащены системами для отрывного язычка. Две упаковочные линии дополнительно включают в состав только устройства упаковки, устройство упаковки в картон, две упаковочные линии дополнительно включают в состав аппликатор колпачка и устройства упаковки в картон, и одна упаковочная линия дополнительно включает в состав аппликатор соломинки и устройство упаковки в картон. В заключение, все фасовочные машины совместно используют все вышеупомянутое распределительное оборудование ниже по потоку.
В заключение, понятно, что по отношению к настоящему изобретению могут выполняться многочисленные модификации и варианты осуществления, все подпадающие под рамки объема изобретения, как определено в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЯЕМЫЙ ЦЕЛЯМИ ЧЕЛОВЕКО-МАШИННЫЙ ИНТЕРФЕЙС | 2012 |
|
RU2604759C2 |
| МОЗАИЧНОЕ ПРОИЗВОДСТВО УПАКОВОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2600917C2 |
| ГИБКАЯ "ОБОЛОЧКА" ДЛЯ УПАКОВЫВАНИЯ | 2017 |
|
RU2742702C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2009 |
|
RU2481258C2 |
| СИСТЕМА КОНТРОЛЯ ДЛЯ УПАКОВОЧНОГО УСТРОЙСТВА | 2013 |
|
RU2624185C2 |
| ДИНАМИЧЕСКИ КОНФИГУРИРУЕМАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННОЙ И/ИЛИ РАСПРЕДЕЛИТЕЛЬНОЙ ЛИНИЕЙ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2015 |
|
RU2671660C2 |
| ДВОЙНАЯ УПАКОВОЧНАЯ ЛИНИЯ И СИСТЕМА ДОЗИРОВАНИЯ | 2009 |
|
RU2511317C2 |
| ФАСОВОЧНАЯ СИСТЕМА | 2013 |
|
RU2625482C2 |
| ДВУХУРОВНЕВАЯ ПИЩЕВАЯ СИСТЕМА ДЛЯ ПОЭТАПНОГО ПРОИЗВОДСТВА БЛЮД РЕСТОРАННОГО ТИПА | 2020 |
|
RU2768885C1 |
| СПОСОБ УПАКОВКИ ТОРФА ИЛИ ПРОДУКЦИИ НА ЕГО ОСНОВЕ В ТРУБЧАТУЮ ОБОЛОЧКУ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2558202C2 |


Изобретение относится к непрерывной герметичной упаковке разливаемых пищевых продуктов. Технический результат - повышенная гибкость задания конфигурации без необходимости настройки программного обеспечения автоматизированной линии в фасовочных автоматах, разливочных автоматах и в единицах распределительного оборудования. Система упаковки включает в себя: упаковочную линию, содержащую фасовочную машину для производства герметичных упаковок, содержащих пищевой продукт, и последующие единицы распределительного оборудования, соединенные с помощью конвейеров, причем все включают в состав систему управления; контроллер линии для управления заданием конфигурации, связью и контролем упаковочной линией; общий дисплей служебных сообщений для визуальной информации относительно работы используемого оборудования; и сеть связи для соединения контроллера линии с используемым оборудованием; причем контроллер линии включает в себя: конфигуратор линии для упрощения и обеспечения эффективной установки, запуска и настройки линии на производственном участке по принципу автоматического распознавания и конфигурирования; модуль управления линией для оптимизации рабочей характеристики линии и материальных потоков в течение производства; модуль администратора наборов команд для обеспечения гибкости производства путем повышения качества удобных для использования ресурсов линии и материала; и оптимизатор конвейера для оптимизации транспортировки продукции по конвейерам. 3 н. и 22 з.п. ф-лы, 34 ил.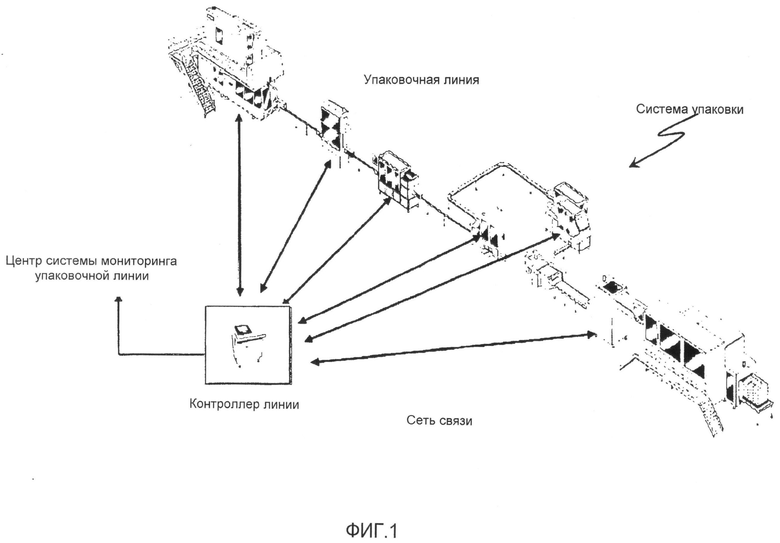
1. Система упаковки (PS), включающая в себя:
упаковочную линию (PL), содержащую фасовочную машину (FM) и одну или несколько единиц последующего распределительного оборудования (DE), соединенных с использованием конвейеров; фасовочная машина выполнена с возможностью производить герметичные упаковки, каждая из которых содержит пищевой продукт, и каждая единица распределительного оборудования приспособлена выполнять соответствующую операцию над отдельной герметичной упаковкой или группами таковых; фасовочная машина и каждая единица распределительного оборудования включают в себя электронную систему управления, предназначенную для хранения и исполнения одного или нескольких программных модулей;
контроллер линии (LC), запрограммированный для управления конфигурацией, связью и контролем упаковочной линии и включающий в себя дисплей, клавиатуру и систему обработки, предназначенную для хранения и исполнения одного или нескольких программных приложений, выполненных с возможностью совместного действия с программными модулями в фасовочной машине и каждой единице распределительного оборудования; и
сеть связи, предназначенную для соединения контроллера линии с фасовочной машиной и каждой единицей распределительного оборудования;
при этом фасовочная машина и каждая единица распределительного оборудования выполнены с возможностью хранения и осуществления одного или нескольких выбираемых наборов команд оборудования, при этом набор команд оборудования для фасовочной машины задает тип герметичных упаковок, которые должны производиться фасовочной машиной, и набор команд оборудования для единицы распределительного оборудования задает операцию(и), подлежащую(ие) выполнению распределительным оборудованием;
при этом контроллер линии выполнен с возможностью хранения и осуществления одного или нескольких выбираемых наборов команд линии, каждый из которых задает соответствующую конечную единицу упаковки, которая должна производиться упаковочной линией, и обеспечивает при осуществлении, что фасовочная машина и единица(ы) распределительного оборудования, задействуемые в процессе производства конечной единицы упаковки, осуществляют соответствующие наборы команд оборудования;
при этом набор команд линии указывает:
фасовочную машину, единицы распределительного оборудования и конвейеры, подлежащие включению в производство конечной единицы упаковки,
наборы команд оборудования, подлежащие осуществлению фасовочной машиной и задействуемым распределительным оборудованием для производства конечной единицы упаковки, и
параметры автоматизации линии, подлежащие использованию фасовочной машиной и задействуемым распределительным оборудованием для производства конечной единицы упаковки;
при этом программные приложения в контроллере линии включают в себя модуль администратора наборов команд, спроектированный с возможностью автоматического конфигурирования упаковочной линии для осуществления выбранного набора команд линии посредством:
выдачи инструкции фасовочной машине и единице(ам) распределительного оборудования, указанным в выбранном наборе команд линии, в отношении набора команд оборудования, указанного в выбранном наборе команд линии, который должен быть осуществлен для производства конечной единицы упаковки, и
загрузки параметров автоматизации линии, содержащихся в выбранном наборе команд линии, в фасовочную машину и единицу(ы) распределительного оборудования, указанные в выбранном наборе команд линии.
2. Система упаковки по п.1, в которой модуль администратора наборов команд дополнительно спроектирован обеспечивать возможность создания и хранения набора команд линии, а также выбора хранимого набора команд линии для осуществления с помощью графического пользовательского интерфейса (GUI).
3. Система упаковки по п.1, в которой модуль администратора наборов команд дополнительно спроектирован с возможностью выполнения одной или нескольких из нижеследующих задач:
блокировка процесса производства, чтобы уменьшить зависимость от человека в управлении ключевым производственным параметром;
блокировка оборудования, чтобы препятствовать несоответствиям между наборами команд оборудования и линии;
блокировка планировок, чтобы препятствовать несоответствиям в конфигурации планировки упаковочной линии;
блокировка производственных материалов, чтобы препятствовать несоответствиям между типом материала, используемого в фасовочной машине и единице(ах) распределительного оборудования, и типом материала, заданного в выбранном наборе команд линии; и
обработчик данных, чтобы автоматически поставлять в систему мониторинга упаковочной линии (PLMS) производственные данные, относящиеся к выбранному набору команд линии.
4. Система упаковки по п.1, в которой набор команд оборудования указывает:
параметры задания набора команд, которые указывают характеристики для типа герметичной упаковки или упаковочной единицы, которая будет производиться, или операцию, подлежащую выполнению; и
зависящие от набора команд рабочие параметры, которые являются специфическими для типа герметичной упаковки, упаковочной единицы или операции(ий), заданных посредством параметров задания набора команд.
5. Система упаковки по п.1, в которой программные приложения в контроллере линии дополнительно включают в себя:
модуль управления линией, предназначенный для запуска/останова фасовочной машины и единиц(ы) распределительного оборудования, задействуемых в процессе производства, в соответствии со стратегией пуска/останова и для динамического регулирования объемов выпуска и рабочих параметров фасовочной машины и задействуемых единиц(ы) распределительного оборудования согласно стратегии управления потоком в течение процесса производства;
при этом стратегия пуска/останова задает последовательность пуска/останова и задержки для фасовочной машины и единиц(ы) распределительного оборудования после пуска/останова любой из фасовочной машины и единиц(ы) распределительного оборудования, чтобы препятствовать образованию превышающих заданное значение длины очередей упаковок на входе(ах) задействуемых единиц(ы) распределительного оборудования в течение переходной стадии пуска/останова процесса производства; и
при этом стратегия управления потоком задает рабочую скорость конвейеров и объемы выпуска фасовочной машины и задействуемых единиц(ы) распределительного оборудования для обеспечения того, чтобы
достигалось по существу, постоянное расстояние между упаковками или единицами упаковок, чтобы препятствовать их разрушению и образованию превышающих заданное значение длины очередей упаковок на входе(ах) задействуемых единиц(ы) распределительного оборудования в течение работы.
6. Система упаковки по п.5, в которой параметры автоматизации линии в наборе команд линии включают в себя рабочие параметры стратегий запуска/останова и управления потоком.
7. Система упаковки по п.6, в которой модуль управления линией дополнительно спроектирован для запуска прогрева фасовочной машины и задействуемых единиц(ы) распределительного оборудования в соответствии со стратегией энергосбережения, предназначенной препятствовать полному разогреву фасовочной машины или задействуемого распределительного оборудования, тогда как остальные еще прогреваются.
8. Система упаковки по п.7, в которой модуль управления линией дополнительно спроектирован с возможностью обеспечивать то, чтобы моменты времени запуска прогрева устанавливались для фасовочной машины и каждой из задействуемых единиц распределительного оборудования на основании внешних условий работы.
9. Система упаковки по п.5, в которой модуль управления линией дополнительно спроектирован с возможностью мониторинга и обеспечения визуальной информации относительно работы фасовочной машины и задействуемых единиц(ы) распределительного оборудования.
10. Система упаковки по п.9, дополнительно содержащая общий дисплей служебных сообщений, при этом модуль управления линией выполнен с возможностью обеспечения основной визуальной информации посредством общего дисплея служебных сообщений и подробной визуальной информации посредством дисплея контроллера линии.
11. Система упаковки по п.1, в которой программные приложения в контроллере линии дополнительно включают в себя конфигуратор линии, предназначенный для обеспечения следующих функциональных возможностей задания конфигурации, выбираемых/осуществляемых через графический пользовательский интерфейс (GUI):
автоматическое обнаружение и идентификация в упаковочной линии фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) и автоматическая пересылка их производственных/рабочих характеристик;
графическое вычерчивание планировки упаковочной линии, включая графические представления фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов);
увязка графических представлений фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) с идентифицированными фасовочной машиной, единицей(ами) распределительного оборудования и конвейером(ами) и
установка производственных/рабочих параметров идентифицированных фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) в упаковочной линии и общих параметров автоматической работы для упаковочной линии.
12. Система упаковки по п.11, в которой функциональность задания конфигурации, относящаяся к автоматическому обнаружению и идентификации фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) и к автоматической пересылке их производственных/рабочих характеристик, включает в себя:
отправку запросов идентификации на фасовочную машину и единицу(ы) распределительного оборудования;
прием идентификационных данных от фасовочной машины и единиц(ы) распределительного оборудования;
направление запросов данных в идентифицированные фасовочную машину и единицу(ы) распределительного оборудования на предмет связанных с производством данных, включающих в себя их объемы выпуска; и
прием информации, соответствующей связанным с производством данным, от идентифицированных фасовочной машины и единиц(ы) распределительного оборудования.
13. Система упаковки по п.11, в которой в функциональности, относящейся к графическому вычерчиванию планировки упаковочной линии, графический пользовательский интерфейс спроектирован с возможностью обеспечивать область отображения, разделенную на множество элементов изображения, в каждом из которых могут отображаться графические представления выбранных фасовочной машины, единицы распределительного оборудования или конвейера, при этом выбор фасовочной машины, единицы распределительного оборудования или конвейера осуществляется посредством выполнения щелчка по элементу изображения.
14. Система упаковки по п.11, в которой функциональность, относящаяся к увязке графических представлений фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) с идентифицированными фасовочной машиной единицей(ами) распределительного оборудования и конвейером(ами), включает в себя проверку увязки, чтобы препятствовать какой-либо ошибочной увязке между графическими представлениями фасовочной машины, единиц(ы) распределительного оборудования и конвейера(ов) с идентифицированными фасовочной машиной единицей(ами) распределительного оборудования и конвейером(ами).
15. Система упаковки по п.1, в которой программные приложения в контроллере линии дополнительно включают в себя оптимизатор конвейера, предназначенный для обеспечения следующих функциональных возможностей оптимизации, выбираемых/осуществляемых с помощью графического пользовательского интерфейса (GUI):
установка рабочих параметров для каждого конвейера в упаковочной линии и функционирование блока смазки и мойки конвейера.
16. Система упаковки по п.1, дополнительно включающая в себя множество оперативно совместно действующих упаковочных линий, организованных с возможностью совместного использования одной или нескольких единиц распределительного оборудования с тем, чтобы достичь одну или несколько из нижеследующих производственных целей:
разделение производственного процесса, причем единицы распределительного оборудования совместно используются для одновременного осуществления различных наборов команд линии;
резервирование, причем единицы распределительного оборудования совместно используются для изменения направления потока упаковок с одной упаковочной линии на другую, чтобы давать возможность управления обслуживанием или ремонтом распределительного оборудования; и
слияние потоков, причем единицы распределительного оборудования совместно используются для слияния двух потоков упаковок в один для уменьшения числа единиц распределительного оборудования, задействуемых в процессе производства.
17. Система упаковки по п.16, в которой контроллер линии является общим для всех упаковочных линий.
18. Система упаковки по п.16, включающая в себя подчиненный контроллер линии для каждой упаковочной линии и ведущий контроллер линии, соединенный с подчиненными контроллерами линии.
19. Система упаковки по п.1, дополнительно включающая в себя систему мониторинга упаковочной линии (PLMS), спроектированную с возможностью совместного функционирования с упаковочной линией, чтобы осуществлять мониторинг рабочей характеристики фасовочной машины и единиц(ы) распределительного оборудования, задействуемых в процессе производства, чтобы давать возможность анализа рабочих характеристик по предыстории и/или в реальном времени.
20. Система упаковки по п.19, в которой система мониторинга упаковочной линии дополнительно спроектирована с возможностью обеспечения функциональности отслеживаемости продукции и мониторинга процессов, осуществляемой с помощью графического пользовательского интерфейса (GUI), на основании данных, зарегистрированных в базе данных предыстории.
21. Система упаковки по п.20, в которой функциональность отслеживаемости продукции включает в себя предоставление графического бланка оператора, где данные могут вводиться по требованию оператора или автоматически запрашиваться на основании событий в оборудовании, и графического отчета по бланку оператора на основании данных, зарегистрированных в фасовочной машине, при этом отчет по бланку оператора позволяет осуществлять мониторинг параметров процесса и критических контрольных точек в течение процесса производства.
22. Система упаковки по п.20, в которой функциональность отслеживаемости продукции дополнительно включает в себя временную синхронизацию момента регистрации данных по отношению к основной системе временной синхронизации.
23. Система упаковки по п.1, в которой фасовочная машина выполнена с возможностью избирательно производить один тип или различные типы герметичных упаковок, содержащих один пищевой продукт или различные пищевые продукты.
24. Контроллер линии для использования в системе упаковки по любому из предшествующих пунктов.
25. Машиночитаемый носитель, на котором записана программа, загружаемая в запоминающее устройство системы обработки в контроллере линии по любому из предшествующих пунктов и содержащая одно или несколько программных приложений согласно любому из пп.1-15.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Устройство для очистки полевого валика хедера комбайнов и косилок | 1941 |
|
SU63792A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| EP 1640835 A1, 29.03.2006 | |||
| Устройство для сортировки кусковых материалов | 1975 |
|
SU614814A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ УТИЛЬРЕЗИНЫ | 2001 |
|
RU2283759C2 |

