Настоящее изобретение относится к электродуговой печи, оптимизированной для работы в режиме непрерывной подачи.
Хорошо известно, что в настоящее время производство стали осуществляется тремя основными способами.
Первый способ называется производством с интегрированным циклом или производством первичной стали. При его осуществлении в доменной печи железистый минерал (обычно окись железа, в частности, Fe2O3) вводят в контакт с коксом и другими добавками (в основном CaCO3) и получают передельный чугун. После доменной печи передельный чугун подвергают обработке, чтобы снизить процентное содержание углерода и тем самым получить сталь.
Во втором способе производства стали, известном как производство вторичной стали, используют металлолом с целью его восстановления и получения новой стали. В основе этого способа производства стали лежит электродуговая печь (ЭДП), в которой плавят металлолом. После электродуговой печи путем дальнейшей переработки получают полуфабрикат.
Кроме того, существует промежуточный способ, который заключается в прямом восстановлении окисей железа до металлического железа без его плавления. Тем самым получают так называемое губчатое железо, также известное как железо прямого восстановления (ЖПВ). Затем это губчатое железо может перерабатываться с целью удаления примесей (например, включений инертных элементов) и получения горячебрикетированного железа (ГБЖ) для подачи в цикл производства вторичной стали.
В настоящее время сталелитейное производство в мире поровну поделено между производством первичной стали и производством вторичной стали, хотя несомненно, что из сырья, получаемого путем прямого восстановления, производится меньшее количество стали.
Каждый из описанных способов имеет свои преимущества и недостатки. Например, производство первичной стали требует значительных начальных капиталовложений в связи с затратами на доменную печь и необходимую инфраструктуру для поставки сырья. С другой стороны, доменная печь имеет относительно низкие затраты на эксплуатацию и высокую производительность, исчисляемую тысячами тон передельного чугуна в сутки.
Кроме того, сталь, получаемая по технологии производства первичной стали, обычно имеет превосходное качество и является предпочтительной во многих областях применения. Например, сталь из доменной печи является, несомненно, предпочтительной в таком стратегически важном секторе промышленности, как автомобилестроение. Дело в том, что путем переработки относительно тонкого листового металла и формирования кривых достаточно малого радиуса в автомобилестроении должны обеспечиваться эстетически привлекательные результаты. Эти свойства гарантируются при использовании стали из доменной печи.
Известно, что производство вторичной стали осуществляется в менее крупной установке, чем доменная печь. Соответственно, на отдельную установку требуются меньшие начальные капиталовложения, но она имеет более низкую производительность, обычно порядка нескольких сот или тысяч тонн стали в сутки.
Обычная ЭДП преимущественно имеет нижнюю камеру для сбора расплавленной стали, верхнюю камеру из охлаждаемых панелей для загружаемого материала и сдвигающийся свод, через которые в печь входят три электрода и систему вытяжной вентиляции.
Электродуговая печь обладает значительными преимуществами перед доменной печью. Во-первых, поскольку сырьем для нее является в основном металлолом, она играет ключевую роль в повторном использовании сырья, что обеспечивает явные экологические преимущества. Кроме того, за последние 40 лет ЭДП постепенно превратилась в исключительно эффективную систему. В частности, внедрялись последовательные усовершенствования для повышения кпд по энергии и постоянного снижения затрат на эксплуатацию и уменьшения воздействия на окружающую среду.
Тем не менее эти неоспоримые преимущества производство вторичной стали уравновешиваются некоторыми отрицательными особенностями, прежде всего, связанными с тем, что обычный цикл плавления, который происходит в электродуговой печи, предусматривает периоды отключения питания, во время которых печь не функционирует.
В настоящее время средняя длительность цикла ЭДП составляет около 40-60 минут от выпуска до выпуска плавки. На протяжении одного цикла в печи плавится в среднем содержимое от двух до трех загрузочных корзин.
Для загрузки содержимого каждой корзины необходимо, чтобы электроды были выключены и извлечены, а сдвигающийся свод печи поднят. Для выполнения этих операций требуется общий период отключения питания, составляющий около 10-20% длительности цикла.
Кроме того, объем каждой корзины практически равен объему печи. В действительности, определенная масса металлолома имеет значительно больший объем (приблизительно в 10 раз), чем при нахождении в виде расплавленной стали.
Поэтому электродуговые печи хорошо известного типа имеют расположенную над чашей для сбора расплавленной стали верхнюю камеру для увеличения объема металлолома, подаваемого при каждой загрузке. Если чаша имеет огнеупорную футеровку, верхняя камера обычно состоит из соответствующим образом охлаждаемых металлических панелей. Следует отметить, что около 10-15% общей энергии, подаваемой в печь, отбирается и рассеивается в форме тепла для охлаждения охлаждаемых деталей.
Наконец, в момент выпуска плавки электродуговые печи известного типа опрокидывают, чтобы вылить расплав через особое отверстие. При выполнении этой операции свод держат закрытым во избежание чрезмерного рассеяния тепла. Во время выпуска плавки свод остается закрытым, а подачу электроэнергии отключают.
С учетом вышеизложенного, в печах известного типа размещение воздухоприемника системы вытяжной вентиляции на своде ограничено лишь одним положением. Он должен быть размещен таким образом, чтобы совпадать с осью рукава трубопровода вытяжной вентиляции на выходе из печи. Эта конфигурация не позволяет сохранять положение воздухоприемника во время выпуска плавки.
Следует отметить, что вытяжная система уносит около 2% массы, загружаемой в печь из корзин. Пыль, мельчайшие опилки и частицы металла могут легко всасываться вместе с отработавшими газами. Это влечет явную потерю производимой стали и создает исключительно напряженные условия работы всасывающих фильтров.
Существуют хорошо известные решения, касающиеся загрузки печи с использованием не корзин, а систем непрерывной подачи, таких как механические загрузчики, ленточные конвейеры и т.п. Поскольку точки загрузки печи расположены в верхней камере, ее загружают сбоку или сверху через свод.
Хотя согласно этим решениям для загрузки не требуется открывать свод, механические загрузчики или ленточные конвейеры, а также в некоторых случаях электроды должны извлекаться в момент выпуска плавки во избежание создания препятствий.
Кроме того, если загрузочный люк печи расположен сбоку, помимо упомянутых ранее механических сложностей возникает явное нарушение теплового равновесия вследствие бокового (асимметричного) положения материала для плавки. А поскольку загрузочный люк расположен вблизи уровня расплава, он подвергается не только значительной тепловой нагрузке, но также риску заполнения шлаком во время неуправляемых реакций, которые протекают внутри печи. Когда загрузка осуществляется через свод, возникают дополнительные сложности, такие как близость положения загрузки к воздухоприемнику вытяжной системы; высота, с которой падает металлолом, в результате чего образуются брызги расплавленного материала, и значительные сложности конструирования свода, который, напомним, должен поворачиваться или поворотно-прямолинейно перемещаться вместе с печью во время операций выпуска плавки и удаления шлака. Кроме того, из-за близости загрузочного люка к воздухоприемнику вытяжной системы увеличивается доля всасываемых мелких частиц материала.
Соответственно, в основу настоящего изобретения положена задача создания электродуговой печи, в которой преодолены недостатки указанные выше при описании известного уровня техники.
Эта задача решена посредством электродуговой печи по п.1.
Дополнительные признаки и преимущества настоящего изобретения станут ясны из описания некоторых примеров его осуществления, приведенного далее в качестве примера, а не ограничения со ссылкой на следующие чертежи, на которых:
на фиг.1 показан вид в перспективе электродуговой печи согласно одному из вариантов осуществления настоящего изобретения,
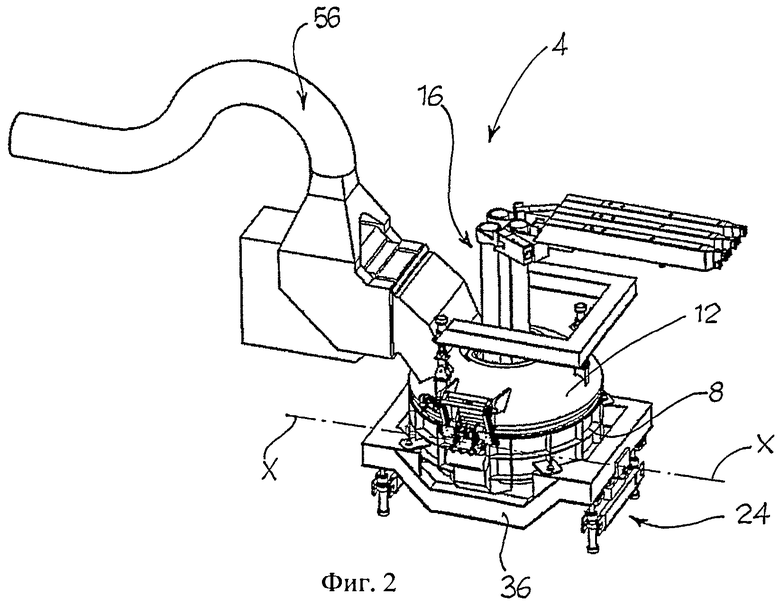
на фиг.2 показан вид в перспективе проиллюстрированной на фиг.1 печи со стороны стрелки II на фиг.1,
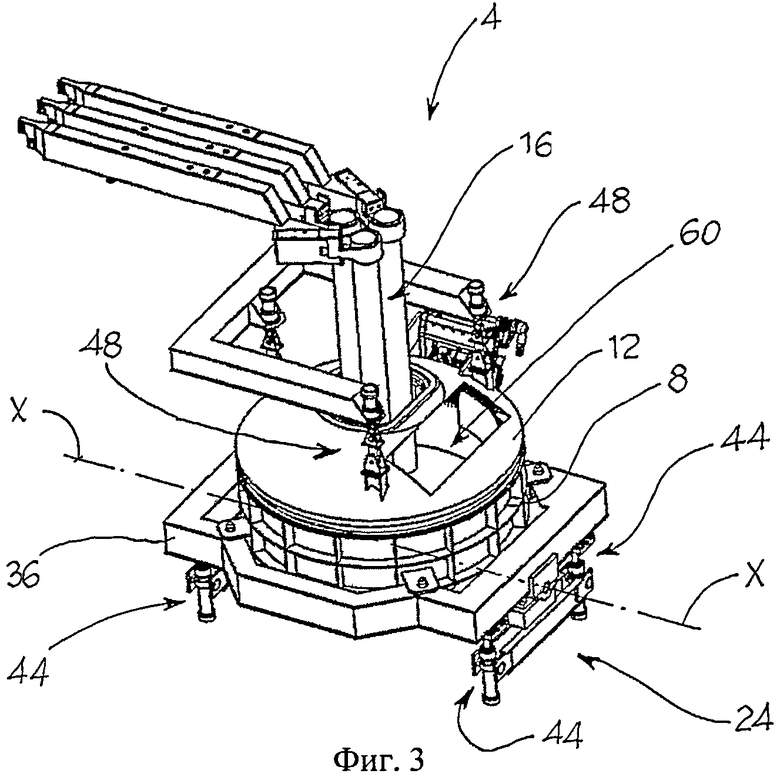
на фиг.3 показан вид в перспективе проиллюстрированной на фиг.1 печи, на котором опущены некоторые элементы и выделено несколько деталей печи,
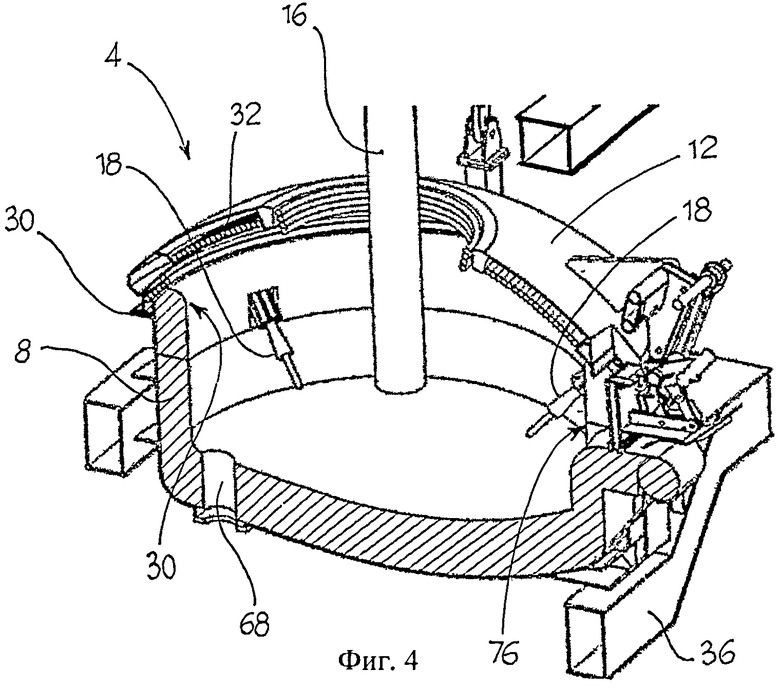
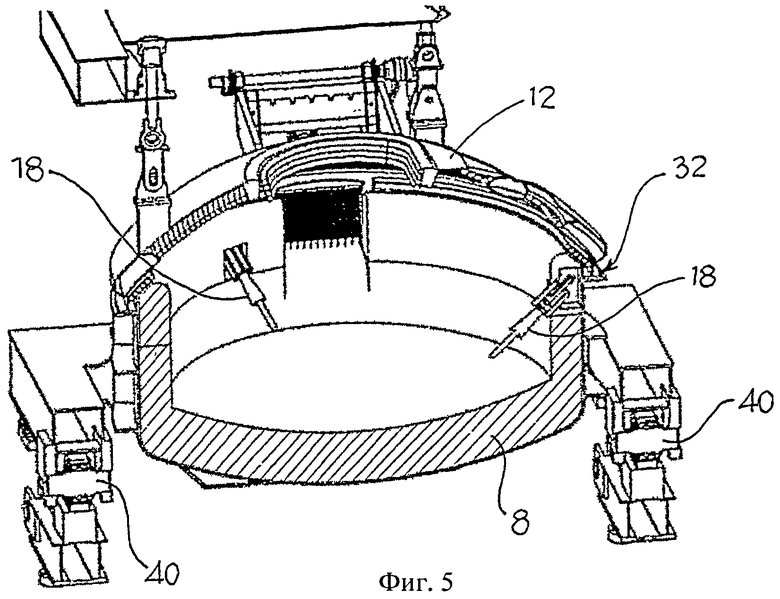
на фиг.4 и 5 показаны вид в перспективе с частичным разрезом нескольких деталей проиллюстрированной на фиг.1 печи,
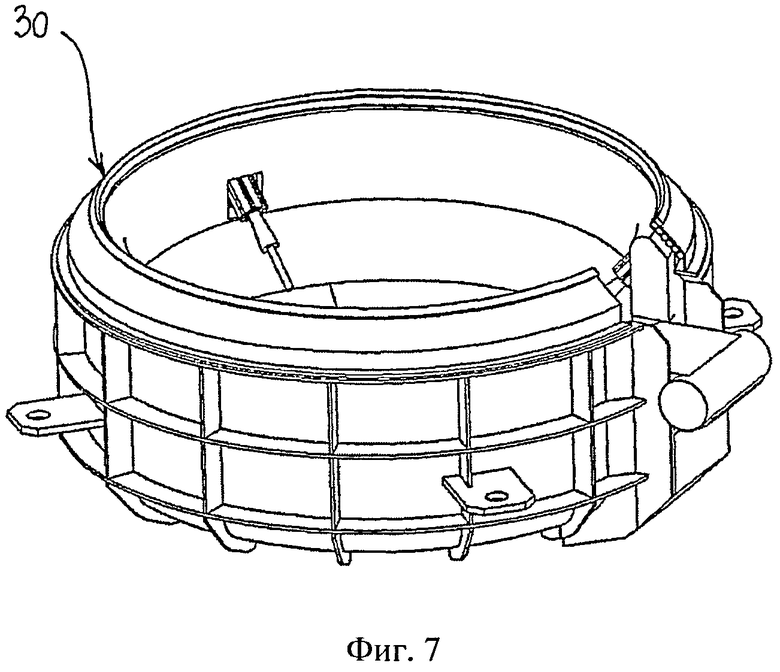
на фиг.6 и 7 показаны вид в перспективе деталей проиллюстрированной на фиг.1 печи,
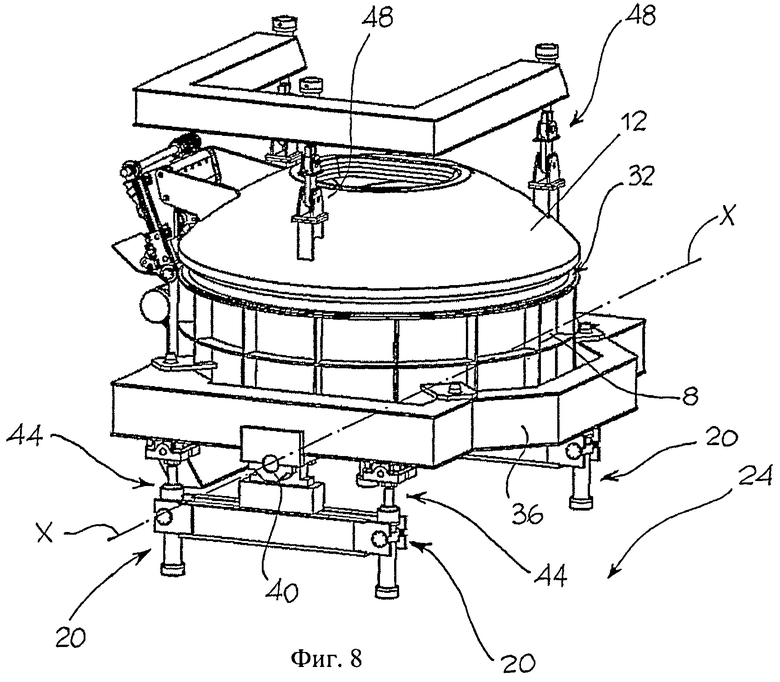
на фиг.8 показан вид в перспективе проиллюстрированной на фиг.1 печи в условиях нормальной эксплуатации,
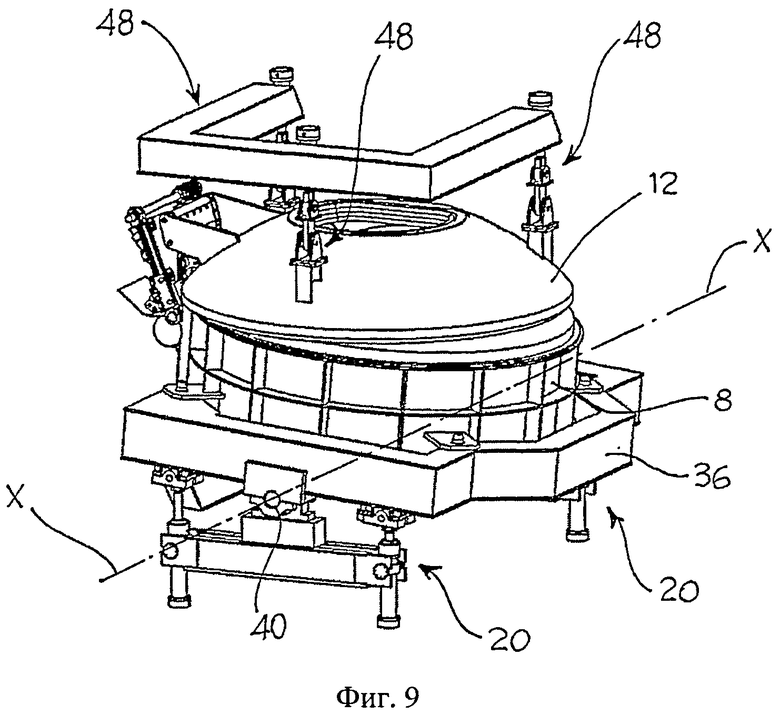
на фиг.9 показан вид в перспективе проиллюстрированной на фиг.8 печи в условиях эксплуатации при выпуске плавки,
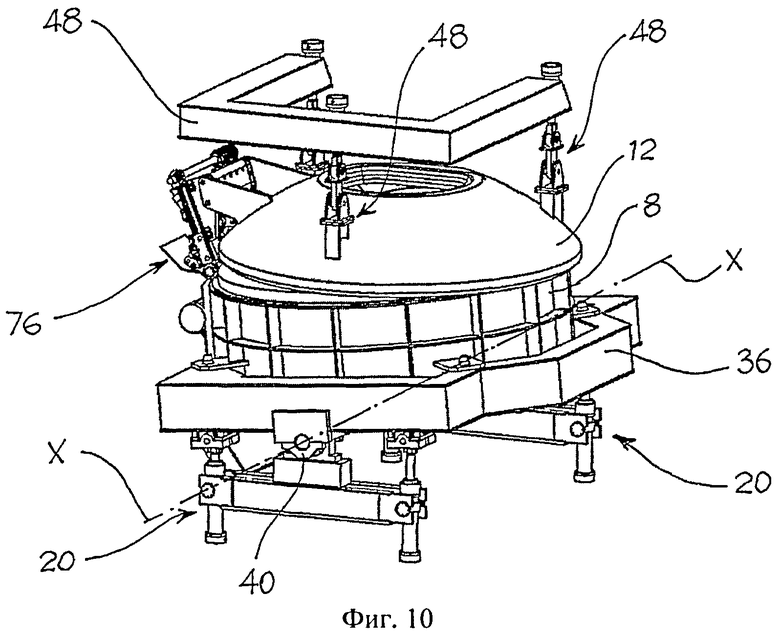
на фиг.10 показан вид в перспективе проиллюстрированной на фиг.8 печи в условиях эксплуатации при удалении шлака,
на фиг.11 показан вид в перспективе проиллюстрированной на фиг.1 печи в условиях открывания и перемещения свода,
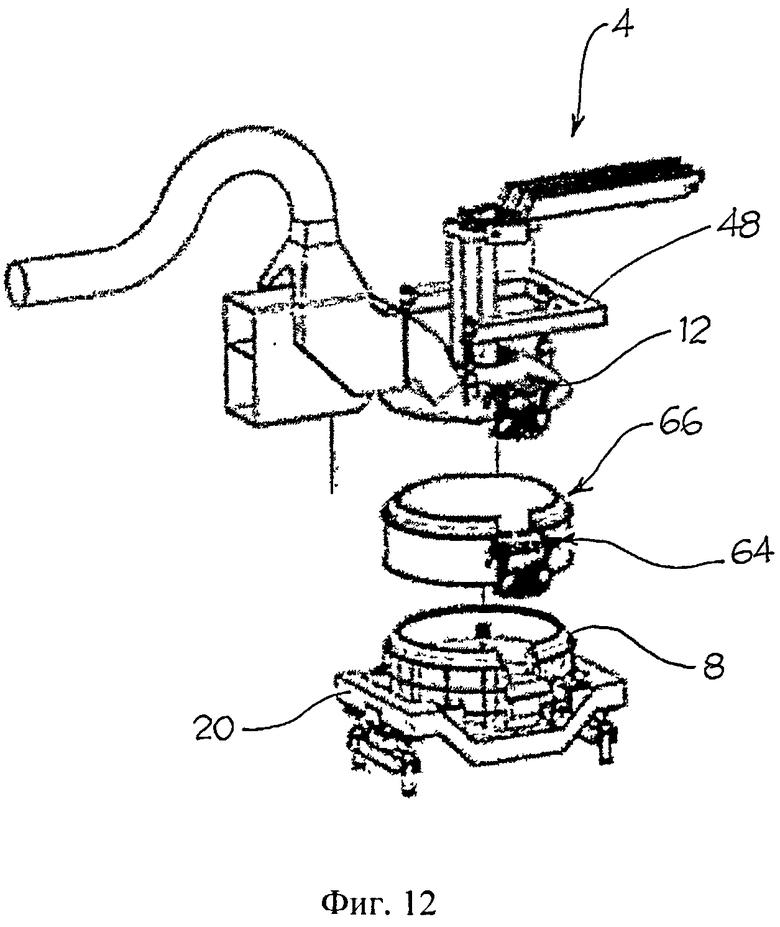
на фиг.12 показан вид в перспективе с разделением деталей печи согласно одному из дополнительных вариантов осуществления настоящего изобретения.
Позицией 4 на чертежах обозначена в целом электродуговая печь (ЭДП) для плавления стального лома.
Печь 4 содержит камеру 8 для расплавленной стали и свод 12, который ограничивает камеру 8, закрывая ее, а также вмещает массу стального лома. Камера 8 предпочтительно имеет футеровку из огнеупорного материала, рассчитанного на расплавленную сталь.
Печь 4 также имеет по меньшей мере один электрод 16, обеспечивающий тепло для плавления массы стального лома. В одном из возможных вариантов осуществления печь 4 может иметь по меньшей мере один инжектор 18.
Печь предпочтительно имеет множество электродов 16, например, три электрода, расположенных подобно вершинам треугольника и ограничивающих внутренний объем камеры 8 таким образом, чтобы обеспечивать тепло для плавления стали.
Печь 4 содержит установленную на основании 24 опору 20 камеры 8. Опора 20 поддерживает камеру 8, а также позволяет ей раскачиваться вокруг оси вращения X-X. Установленная на основании 24 опора 20 предпочтительно поддерживает только камеру 8 и позволяет ей раскачиваться при выпуске плавки и удалении шлака. Иными словами, только камера 8 опирается при повороте на опору 20, тогда как свод выполнен механически независимо или отдельно от опоры 20. Кроме того, во время раскачивания камеры 8 свод 12 остается неподвижным относительно основания 24. Во время раскачивания камеры 8 ось вращения X-X камеры 8 преимущественно остается неподвижной относительно основания 24.
Свод 12 и камера 8 преимущественно прикреплены к соответствующим промежуточным стенкам 30, которые обеспечивают уплотнение, непроницаемое для образующихся в камере 8 газов плавления.
Свод 12 и камера 8 преимущественно имеют взаимодополняющий профиль по отношению к промежуточным стенкам 30, который образует соединение поворотного типа относительно оси вращения X-X камеры 8, в результате чего при сохранении неподвижности свода 12 относительно основания 24 может осуществляться качание камеры 8 вокруг оси вращения X-X, чтобы облегчать выпуск плавки и(или) удаление шлака, как подробнее описано далее.
В одном из возможных вариантов осуществления промежуточные стенки 30 выполнены со сферической или цилиндрической поверхностью, параллельной оси вращения X-X камеры 8.
Между промежуточными стенками 30 камеры 8 и свода 12 предпочтительно имеется полость или зазор 32 для компенсации тепловых или механических деформаций. Для удаления вкраплений шлака, которые неизбежно образуются на своде, оконечная или пограничная часть камеры предпочтительно выполнена таким образом, чтобы шлак удалялся за счет срезающего действия.
Свод 12 печи 1 согласно изобретению выполнен таким образом, чтобы находиться на постоянном расстоянии от верха промежуточных стенок камеры 8 как в неподвижном положении во время цикла плавления, так и при повороте при выпуске плавки и(или) удалении шлака.
Расстояние между сводом 12 и стенками камеры 8 задано таким образом, чтобы обеспечивать достаточную герметизацию газов, образующихся внутри печи, и в то же время допускать расширения, типичные для рабочих циклов самой печи.
В одном из возможных вариантов осуществления по меньшей мере на одной из промежуточных стенок 30 выполнены стопорные направляющие для дополнительного ограничения утечки и рассеяния газа из камеры 8.
В некоторых вариантах осуществления печи 4 согласно изобретению вид в плане печи 4 и положение электродов 16 задают согласно векторной диаграмме, которая обеспечивает регулярную подачу тепла в камеру 8.
Например, печь 4 и, в частности, камера 8 и свод 12 согласно изобретению предпочтительно имеют круглую, эллиптическую или псевдоэллиптическую форму в плане. Псевдоэллиптической формой может являться, например, форма, приближенная к эллипсу, но образованная дугами окружностей, имеющими различающиеся радиусы, и(или) взаимосвязанными прямыми отрезками.
Электроды 16 располагают с учетом теплового центра масс камеры 8, который зависит от ее геометрической формы. Например, в случае камеры 8 круглой формы электроды 16 устанавливают вблизи центра окружности на виде в плане (для трехфазной печи электроды устанавливают в точках вершин равносторонннего треугольника), а в случае камеры 8 эллиптической формы электроды 16 устанавливают, например, вблизи фокусов эллипса на виде в плане (для трехфазной печи электроды устанавливают в точках вершин равнобедренного треугольника).
Опора 20 образует фиксированную ось вращения X-X камеры 8 при повороте самой камеры. Ось вращения X-X преимущественно проходит между основанием 24 печи 4 и промежуточными стенками 30 камеры 8.
Например, опора 20 содержит совпадающую с периметром раму 36, которая окружает камеру 8 и удерживает ее на весу вокруг оси вращения X-X.
В одном из вариантов осуществления совпадающая с периметром рама 36 содержит пару поворотных пальцев 40, установленных на соответствующих опорах. Поворотные пальцы 40 образуют ось вращения X-X камеры 8.
В частности, ось вращения X-X расположена на меньшей высоте, чем промежуточные стенки 30, ниже совпадающей с периметром рамы 36.
Печь 4 дополнительно имеет двигатели для поворота камеры 8 относительно опоры 20.
В одном из вариантов осуществления двигатель представляет собой по меньшей мере один цилиндро-поршневой механизм 44, оперативно связанный с совпадающей с периметром рамой 36 и служащий для поворота камеры 8 вокруг оси вращения X-X.
Таким образом, камера 8 способна поворачиваться из положения выпуска плавки, в котором из нее выпускают расплав (фиг.9), в положение удаления шлака (фиг.10), которое является противоположным относительно оси вращения X-X камеры 8.
Свод 12 предпочтительно способен перемещаться из опущенного положения, в котором он закрывает камеру 8, в смещенное или повернутое поднятое положение, в котором в камеру 8 загружают корзину материала для плавки. В действительности, может потребоваться загружать металлолом, который не поддается дальнейшему измельчению, такой как, например, крупные монолитные куски. Кроме того, если свод 12 способен открываться, это полезно в тех случаях, когда необходим доступ внутрь печи, например, для обслуживания и т.п.
С этой целью свод 12 оснащен средством 48 подъема и(или) смещения свода 12 относительно камеры 8. Подъемное средство 48 предпочтительно поддерживает свод 12 с помощью соответствующих приспособлений во время работы печи 4. Таким образом, свод опирается на подъемное средство 48, а не на опору 20, которая вместо этого поддерживает камеру 8.
Соответственно, подъемное средство 48 свода 12 является механически и кинематически независимым от опоры 20 камеры 8, в результате чего камера 8 и свод 12 также являются механически и кинематически независимыми. Также может быть предусмотрена опорная рама 49 свода 12, на которой на рельсах устанавливают подъемное средство 48 для направления смещения с помощью внешних исполнительных механизмов. В одном из дополнительных вариантов осуществления опорная рама 49 способна поворачиваться для обеспечения доступа к камере 8 и корзине или для обслуживания.
В одном из вариантов осуществления подъемное средство 48 представляет собой гидравлические цилиндры и поршни.
Свод 12 предпочтительно содержит электроды 16 и соответствующие опоры.
Свод 12 также содержит установку 56 вытяжной вентиляции.
Свод 12 предпочтительно содержит по меньшей мере один загрузочный люк 60 для загрузки металлоломома, ЖПВ/ГБЖ и т.д в камеру 8.
Например, загрузочный люк 60 располагается с учетом установки 56 вытяжной вентиляции таким образом, чтобы подавать отработавшие газы в металлолом для плавления и его нагрева до поступления в камеру 8.
В некоторых вариантах осуществления печь 4 оснащена средством непрерывной подачи металлолома в печь. Этим средством непрерывной подачи (не проиллюстрировано) могут являться, например, ленточные конвейеры или вибрационные транспортеры или вибрационные плиты в зависимости от конкретных требований.
Эти подающие средства заменяют хорошо известные загрузочные корзины и обеспечивают непрерывное поступление металлолома в печь 4. Иными словами, массу стального лома для переработки в ходе цикла плавления вводят в печь 4 не за два или три приема с помощью корзин, а постепенно в виде непрерывного потока.
В некоторых вариантах осуществления предложенной в изобретении печи 4 с непрерывной подачей камера 8 имеет значительно меньшие размеры, чем камеры печей аналогичного размера с традиционной и(или) непрерывной загрузкой.
При традиционной загрузке каждой корзины загружаемый в печь объем преимущественно равен объему корзины.
При непрерывной загрузке металлолома это не требуется. Занимающий большой объем стальной лом для плавления распределяется в виде непрерывного потока, а не выгружается из корзины за два или три приема. Поступающий в печь небольшими порциями объем постепенно перерабатывается по мере плавления металлолома.
Металлолом под действием силы тяжести падает через загрузочный люк 60 в камеру 8. Положение загрузочного люка 60 предпочтительно выбирают таким образом, чтобы металлолом падал вблизи теплового центра масс печи, который в случае электродуговой печи совпадает с треугольником, образованным электродами 16. Это решение является особо выгодным, поскольку оно почти целиком устраняет нарушения равновесия, возникающие при накоплении значительной массы металлолома в боковой области камеры 8.
Как описано в настоящем изобретении, высота камеры 8 печи 4 уменьшена таким образом, чтобы не требовались традиционные охлаждаемые панели большого размера, вместо них над огнеупорным материалом могут устанавливаться предпочтительно выполненные из меди охлаждаемые блоки небольшого размера.
По существу, камера 8 уменьшенного объема согласно изобретению также имеет меньшую поверхность теплообмена и, соответственно, в ней необязательно использовать охлаждаемые панели. Соответственно, уменьшается рассеяние энергии в форме тепла по сравнению с верхней охлаждаемой камерой традиционной печи.
Камера 8 предпочтительно является монолитной.
В одном из дополнительных вариантов осуществления (фиг.12) для адаптации печи к загрузке с использованием металлолома в корзинах, а не путем непрерывной подачи, печь 4 оснащена бункером 64, который помещается между камерой 8 и сводом 12 и служит для увеличения объем загрузки камеры 8, выполняя, по существу, функцию традиционной верхней камеры. Верхняя часть 66 бункера 64 имеет взаимодополняющий профиль по отношению к промежуточной стенке 30 свода 12, в результате чего образуется соединение поворотного типа со сводом вдоль оси вращения X-X. В этом случае вся система 48, 49 опоры свод и сам свод 12 перенесены на более высокий уровень, чем высота бункера 64.
Бункер 64 может иметь охлаждаемые панели.
Кроме того, камера 8 имеет отверстие 68 для выпуска расплавленного металла (фиг.4).
Печь 4 дополнительно имеет люк 76 для удаления шлака, расположенный напротив отверстия 68 для выпуска плавки.
Люк для удаления шлака предпочтительно размещен согласованно со сводом 12 печи 4.
В одном из вариантов осуществления люк 76 для удаления шлака размещен таким образом, чтобы открываться при качании камеры 8; иными словами, люк 76 для удаления шлака автоматически открывается, когда камеру наклоняют для удаления шлака.
Люк 76 для удаления шлака также может быть оснащен регулируемым средством приведения в действие для его открытия и(или) закрытия независимо от наклона камеры 8. За счет этого люк 76 для удаления шлака всегда обеспечивает плотное закрытие отверстия для удаления шлака.
Из вышеизложенного описания ясно, что в печи согласно настоящему изобретению преодолены недостатки, указанные со ссылкой на известный уровень техники.
За счет фиксированного свода печи согласно изобретению в огромной степени упрощается весь процесс проектирования и сопряжения как с вытяжной системой, так и системой непрерывной загрузки металлолома, поскольку не происходят соответствующие перемещения свода.
Соответственно, воздухоприемник вытяжной системы может быть установлен, например, исходя из соображений эффективности всасывания, а не кинематики перемещений свода, как в известных из техники печах. Существуют ограничения, касающиеся положения для установки воздухоприемника вытяжной системы. Иными словами, возможны два варианта осуществления, в первом из которых загрузочный люк для металлолома совпадает с воздухоприемником вытяжной системы, а во втором варианте осуществления загрузочный люк для металлолома и воздухоприемник вытяжной системы расположены в различных положениях. В любом случае во время выпуска плавки или удаления шлака вытяжные трубопроводы свода и печи остаются идеально совмещенными без утечки газов, как это происходит в традиционных печах.
Непрерывная загрузка печи через свод, ставшая возможной за счет особой конфигурации печи согласно изобретению, позволяет уменьшать рассеяние энергии охлаждаемыми элементами.
Кроме того, непрерывная загрузка позволяет использовать в печи более устойчивую и постоянную электрическую дугу и в то же время осуществлять более устойчивый процесс плавления и ослаблять явления нестабильности электрической сети (мерцание).
За счет соединения поворотного типа свода и камеры обеспечивается постоянное расстояние между соответствующими поверхностями стыка даже при повороте камеры, и тем самым ограничивается рассеяние газов и материала из камеры.
Предложенная в настоящем изобретении камера является особо компактной и, соответственно, в ней необязательно использовать охлаждаемые панели.
Разумеется, что были описаны лишь некоторые варианты осуществления электродуговой печи согласно настоящему изобретению, и специалист в данной области техники сможет предложить всевозможные усовершенствования, необходимые для ее адаптации к конкретным применениям, но не выходящие за объем охраны изобретения, ограниченный следующей далее формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВЛЕНИЯ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА В ПЛАВИЛЬНОЙ УСТАНОВКЕ И ПЛАВИЛЬНАЯ УСТАНОВКА | 2014 |
|
RU2639078C2 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В ДУГОВУЮ ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2018 |
|
RU2697129C2 |
| ПЛАВИЛЬНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТАЛИ | 2019 |
|
RU2787016C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1994 |
|
RU2041961C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СТАЛИ | 2010 |
|
RU2550975C2 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2075515C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПОДАЧИ ЗАГРУЗОЧНОГО МАТЕРИАЛА ИЛИ МЕТАЛЛОЛОМА В ЭЛЕКТРИЧЕСКУЮ ДУГОВУЮ ПЕЧЬ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2006 |
|
RU2417346C2 |


Изобретение относится к области металлургии, в частности к электродуговой печи. Электродуговая печь (4) содержит камеру (8) для расплавленной стали, свод (12), который закрывает камеру (8) и ограничивает массу стального лома, электроды (16) для плавления массы металлолома и установленную на основании (24) опору (20). Камера (8) опирается на опору (20) с возможностью качания вокруг оси вращения (X-X). Свод (12) и камера (8) имеют взаимодополняющий профиль, который образует соединение поворотного типа относительно оси вращения (X-X). Во время качания камеры (8) свод (12) остается неподвижным относительно основания (24), при этом камера (8) остается в закрытом положении. Использование изобретения обеспечивает компактность камеры печи и исключает возможность утечки газов. 32 з.п. ф-лы, 12 ил.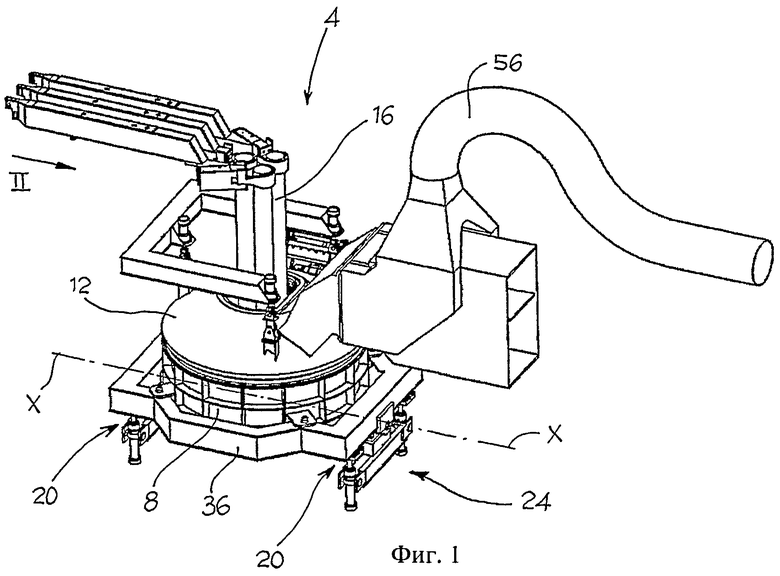
1. Электродуговая печь (4), содержащая камеру (8) для расплавленной стали, свод (12), который ограничивает камеру (8), закрывая ее, и вмещает массу стального лома, по меньшей мере один электрод (16), обеспечивающий тепло для плавления массы стального лома, опору (20) камеры (8) на основании (24), на которую опирается камера (8) с возможностью качания вокруг оси вращения (X-X), при этом свод (12) и камера (8) прикреплены к соответствующим промежуточным стенкам (30), обеспечивающим уплотнение, непроницаемое для образующихся в камере (8) газов плавления, отличающаяся тем, что свод (12) и камера (8) имеют взаимодополняющий профиль по отношению к промежуточным стенкам (30), который образует соединение поворотного типа относительно оси вращения (X-X) камеры (8), при этом при сохранении неподвижности свода (12) относительно основания (24) осуществляется качание камеры (8) вокруг оси вращения (X-X) с возможностью осуществления непрерывной загрузки металлолома, выпуска плавки и/или удаления шлака, при этом камера (8) всегда остается в закрытом положении.
2. Печь (4) по п.1, в которой промежуточные стенки (30) выполнены со сферической или цилиндрической поверхностью, параллельной оси вращения (X-X) камеры (8).
3. Печь (4) по п.1, в которой промежуточные стенки (30) камеры (8) и свода (12) разделены полостью (32) или зазором для компенсации соответствующих тепловых расширений и/или механических деформаций.
4. Печь (4) по п.1, в которой оконечная или пограничная часть камеры (8) оснащена режущей системой для удаления вкраплений шлака со свода (12).
5. Печь (4) по п.1, в которой по меньшей мере на одной из промежуточных стенок (30) выполнены стопорные направляющие для ограничения утечки и рассеяния газа.
6. Печь (4) по п.1, в которой ось вращения (X-X) проходит между основанием (24) печи (4) и промежуточными стенками (30).
7. Печь (4) по п.1, в которой опора (20) задает фиксированную ось вращения (X-X) камеры (8) при повороте самой камеры (8).
8. Печь (4) по п.1, в которой опора (20) содержит совпадающую с периметром опоры раму (36), окружающую камеру (8) и удерживающую ее на весу вокруг оси вращения (X-X).
9. Печь (4) по п.8, в которой рама (36) содержит пару поворотных пальцев (40), установленных на опорах.
10. Печь (4) по п.8, в которой ось вращения (X-X) расположена на высоте, меньшей, чем промежуточные стенки (30), ниже рамы (36).
11. Печь (4) по п.1, в которой на опору (20) опирается только камера (8), а свод (12) выполнен механически независимым от опоры (20).
12. Печь (4) по п.1, которая содержит средство механизации для поворота камеры (8) относительно соответствующей опоры (20).
13. Печь (4) по п.12, в которой средство механизации представляет собой по меньшей мере один цилиндропоршневой механизм (44), оперативно соединенный с рамой (36) и служащий для поворота камеры (8) вокруг оси вращения (X-X).
14. Печь (4) по п.1, в которой камера (8) выполнена с возможностью поворота из положения выпуска плавки, в котором из нее выпускается расплавленный металл, в противоположное положение удаления шлака, при этом упомянутые положения имеют противоположеный наклон относительно оси вращения (X-X) камеры (8).
15. Печь (4) по п.1, в которой свод (12) выполнен с возможностью перемещения из опущенного положения, в котором он закрывает камеру (8), в смещенное или повернутое поднятое положение, в котором в камеру (8) загружают корзину материала для плавки.
16. Печь (4) по п.15, в которой свод (12) оснащен подъемным средством (48) для подъема и/или перемещения свода (12) относительно камеры (8).
17. Печь (4) по п.15, в которой свод (12) установлен на рельсах для направления перемещения или на подъемно-поворотном механизме.
18. Печь (4) по п.16, в которой подъемное средство (48) представляет собой гидравлические цилиндры и поршни.
19. Печь (4) по п.1, в которой свод (12) содержит электроды (16) и соответствующие опоры.
20. Печь (4) по п.1, в которой свод (12) содержит систему вытяжной вентиляции (56).
21. Печь (4) по п.1, в которой свод (12) содержит по меньшей мере один люк (60) для загрузки металлолома.
22. Печь (4) по п.21, в которой люк (60) для загрузки металлолома расположен согласованно с системой вытяжной вентиляции (56) с возможностью подачи отработавших газов в металлолом для плавления и предварительного нагрева его.
23. Печь (4) по п.21, в которой люк (60) для загрузки металлолома и воздухоприемник вытяжной системы (56) расположены в различных положениях.
24. Печь (4) по п.1, в которой высота камеры (8) уменьшена, за счет чего исключено использование охлаждаемых панелей.
25. Печь (4) по п.24, в которой камера (8) является монолитной.
26. Печь (4) по п.1, в которой камера (8) и свод (12) имеют круглую, эллиптическую или псевдоэллиптическую форму в плане.
27. Печь (4) по п.1, которая содержит бункер (64), совместимый в плане с камерой (8), помещающийся между камерой (8) и сводом (12) и служащий для увеличения объема загрузки камеры (8), при этом верхняя часть (66) бункера (64) имеет взаимодополняющий профиль с промежуточной стенкой (30) свода (12) для образования соединения со сводом (12).
28. Печь (4) по п.27, в которой бункер (64) содержит охлаждаемые панели.
29. Печь (4) по п.1, в которой камера (8) имеет отверстие (68) для выпуска расплавленного металла.
30. Печь (4) по п.1, которая имеет люк (76) для удаления шлака, расположенный напротив отверстия (68) для выпуска плавки.
31. Печь (4) по п.30, в которой люк (76) для удаления шлака расположен согласованно со сводом (12) печи (4).
32. Печь (4) по п.30, в которой люк (76) для удаления шлака открывается при качании камеры (8).
33. Печь (4) по п.30, в которой люк (76) для удаления шлака оснащен средством приведения в действия его открытия и/или закрытия.
| US 4537551 A, 27.08.1985 | |||
| Тарельчатый питатель ленточного конвейера | 1946 |
|
SU70285A1 |
| US 4466104 A, 14.08.1984 | |||
| КАЧАЮЩАЯСЯ ДУГОВАЯ ПЕЧЬ | 1999 |
|
RU2206031C2 |
| Сигнальное устройство для контроля работы вентиляторов | 1929 |
|
SU22529A1 |

