Область техники, к которой относится изобретение
Изобретение относится к производственным линиям, в частности к линиям для упаковки пищевых продуктов, на которых пищевые продукты должны сортироваться на партии и упаковываться в контейнеры. В этом контексте «партия» относится к регулируемому размеру продукта, например, конкретному весу пищевого продукта, подлежащего упаковке.
Уровень техники
В пищевой промышленности является общепринятым упаковывать пищевые продукты в герметично закупоренные лотки, в частности мясные продукты и птицепродукты. Когда упаковывают такие пищевые продукты в лотки партиями, хорошо известно в данной области техники использовать фасовочную систему, которая позволяет операторам укладывать партии определенного веса продукта в лотки. Лотки можно затем герметично запаивать и маркировать перед их транспортировкой в желаемое торговое предприятие, такое как супермаркет.
Традиционно партии взвешенного продукта, например, конкретный вес куриных окорочков, передаются от взвешивающего устройства к конвейерной системе с рычагами, которые синхронизируются во времени для передачи партий от конвейера в отдельные наполнительные станции. Каждая наполнительная станция, как правило, содержит удерживающий лоток и подающий лоток с пневматическим приводом.
Операторы располагаются вдоль неподвижного фасовочного стола рядом с конвейерной системой; по одному оператору для каждой наполнительной станции. Продукт подается непосредственно перед оператором на лотке с пневматическим приводом. Оператор берет продукт и аккуратно укладывает его на лоток. Затем оператор помещает заполненный лоток на вторичный конвейер, который передает лоток к запечатывающей или оберточной машине. В то же время, когда оператор помещает заполненный лоток на вторичный конвейер, он нажимает кнопку, и партия, удерживаемая в удерживающей воронке, передается к лотку с пневматическим приводом, поданному к оператору ранее. В других системах момент времени передачи партий операторам является заранее заданным, и операторы работают с установленным темпом, диктуемым временем подачи лотков.
Эта система предназначена для работы в полуавтоматическом или автоматическом режиме, так что когда взвешивающему устройству поданы сигналы для обеспечения партий продукта, система автоматически распределяет продукт в удерживающие воронки наполнительных станций.
Как правило, тип используемого взвешивающего устройства представляет собой «многоголовочное» взвешивающее устройство, которое оборудовано множеством взвешивающих воронок, оснащенных программными средствами, позволяющими обеспечивать множество заданных весов, вместе с системой обнаружения ошибок, которая автоматически отправляет продукт, не удовлетворяющий весовому критерию (например, набор куриных окорочков с различными весами, так что желаемый вес не может быть получен), к станции нефасованного продукта, где продукт либо повторно обрабатывается и делается попытка взвесить его снова, или отправляется для его упаковки в качестве «нефасованной партии».
Такая фасовочная система, как правило, сконструирована линейным образом и требует много пространства на производственном участке. Это означает, что имеют место большие затраты как при изготовлении системы, так и требуемой площади пола производственного участка. Кроме того, из-за линейного характера фасовочного стола и расположения операторов затрачивается больше времени для перемещения партий вдоль конвейерной системы к оператору, стоящему на большем расстоянии от взвешивающего устройства, чем к оператору, стоящему ближе к взвешивающему устройству, что может привести к усложненным временным требованиям синхронизации и низкой эффективности.
В патентном документе US-B-6625961 описан пример системы упаковки в пакеты, в которой пакеты крепятся под вертикальными подающими желобами, в которые пищевые продукты подаются от взвешивающей системы, причем подающие желоба расположены вокруг центральной оси. Когда пакеты наполнены, они затем устанавливаются на конвейер для доставки в другое место. Эта система не пригодна для обеспечения наполнения лотков, поскольку операторы не могут контролировать подачу пищевых продуктов в пакеты.
Раскрытие изобретения
В соответствии с первым аспектом данного изобретения, мы обеспечиваем фасовочную систему, предназначенную для использования в системе для упаковки пищевых продуктов, содержащую: множество наполнительных станций, и средство для транспортировки заранее заданных партий, поступающих от места доставки, к по меньшей мере одной из вышеупомянутого множества наполнительных станций, характеризующуюся тем, что она включает в себя взвешивающее устройство, выполненное с возможностью обеспечения пищевого продукта в вышеупомянутых заранее заданных партиях в месте доставки; и фасовочный стол, имеющий множество наполнительных станций, причем наполнительные станции расположены по существу на одинаковом расстоянии вокруг оси заранее заданного места доставки.
Благодаря обеспечению фасовочного стола, имеющего множество наполнительных станций, можно позволить операторам вмешиваться в процесс заполнения лотков и т.п., в то же время достигая преимущества более компактной системы.
Как правило, заранее заданные партии определяются весом, хотя партии могут также определяться физическими размерами или количеством.
Характерная особенность того, что наполнительные станции расположены вокруг оси заранее заданного места доставки, преимущественно означает, что размер системы и требуемая площадь пола значительно уменьшаются по сравнению с линейной системой. Наряду с увеличением эффективности, это также означает, что систему легче очищать, улучшая гигиену.
Каждая наполнительная станция может располагаться по существу на равном расстоянии от оси заранее заданного места доставки. Это увеличивает эффективность, поскольку время, требуемое для перемещения партий от взвешивающего устройства к каждому оператору на наполнительной станции, является одинаковым.
Партии могут доставляться к каждой наполнительной станции с заранее заданными временными интервалами, регулируемыми системой управления, причем каждый оператор работает с заранее заданным темпом, например, шесть партий в минуту. Альтернативно партии могут доставляться к наполнительным станциям после приема сигнала от наполнительной станции, указывающего на то, что требуется партия.
Взвешивающее устройство может представлять собой многоголовочное взвешивающее устройство, и, кроме того, может представлять собой многоголовочное взвешивающее устройство со шнековой (винтовой) подачей. Многоголовочное взвешивающее устройство со шнековой подачей особенно полезно для взвешивания клейких пищевых продуктов (таких как курятина) в заранее заданных партиях. Однако предусматриваются другие классы взвешивающего устройства, такие как сортировочные контрольно-весовые устройства.
Наполнительные станции могут располагаться по окружности вокруг по существу круглого фасовочного стола. По существу круглый фасовочный стол может быть коаксиальным с осью заранее заданного места доставки. Это преимущественно означает, что каждая наполнительная станция находится на равном расстоянии от заранее заданного места доставки, как обсуждалось выше.
Фасовочный стол может представлять собой неполное кольцо. Термин «неполное кольцо» здесь означает кольцо, которое является не полностью замкнутым, так что имеется промежуток между двумя открытыми концами. Неполный кольцевой характер фасовочного стола позволяет устанавливать дополнительные компоненты фасовочной системы на внутренней стороне фасовочного стола, создавая компактную фасовочную систему с малой площадью в плане. Кроме того, неполный кольцевой характер фасовочного стола позволяет дополнительным «модулям» полной системы для упаковки пищевых продуктов (таким как, например, конвейер, ведущий к машине для герметичной запайке лотка) легко контактировать с фасовочной системой через промежуток в фасовочном столе, образуя компактную и легко собираемую общую систему.
Каждая наполнительная станция может содержать по меньшей мере одну удерживающую воронку, предназначенную для удержания партии. Каждая наполнительная станция, как правило, управляется оператором, который вручную укладывает партии, полученные на наполнительной станции, в контейнеры, например, лотки на производственной линии для пищевых продуктов. Наполнительные станции, имеющие удерживающую воронку, преимущественно увеличивают производительность фасовочной системы, поскольку новая партия может немедленно подаваться оператору вместо необходимости ожидания доставки новой партии от взвешивающего устройства. Если наполнительная станция имеет две или большее число удерживающих воронок, производительность увеличивается в еще большей степени.
Средства для транспортировки вышеупомянутых партий могут содержать поворотный конвейер для фасованных партий, расположенный между взвешивающим устройством и множеством наполнительных станций, предназначенный для транспортировки партий, поступающих от взвешивающего устройства, к любой из множества наполнительных станций. Здесь заранее заданное место доставки находится на конвейере для фасованных партий. Взвешивающее устройство может быть расположено над плоскостью наполнительных станций, а конвейер для фасованных партий может располагаться между взвешивающим устройством и наполнительными станциями, так чтобы партии укладывались на конвейер для фасованных партий с взвешивающего устройства в заранее заданном месте доставки. Вертикальные расстояния между взвешивающим устройством и конвейером для фасованных партий и между конвейером для фасованных партий и наполнительными станциями предпочтительно минимизированы для того, чтобы уменьшить повреждение партий, когда их перемещают от одной части фасовочной системы к другой.
Поворотный конвейер для фасованных партий преимущественно устраняет потребность в «направляющих рычагах» традиционного линейного фасовочного аппарата. Такие направляющие рычаги могут приводить к зажиманию пищевого продукта между ними и конвейером, вызывая как задержки времени, когда устраняют эту проблему, так и проблемы гигиены пищевых продуктов.
Конвейер для фасованных партий может использоваться для транспортировки партий к по меньшей мере одной наполнительной станции за один раз.
Фасовочная система может, кроме того, содержать конвейер для нефасованного продукта, который может использоваться для приема по меньшей мере одной нефасованной партии от конвейера для фасованных партий. Предпочтительно конвейер для нефасованного продукта находится в той же плоскости, что и конвейер для фасованных партий, и расположен таким образом, что конвейер для нефасованного продукта и конвейер для фасованных партий стыкуются друг с другом при одном угле поворота конвейера для фасованных партий.
Когда взвешивающее устройство не способно образовать партию согласно желаемому весу, такая партия называется «нефасованной» партией. В таком случае нефасованная партия укладывается на поворотный конвейер для фасованных партий, который затем поворачивается на заранее заданный угол поворота, так что он выравнивается (центрируется) и стыкуется с конвейером для нефасованного продукта. Нефасованная партия затем транспортируется на конвейере для нефасованного продукта для того, чтобы либо повторно обрабатываться и снова взвешиваться, либо для продажи в виде нефасованного продукта. Это преимущественно уменьшает непроизводительные отходы системы.
Альтернативно, фасовочная система содержит станцию для нефасованного продукта, установленную рядом с фасовочным столом и расположенную таким образом, чтобы поворотный конвейер мог использоваться для транспортировки нефасованных партий от взвешивающего устройства к станции нефасованного продукта.
В вариантах осуществления данного изобретения фасовочная система дополнительно содержит доставляющий элемент для приема партий от взвешивающего устройства, и средство для транспортировки вышеупомянутых партий содержит поворотную конвейерную систему, расположенную между взвешивающим устройством и наполнительными станциями, причем вышеупомянутый доставляющий элемент обеспечен для того, чтобы укладывать партии, полученные от взвешивающего устройства, на поворотную конвейерную систему; причем вышеупомянутая поворотная конвейерная система содержит первый конвейер для фасованных партий и второй конвейер для фасованных партий, которые могут использоваться для транспортировки партий к одной из множества наполнительных станций; и причем в первом режиме доставляющий элемент предназначен для укладки партий на первый конвейер для фасованных партий, а во втором режиме доставляющий элемент предназначен для укладки партий на второй конвейер для фасованных партий.
Доставляющий элемент может представлять собой синхронизированную по времени воронку, содержащую входной порт, первый способный закрываться проем, предназначенный для укладки партий на первый конвейер для фасованных партий (в первом режиме), и второй способный закрываться проем, предназначенный для укладки партий на второй конвейер для фасованных партий (во втором режиме), и причем входной порт расположен в месте доставки. Способные закрываться проемы, как правило, представляют собой дверцы или люки. Однако предусмотрены другие типы доставляющего элемента, такие как желоб, содержащий дверцу с двумя поворотными петлями, так что проем дверцы на одной поворотной петле направляет партию к первому конвейеру, а проем дверцы на другой поворотной петле направляет партию ко второму конвейеру.
Предпочтительно доставляющий элемент вращается синхронно с поворотной конвейерной системой. Это означает, что первый способный закрываться проем укладывает партии на первый конвейер, а второй способный закрываться проем укладывает партии на второй конвейер при любом данном угле поворота поворотной конвейерной системы. Доставляющий элемент может быть присоединен к поворотной доставляющей системе, так что он по своей природе вращается с поворотной конвейерной системой. Доставляющий элемент может также быть присоединен к взвешивающему устройству.
Доставляющий элемент может автоматически активироваться для укладки партий на конвейеры с заранее заданными временными интервалами. Альтернативно доставляющий элемент может активироваться в ответ на сигналы, высылаемые от наполнительных станций, указывающие на то, порция требуется на этой наполнительной станции.
Взвешивающее устройство может быть расположено над плоскостью наполнительных станций, причем поворотная конвейерная система располагается между взвешивающим устройством и наполнительными станциями.
Использование конвейерной системы с первым и вторым конвейерами для фасованных партий преимущественно увеличивает скорость, с которой партии могут транспортироваться от взвешивающего устройства к наполнительным станциям, тем самым увеличивая эффективность и производительность системы. Конвейерная система, содержащая первый и второй конвейеры для фасованных партий, также особенно полезна в случае, когда взвешивающее устройство взвешивает партии различных весов. К примеру, партии первого веса могут укладываться на первый конвейер и упаковываться в первом наборе наполнительных станций, а партии второго веса могут укладываться на второй конвейер и упаковываться во втором наборе наполнительных станций.
Предпочтительно, первый конвейер для фасованных партий может использоваться для транспортировки партий к любой из первого набора из одной или нескольких наполнительных станций, а второй конвейер для фасованных партий может использоваться для транспортировки партий к любой из второго набора из одной или нескольких наполнительных станций. Преимущественно это означает, что партии могут транспортироваться к наполнительным станциям более быстро и эффективно. Как правило, первый и второй наборы наполнительных станций будут независимыми друг от друга; однако каждый конвейер для фасованных партий способен поворачиваться для выравнивания с любой наполнительной станцией, так что, если один конвейер сломается или выведен из использования для техобслуживания и т.п., партии все равно могут доставляться к каждой наполнительной станции.
Второй конвейер для фасованных партий может активироваться только после выравнивания с одной из второго набора наполнительных станций. Это преимущественно позволяет укладывать и накапливать нефасованные партии на втором конвейере для фасованных партий до того момента времени, когда второй конвейер для фасованных партий будет выровнен с наполнительной станцией, предназначенной для приема нефасованных партий. Это означает, что партии продукта могут транспортироваться к наполнительной станции на первом конвейере для фасованных партий с минимальным нарушением, вызванным образованием нефасованных партий.
Когда он выровнен с одной из первого набора наполнительных станций, второй конвейер для фасованных партий может использоваться для транспортировки партии на заранее заданное расстояние, причем вышеупомянутое заранее заданное расстояние является меньшим, чем расстояние между доставляющим элементом и одной из первого набора наполнительных станций, и причем когда второй конвейер для фасованных партий выровнен с одной из второго набора наполнительных станций, вышеупомянутый второй конвейер для фасованных партий может использоваться для транспортировки партии к наполнительной станции, с которой он выровнен. Преимущественно это позволяет пространственно распределять нефасованные партии с заранее заданными постоянными интервалами вдоль второго конвейера для фасованных партий до того момента времени, когда второй конвейер для фасованных партий будет выровнен с наполнительной станцией, выделенной для приема нефасованных партий.
Две или большее число наполнительных станций могут быть выделены для приема нефасованных партий, и они могут быть накрыты желобом с одним проемом, расположенным рядом с конвейерами для фасованных партий, чтобы дополнительно увеличить производительность.
Первый и второй конвейеры для фасованных партий могут быть независимо поворачиваемыми, и дополнительно могут управляться независимо друг от друга. Это еще больше увеличивает гибкость того, каким образом партии транспортируются от взвешивающего устройства к наполнительным станциям.
Фасовочная система, содержащая поворотную конвейерную систему, может дополнительно содержать конвейер для нефасованного продукта, который может использоваться для приема по меньшей мере одной нефасованной партии от конвейерной системы, для того чтобы уменьшить непроизводительные отходы системы. Предпочтительно конвейер для нефасованного продукта находится в той же плоскости, что и конвейерная система для фасованных партий, и расположен таким образом, что конвейерная система может использоваться для транспортировки нефасованных партий от взвешивающего устройства к станции для нефасованного продукта.
Средства для транспортировки вышеупомянутых партий могут альтернативно содержать пластину, расположенную между взвешивающим устройством и множеством наполнительных станций, причем вышеупомянутая пластина дополнительно содержит по меньшей мере один подвижный толкатель, который может использоваться для выталкивания партии с пластины в наполнительную станцию. Эта пластина может представлять собой круглую пластину, и вышеупомянутый по меньшей мере один толкатель может располагаться параллельно плоскости вышеупомянутой круглой пластины; причем толкатель способен выдвигаться в радиальном направлении, для того чтобы выталкивать партию с пластины в наполнительную станцию. Кроме того, эта пластина может быть поворотной, так же как и толкатели.
Взвешивающее устройство может располагаться над плоскостью наполнительных станций, причем пластина может располагаться между взвешивающим устройством и наполнительными станциями, для того чтобы партии укладывались на пластину от взвешивающего устройства.
Данный пример может дополнительно содержать станцию для нефасованного продукта, установленную рядом с фасовочным столом и расположенную таким образом, чтобы толкатель можно было использовать для выталкивания нефасованной партии в станцию для нефасованного продукта.
Альтернативно средства для транспортировки вышеупомянутых партий могут содержать поворотный желоб, присоединенный к взвешивающему устройству, причем вышеупомянутый желоб имеет входной порт и выходной порт и расположен таким образом, чтобы транспортировать партии, полученные от взвешивающего устройства, к любой из множества наполнительных станций через выходной порт, и причем входной порт расположен на месте доставки. Такая система преимущественно уменьшает количество подвижных частей в системе, увеличивая надежность и долговечность.
Поворот желоба может устанавливать выходной порт над по меньшей мере одной наполнительной станцией, так чтобы партия транспортировалась от взвешивающего устройства к вышеупомянутой наполнительной станции. Здесь, поскольку партии падают непосредственно с поворотного желоба в наполнительные станции без вхождения в контакт с каким-либо другим аппаратом, это не только увеличивает скорость, с которой партии транспортируются от взвешивающего устройства к наполнительным станциям, но также улучшает гигиену и чистоту системы.
Опять же, этот пример предпочтительно, кроме того, содержит станцию для нефасованного продукта, установленную рядом с фасовочным столом и расположенную таким образом, чтобы в одном положении поворотного желоба выходной порт находился над вышеупомянутой станцией для нефасованного продукта. Следовательно, нефасованные партии могут укладываться непосредственно с взвешивающего устройства в станцию для нефасованного продукта.
Фасовочный стол может, кроме того, содержать поворотную пластину, установленную между взвешивающим устройством и наполнительными станциями, причем вышеупомянутая пластина содержит по меньшей мере одно сквозное отверстие и множество подвижных скребковых лопаток, соответствующее множеству наполнительных станций, и причем при использовании поворот желоба устанавливает выходной порт над поворотной пластиной в положение над наполнительной станцией, и причем соответствующая подвижная скребковая лопатка расположена таким образом, чтобы отклонять партию от пластины к наполнительной станции с помощью сквозного отверстия.
В вариантах осуществления данного изобретения поворотная пластина может содержать множество сквозных отверстий, соответствующее числу наполнительных станций. Это преимущественно увеличивает скорость, с которой партии могут транспортироваться к наполнительным станциям, тем самым увеличивая производительность.
Фасовочная система может дополнительно содержать подающий конвейер, который может использоваться для транспортировки контейнеров, заполненных пищевым продуктом, от фасовочной системы. Как правило, подающий конвейер расположен концентрично относительно фасовочного стола и рядом с фасовочным столом, что позволяет фасовочной системе оставаться компактной и требовать минимальной площади основания в плане.
Фасовочная система может, кроме того, содержать станцию для нефасованного продукта, установленную рядом с фасовочным столом и расположенную таким образом, чтобы средство для транспортировки вышеупомянутых партий, поступающих от взвешивающего устройства к по меньшей мере одной из вышеупомянутого множества наполнительных станций, могло использоваться для транспортировки нефасованных партий от взвешивающего устройства к станции для нефасованного продукта.
В соответствии со вторым аспектом данного изобретения, предложена система для упаковки пищевых продуктов, содержащая фасовочную систему любого из вышеупомянутых вариантов осуществления первого аспекта данного изобретения. Такая система для упаковки пищевых продуктов будет, как правило, содержать трейсилер (установку для герметичной запайки готового контейнера с пищевым продуктом, расположенного на лотке) и маркировочную машину, например, вдобавок к фасовочной системе.
В соответствии с третьим аспектом данного изобретения, предложен способ транспортировки партий пищевого продукта от взвешивающего устройства к по меньшей мере одной из множества наполнительных станций, причем этот способ содержит управление фасовочной системой, выполненной согласно первому аспекту данного изобретения.
Краткое описание чертежей
Варианты осуществления данного изобретения будут теперь описаны и противопоставлены уровню техники, предшествующему данному изобретению, со ссылкой на прилагаемые чертежи, на которых:
На фиг. 1а дан вид в перспективе фасовочной системы, которая известна в уровне техники, предшествующем данному изобретению.
На фиг. 1b дан дополнительный вид в перспективе фасовочной системы, известной в уровне техники, предшествующем данному изобретению.
На фиг. 2 дан вид в перспективе фасовочной системы, выполненной согласно одному варианту осуществления данного изобретения.
На фиг. 3 дан вид в перспективе фасовочной системы, выполненной согласно одному варианту осуществления данного изобретения, показывающий конвейер для фасованных партий более подробно.
На фиг. 4 дан вид в плане фасовочной системы, выполненной согласно первому варианту осуществления данного изобретения, показывающий конвейер для фасованных партий более подробно.
На фиг. 5 дан схематический вид фасовочной системы, содержащей наполнительные станции с двумя удерживающими воронками.
На фиг. 6 дан вид в плане фасовочной системы, выполненной согласно второму варианту осуществления данного изобретения, показывающий конвейерную систему более подробно.
На фиг. 7 дан схематический вид синхронизируемой по времени воронки, используемой во втором варианте осуществления данного изобретения.
На фиг. 8а дан схематический вид двух поворотных конвейеров, способных поворачиваться независимо, выполненных согласно третьему варианту данного изобретения.
На фиг. 8b дан дополнительный вид двух поворотных конвейеров, способных поворачиваться независимо, выполненных согласно третьему варианту осуществления данного изобретения.
На фиг. 9а дан вид в плане фасовочной системы, выполненной согласно четвертому варианту осуществления данного изобретения, показывающий толкатели более подробно.
На фиг. 9b дан вид в плане фасовочной системы, выполненной согласно четвертому варианту осуществления данного изобретения, показывающий толкатели более подробно.
На фиг. 10 дан схематический вид толкателей, выполненных согласно пятому варианту осуществления данного изобретения.
На фиг. 11 дан схематический вид толкателей, выполненных согласно шестому варианту осуществления данного изобретения.
На фиг. 12 дан вид в плане фасовочной системы, выполненной согласно седьмому варианту осуществления данного изобретения, показывающий толкатели более подробно.
На фиг. 13 дан схематический вид смещенного желоба взвешивающего устройства, выполненного согласно восьмому варианту осуществления данного изобретения.
На фиг. 14а дан вид в плане фасовочной системы, выполненной согласно девятому варианту осуществления данного изобретения.
На фиг. 14b дан схематический вид фасовочной системы, выполненной согласно девятому варианту осуществления данного изобретения.
На фиг. 15а дан схематический вид конструкции фасовочной системы, предназначенной для использования во втором и третьем вариантах осуществления данного изобретения.
На фиг. 15b дан дополнительный схематический вид конструкции фасовочной системы, предназначенной для использования во втором и третьем вариантах осуществления данного изобретения.
На фиг. 16а дан схематический вид сбоку конструкции фасовочной системы, выполненной согласно третьему варианту осуществления данного изобретения.
На фиг. 16b дан схематический вид в плане конструкции фасовочной системы, выполненной согласно третьему варианту осуществления данного изобретения.
Осуществление изобретения
На фиг. 1а дан вид в перспективе части типичной фасовочной системы 100, как она известна в уровне техники, предшествующем данному изобретению. Партии пищевого продукта 102 взвешиваются взвешивающим устройством (частично видном на позиции 104) и укладываются на один из двух конвейеров 106а, 106b. На фиг. 1а партии представляют собой конкретный вес куриных грудок. Эта конкретная фасовочная система содержит два конвейера 106а, 10b, разделенных перегородкой 107.
Конвейеры перемещаются в направлении на удаление от взвешивающего устройства 104 (из плоскости бумаги на виде фиг. 1а) и проходят мимо множества наполнительных станций 108а, 108b, 108с, 108d, 108е. Каждая наполнительная станция 108 содержит удерживающую воронку 116 (см. фиг. 1b) и подающий лоток 118.
Каждая наполнительная станция 108 также имеет связанный с ней направляющий рычаг 110а, 110b, 110с, 110d, 110е. Каждый направляющий рычаг 110 автоматически управляется для направления пищевого продукта к одной из наполнительных станций. Как видно на фиг. 1а, направляющий рычаг 110с, связанный с наполнительной станцией 108с, находится в закрытом положении, так чтобы партии 102 могли проходить вдоль конвейера мимо наполнительной станции 108с. Однако направляющий рычаг 110b находится в открытом положении, проходя по ширине конвейера 106а. По этой причине, когда партия достигает направляющего рычага 110b, она направляется с конвейера 106а и в удерживающую воронку 116 наполнительной станции 108b.
Направляющие рычаги могут управляться независимо друг от друга, так чтобы отдельные партии направлялись к отдельным наполнительным станциям. К примеру, может потребоваться, чтобы конкретная партия, показанная на 102а, была направлена в наполнительную станцию 108а. Следовательно, направляющие рычаги 110b и 110с будут оставаться в закрытом положении, тогда как направляющий рычаг на позиции 110а переместится в открытое положение для направления партии с конвейера 106а и внутрь удерживающей воронки 116 наполнительной станции 108а.
Со ссылкой на фиг. 1b, типичная наполнительная станция 108, известная в уровне техники, предшествующем данному изобретению, будет теперь обсуждена более подробно. Как обсуждалось выше, каждая наполнительная станция 108 содержит удерживающую воронку 116 и подающий лоток 118. Удерживающая воронка 116, показанная в центре фиг. 1b, изображена в виде «с вырезом», тогда как удерживающая воронка 116 в левой части фиг. 1b изображена в полном виде.
Оператор (не показан), расположенный на каждой наполнительной станции, когда к нему подается пищевой продукт в подающем лотке 118, возьмет лоток 112 из устройства 114 для извлечения лотков из штабеля и уложит пищевой продукт аккуратно в лоток на неподвижном фасовочном столе 122. Оператор затем помещает заполненный лоток на подающий конвейер 120, расположенный рядом с фасовочным столом. Лоток 112 затем передается вдоль подающего конвейера, где он упаковывается и маркируется перед его транспортировкой к желаемому пункту продажи (например, супермаркету).
Когда оператор поместил заполненный лоток на подающий конвейер 120, он нажимает кнопку 124, которая открывает заслонку (не показана) между удерживающей воронкой 116 и подающим лотком 118, заставляя следующую партию перемещаться из удерживающей воронки в подающий лоток. Альтернативно это выполняется автоматически в заранее заданные моменты времени, или датчик обнаруживает, когда подающий лоток является пустым, и следующую партию необходимо передать в него. Оператор затем наполняет следующий лоток пищевым продуктом. Направляющие рычаги 110 управляются для направления партии в теперь пустую удерживающую воронку 116 этой наполнительной станции. Направляющие рычаги, как правило, автоматически управляются панелью управления для направления партий к наполнительным станциям в заданные моменты времени, причем ожидается, что операторы работают с определенной скоростью.
Порции, как правило, определяются на основании веса, например, 300 г куриной грудки или 800 г куриных бедер. Если взвешивающее устройство не способно составить желаемый вес с конкретной партией продукта, эта партия направляется на конвейер 130 для нефасованного продукта (см. фиг. 1а) автоматически управляемым направляющим рычагом 130а (не показан) тем же самым образом, как партии направляются в наполнительные станции, как обсуждалось выше. Продукт, направленный на конвейер для нефасованного продукта, затем либо «повторно обрабатывается» и взвешивается снова, либо отправляется на станцию для нефасованного продукта. Продукт в станции для нефасованного продукта не упаковывается в лотки.
Как можно видеть из фиг. 1а, линейный характер конвейеров 106а, 106b требует много места на производственном участке, что увеличивает стоимость аренды, а также производственные расходы. Кроме того, занимает больше времени, чтобы продукт от взвешивающего устройства достиг наполнительной станции 108а, чем наполнительной станции 108с. Это снижает эффективность (производительность) системы.
Кроме того, направляющие рычаги 110 находятся вертикально на небольшом расстоянии от конвейера 106, чтобы позволить им перемещаться свободно. Это означает, что пищевой продукт подвержен зажатию между рычагами и конвейером. Это особенно характерно для липких пищевых продуктов, таких как курятина. Это может означать, что фасовочная система может часто забиваться и требовать вмешательства операторов, следовательно, теряя время и уменьшая эффективность и производительность. Вдобавок, пищевой продукт, застрявший между подвижными частями, имеет отрицательные последствия для стандартов пищевой гигиены, требуемых в упаковочных линях для пищевых продуктов.
На фиг. 2 показан вид в перспективе фасовочной системы 200, выполненной согласно одному варианту осуществления данного изобретения. Множество операторов 201 располагаются вокруг круглого фасовочного стола 202. В этом случае фасовочный стол 202 вмещает одновременно семь операторов, но будет понятно, что такая фасовочная система может вмещать более семи или менее семи операторов одновременно, в зависимости от ее размера.
Многоголовочное взвешивающее устройство 204 со шнековой подачей, такое как изготавливаемое фирмой «Ishida Europe Limited», расположено над круглым фасовочным столом и коаксиально выровнено с круглым фасовочным столом. Однако могут использоваться другие взвешивающие устройства. Изготовление и использование таких взвешивающих устройств хорошо известно в данной области техники и не будет здесь обсуждаться более подробно.
Фасовочный стол 202 имеет форму неполного кольца. В этом контексте термин «неполное кольцо» означает кольцо, содержащее промежуток, так что фасовочный стол имеет два конца 202а, 202b (см. фиг. 3). Фасовочная система также содержит кольцевой подающий конвейер 208, концентричный относительно и расположенный рядом с фасовочным столом 202 и расположенный на внутренней стороне фасовочного стола 202. Кольцевой подающий конвейер 208, как правило, сконструирован из пластика и может, например, иметь форму полипропиленового кольцевого диска или ряда соединенных друг с другом пластиковых звеньев. Альтернативно подающий конвейер 208 может состоять из множества перехлестывающихся резиновых планок. Изготовление подающего конвейера 208 из пластика преимущественно снижает шум фасовочной системы.
Предпочтительно радиус наружной кромки подающего конвейера 208 является по существу идентичным внутреннему радиусу фасовочного стола 202, так чтобы не было зазора между конвейером и фасовочным столом. Однако предусматриваются другие конфигурации, например, в одном варианте осуществления данного изобретения имеется зазор между фасовочным столом 202 и конвейером 208. Характер неполного кольца фасовочного стола позволяет упаковочному конвейеру 210 проходить через промежуток и непосредственно примыкать к подающему конвейеру 208, как ясно видно на фиг. 3. Это обеспечивает компактную фасовочную систему, которая не только экономит пространство, на также позволяет осуществлять простую интеграцию фасовочной системы с другими модулями упаковочной линии (в этом случае упаковочный конвейер может вести, например, к модулю для герметичного запаивания готового лотка с продуктом). Современные упаковочные линии все чаще состоят из ряда независимо изготавливаемых и продаваемых «модулей», и следовательно эта характерная особенность данной фасовочной системы обеспечивает явное преимущество.
Величины ширины фасовочного стола и конвейера выбираются таким образом, чтобы они соответствовали целевому назначению производственной линии. Например, на фабрике по производству куриного мяса конвейер и фасовочный стол будут иметь ширины, которые соответствуют самым большим лоткам, которые будут перемещаться по производственной линии.
На внутренней стороне подающего конвейера 208 имеется по существу цилиндрический модуль 250. Фланец 251 расположен по окружности модуля 250, где модуль контактирует с подающим конвейером 208, обеспечивая гладкую поверхность раздела между стенкой модуля и подающим конвейером 208, как видно на фиг. 3. Это предотвращает зацепление за модуль лотков, перемещающихся на конвейере. Расположенные на наружной поверхности модуля 250, имеется множество наполнительных станций 206, более ясно видных на фиг. 3. Каждая наполнительная станция 206 содержит удерживающую воронку 206b и подающий лоток 206а. Число наполнительных станций 206 в фасовочной системе 200 зависит от размера каждой наполнительной станции и величины окружности модуля 250. В этом варианте осуществления данного изобретения имеется семь наполнительных станций, расположенных вокруг модуля 250. Поскольку модуль 250 имеет по существу круглое поперечное сечение, наполнительные станции 206 расположены на равном расстоянии от взвешивающего устройства 204. Однако предусматриваются другие поперечные сечения, такие как квадрат.
Имеется опорная конструкция 220, окружающая фасовочную систему, которая поддерживает взвешивающее устройство над модулем 250, фасовочным столом 202 и подающим конвейером 208. Опорная конструкция 220 содержит лестницу 220а, ведущую к платформе 220b, окружающей взвешивающее устройство 204. Это позволяет оператору осуществлять доступ к взвешивающему устройству для целей технического обслуживания и т.п.
При использовании не взвешенный пищевой продукт, такой как нарезанная ломтиками куриная грудка, подается во взвешивающее устройство 204. Взвешивающее устройство запрограммировано для взвешивания определенных весов пищевого продукта, например, 300 г нарезанной ломтиками куриной грудки, путем образования комбинаций нарезанных кусков грудки. Каждая взвешенная порция называется «партией». После взвешивания взвешивающее устройство укладывает партию на поворотный конвейер 230 для фасованных партий, который будет обсужден более подробно ниже в отношении фиг. 3. Также возможно запрограммировать взвешивающее устройство для производства процентной доли партий с первым весом, и процентной доли партий со вторым весом. К примеру, взвешивающее устройство может быть способно взвешивать 300 г куриной грудки и 500 г куриной грудки. Взвешивающее устройство также способно составлять комбинации из обоих весов одновременно и укладывать тот вес партии, который требуется в этот конкретный момент.
Конвейер 230 для фасованных партий будет теперь обсужден более подробно со ссылкой на фиг. 3 и 4. Взвешивающее устройство не было показано на каждом из этих рисунков в целях ясности. Бесконечный линейный конвейер 230 смонтирован на опоре 231 для конвейера. Круглая пластина 254 смонтирована к верху модуля 250, как видно на фиг. 3. Круглая пластина имеет больший радиус, чем радиус модуля 250, так что она выступает за наружную кромку модуля 250. Распределенные на расстоянии друг от друга вокруг наружного периметра круглой пластины 254, имеется множество сквозных отверстий 255, соответствующее множеству наполнительных станций 206, как видно на фиг. 3. Каждая наполнительная станция 206 имеет соответствующее сквозное отверстие 255.
Опора 231 для конвейера смонтирована на поворотной пластине 235 через шпиндель 236. Опора 231 для конвейера находится на расстоянии от кольцевой пластины 254, так чтобы она могла вращаться свободно. Поворотная пластина 235 может вращаться либо по часовой стрелке, либо против часовой стрелки, тем самым поворачивая конвейер 230 для фасованных партий. Альтернативно пластина 235 может быть неподвижной, а шпиндель вращается, тем самым поворачивая опору 231 для конвейера.
При использовании взвешенная партия от взвешивающего устройства укладывается на конвейер 230 для фасованных партий. Как правило, фасованная партия будет укладываться на центр конвейера 230 для фасованных партий. В начале процесса фасовки не будет партий в наполнительных станциях 206 (здесь маркированных условными обозначениями 401-407), и поэтому конвейер 230 для фасованных партий будет управляться для транспортировки партий от взвешивающего устройства к каждой из наполнительных станций. К примеру, на фиг. 4 поворотная пластина 235 расположена таким образом, что конвейер располагается между наполнительными станциями 402 и 406. Как обсуждалось ранее, каждая наполнительная станция 206 имеет соответствующее сквозное отверстие в круглой пластине 254, и конвейер 230 для фасованных партий имеет длину, соответствующую расстоянию между двумя противоположными сквозными отверстиями. Поскольку конвейер является линейным, наполнительные станции расположены в противоположных парах, как ясно показано на фиг. 4. Однако предусматриваются другие расположения наполнительных станций вокруг модуля 250.
На фиг. 4 показан конвейер 230, расположенный между наполнительными станциями 402 и 406. Когда партия транспортируется к наполнительной станции 402, взвешенная партия будет укладываться на конвейер 230 для фасованных партий. Конвейер 230 будет затем перемещаться в направлении 410, так чтобы эта партия перемещалась вдоль конвейера к сквозному отверстию 402а. В конце конвейера 230 для фасованных партий партия падает с конвейера через сквозное отверстие 402а и в удерживающую воронку наполнительной станции 402. Фланцы 232 опоры 230 для конвейера выступают над уровнем конвейера для фасованных партий и помогают процессу направления партий. Партия затем перемещается вручную или автоматически из удерживающей воронки в подающий лоток, из которого оператор может упаковывать партию в лоток.
Если конвейер для фасованных партий вместо этого перемещается в противоположном направлении 411, партия транспортируется к наполнительной станции 406. Когда он первоначально транспортирует партии к наполнительной станции, конвейер 230 для фасованных партий может перемещаться между каждой наполнительной станцией и конвейером, движущимся только в одном направлении. К примеру, если поворотная пластина 235 вращается по часовой стрелке и конвейер перемещается в направлении 410, то партии будут транспортироваться к наполнительным станциям в порядке 402, 403, 404, 405….
Альтернативно в каждом угловом положении конвейер может перемещаться вначале в направлении 410 и затем в направлении 411. В конфигурации, показанной на фиг. 4, первая партия будет укладываться и транспортироваться к наполнительной станции 402 через сквозное отверстие 402а, как описано выше. После того, как это произойдет, конвейер будет переключаться для перемещения в направлении 411, и вторая партия будет уложена на конвейер 230 для фасованных партий, которая соответственно будет транспортироваться к наполнительной станции 406 через сквозное отверстие 406а. В таком протоколе партии будут транспортироваться к наполнительным станциям в порядке 402, 406, 403, 407….
Партии укладываются на конвейер 230 для фасованных партий и доставляться к наполнительным станциям по одной за один раз. Альтернативно, однако, партии будут доставляться на конвейере для фасованных партий таким образом, что имеются две или большее число партий на конвейере в один момент времени. Партии могут укладываться в то время, когда конвейер 230 для фасованных партий вращается, или альтернативно они могут укладываться, когда конвейер для фасованных партий находится в требуемом угловом положении. Конвейер может перемещаться непрерывно или может останавливаться, когда поворотная пластина 235 вращается. Кроме того, поворотная пластина 235 может вращаться либо непрерывным образом, либо дискретными шагами, соответствующими угловому разделению наполнительных станций 206. К примеру, на фиг. 4 конвейер находится в первом положении. Если бы его надо было поворачивать через дискретный угол, так чтобы он проходил между наполнительными станциями 403 и 407, то он бы находился во втором положении.
При использовании каждый оператор берет поднос из устройства дл выборки лотка из грузового штабеля или стопки лотков (не показанных) и наполняет лоток партией в подающем лотке 206а его соответствующей наполнительной станции. Это происходит на фасовочном столе 202. Затем оператор помещает заполненный лоток на подающий конвейер 208. Подающий конвейер 208 вращается в направлении 215 против часовой стрелки, транспортируя заполненные лотки через направляющий элемент 212 на упаковочный конвейер 210. заполненные лотки затем передаются на упаковочном конвейере 210 к остальной части системы для упаковки пищевых продуктов, где они затем будут герметично запаиваться, маркироваться и транспортироваться, как желательно. Упаковочный конвейер 210 примыкает к подающему конвейеру 208 в промежутке неполного кольцевого фасовочного стола 208, обеспечивая компактную и экономящую пространство фасовочную систему. Уменьшенный размер фасовочной системы также помогает поддержанию ее в чистоте, улучшая гигиену. Конечно же, конвейер 208 может перемещаться в направлении по часовой стрелки, в этом случае направляющий элемент 212 был бы расположен с другой стороны упаковочного конвейера 210.
Когда оператор уложил партию с подающего лотка 206а в лоток из устройства для выборки лотка из штабеля, партия, удерживаемая в удерживающей воронке, либо вручную, либо автоматически перемещается в подающий лоток 206а. Оператор затем нажимает кнопку (не показана), указывая, что удерживающая воронка 206а теперь пуста. Конвейер и поворотная пластина 235 запрограммированы для работы таким образом, чтобы эта конкретная наполнительная станция затем снабжалась другой партией как можно быстрее. В одном варианте осуществления данного изобретения партии подаются к наполнительным станциям с установленными временными интервалами, управляемыми системой управления (не показана). В таком случае предполагается, что операторы работают с заданной скоростью.
Большое преимущество фасовочной системы данного изобретения заключается в том, что каждая наполнительная станция находится на одинаковом расстоянии от взвешивающего устройства. Это означает, что, предполагая, что каждый оператор работает с одной и той же скоростью, партии способны транспортироваться к наполнительным станциям в известном порядке с известной скоростью, без требования операторам указывать, когда удерживающая воронка является пустой. Это увеличивает эффективность и производительность.
В вышеописанном варианте осуществления данного изобретения каждая наполнительная станция 206 содержит подающий лоток 206а и удерживающую воронку 206b. В другом варианте осуществления данного изобретения, показанном схематически на фиг. 5, каждая наполнительная станция содержит дополнительную удерживающую воронку 206с, расположенную над удерживающей воронкой 206b. Имеется затвор, обеспеченный между удерживающими воронками 206b и 206с, который активируется вручную или автоматически для перемещения партий из удерживающей воронки 206с в удерживающую воронку 206b.
В случае двух удерживающих воронок партии от взвешивающего устройства транспортируются к наполнительным станциям таким же образом, как описано ранее, и возможно, чтобы наполнительная станция имела партию в каждом из подающего лотка 206а, первой удерживающей воронки 206b и второй удерживающей воронки 206с. Это преимущественно позволяет конвейеру для фасованных партий транспортировать партии к наполнительным станциям более эффективным образом. Кроме того, поскольку каждая наполнительная станция имеет способность иметь две партии, ожидающие подачи оператору в подающем лотке, наличие двух удерживающих воронок значительно уменьшает или устраняет какое-либо «мертвое время», из-за которого операторы не имеют партий, которые они должны укладывать в лотки. Предусматривается, что в некоторых вариантах осуществления данного изобретения каждая наполнительная станция содержит более двух воронок.
Как обсуждалось выше, взвешивающее устройство способно одновременно генерировать партии различных весов. Если, например, наполнительная станция 401 используется для 300 г партий куриной грудки, а наполнительная станция 402 используется для 500 г партий куриной грудки, когда партия весом 300 г укладывается на конвейер 230 для фасованных партий, она будет транспортироваться к наполнительной станции 401, а когда партия весом 500 г укладывается на конвейер 230 для фасованных партий, она будет транспортироваться к накопительной станции 402. Аналогично этому, если удерживающая воронка 401 является пустой, то партия весом 300 г будет взвешиваться и транспортироваться, как необходимо, и если удерживающая ворона 402 является пустой, партия весом 500 г будет взвешиваться и транспортироваться, как это необходимо.
Взвешивающее устройство 204 не всегда способно генерировать партии с правильным весом. К примеру, желаемый вес упаковки из четырех куриных бедер может составлять 800 г. Идеально каждое бедро весило бы 200 г, не естественное изменение в размере куриных бедер означает, что это имеет место редко. Следовательно, партия весом 800 г могла бы состоять из кусков, весящих, например, 185 г, 205 г, 210 г и 200 г. Однако имеются случаи, когда невозможно подобрать 800 г (в пределах допусков). Это могло бы случаться, если имеется особенно большое бедро, например. 250 г, которое невозможно сочетать с тремя другими кусками бедра для образования 800 г. В таком случае партия называется «нефасованной» партией и она не будет транспортироваться к какой-либо наполнительной станции. Вместо этого она будет транспортироваться на конвейере 230 к хранилищу «нефасованного продукта», где она может либо повторно обрабатываться и взвешиваться снова, либо просто продаваться в качестве нефасованного продукта.
В одном варианте осуществления данного изобретения конвейер для нефасованного продукта (не показан) обеспечен в той же плоскости и на той же высоте, что и конвейер 230 для фасованных партий. Когда нефасованная партия укладывается на конвейер для фасованных партий, конвейер для фасованных партий поворачивается таким образом, что он стыкуется с конвейером для нефасованного продукта. Партия затем транспортируется вдоль конвейера для нефасованного продукта к хранилищу нефасованных продуктов (не показано). Альтернативно одна из наполнительных станций предназначена для того, чтобы служить в качестве хранилища нефасованных продуктов. В таком случае так называемая «станция для нефасованного продукта» не будет содержать подающего подноса и будет иметь увеличенную удерживающую воронку.
На фиг. 6 дан вид в плане фасовочной системы 200 (хотя взвешивающее устройство не показано), аналогичной фасовочной системе, которая показана на фиг. 4. Однако, вместо одного бесконечного конвейера 230 для фасованных партий, смонтированного на опоре 231 для конвейера, фасовочная система 200, показанная на фиг. 6, имеет отдельные бесконечные конвейеры 510 и 512 для фасованных партий. Эти конвейеры смонтированы на опоре 231 для конвейера, как в варианте осуществления данного изобретения, изображенном на фиг. 4, и опора 231 для конвейера смонтирована на поворотной пластине 235, позволяющей опоре 231 вращаться. Аналогичные цифровые условные обозначения на фиг. 2-6 обозначают аналогичные части.
Конвейеры 510 и 512 для фасованных партий установлены радиально на поворотной пластине 235 и расположены противоположно и соосно друг с другом и стыкуются друг С другом на одном конце, как видно на фиг. 6. Относительная ориентация конвейеров 510, 512 зафиксирована таким образом, что при любом угле поворота конвейеры 510, 512 располагаются друг напротив друг и стыкуются друг с другом на одном конце. Конвейер 510 для фасованных партий предназначен для перемещения в одном направлении 511, а конвейер 512 для фасованных партий перемещается в противоположном направлении 513. Направление перемещения каждого конвейера для фасованных партий является радиальным от центра поворотной пластины 235 к кромке окружности круглой пластины 254. Конвейеры для фасованных партий стыкуются друг с другом по существу в центре длины протяженности опоры 231 для конвейера.
В этом варианте осуществления данного изобретения конвейер 510 связан с одним набором наполнительных станций, а конвейер 512 связан со вторым, отличным набором наполнительных станций. К примеру, на фиг. 6 конвейер 510 для фасованных партий может использоваться для транспортировки партий к любой из наполнительных станций 504, 505, 506 или 507; а конвейер 512 для фасованных партий может использоваться для транспортировки партий к любой из наполнительных станций 501, 502 или 503. Это преимущественно означает, что конвейеры для фасованных партий не обязательно должны постоянно переключать направление перемещения, тем самым увеличивая долговечность системы и также увеличивая скорость, с которой партии могут распределяться от взвешивающего устройства к наполнительным станциям. Однако опора 231 для конвейера является поворотной, так что если один из конвейеров сломается или остановлен по причинам технического обслуживания, другой конвейер может использоваться для транспортировки партий к каждой наполнительной станции.
Каждый конвейер 510, 512 для фасованных партий может перемещаться непрерывно, что оптимизирует скорость транспортировки партии, или перемещаться только, когда требуется, что уменьшает потребление электроэнергии. К примеру, на виде фиг. 6, если бы партия требовалась на наполнительной станции 506, работал бы конвейер 510, тогда как конвейер 512 был бы неподвижным. В одном варианте осуществления данного изобретения конвейеры для фасованных партий являются неподвижными, когда они перемещаются между различными наполнительными станциями.
Когда используется система с двумя конвейерами для фасованных партий, как видно на фиг. 6, взвешивающее устройство 204 дополнительно содержит треугольную синхронизированную по времени воронку 520, содержащую две угловые дверцы 510а и 512а, которые расположены друг напротив друга, как показано схематически на фиг. 7. Партия укладывается в синхронизирующую воронку 520 из взвешивающего устройства 204. Из-за угловой ориентации дверец относительно конвейеров, если дверца 510а открыта, партия упадет на конвейер 510. Аналогично этому, если дверца 512а открыта, партия упадет на конвейер 512. Следовательно, благодаря использованию дверец в синхронизирующей воронке 520, если партия требуется на какой-либо из наполнительных станций 504, 505, 506 или 507, партия укладывается на конвейер 510 путем открытия дверцы 510а, тогда как если партия требуется на какой-либо станций 501, 502 или 503, она укладывается на конвейер 512 путем открытия дверцы 512а. Синхронизирующая воронка 520 вращается синхронного с конвейерами 510, 512 для фасованных партий, так что две угловые дверцы 510а, 512а постоянно выровнены с их соответствующими конвейерами. В одном варианте осуществления данного изобретения синхронизирующая воронка 520 жестко присоединена к опоре 231 для конвейера, так что она вращается синхронно с конвейерами.
Наполнительные станции системы 200 предпочтительно содержат две удерживающие воронки, как объяснялось выше в отношении фиг. 5. Фасовочная система 200, показанная на фиг. 6, может также содержать конвейер для нефасованного продукта или специально выделенную станцию для нефасованного продукта, как обсуждалось выше в отношении фасовочной системы 100.
На фиг. 15а и 15b показано, каким образом такая система с двумя конвейерами для фасованных партий используется для увеличения эффективности транспортировки нефасованных партий от взвешивающего устройства. На фиг. 15а схематически показаны семь наполнительных станций 1501-1507 и два конвейера 510, 512 для фасованных партий. Наполнительная станция 1507 обозначена в качестве станции «для нефасованного продукта» для приема нефасованных партий. На виде фиг. 15а конвейер 510 выровнен с наполнительной станцией 1501, а конвейер 512 выровнен с наполнительной станцией 1505. Конвейерная система перемещается против часовой стрелки, как указано стрелкой А, от одной наполнительной станции к следующей.
На фиг. 15а конвейер 510 для фасованных партий перемещается в направлении 511, тогда как конвейер 512 не включен и не перемещается. Если взвешивающее устройство 204 взвешивает нефасованную партию, дверца 512а в синхронизирующей воронке 520 откроется и уложит парию на неподвижный конвейер 512. Когда правильно взвешенная партия уложен на конвейер 510, она будет транспортироваться к наполнительной станций 1501.
Конвейерная система для фасованных партий затем перемещается против часовой стрелки, так чтобы конвейер 510 являлся выровненным с наполнительной станцией 1502 и конвейер 512 был выровнен с наполнительной станцией 1506. Конвейер 512 для фасованных партий остается неподвижным, так чтобы любые нефасованные партии, измеренные взвешивающим устройством, направлялись на конвейер 512, как прежде. Это означает, что нефасованные партии накапливаются на конвейере 512.
Когда партия была транспортирована к наполнительной станции 512, конвейерная система перемещается снова против часовой стрелки, так чтобы конвейер 510 для фасованных партий был выровнен с наполнительной станцией 1503, и конвейер 512 для фасованных партий был выровнен со станцией 1507 для нефасованного продукта, как видно на фиг. 15b. Поскольку конвейер 512 для фасованных партий теперь выровнен со станцией 1507 для нефасованного продукта, конвейер 512 включается и перемещается в направлении 513. Нефасованные партии 1510, 1511, которые хранились на конвейере 512, затем транспортируются к станции 1507 для нефасованного продукта. Конечно же, количество нефасованных партий, хранящихся на конвейере 512, зависит от входного количества продукта к взвешивающему устройству в течение времени, когда конвейер 512 является неподвижным, и от того, может ли быть образована партия подходящего размера. Конвейер 512 включается только тогда, когда он выровнен со станцией 1507 для нефасованного продукта и является неподвижным (т.е. не перемещается) в другие моменты времени.
Альтернативно, когда нефасованная партия укладывается на конвейер 512, когда он не выровнен с станцией 1507 для нефасованного продукта, конвейер 512 перемещается в течение короткого заранее заданного периода времени таким образом, чтобы уложенная нефасованная партия переместилась на заранее заданное расстояние вдоль конвейера 512. Это означает что, если более одной нефасованной партии уложено от взвешивающего устройства на конвейер 512, эти партии размещаются дискретно с заранее заданным расстоянием между ними вдоль конвейера 512, как изображено на фиг. 15b. Это обеспечивает, что нефасованные партии не накапливаются и не образуют заторов перед тем, как они транспортируются к назначенной станции 1507 для нефасованного продукта.
Хотя в приведенном выше описании конвейер 512 описан как неподвижный конвейер, активируемый только тогда, когда он выровнен со станцией для нефасованного продукта, система является гибкой, так что конвейер 510 может использоваться как неподвижный конвейер и конвейер 512, используемый для транспортировки партий товара, подлежащих упаковке. Это изменение может осуществляться немедленно и является преимущественным для того, чтобы обеспечить, что партии товара транспортируются к накопительным станциям наиболее эффективным образом. К примеру, режимы работы конвейеров 510, 512 могут меняться местами, если некоторые из операторов нуждаются в перерыве и единственные накопительные станции, которые могут использоваться, расположены на одной стороне системы, которые являются доступными более легко одним конвейером.
В одном варианте осуществления данного изобретения каждый конвейер для фасованных партий может быть наклонным от взвешивающего устройства к наполнительным станциям. Иными словами, конец конвейера для фасованных партий, где укладывается партия, находится на более высоком уровне по сравнению с концом конвейера для фасованных партий, где партия падает через сквозное отверстие в наполнительную станцию. Это дополнительно увеличило бы скорость, с которой партии транспортируются от взвешивающего устройства к наполнительным станциям.
В еще одном альтернативном варианте осуществления данного изобретения каждый конвейер для фасованных партий является независимо поворачиваемым, как показано на фиг. 8а и 8b. На фиг 8а показан вид в плане двух независимо регулируемых конвейеров 610 и 612 для фасованных партий. Взвешивающее устройство, круглая пластина, модуль, подающий конвейер и фасовочный стол не показаны на этом чертеже для ясности. Конвейер 61 для фасованных партий поддерживается опорой 231а для конвейера, как и в предыдущих вариантах осуществления данного изобретения. Аналогично, конвейер 612 для фасованных партий поддерживается опорой 231b для конвейера. Выступающие направляющие 232 также присутствуют для помощи в направлении партий вдоль конвейера для фасованных партий.
Хотя каждый конвейер 610, 612 для фасованных партий способен поворачиваться на угол в диапазоне 360°, фасовочная система, как правило, управляется таким образом, что конвейер 610 для фасованных партий способен поворачиваться на угол в диапазоне θ, а конвейер 612 способен поворачиваться на угол в диапазоне φ. Как правило, эти угловые диапазоны являются отдельными и не перекрываются, хотя любой угол является доступным по меньшей мере одним конвейером 610, 612. Опорная конструкция 231а, поддерживающая конвейер 610 для фасованных партий, смонтирована на первом монтажном диске 620, который, в свою очередь, смонтирован на шпинделе 621 (см. фиг. 8b). Шпиндель 621 затем смонтирован на поворотной пластине 622. Опорная конструкция 231b, поддерживающая конвейер 612 для фасованных партий, смонтирована на втором монтажном диске 624 (см. фиг. 8b), который, в свою очередь, смонтирован на шпинделе 625. Шпиндель 625 затем смонтирован на поворотной пластине 626. Этот независимый монтаж опор для конвейеров позволяет осуществлять независимое вращение конвейеров 610 и 612 для фасованных партий. Как видно на фиг. 8b, каждый из первого монтажного диска 620, второго монтажного диска 624, шпинделя 621 и поворотной пластины 626 являются кольцевыми по форме для вставки шпинделя 621 и поворотной пластины 622. Поворотные пластины 622 и 626 являются независимо управляемыми, так что конвейеры 610 и 612 для фасованных партий способны поворачиваться независимо. Как можно видеть из фиг. 8b, опоры 231а и 231b для конвейеров смонтированы на разных высотах, хотя в других вариантах осуществления данного изобретения конвейеры могут быть смонтированы таким образом, что они находятся на одинаковой высоте. Предусматриваются другие средства монтажа конвейеров 610, 612 для фасованных партий, так чтобы они могли поворачиваться независимо.
Как обсуждалось выше, каждая поворотная пластина 622, 626 может поворачиваться на угол в диапазоне 360°, хотя в одном варианте осуществления данного изобретения каждая поворотная пластина способна вращаться только в ограниченном диапазоне градусов, так что угловые положения, доступные для конвейера 610 для фасованных партий, отличаются от угловых положений, доступных для конвейера 612 для фасованных партий.
Каждый конвейер 610, 612 для фасованных партий управляется независимо, и каждый конвейер для фасованных партий имеет конкретные наполнительные станции, связанные с ним. Система управления (не показана) определяет, на какой наполнительной станции требуется партия, и посылает сигнал к взвешивающему устройству для укладки партии правильного веса в синхронизирующую воронку. Система управления также высылает сигнал в синхронизирующую воронку 520 для открытия правильной дверцы 510а, 510b, так чтобы взвешенная партия укладывалась на правильный конвейер 610, 612 соответственно. Конвейеры 610, 612 для фасованных партий управляются системой управления таким образом, чтобы правильный конвейер поворачивался к определенной наполнительной станции.
Чтобы партии доставлялись от синхронизирующей воронки 520 к правильному конвейеру, синхронизирующая воронка 520 вращается синхронно с верхним конвейером 610. Как правило, синхронизирующая воронка присоединена к верхнему конвейеру 610. Это обеспечивает, что партия может доставляться к конвейеру 610 через дверцу 510а при любом угле поворота конвейера 610.
Однако, поскольку дверцы 510а и 512b расположены друг напротив друга и конвейеры 610, 612 могут поворачиваться независимо друг от друга, дверца 512b не всегда выровнена с конвейером 612, когда синхронизирующая воронка 520 вращается с конвейером 610. Конвейерная система, следовательно, дополнительно содержит направляющий желоб 650, смонтированный к нижнему конвейеру 612 на конце, удаленном от наполнительных станций, и имеющий высоту, меньшую, чем вертикальное расстояние между верхним конвейером 610 и нижним конвейером 612. Это означает, что направляющий желоб 650 расположен по вертикали между верхним конвейером 610 и нижним конвейером 612, как видно на фиг. 6а. Направляющий желоб 650 имеет большое круглое поперечное сечение, как видно на виде в плане на фиг. 6b, так что партия будет доставляться от дверцы 512а в направляющий желоб 650 при любом угле поворота синхронизирующей воронки 520. Однако предусмотрены другие геометрические формы поперечного сечения. Следовательно, при любом угле поворота верхнего конвейера 610 и при любом угле поворота нижнего конвейера 612 партия будет доставляться к конвейеру 610 через дверцу 510а, и партия будет доставляться к конвейеру 612 через дверцу 512а.
В альтернативных вариантах осуществления данного изобретения направляющий желоб не смонтирован к конвейеру 612 и имеет альтернативный монтаж, так что он располагается между верхним и нижним конвейерами 610, 612, как изображено на фиг. 16а и 16b.
Предусмотрены альтернативные средства для обеспечения того, чтобы дверца 510а соответствовала конвейеру 610 и дверца 512а соответствовала конвейеру 612 при всех углах поворота конвейера. К примеру, могут использоваться отдельные синхронизирующие воронки для каждого конвейера 610, 612, или нижний конвейер 612 может иметь намного большую ширину на конце, удаленном от наполнительных станций, чтобы принимать партии от синхронизирующей воронки, причем конвейер 612 имеет воронкообразный профиль для направления партии к наполнительным станциям.
Система управления обеспечивает, что партии транспортируются к наполнительным станциям заранее заданным способом и в заранее заданные временные интервалы. Ожидается, что операторы заполняют лотки с заранее заданным темпом. Альтернативно сигналы могут посылаться вручную операторами на наполнительных станциях, указывающие, что они требуют партии. В еще одном альтернативном варианте датчики в наполнительных станциях могут определять, когда партия требуется на этой наполнительной станции, и высылать соответствующие сигналы к взвешивающему устройству, синхронизирующей воронке и конвейерам.
Оба конвейера 610, 612 для фасованных партий перемещаются в направлении от центра их соответствующей поворотной пластины 622 и 626 к наружной кромке круглой пластины 254. В конструкции, изображенной на фиг. 8а, конвейер 610 для фасованных партий перемещается в направлении 611, а конвейер 612 для фасованных партий перемещается в направлении 613.
Использование двух способных независимо вращаться и независимо управляемых конвейеров 610 и 612 обеспечивает большую гибкость при транспортировке партий взвешивающего устройства к наполнительным станциям. Это является особенно преимущественным, когда взвешивающее устройство предназначено для взвешивания двух различных весов партий. К примеру, первый конвейер 610 может использоваться для транспортировки парий первого веса, а конвейер 612 может использоваться для транспортировки партий второго веса. Альтернативно один из конвейеров 610, 612 может использоваться для накопления нефасованных партий перед их транспортировкой к станции нефасованного продукта, как описано выше в отношении фиг. 15а и 15b. Предусмотрены другие конструкции с более чем двумя способными независимо вращаться конвейерами.
Вариант осуществления данного изобретения, изображенный на фиг. 8а и 8b, может также содержать, конвейер для нефасованного продукта или специально выделенную станцию для нефасованного продукта, как обсуждалось выше.
В еще одном варианте осуществления данного изобретения, вместо того, чтобы содержать по меньшей мере один конвейер для фасованных партий, фасовочная система содержит толкатель 710, как видно на фиг. 9а. Фиг. 9а показывает вид в плане фасовочной системы 300, аналогичной фасовочным системам, изображенным на фиг. 4 и 6. Взвешивающее устройство не показано для целей ясности. В фасовочной системе 300 имеется множество наполнительных станций (здесь обозначенных 701-707), расположенных вдоль окружности модуля 250. Обеспечены не полностью кольцевой фасовочный стол 202 и кольцевой подающий конвейер 208, как и в предыдущих вариантах осуществления данного изобретения. Аналогичные цифровые условные обозначения на этих рисунках указывают аналогичные компоненты.
Фасовочная система 300 содержит круглую пластину 254, содержащую множество сквозных отверстий 701а-707а, расположенных по ее окружности, соответствующих множеству наполнительных станций. Толкатель 710, содержащий толкающую поверхность 711 и стержень 712, смонтирован таким образом, что он лежит на верху и параллельно плоскости круглой пластины 254, причем толкающая поверхность 711 расположена в месте, радиально смещенном на расстояние R от центра круглой пластины 254. Толкающая поверхность является прямоугольной по форме, хотя предусматриваются другие формы, такие как круг или квадрат.
Стержень 712 смонтирован по существу перпендикулярно к толкающей поверхности таким образом, что он проходит радиально к окружности толкающей пластины. Дальний конец 712а стержня относительно толкающей поверхности смонтирован к механизму стержня таки образом, что вышеупомянутый дальний конец 712а способен перемещаться вокруг окружности круглой пластины (см. фиг. 9 и 10). Это означает, что угловое положение толкающей поверхности 711 также изменяется. Поскольку толкающая поверхность 711 смещена от центра круглой пластины 254, когда дальний конец 712а стержня перемещается вокруг окружности круглой пластины 254, толкающая поверхность следует круговой траектории 711а вокруг центра толкающей пластины 254 и таким образом, что толкающая поверхность 711 всегда направлена в сторону центра толкающей пластины 254. На фиг. 9а, например, толкающая поверхность 711 расположена напротив наполнительной станции 706.
При использовании взвешенная партия укладывается на центр круглой пластины 254. Дальний конец 712а стержня затем вращается вокруг окружности круглой пластины 254 до тех пор, пока толкающая поверхность 711 не окажется напротив желаемой наполнительной станции. Стержень состоит из по меньшей мере двух коаксиальных цилиндрических элементов 714, 715 (см. фиг. 9b), так что он способен выдвигаться вдоль его длины в радиальном направлении толкающей пластины 254. Когда толкающая поверхность находится в правильной ориентации и расположена напротив желаемой наполнительной станции, стержень выдвигается благодаря элементам 714, 715, толкая партию к соответствующему сквозному отверстию наполнительной станции. Партия падает сквозь сквозное отверстие и в удерживающую воронку наполнительной станции. Толкатель 710 в его выдвинутом положении виден на фиг. 9b. Как видно на фиг. 9b, элемент 714 имеет меньший радиус, чем элемент 715, и способен скользящим образом перемещаться в элемент 714 и из элемента 714, обеспечивая возможность выдвижения и втягивания стержня 712. Элементы 714, 715 могут являться, например, частью пневматической поршневой системы, или альтернативно приводиться в движение электродвигателем с электронным управлением.
Стержень 712 затем втягивается, когда элемент 714 втягивается внутрь элемента 715, и толкающая пластина 711 возвращается в ее первоначальное положение, смещенное от центра круглой пластины 254. Следующая взвешенная партия укладывается на центр круглой пластины, и процесс начинается заново, причем дальний конец 712а стержня поворачивается в желаемое место. Как теперь можно ясно видеть, толкающая поверхность смещена от центра круглой пластины, так что уложенная партия всегда располагается между толкающей поверхностью 711 и желаемым сквозным отверстием. Радиус R выбран таким образом, чтобы он был больше, чем размер партии, для того чтобы уложенные партии не застревали на толкающей поверхности.
В фасовочной системе 300, как видно на фиг. 9а и фиг. 9b, одна из наполнительных станций может быть выделена для того, чтобы она являлась станцией для нефасованного продукта. К примеру, наполнительная станция 707, изображенная на фиг. 9а, может быть выделена для выполнения этой роли. Как описывалось выше, любой продукт, который не мог быть взвешен взвешивающим устройством в партию установленного веса, будет классифицирован как «нефасованный продукт». Когда такой нефасованный продукт укладывается на круглую платину 254, толкатель затем сталкивает нефасованный продукт в наполнительную станцию 707 образом, объясненным выше. Когда наполнительная станция выделена для приема нефасованного продукта, она немного модифицируется. К примеру, она не будет иметь подающего лотка 206а, и вместо этого будет содержать удерживающую воронку большего размера. Нефасованный продукт может затем повторно обрабатываться для его взвешивания или продаваться в виде нефасованного продукта.
В альтернативном варианте осуществления данного изобретения фасовочная система дополнительно содержит поворотный желоб (не показан), который изогнут под углом таким образом, чтобы партия укладывалась в желоб от взвешивающего устройства и выходила из желоба на пластину 254 смещенной от центра. Партия затем выталкивается к желаемой наполнительной станции толкателем, как описано выше. К примеру, в конструкции, изображенной на фиг. 9а, если желательно, чтобы партия транспортировалась к наполнительной станции 706, она будет укладываться на круглую пластину в радиальном положении между центром пластины 254 и сквозным отверстием 706а. Толкатель 710 затем работает, как описано выше, для того чтобы толкать партию к сквозному отверстию 706а. Партии пищевого продукта могут, как правило, оставлять грязный и негигиеничный осадок на пластине 254, когда его толкают, особенно липкий пищевой продукт, такой как курятина. Укладывание партий на пластину 254 со смещением от центра и ближе к сквозным отверстиям преимущественно минимизирует количество осадка и увеличивает чистоту системы.
На фиг. 10 показан стержневой механизм согласно одному варианту осуществления данного изобретения. Установлена кольцевая рейка 820, окружающая желоб 205 взвешивающего устройства. Направляющий стержень 816 присоединен к кольцевой рейке таким образом, чтобы направляющий стержень 816 мог перемещаться вдоль окружности кольцевой рейки. Такие соединения хорошо известны в данной области техники и не будут обсуждаться здесь более подробно.
Соединительный стержень 816 жестко прикреплен к дальнему концу 712а стержня таким образом, что когда направляющий стержень перемещается вокруг кольцевой рейки 820, толкатель 710 поворачивается, как описано в отношении фиг. 7а и 7b. Хотя толкающий стержень 712, показанный на фиг. 10, содержит коаксиальные элементы 714, 715, как описано выше, толкающий стержень 712 может в действительности содержать единственный жесткий элемент. В таком варианте осуществления данного изобретения направляющий стержень 816 шарнирно соединен вокруг рейки 820, так что направляющий стержень 816 может поворачиваться в радиальном направлении, заставляя толкатель 710 перемещаться радиально поперек круглой пластины 254.
В другом варианте осуществления данного изобретения рейка 920 расположена вокруг окружности круглой пластины 254, как видно на фиг. 11. Дальний конец 712а стержня присоединен к рейке 920 с помощью шарикоподшипника или аналогичного элемента 921. Дальний конец 712а способен перемещаться по окружности круглой пластины, тем самым вращая толкатель 710 образом, описанным в отношении фиг. 9а и 9b. В этом варианте осуществления данного изобретения «толкающее» движение осуществляется от коаксиальных стержневых элементов 714, 715, как описано выше. Этот вариант осуществления данного изобретения, как видно на фиг. 11, преимущественно является более компактным, чем вариант, изображенный на фиг. 10, и требует меньшего числа движущихся частей, тем самым увеличивая долговечность.
В одном варианте осуществления данного изобретения стержневой механизм позволяет толкателю 710 поворачиваться в диапазоне всех имеющихся углов. В другом варианте осуществления данного изобретения стержневой механизм позволяет поворот дискретными ступенями, соответствующими положениям наполнительных станций. К примеру, на фиг. 9а стержень 712 в настоящий момент находится над наполнительной станцией 702. Если он поворачивается по часовой стрелке таким образом, что стержень находится над наполнительной станцией 704, он переместится через две дискретные «позиции».
На фиг. 12 показан вид в плане фасовочной системы 300, изображенной на фиг. 9а и 9b. Однако в этом варианте осуществления данного изобретения имеются два толкателя 710а и 710b. Конкретный используемый стержневой механизм не показан на этом рисунке для ясности. Использование двух толкателей 710а, 710b в этом варианте осуществления данного изобретения преимущественно увеличивает скорость, с которой уложенные партии могут транспортироваться к их требуемым наполнительным станциям. К примеру, на фиг. 12, если следующая уложенная партия требуется на наполнительной станции 701, толкатель 710b повернется на две позиции против часовой стрелки. Если бы имелся только один толкатель 710а, он должен был бы переместиться на три позиции по часовой стрелке, чтобы толкать партию, как требуется. Следовательно, наличие второго толкателя преимущественно увеличивает производительность системы 400.
Хотя фиг. 12 показывает только два толкателя 710а, 710b, предусматривается, что может быть более двух толкателей в любой одной системе. Это особенно полезно, когда имеется большое число наполнительных станций. Альтернативно, в еще одном варианте осуществления данного изобретения толкатели остаются в неподвижных положениях, а пластина вращается.
Фиг. 13 показывает фасовочную систему 500 согласно еще одному варианту данного изобретения. Подающий конвейер и фасовочный стол не показаны в целях ясности. Как можно видеть на этом рисунке, фасовочная система 500 содержит множество наполнительных станций 1101-1107, расположенных вокруг цилиндрического модуля 250. Круглая пластина 254 смонтирована на верху модуля и имеет радиус, больший чем радиус модуля, так что круглая пластина выступает за границы модуля, как в предыдущих вариантах осуществления данного изобретения. Круглая пластина 254 содержит множество сквозных отверстий 1101а-1107а, соответствующее множеству наполнительных станций. Аналогичные цифровые условные обозначения на всех рисунках соответствуют аналогичным частям.
Фасовочная система 500 содержит желоб 205, прикрепленный к выходу взвешивающего устройства и смещенный от центра пластины 254 таким образом, что проем 206а желоба находится в том же радиальном положении, что и множество сквозных отверстий. На фиг. 13, например, проем желоба расположен над сквозным отверстием 1107а, так что когда взвешенная партия уложена, она будет падать прямо из взвешивающего устройства через проем 205а желоба, через сквозное отверстие 1107а и в удерживающую воронку наполнительной станции 1107. В этом конкретном случае желоб является отдельной деталью относительно взвешивающего устройства, хотя альтернативно желоб может являться неотъемлемой частью взвешивающего устройства.
Когда желоб вращается вокруг оси О, проем описывает круговую траекторию с тем же радиусом, что и сквозные отверстия, так что он проходит над каждым из сквозных отверстий. К примеру, если желоб вращают в направлении, указанном стрелкой 1110, проем 205а желоба будет проходить над сквозным отверстием 1106а, 1105а и т.д. Конечно же, желоб мог бы вращаться в противоположном направлении. Желоб может вращаться непрерывным образом или дискретными ступенями, соответствующими угловому разделению наполнительных станций.
Предпочтительно, чтобы расстояние между желобом 205 и круглой пластиной 254 было минимизировано для уменьшения какого-либо повреждения партий, когда они падают через сквозные отверстия и попадают в наполнительные станции. Это также минимизирует любое негигиеническое и бесполезное разбрызгивание продукта.
Эта фасовочная система 500 имеет преимущество, заключающееся в том, что она уменьшает количество движущихся частей в фасовочной системе, тем самым увеличивая ее долговечность. Время для транспортировки партий от взвешивающего устройства к наполнительным станциям также снижается, увеличивая производительность. Кроме того, благодаря отсутствию каких-либо конвейеров или толкателей для транспортировки партий, существует меньшая проблема гигиены, поскольку пища не может застревать на вышеупомянутых движущихся частях. Это особенно имеет место в отношении клейких пищевых продуктов, таких как курятина.
В еще одном варианте осуществления данного изобретения круглая пластина 254 смонтирована на поворотном шпинделе (не показан), так чтобы она вращалась. Это изображено на фиг. 14а, которая показывает вид в плане круглой пластины согласно этому варианту осуществления данного изобретения. Взвешивающее устройство 204 и смещенный желоб 208 не были показаны в целях ясности. Здесь круглая пластина вращается в направлении, показанном стрелкой 1150. Как в ранее описанных вариантах осуществления данного изобретения, количество сквозных отверстий 1101а-1107а соответствует количеству наполнительных станций 1101-1107, расположенных под круглой пластиной. Сквозные отверстия на фиг. 14а являются круглыми, однако будет понятно, что сквозные отверстия могли бы иметь любую форму, так чтобы партии пищевого продукта были способны падать сквозь них в наполнительные станции, расположенные ниже.
На фиг. 14а поворотная круглая пластина 254 находится в угловом положении, так что сквозные отверстия не выровнены с расположенными ниже наполнительными станциями. Следующее описание будет относиться к транспортировке партии к одной наполнительной станции для легкости понимания.
Когда партия требуется на наполнительной станции 1103, взвешенная партия укладывается из смещенного желоба 205 в место 1103b падения партии. Место падения 1103b расположено непосредственно над наполнительной станцией 1103. Как можно видеть из фиг. 14а, когда партия уложена на место падения, поворотная круглая пластина находится в угловом положении, так что сквозные отверстия 1101-1107 не выровнены с удерживающими воронками расположенных внизу наполнительных станций. Это означает, что партия уложена на круглую пластину 254.
Изогнутый скребок 1103 с затем активируется для вращения вокруг шарнира 20 в активированное положение, изображенное положением скребка 1103 на фиг. 14а. Это выполняется пневматической системой, хотя альтернативно скребок может иметь электронное управление. Скребок 1103 является неподвижным относительно вращения пластины и расположен немного выше плоскости пластины 254, как видно на фиг. 14b. Имеется небольшой зазор между пластиной 254 и скребком, чтобы позволить скребку вращаться свободно вокруг шарнира 1120.
Это активированное положение скребка является таким, что когда пластина 254 вращается в направлении 1150, она останавливает партию, уложенную в месте падения 1103b, от перемещения дальше на поворотной пластине. Следовательно, когда пластина 254 продолжает вращаться, сквозное отверстие 1103а проходит под партией, так что партия падает через сквозное отверстие и в наполнительную станцию 1103. На виде в плане скребок имеет изогнутую форму, соответствующую форме сквозного отверстия, чтобы легко направлять партию через сквозное отверстие. Однако предусматриваются другие формы, такие как прямой скребок.
Каждая наполнительная станция 1101-1107 имеет свой собственный соответствующий скребок 1101с-1107с, как видно на фиг. 14а. Здесь каждый из скребков 1104с, 1105с, 1106с, 1107с, 1101с и 1102с показаны в их неактивированных положениях на большем радиальном расстоянии, чем множество сквозных отверстий. Когда партия требуется на определенной наполнительной станции, партия будет укладываться через смещенный желоб 205 к нужному месту падения (выгрузки), и соответствующий скребок будет активирован для поворота в его активированное положение. В других вариантах осуществления данного изобретения скребки опускаются в нужное положение, когда это требуется сверху плоскости круглой пластины 254.
Из-за вращения поворотной пластины партия может доставляться к наполнительной станции через любое сквозное отверстие. К примеру, партия может быть доставлена к наполнительной станции 1103 через сквозное отверстие 1107а, в зависимости от того момента времени, когда партии требуются. Как и в предыдущих вариантах осуществления данного изобретения, система управления (не показана) управляет взвешивающим устройством и желобом для обеспечения партий к нужным точкам выгрузки, в нужное время. Это осуществляется либо с заранее заданными временными интервалами, либо в ответ на сигнал от наполнительной станции, указывающий, что партия требуется на этой наполнительной станции.
Круглая пластина 254 в этом варианте осуществления данного изобретения показана вращающейся в направлении 1150. Однако пластина 254 может вращаться в противоположном направлении, в этом случае скребки «реверсируются» в ориентации соответственно. В одном варианте осуществления данного изобретения скребки являются прямыми, если смотреть на виде в плане, так что поворотная пластина может реверсировать направление без требования замены скребков. Это преимущественно увеличивает гибкость системы и позволяет транспортировать партии к наполнительным станциям более быстро.
Приведенное выше техническое описание описывает ряд различных вариантов осуществления данного изобретения. Характерные особенности каждого варианта осуществления данного изобретения могут использоваться в сочетании с характерными особенностями из других вариантов осуществления данного изобретения.
Хотя приведенные выше варианты осуществления данного изобретения были описаны в основном в отношении к курятине, будет понятно, что фасовочная система данного изобретения может использоваться для других целей в отношении других пищевых продуктов, таких как говядина, баранина, хлеб и кондитерские изделия. Кроме того, данное изобретение может использоваться в отношении непищевых продуктов, таких как винты, гвозди и другие механические изделия, медицинские и косметические товары и игрушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия товарной обработки картофеля | 1983 |
|
SU1139401A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2009 |
|
RU2481258C2 |
| АВТОМАТИЗИРОВАННОЕ НЕЗАГРЯЗНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ СЕМЯН И СПОСОБЫ ОТБОРА ПРОБ, ТЕСТИРОВАНИЯ И НАКОПЛЕНИЯ СЕМЯН | 2007 |
|
RU2434216C2 |
| СИСТЕМА ПРЕДВАРИТЕЛЬНОГО СБОРА ФРУКТОВ, НАПРИМЕР, ЯБЛОК | 2011 |
|
RU2556709C2 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2635344C2 |
| СПОСОБ И СИСТЕМА СОРТИРОВКИ ЖИРА И МЯСА | 2011 |
|
RU2701944C2 |
| СПОСОБ И СИСТЕМА СОРТИРОВКИ ЖИРА И МЯСА | 2011 |
|
RU2564060C2 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ПРОДУКТОВ И ВЫСОКОСКОРОСТНОГО ИЗГОТОВЛЕНИЯ ПАКЕТОВ | 2014 |
|
RU2597860C1 |
| СПОСОБ ЗАКРЫТИЯ КАРПУЛ, ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ПОДДЕРЖКИ ЗАКРЫВАЮЩИХ ЭЛЕМЕНТОВ КАРПУЛ И ТРАНСПОРТИРОВОЧНЫЙ ИЛИ УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2689863C2 |
| ТРАНСПОРТИРОВОЧНАЯ ЛИНИЯ | 2007 |
|
RU2415068C2 |
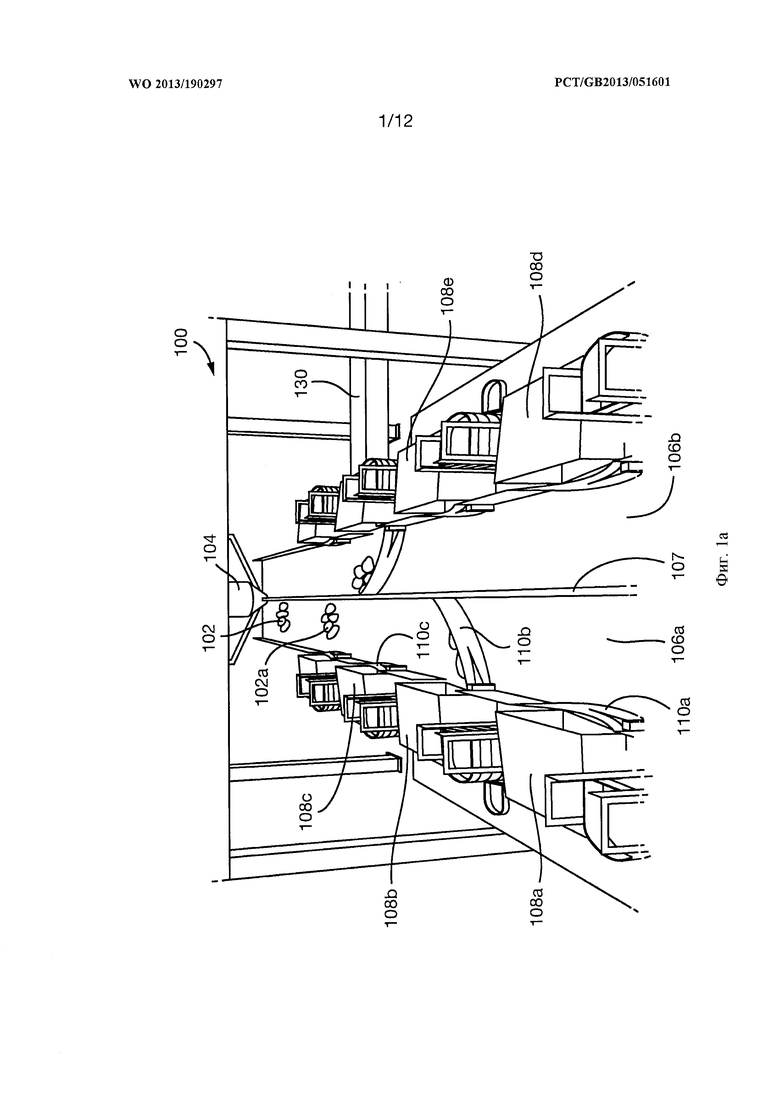
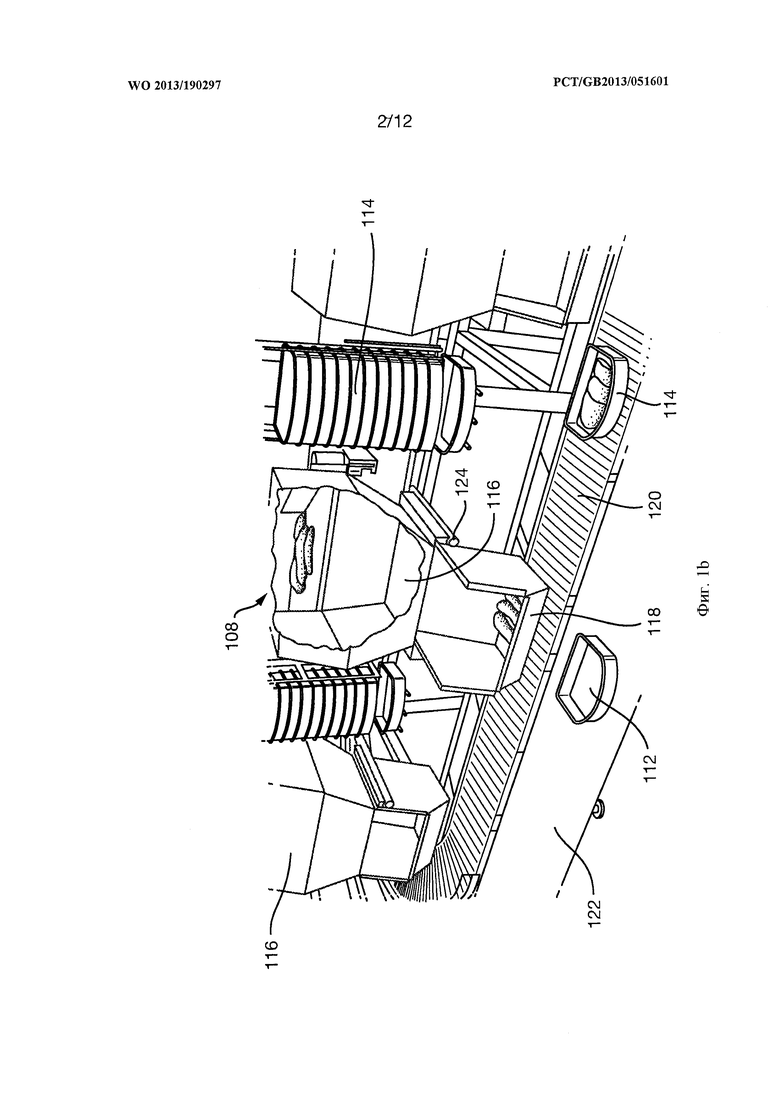
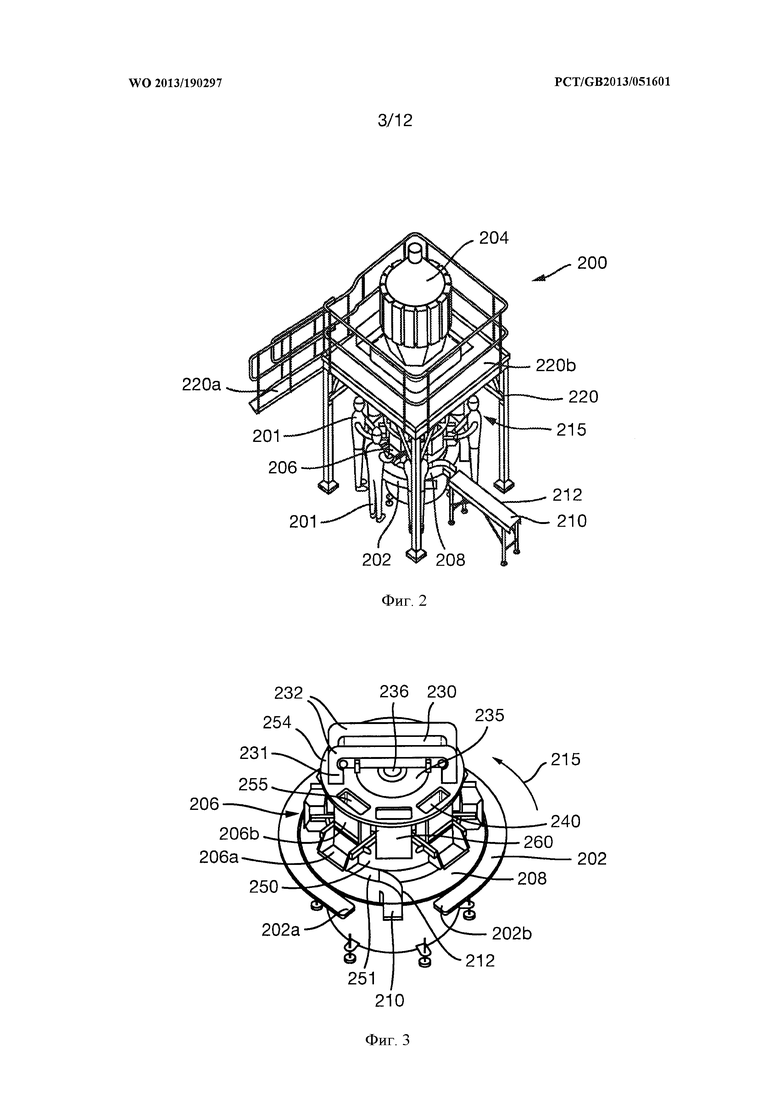
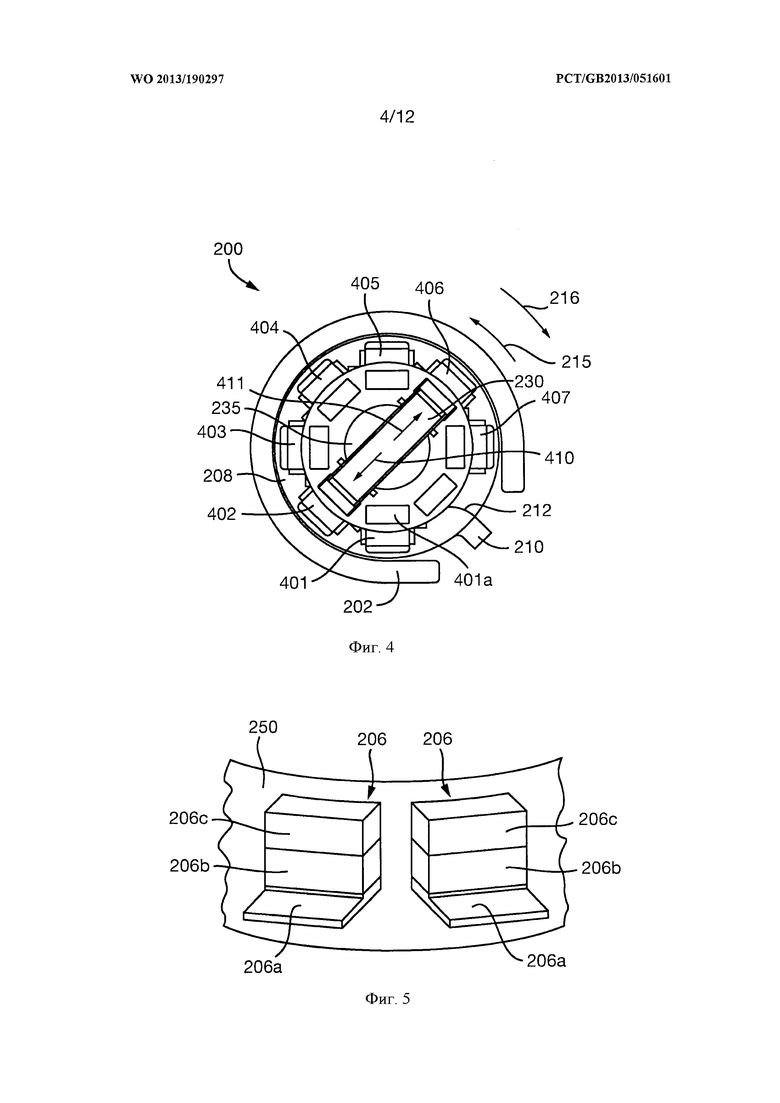
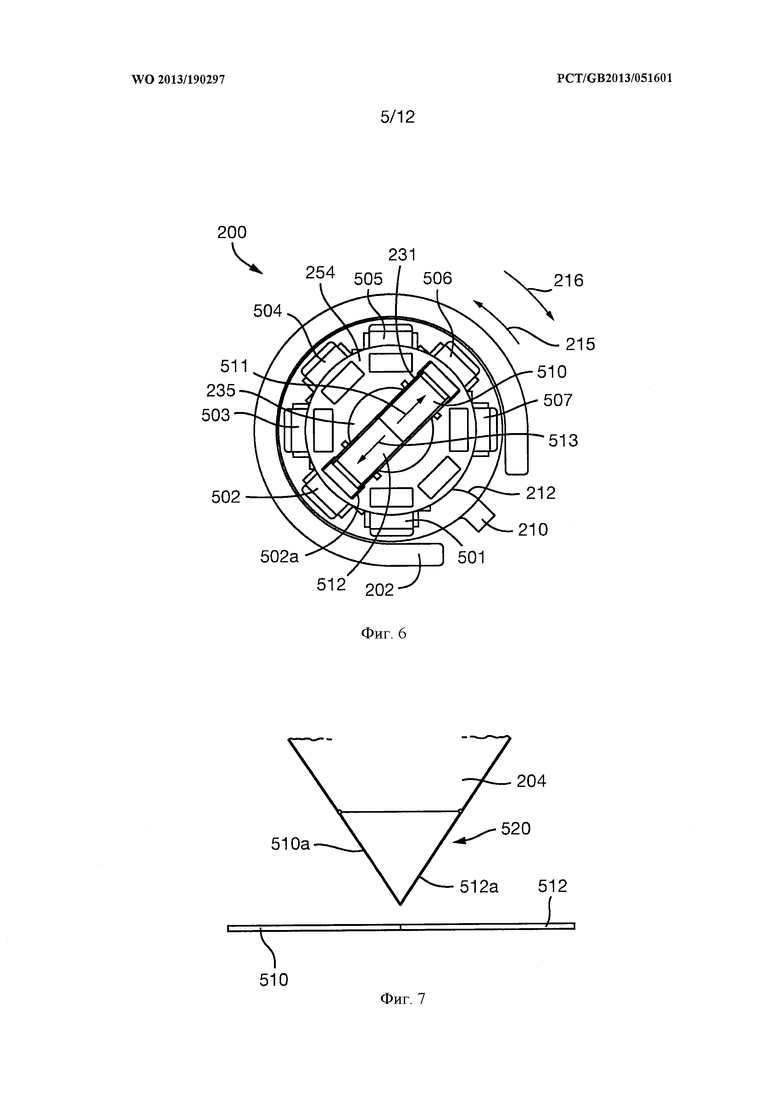
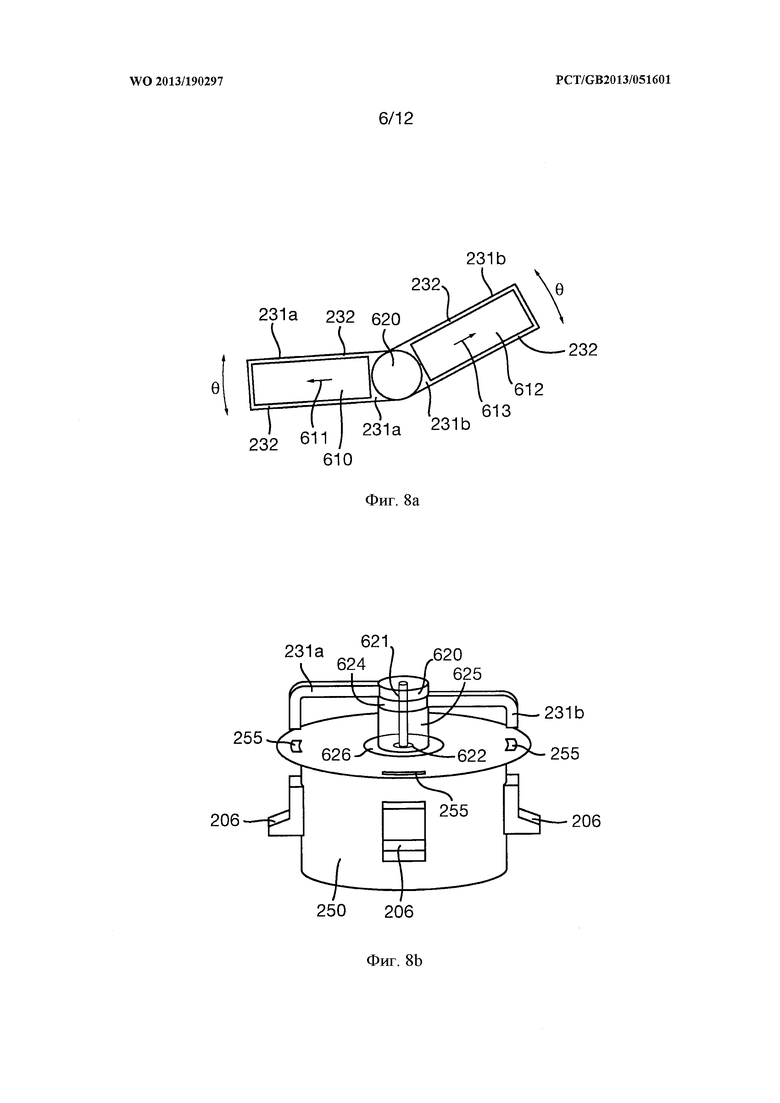
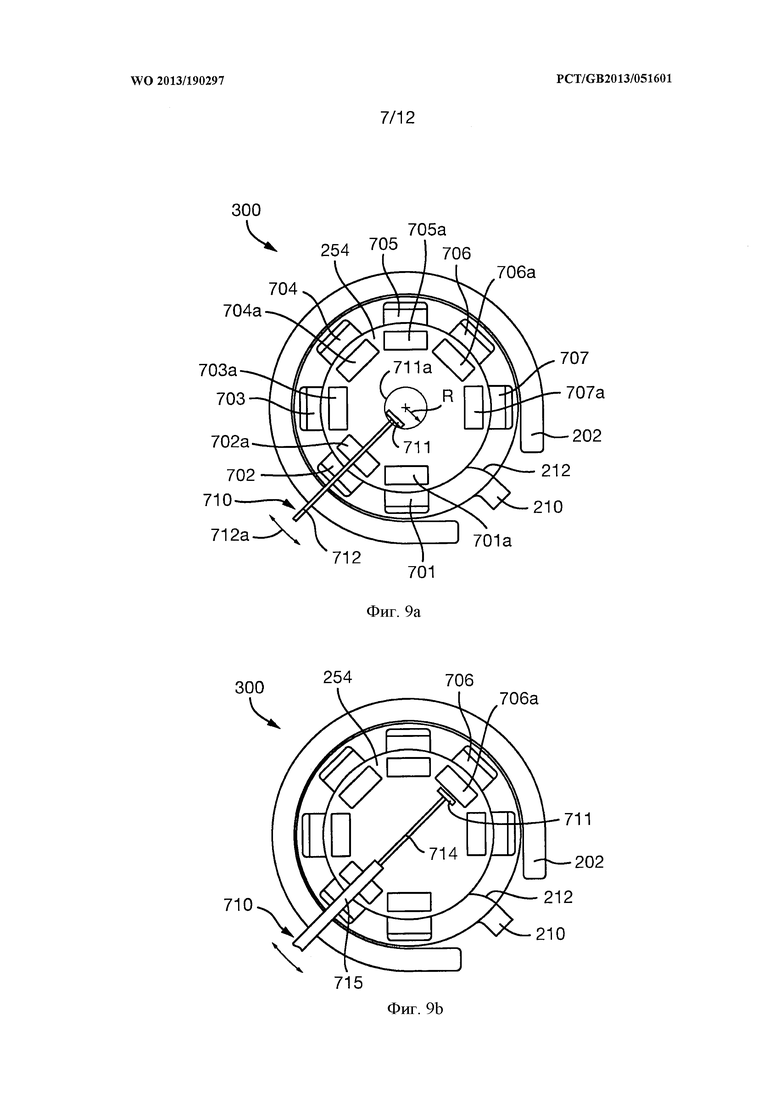
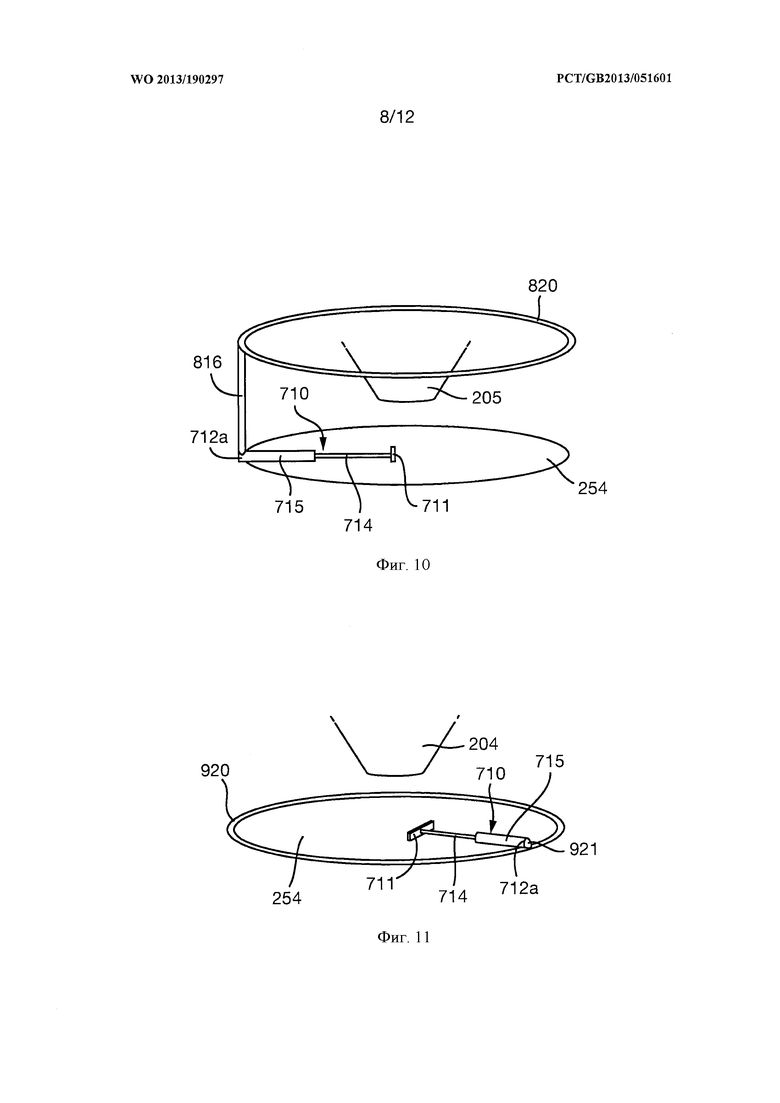
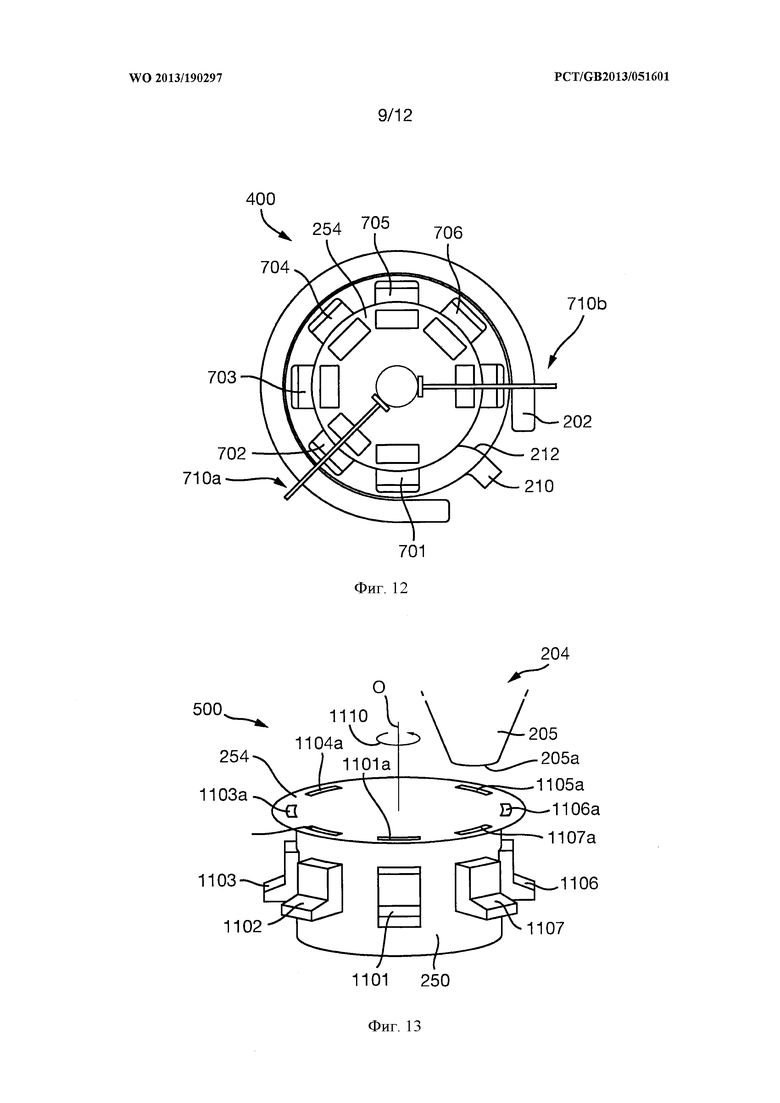
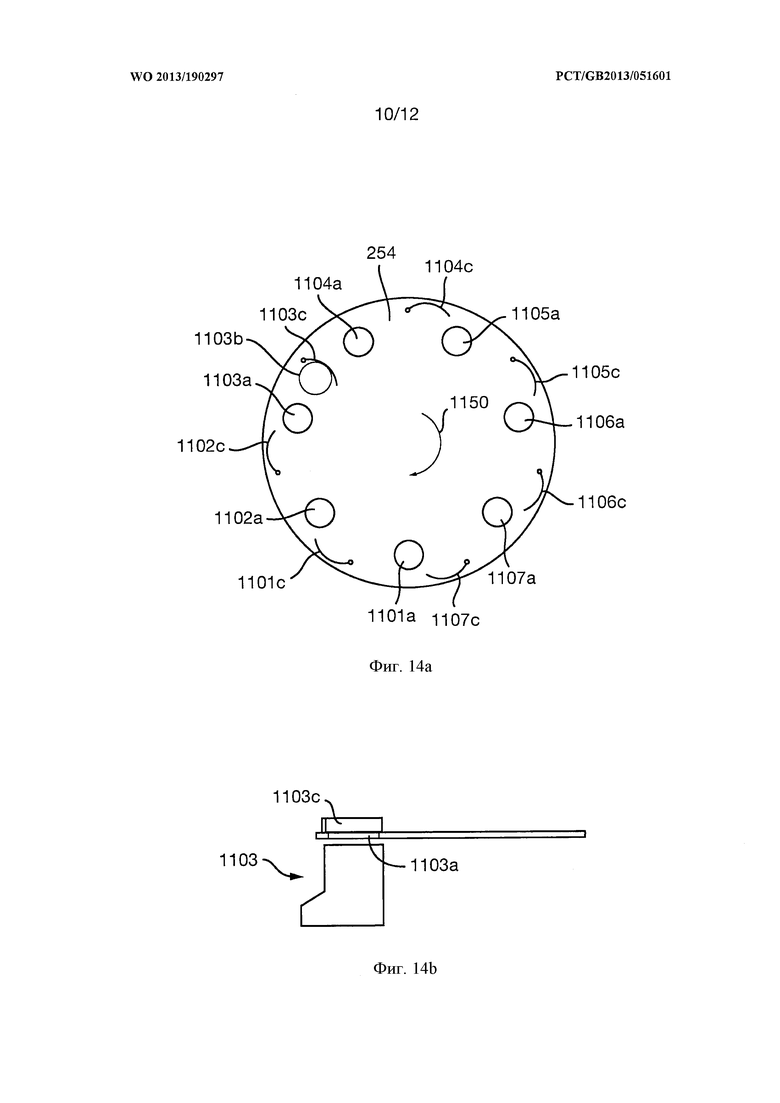
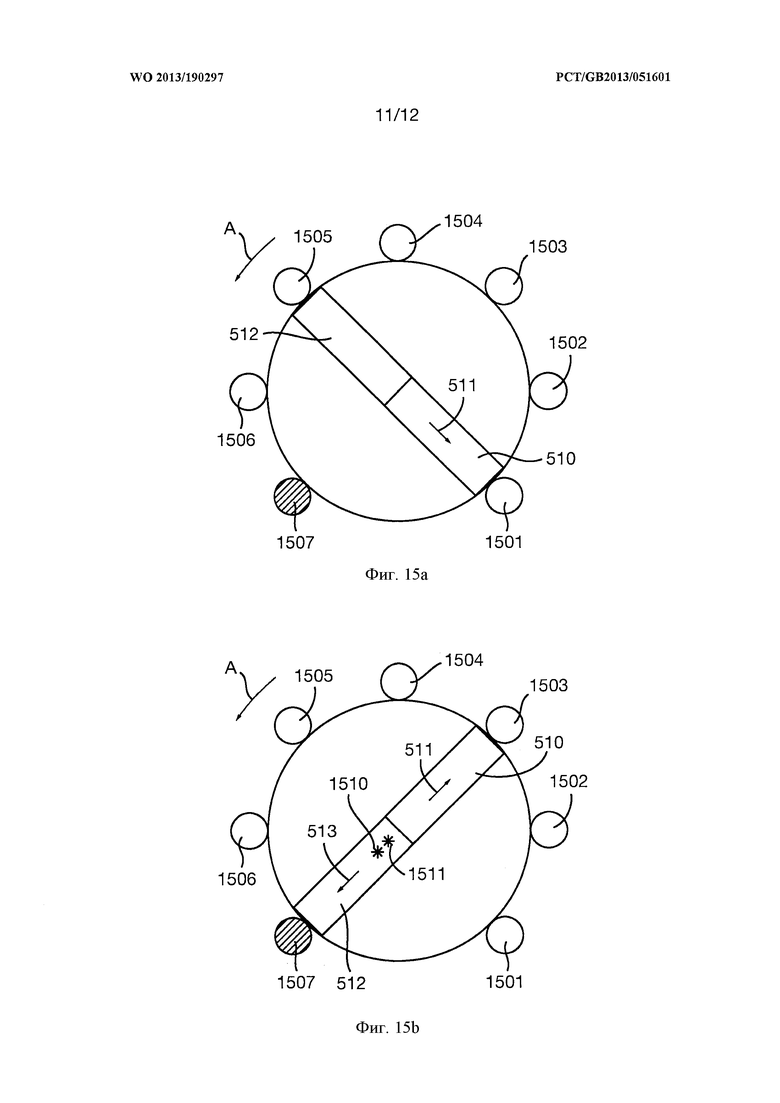
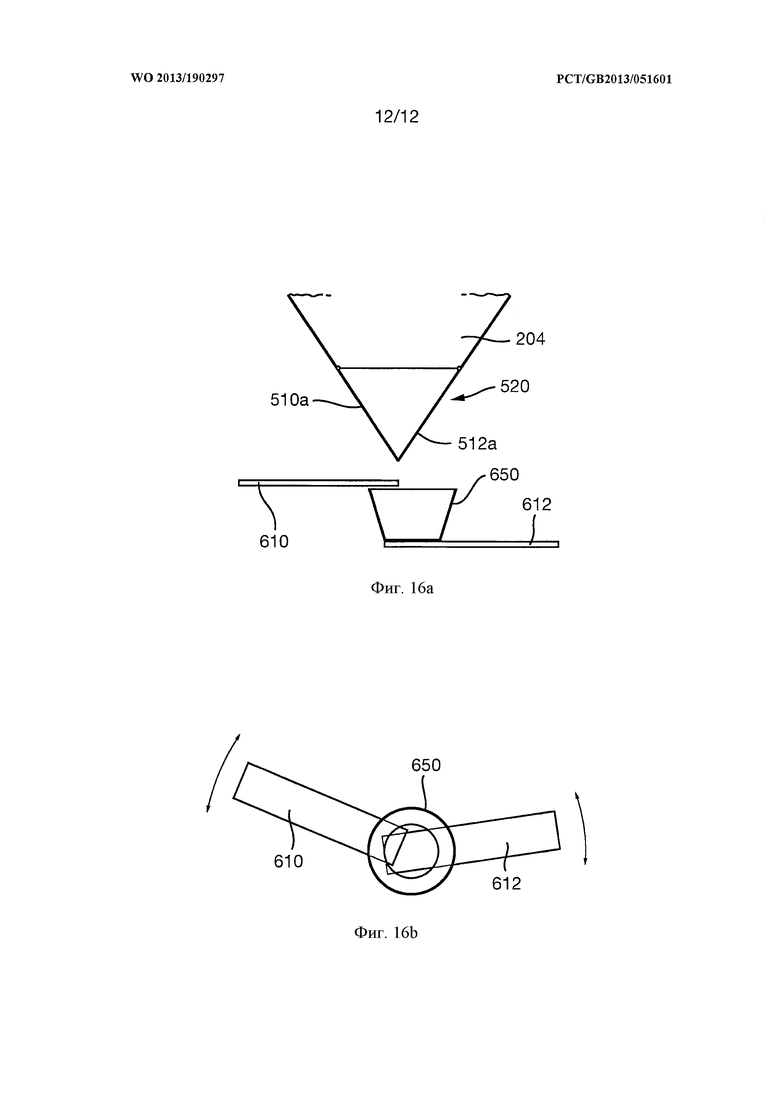
Система предназначена для использования при упаковке пищевых продуктов. Система содержит множество наполнительных станций и средство для транспортировки заранее заданных партий продукта, поступающих от места доставки к по меньшей мере одной из множества станций. При этом в системе взвешивающее устройство выполнено с возможностью обеспечения продукта в заранее заданных партиях в месте доставки, а фасовочный стол, имеет множество станций, расположенных по существу на одинаковом расстоянии вокруг оси заранее заданного места доставки. Способ транспортировки партий продукта от взвешивающего устройства к множеству наполнительных станций содержит систему, описанную выше. Группа изобретений обеспечивает повышение производительности и компактность устройства. 3 н. и 30 з.п. ф-лы, 22 ил.
1. Фасовочная система, предназначенная для использования в системе для упаковки пищевых продуктов, содержащая:
- множество наполнительных станций; и
- средство для транспортировки заранее заданных партий, поступающих от места доставки, к по меньшей мере одной из вышеупомянутого множества наполнительных станций,
характеризующаяся тем, что она включает в себя
- взвешивающее устройство, выполненное с возможностью обеспечения пищевого продукта в вышеупомянутых заранее заданных партиях в месте доставки; и
- фасовочный стол, имеющий множество наполнительных станций, причем наполнительные станции расположены по существу на одинаковом расстоянии вокруг оси заранее заданного места доставки.
2. Система по п. 1, отличающаяся тем, что в ней взвешивающее устройство представляет собой многоголовочное взвешивающее устройство.
3. Система по п. 1, отличающаяся тем, что в ней взвешивающее устройство представляет собой многоголовочное взвешивающее устройство со шнековой подачей.
4. Система по п. 1, отличающаяся тем, что в ней наполнительные станции расположены по окружности вокруг по существу круглого фасовочного стола.
5. Система по п. 4, отличающаяся тем, что в ней по существу круглый фасовочный стол является коаксиальным с осью заранее заданного места доставки.
6. Система по п. 1, отличающаяся тем, что в ней фасовочный стол имеет форму неполного кольца.
7. Система по п. 1, отличающаяся тем, что в ней каждая наполнительная станция содержит по меньшей мере одну удерживающую воронку, предназначенную для удержания партии.
8. Система по п. 1, отличающаяся тем, что в ней средство для транспортировки вышеупомянутых партий содержит поворотный конвейер для фасованных партий, расположенный между взвешивающим устройством и множеством наполнительных станций, предназначенный для транспортировки вышеупомянутых партий, поступающих от взвешивающего устройства, к любой из вышеупомянутого множества наполнительных станций.
9. Система по п. 8, отличающаяся тем, что в ней взвешивающее устройство расположено над плоскостью наполнительных станций и конвейер для фасованных партий расположен между взвешивающим устройством и наполнительными станциями таким образом, что партии укладываются на конвейер для фасованных партий от взвешивающего устройства в заранее заданном месте доставки.
10. Система по п. 9, отличающаяся тем, что в ней конвейер для фасованных партий выполнен с возможностью транспортировки вышеупомянутых партий к по меньшей мере одной наполнительной станции по одной партии за каждый раз.
11. Система по любому из пп. 8-10, отличающаяся тем, что она дополнительно содержит конвейер для нефасованного продукта, выполненный с возможностью приема по меньшей мере одной нефасованной партии от конвейера для фасованных партий.
12. Система по п. 1, отличающаяся тем, что фасовочная система дополнительно содержит доставляющий элемент, предназначенный для приема партий от взвешивающего устройства, и средство для транспортировки вышеупомянутых партий содержит поворотную конвейерную систему, расположенную между взвешивающим устройством и наполнительными станциями, причем вышеупомянутый доставляющий элемент расположен таким образом, чтобы укладывать партии, полученные от взвешивающего устройства, на поворотную конвейерную систему;
- причем вышеупомянутая поворотная конвейерная система содержит первый конвейер для фасованных партий и второй конвейер для фасованных партий, которые могут использоваться для транспортировки партий к любой из множества наполнительных станций;
- и причем в первом режиме доставляющий элемент предназначен для укладки партий на первый конвейер для фасованных партий, а во втором режиме доставляющий элемент предназначен для укладки партий на второй конвейер для фасованных партий.
13. Система по п. 12, отличающаяся тем, что в ней доставляющий элемент вращается синхронно с поворотной конвейерной системой.
14. Система по п. 13, отличающаяся тем, что в ней доставляющий элемент присоединен к поворотной конвейерной системе.
15. Система по любому из пп. 12-14, отличающаяся тем, что в ней первый конвейер для фасованных партий выполнен с возможностью транспортировки партий к любой из первого набора одной или нескольким наполнительным станциям, а второй конвейер для фасованных партий может использоваться для транспортировки партий к любой из второго набора одной или нескольким наполнительным станциям.
16. Система по п. 15, отличающаяся тем, что в ней второй конвейер для фасованных партий является активируемым только после выравнивания с одной из наполнительных станций из второго набора.
17. Система по п. 15, отличающаяся тем, что в ней, когда второй конвейер для фасованных партий выровнен с одной из наполнительных станций первого набора, вышеупомянутый второй конвейер для фасованных партий может использоваться для транспортировки партии на заранее заданное расстояние, причем вышеупомянутое заранее заданное расстояние является меньшим, чем расстояние между доставляющим элементом и одной из наполнительных станций первого набора;
- и причем, когда второй конвейер для фасованных партий выровнен с одной из наполнительных станций второго набора, вышеупомянутый второй конвейер для фасованных партий может использоваться для транспортировки партии к наполнительной станции, с которой он выровнен.
18. Система по п. 12, отличающаяся тем, что в ней доставляющий элемент представляет собой синхронизирующую воронку, содержащую входной порт, первый способный закрываться проем, предназначенный для укладки партий на первый конвейер для фасованных партий, и второй способный закрываться проем, предназначенный для укладки партий на второй конвейер для фасованных партий, и причем входной порт расположен в месте доставки.
19. Система по п. 12, отличающаяся тем, что в ней взвешивающее устройство расположено над плоскостью наполнительных станций и поворотная конвейерная система расположена между взвешивающим устройством и наполнительными станциями.
20. Система по п. 12, отличающаяся тем, что в ней первый и второй конвейеры для фасованных партий являются поворачиваемыми независимо друг от друга.
21. Система по п. 12, отличающаяся тем, что она дополнительно содержит конвейер для нефасованного продукта, выполненный с возможностью приема по меньшей мере одной нефасованной партии от конвейерной системы.
22. Система по п. 1, отличающаяся тем, что в ней средство для транспортировки вышеупомянутых партий содержит пластину, расположенную между взвешивающим устройством и множеством наполнительных станций, причем вышеупомянутая пластина дополнительно содержит по меньшей мере один подвижный толкатель, выполненный с возможностью выталкивания партии с пластины в наполнительную станцию.
23. Система по п. 22, отличающаяся тем, что в ней взвешивающее устройство расположено над плоскостью наполнительных станций и пластина расположена между взвешивающим устройством и наполнительными станциями таким образом, что партии укладываются на пластину из взвешивающего устройства в месте доставки.
24. Система по п. 22 или 23, отличающаяся тем, что в ней пластина представляет собой круглую пластину и вышеупомянутый по меньшей мере один толкатель расположен параллельно плоскости вышеупомянутой круглой пластины, причем толкатель способен выдвигаться в радиальном направлении для того, чтобы выталкивать партию с пластины в наполнительную станцию.
25. Система по любому из пп. 1-7, отличающаяся тем, что в ней средство для транспортировки вышеупомянутых партий содержит поворотный желоб, присоединенный к взвешивающему устройству, причем вышеупомянутый желоб имеет входной порт и выходной порт и расположен таким образом, чтобы транспортировать партии, полученные от взвешивающего устройства, к любой из множества наполнительных станций через выходной порт, и причем входной порт расположен в месте доставки.
26. Система по п. 25, отличающаяся тем, что в ней при использовании вращение желоба устанавливает выходной порт над по меньшей мере одной наполнительной станцией таким образом, чтобы партия транспортировалась от взвешивающего устройства к вышеупомянутой наполнительной станции.
27. Система по п. 25, отличающаяся тем, что она дополнительно содержит поворотную пластину, расположенную между взвешивающим устройством и наполнительными станциями, причем вышеупомянутая пластина содержит по меньшей мере одно сквозное отверстие и множество подвижных скребковых лопаток, соответствующее множеству наполнительных станций, и причем
- при использовании вращение желоба устанавливает выходной порт над поворотной пластиной в положение над наполнительной станцией, и причем соответствующая скребковая лопатка расположена таким образом, чтобы отклонять партию от пластины к наполнительной станции через сквозное отверстие.
28. Система по п. 27, отличающаяся тем, что в ней поворотная пластина содержит множество сквозных отверстий, соответствующее количеству наполнительных станций.
29. Система по п. 1, отличающаяся тем, что она дополнительно содержит подающий конвейер, выполненный с возможностью транспортировки контейнеров, заполненных пищевым продуктом, от фасовочной системы.
30. Система по п. 29, отличающаяся тем, что в ней подающий конвейер является концентричным относительно фасовочного стола и расположен рядом с фасовочным столом.
31. Система по п. 1, отличающаяся тем, что она дополнительно содержит станцию для нефасованного продукта, установленную рядом с фасовочным столом и расположенную таким образом, чтобы средство для транспортировки вышеупомянутых партий, поступающих от взвешивающего устройства к по меньшей мере одной из вышеупомянутого множества наполнительных станций, могло использоваться для транспортировки нефасованных партий от взвешивающего устройства к станции для нефасованного продукта.
32. Система для упаковки пищевых продуктов, содержащая фасовочную систему по любому из пп. 1-31.
33. Способ транспортировки партий пищевого продукта от взвешивающего устройства к по меньшей мере одной из множества наполнительных станций, включающий в себя использование фасовочной системы по любому из пп. 1-31.
| СПОСОБ ФОРМИРОВАНИЯ РЕЖИМА ЭФФЕКТИВНОЙ ОЧИСТКИ ВОЗДУХА ОТ ПЫЛИ В ВОЗДУХООЧИСТИТЕЛЕ, ВКЛЮЧАЮЩЕМ В СВОЕМ СОСТАВЕ МНОЖЕСТВО ПРЯМОТОЧНЫХ ЦИКЛОНОВ | 2016 |
|
RU2633970C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для расфасовки продуктов в тару | 1977 |
|
SU659458A1 |

