Изобретение относится к ядерной энергетике, к технологии изготовления тепловыделяющих элементов (ТВЭЛ) для ядерных реакторов, и может найти применение в исследовательских реакторах небольшой мощности.
Известен способ снаряжения таблетками оболочек стержневых тепловыделяющих элементов, согласно которому формирование столба топливных таблеток осуществляют в виде неполного столба, набор топливных таблеток в ячейки барабана осуществляют из очередной партии таблеток с помощью вакуума, автоматически измеряют длину каждой таблетки с присвоением ей номера, формируют в электронно-вычислительной машине банк данных по длине каждой таблетки, а после измерения длины неполного столба топливных таблеток в оболочке с помощью ЭВМ осуществляют номерное формирование недостающей части до заданной длины столба, используя при этом весь банк данных по таблеткам, и доснаряжают недостающую часть топливных таблеток в оболочку с максимально возможной точностью до заданной длины столба (патент RU №2156508, МПК G21C 21/08, опубл. 20.09.2000).
Недостаток известного способа заключается в том, что размещение топливных таблеток по длине топливного сердечника осуществляется без учета их плотности. Поскольку топливные таблетки имеют значительный разброс по плотности (содержание UO2), то формирование топливного сердечника сопровождается неравномерностью распределения UO2 по длине ТВЭЛа и, вследствие этого приводит к неравномерному распределению температуры по объему ТВЭЛа. Локальные перепады температур Д? приводят к деформации, как оболочки, так и топливного сердечника ТВЭЛа. Перепад температур сопровождается локальными напряжениями на разных участках ТВЭЛа 
Наиболее близким известным техническим решением по решаемой задаче и достигаемому техническому результату, принятому за прототип, является способ формирования топливного сердечника стержневого тепловыделяющего элемента, который реализуется на автоматической линии изготовления стержневого тепловыделяющего элемента (патент RU №2216797, МПК G21C 3/10, G21C 21/00, опубл. 20.04.2003). В данном техническом решении, предназначенном для серийного производства длинномерных ТВЭЛов (более 3 м) для мощных реакторов, предусмотрено распределение топливных элементов по длине топливного сердечника с большей степенью обогащения в более протяженной средней части и с меньшей степенью обогащения на концевых участках ТВЭЛа.
Однако данное техническое решение также не свободно от недостатков. Топливные элементы (таблетки) с одной степенью обогащения также имеют разброс, который может составлять более 5% от среднего значения, что при произвольной укладке таблеток приводит к неравномерности распределения топлива по длине ТВЭЛа как в средней части, так и на его концах. Это приводит к локальным перепадам температуры в радиальном и осевом направлениях. Причем наибольший перепад будет в местах сопряжения средней части с концевыми частями. Для исследовательских реакторов малой мощности при небольших размерах ТВЭЛов (от 0,5 м до 1 м) экономически выгодней использовать малые партии топливных таблеток (экспериментального состава), добиваясь при этом равномерного распределения топлива по энерговыделению (содержание урана 235) по активному объему ТВЭЛа.
Задача настоящего изобретения заключалась в обеспечении равномерности распределения температурного поля за счет равномерного распределения плотности по длине сердечников ТВЭЛов, в особенности, в исследовательских реакторах небольшой мощности.
Поставленная задача и технический результат достигаются в способе формирования топливного сердечника стержневого тепловыделяющего элемента, включающем укладку по длине сердечника топливных таблеток отличающихся по плотности на концевых частях и в средней части тепловыделяющего элемента, в котором согласно изобретению осуществляют автоматическое определение плотности каждой таблетки с присвоением ей номера, формируют автоматизированную базу данных, на основе которой таблетки подбирают группами таким образом, чтобы каждая группа таблеток имела минимальное отклонение от среднего значения плотности всей партии таблеток для одного тепловыделяющего элемента, после чего осуществляют укладку подобранных групп таблеток по длине сердечника, при этом группы с общей большей плотностью располагают ближе к концевым частям тепловыделяющего элемента, а с меньшей плотностью - в его средней части.
Каждая группа таблеток может представлять собой пару. Данное количество таблеток в группе оптимально с точки зрения достижения технического результата.
Таблетки в группе подбирают по максимальной и минимальной плотности.
Определение параметров топливных таблеток и их расположения в топливном столбе осуществляют посредством устройства, которое включает съемный бункер для топливных таблеток, связанный посредством механизма транспортировки с приборами измерения размера и веса таблеток, а также с анализатором данных, определяющим распределение групп таблеток по длине тепловыделяющего элемента от концевых частей к его середине.
Сущность данного технического решения, а также достигаемый технический результат иллюстрируются таблицей и фигурами графических изображений.
В таблице представлены результаты обработки партии таблеток, предназначенной для одного ТВЭЛа.
На фиг.1 приведена схема устройства, используемого при реализации способа формирования топливного сердечника стержневого ТВЭЛа.
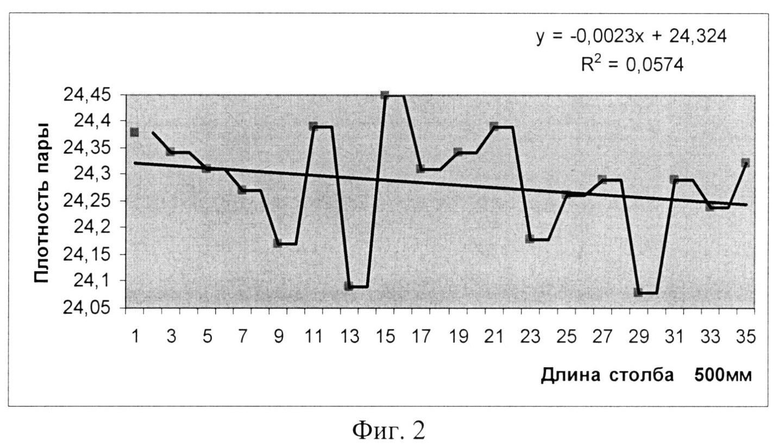
На фиг.2 приведен график распределения плотностей групп таблеток при случайном формировании топливного сердечника.
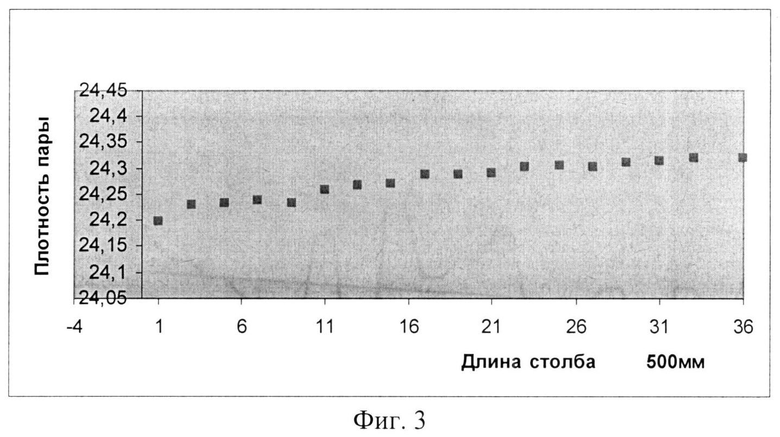
На фиг.3 приведен график распределения плотностей групп таблеток, размещенных по мере возрастания плотности, при формировании топливного сердечника.
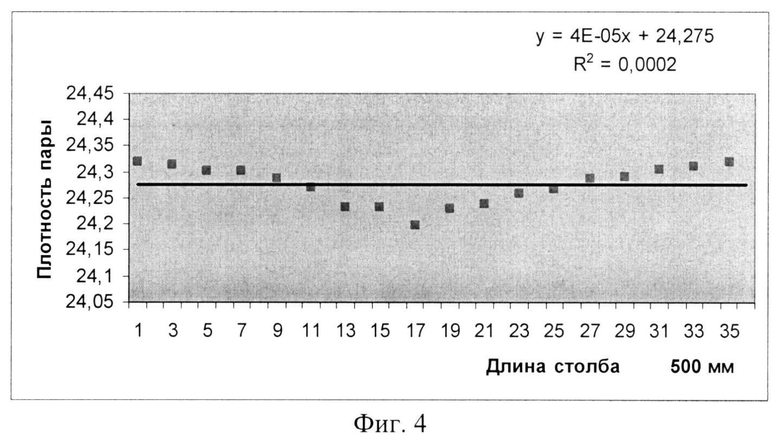
На фиг.4 показан график распределения плотностей групп таблеток, размещенных по мере возрастания плотности от центра столба к его краям, при формировании топливного сердечника.
Использование устройства (см. фиг.1) позволяет ускорить и облегчить подготовку таблеток для формирования сердечников ТВЭЛов. Устройство содержит: съемный бункер 1 для топливных таблеток, механизм транспортировки 2 с приводом, электрически связанные между собой, прибор измерения размеров 3, прибор измерения веса 4, лоток 5, анализатор данных 6 (ЭВМ). В процессе контроля таблетки из бункера 1 перемещаются механизмом транспортировки на измерительные позиции 2 и 3 и затем на лоток 5. Анализатор данных 6 по определенной программе определяет плотность и дает последовательность укладки групп таблеток сердечника по мере возрастания плотности от середины ТВЭЛа к его концевым частям.
Наличие сменного бункера 1 позволяет сократить время при проведении высокотемпературной термообработки таблеток в самом бункере и исключить операции по загрузке и выгрузке таблеток.
Пример конкретного осуществления
Согласно предлагаемому способу для формирования сердечника ТВЭЛа определенной длины, например 500 мм, предварительно термообработанные в съемном бункере 1 таблетки проходят размерный и весовой анализ (контроль) на приборах 3 и 4, после чего данные поступают на анализатор данных 6 устройства, изображенного на фиг.1.
Результаты обработки партии таблеток приведены в таблице.
Для формирования сердечника ТВЭЛа длиной 500 мм использована партия таблеток из 38 штук высотой 14,7 мм, что на 2 штуки больше, чем необходимо для данной длины ТВЭЛа. Из этой партии выбрано 18 групп (пар - по максимальному и минимальному значению плотности), одна пара с максимальным отклонением от среднего не используется в данном столбе. Парные таблетки с наибольшей плотностью последовательно укладывают по краям ТВЭЛа, что иллюстрируется в таблице и на фигурах 2-4. В таблице в графе 1 приведены исходные номера, а в графе 2 - соответствующие им значения плотностей. Таблетки последовательно разбивают на группы, суммарная плотность которых приведена в графе 3. График распределения плотностей групп изображен на фиг.2, где виден случайный разброс плотности. В графе 4 приведена нумерация, а в графе 5 плотность исходных таблеток, но сформированная по мере возрастания плотности. В графе 6 группам таблеток, размещенным по мере возрастания плотности, присвоен номер, а плотность этих групп представлена в графе 7. График зависимости групп таблеток от их номера (или от их положения в топливном столбе) показан на фиг.3. В графе 8 приведены номера групп таблеток в соответствии с нумерацией, принятой в графе 6, расположенные по мере возрастания плотности от центра столба к его концевым частям, а в графе 9 соответствующие им плотности. На фиг.4 показан график зависимости плотности групп таблеток, сформированных по этому признаку.
На фиг.2 приведен график линейной аппроксимации, имеющий заметный наклон, и величина ее достоверности, превышающая 5%. Как видно из графика на фиг.4 наклон графика линейной аппроксимации практически отсутствует, а величина ее достоверности не превышает 0,2%.
Таким образом, из графиков, изображенных на фиг.2-4, видно, что локальный разброс по плотности таблеток при случайном формировании топливного сердечника (фиг.2) больше, чем при формировании по предложенному способу (фиг.3, 4).
В сердечнике ТВЭЛа, сформированного в соответствии с изложенным способом (фиг.4), наибольшие значения плотности оказываются на его концевых частях, где отток тепла будет больше, а распределение температуры окажется более равномерным.
Благодаря предложенному способу формирования сердечников ТВЭЛов отклонение плотности столба таблеток от среднего значения не превышает 1,5-2%, что было подтверждено измерениями распределения содержания урана 235 по длине ТВЭЛа на установке ПНК СУТ-1 производства НИИТФА (Руководство по эксплуатации еИ1.550.194 РЭ). Тогда как при случайном расположении таблеток в сердечнике отклонение плотности от среднего значения и распределения урана-235 может быть более 5%. Данным способом была сформирована партия сердечников для ТВЭЛов, распределение урана-235 в которой не превысило 2-3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНАРЯЖЕНИЯ СЕРДЕЧНИКОВ ТВЭЛОВ СТЕРЖНЕВЫМИ ТОПЛИВНЫМИ ЭЛЕМЕНТАМИ | 2012 |
|
RU2532083C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2011 |
|
RU2467415C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ (ВАРИАНТЫ) | 2011 |
|
RU2467414C1 |
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| ТАБЛЕТКА НАНОСТРУКТУРИРОВАННОГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ) И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2011 |
|
RU2467411C1 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ ХАРАКТЕРИСТИК ТОПЛИВНОГО СТОЛБА КОЛЬЦЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2015 |
|
RU2603017C1 |
| СТЕРЖНЕВОЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧЕХЛОВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО РЕАКТОРА | 2002 |
|
RU2241265C2 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2236051C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2021 |
|
RU2830567C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
Изобретение относится к ядерной энергетике, к технологии изготовления тепловыделяющих элементов (ТВЭЛ) для ядерных реакторов, и может найти применение в исследовательских реакторах небольшой мощности. Способ формирования топливного сердечника стержневого ТВЭЛа заключается в автоматическом определении плотности каждой таблетки с присвоением ей номера и формировании автоматизированной базы данных. На ее основе таблетки подбирают группами таким образом, чтобы каждая группа таблеток имела минимальное отклонение от среднего значения плотности всей партии таблеток для одного тепловыделяющего элемента. После чего осуществляют укладку подобранных групп таблеток по длине сердечника, при этом группы с общей большей плотностью располагают ближе к концевым частям тепловыделяющего элемента, а с меньшей плотностью - в его средней части. Технический результат - обеспечение равномерности распределения температурного поля за счет равномерного распределения плотности по длине сердечников ТВЭЛов. Благодаря предложенному способу формирования сердечников ТВЭЛов отклонение плотности столба таблеток от среднего значения не превышает 1,5-2%. 3 з.п. ф-лы, 4 ил., 1 табл.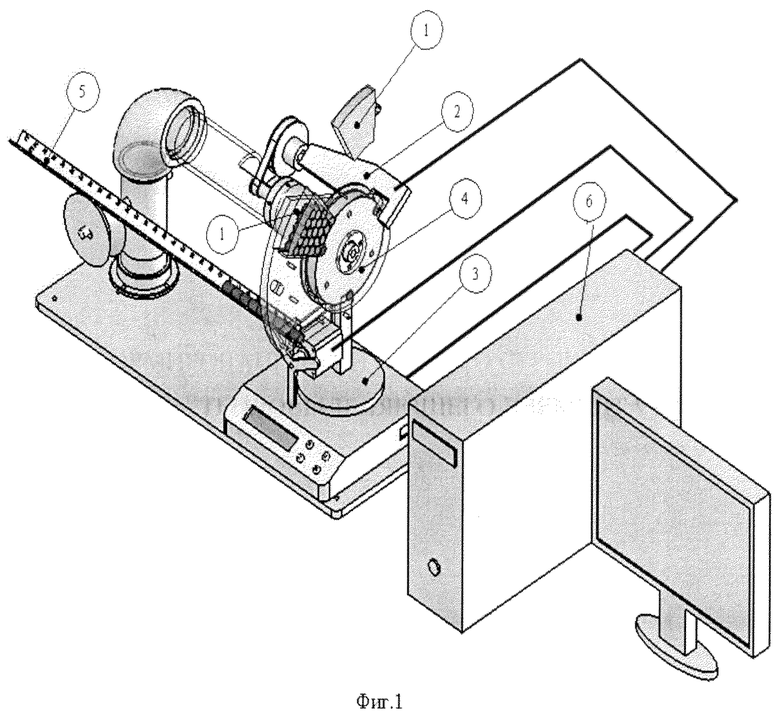
1. Способ формирования топливного сердечника стержневого тепловыделяющего элемента, включающий укладку по длине сердечника топливных таблеток, отличающихся по плотности на концевых частях и средней части тепловыделяющего элемента, отличающийся тем, что осуществляют автоматическое определение плотности каждой таблетки с присвоением ей номера, формируют автоматизированную базу данных, на основе которой таблетки подбирают группами таким образом, чтобы каждая группа таблеток имела минимальное отклонение от среднего значения плотности всей партии таблеток для одного тепловыделяющего элемента, после чего осуществляют укладку подобранных групп таблеток по длине сердечника, при этом группы с общей большей плотностью располагают ближе к концевым частям тепловыделяющего элемента, а с меньшей плотностью - в его средней части.
2. Способ по п.1, отличающийся тем, что каждая группа состоит из двух таблеток.
3. Способ по п.1 или 2, отличающийся тем, что таблетки в группе подбирают по максимальной и минимальной плотности.
4. Способ по п.1, отличающийся тем, что определение параметров топливных таблеток и их расположения в топливном столбе осуществляют посредством устройства, включающего съемный бункер для топливных таблеток, связанный посредством механизма транспортировки с приборами измерения размера и веса таблеток, а также с анализатором данных, определяющим распределение групп таблеток по длине тепловыделяющего элемента от концевых частей к его середине.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| RU 2008130771, 27.01.2010 | |||
| US 6639961 B2, 28.10.2003 | |||
| Тяговый орган скребкового конвейера | 1980 |
|
SU948794A1 |

