Описание изобретения
1. Область техники, к которой относится изобретение.
Изобретение относится к области ядерной энергетики, в частности к технологии керметных тепловыделяющих элементов активных зон ядерных реакторов малой мощности, и может найти применение в автоматизированных и автоматических линиях на предприятиях изготовления твэлов.
2.Уровень техники
Одним из направлений в ядерной энергетики является использование твэлов, в которых тепловыделяющие сердечники набраны из топливных элементов в виде керметных стержней (см., например, Гаврилин С.С., Денискин В.П. и др., Новое поколение твэлов на основе микротоплива для ВВЭР. Атомная энергия. - 2004. - №96, вып.4. - с.280; Пат. 2313142, Россия, МПК G21C 3/64, Керметный тепловыделяющий элемент водоводяного ядерного реактора / Гаврилин С.С., Денискин В.П. и др. - №2006109585/06; Заяв. 28.03.2006; Опубл. 20.12.2007. Бюл. №35).
В отличие от твэлов, в которых сердечники набираются из топливных элементов в виде спрессованных таблеток относительно небольшой длины, керметные стержни представляют собой цилиндрическую циркониевую капсулу длиной около 50 мм с заключенным в ней ядерным топливом и матричным материалом (см.; например, Пат.2371789, Россия, МПК G21C 3/00, Способ изготовления керметного стержня топливного сердечника тепловыделяющего элемента ядерного реактора/ Гаврилин С.С., Денискин В.П. и др. - №2008117710/06; Заяв. 04.05.2008; Опубл. 27.10.2009. Бюл. №30). Следствием увеличенной длины топливного элемента сердечников таких твэлов является фиксированное количество стержней во всех сердечниках твэлов реактора, что усложняет подбор стержней, суммарная длина которых лежит в заданных на сердечник пределах.
Известен способ снаряжения сердечника твэла стержневыми топливными элементами, основанный на ручном наборе столба элементов с их многократным визуальным подбором до получения заданной длины сердечника (см., например, Патент США №3925965 от 16.12.1975). Такое решение очевидно характеризуется низкой производительностью и неприемлемо в условиях массового производства.
Известен также способ снаряжения сердечника твэла стержневыми топливными элементами, в котором твэлы снаряжались с некоторым превышением заданной длины столба (см., например, Патент РФ №2070740 от 17.05.1994). Для твэлов, где сердечники набраны из таблеток относительно небольшой длины, такое решение может быть удовлетворительным. В случае же керметных стержней, длина которых значительна (около 50 мм), такое превышение в ряде применений, например, для малогабаритных реакторов, становится недопустимым вследствие роста неоднородности энерговыделения по длине активной зоны.
Известен способ снаряжения сердечника твэла стержневыми топливными элементами (см., например, Афанасьев В.Л., Рожков В.В. и др. Способ и устройство снаряжения таблетками оболочек стержневых тепловыделяющих элементов, Патент РФ №2156508 от 08.12.1998, опуб. 20.09.2000), заключающийся в том, что:
- из партии элементов с известными статистическими характеристиками на первой позиции снаряжения набирают основной столб из случайно выбранных элементов, причем длину этого столба формируют заведомо меньше требуемой;
- на второй позиции снаряжения (позиции доснаряжения) для некоторого количества случайно выбранных из партии элементов определяются длины этих элементов и их пространственное расположение с сообщением этих параметров в банк данных электронной вычислительной машины (ЭВМ);
- измеренный дефицит длины основного столба элементов сообщают ЭВМ, которая определяет пространственные координаты тех элементов позиции доснаряжения, добавление которых к основному столбу сформирует столб, длина которого находится в заданных пределах;
- определенные ЭВМ элементы добавляют к основному столбу, измеряют длину полученного столба и, если измеренная длина столба лежит в заданных пределах, направляют его на снаряжение сердечника;
- из оставшихся элементов партии по такому же алгоритму набирают следующие столбы и далее цикл повторяют.
Недостатком этого способа является сложность аппаратной реализации, и, применительно к малогабаритным реакторам, сердечники твэлов которых набраны из фиксированного количества керметных стержней, велика вероятность несобираемости сердечника заданной длины и, как следствие, появления невостребованных стержней, что удорожает производство.
С предлагаемым способом последний способ совпадает по следующим существенным признакам:
- из партии топливных элементов с известными статистическими характеристиками случайным образом набирают столбы;
- измеряют длины столбов;
- направляют столбы на снаряжение сердечников, если их длины лежат в заданных пределах;
- из оставшихся элементов партии снова случайным образом набирают столбы и далее цикл повторяют.
По совокупности существенных признаков последний способ наиболее близок к предлагаемому и выбран в качестве прототипа.
3. Раскрытие изобретения
Предлагаемый способ снаряжения сердечников твэлов стержневыми топливными элементами заключается в том, что из партии топливных элементов с известными статистическими характеристиками случайным образом набирают столбы, измеряют их длины и, если их длины лежат в заданных пределах, направляют столбы на снаряжение сердечников, а из оставшихся элементов партии снова случайным образом набирают столбы и далее цикл повторяют.
От прототипа предлагаемый способ отличается тем, что количество топливных элементов во всех столбах одинаково и столбы направляют на снаряжение сердечников при выполнении условия nL0-d≤D≤nL0+d,
где D - длина столба;
L0 - средняя длина топливных элементов в партии;
n - количество топливных элементов в сердечнике;
d - меньшее значение из двух величин: h-(Н-nL0), h+(Н-nL0);
h - половина поля допуска на длину сердечника;
Н - номинальная длина сердечника.
Смысл наложенного условия заключается в том, что столб направляют на снаряжение сердечника в том случае, если отклонение его длины от средней длины топливного элемента, умноженной на количество элементов в сердечнике, лежит в симметричном относительно этого произведения поле допуска, причем это поле не выходит за пределы заданного поля допуска на длину сердечника.
Следствием такого отличия является то, что при этом условии изъятие из партии элементов, ушедших на снаряжение сердечников, не связано с изменением нормального характера распределения элементов в партии, практически отсутствует дрейф максимума распределения, приводящий к появлению невостребованных элементов.
Кроме того, при реализации предлагаемого способа исключается необходимость создания позиции доснаряжения и связанных с ней процессами и средствами поиска и индивидуального подбора необходимых элементов, что значительно упрощает решение задачи автоматизации технологии снаряжения сердечников твэлов.
4. Сведения, подтверждающие возможность реализации изобретения.
В качестве примера реализации предложенного способа рассмотрим процесс снаряжения сердечников из партии топливных элементов в виде стержней в количестве 10000 шт. Партия стержней характеризуется нормальным законом распределения стержней по длинам при среднем значении 50 мм и средним квадратичным отклонением 0,3 мм. Количество стержней в сердечнике примем равным 24 шт., тогда среднее значение длины столба из 24 стержней составит 1200 мм со средним квадратичным отклонением 0,3·240,5=1,47 мм. Пусть заданная конструкторской документацией длина сердечника составляет 1204,0±4,4 мм, т.е. среднее значение длины набора входит в заданное поле допуска. В соответствии с условием предлагаемого изобретения набор из 24 стержней направляется на снаряжение сердечника лишь при его длине, находящейся в пределах от 1199,6 мм до 1200,4 мм.
Поток стержней с участка финишной механической обработки поступает на сортирующий автомат, который производит группировку стержней в столбы по 24 шт. в каждом, измеряет длину столба и, в случае нахождения длины столба в указанных выше пределах, направляет столб на снаряжение сердечника, в противном случае стержни столба направляются в накопитель. После прохода всей партии стержней через сортирующий автомат, в него подаются стержни из накопителя и процесс повторяется до тех пор, пока выемка годных наборов стержней за один цикл сортировки становится ничтожной по сравнению с общим количеством снаряженных сердечников.
Математическое моделирование процесса снаряжения сердечников в условиях рассматриваемого примера показало следующее.
Фиг.1 поясняет взаимное расположение кривой 1 плотности распределения длин столбов из 24 стержней, заданного в документации поля допуска на длину сердечника - 2 и поля отбора столбов, направляемых на снаряжение сердечников - 3.
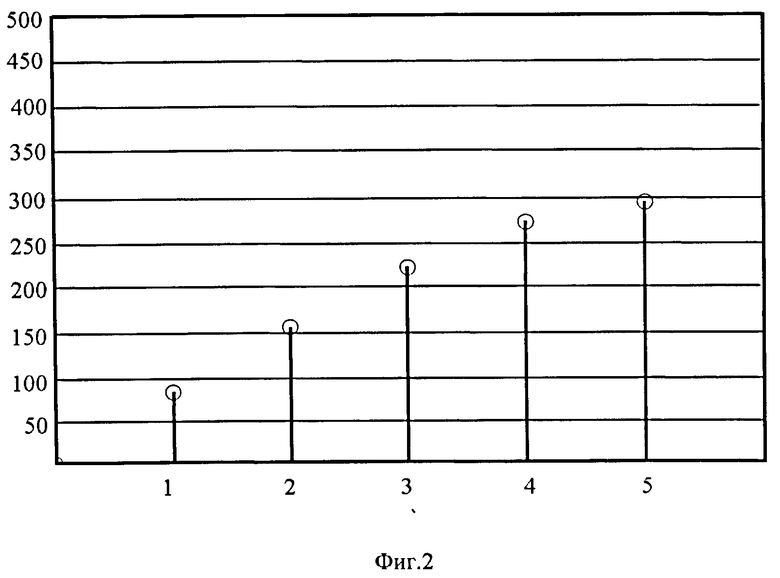
На фиг.2 приведена диаграмма, показывающая рост количества столбов, направляемых на снаряжение сердечников за первые пять циклов сортировки, а на фиг.3 - диаграмма для 100 циклов.
Диаграмма фиг.3 показывает предельные возможности предлагаемого способа - практически полное использование изготовленных стержней (более 99%). Необходимо заметить, что при последовательных циклах не нарушается характер кривой распределения остающихся после каждого цикла стержней, что гарантирует их полное использование не только по мере роста количества циклов, но и просто при пополнении партии.
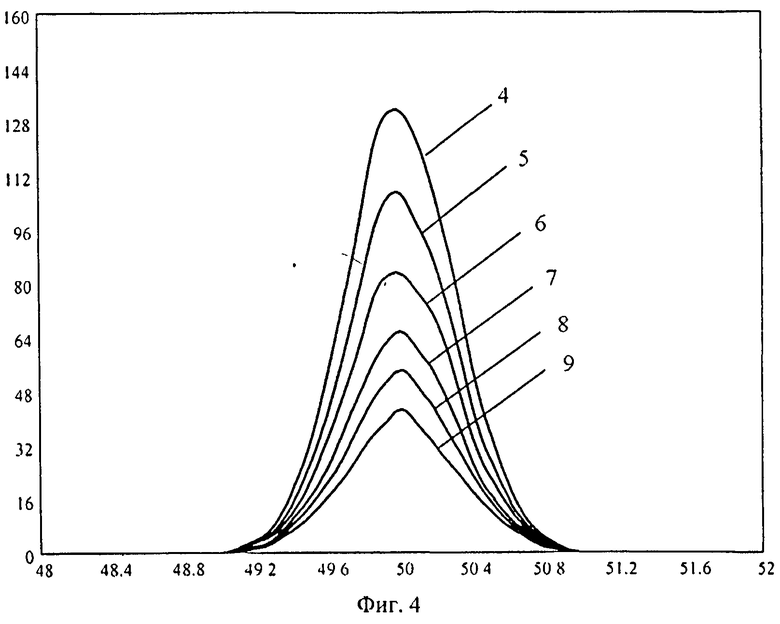
На фиг.4 приведены соответствующие кривые для исходного распределения - 4 и после первых пяти циклов (5-9).
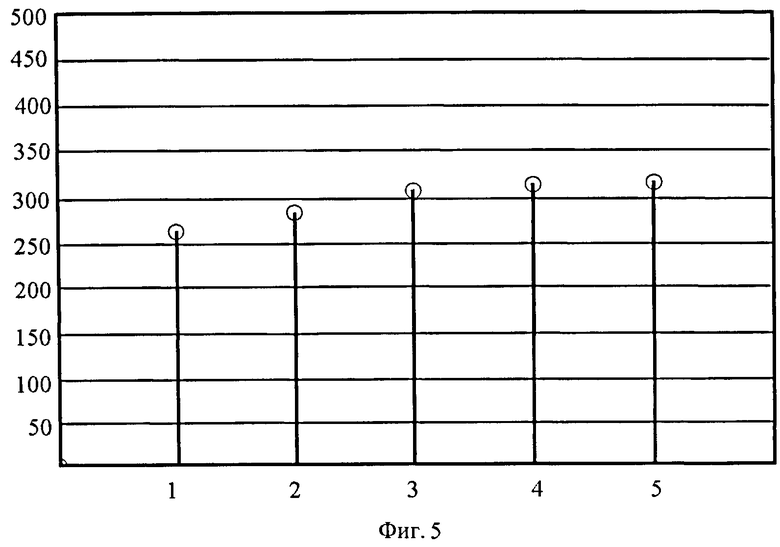
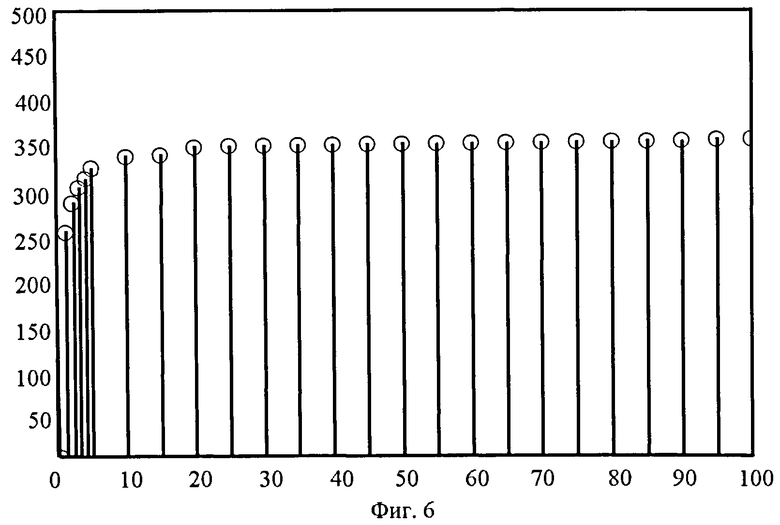
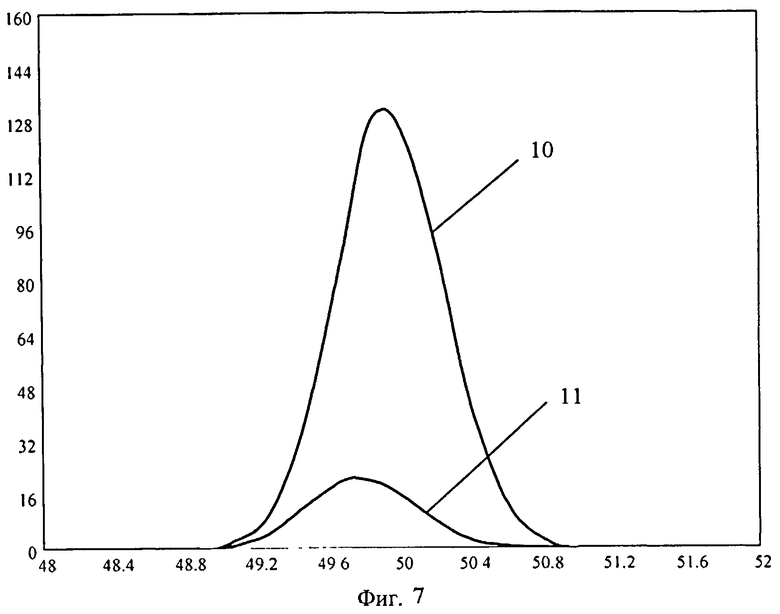
На фиг.5 показана диаграмма отбора годных столбов из условия нахождения их длин в поле допуска, задаваемого документацией, при пяти циклах сортировки, на фиг.6 - при ста циклах. Видно, что на начальных циклах сортировки отбор годных столбов идет быстрее, чем в случае, иллюстрируемом на фиг.2, однако за счет преимущественной выборки стержней, длина которых больше среднего значения в партии, происходит дрейф максимума распределения стержней влево (фиг.7, где 10 - исходное распределение, 11 - распределение после 20 циклов), что приводит к невостребованности стержней - в условиях рассматриваемого примера их количество составит около 1300 шт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОПТИЧЕСКОГО ИЗОБРАЖЕНИЯ СФЕРИЧЕСКИХ ЧАСТИЦ ТОПЛИВНОЙ ЗАГРУЗКИ КЕРМЕТНОГО СТЕРЖНЯ | 2012 |
|
RU2513663C1 |
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| ПРИПОЙ ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2011 |
|
RU2467412C1 |
| КОНТЕЙНЕР ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК СТЕРЖНЕЙ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2498428C1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2388081C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| КЕРМЕТНЫЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2313142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ С ЦИРКОНИЕВОЙ ОБОЛОЧКОЙ | 2012 |
|
RU2497211C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302047C1 |
| СПОСОБ СНАРЯЖЕНИЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195718C2 |

Изобретение относится к изготовлению тепловыделяющих элементов ядерного реактора. Предложен способ снаряжения сердечников твэлов стержневыми топливными элементами, при котором из партии топливных элементов со средней длиной L0 случайным образом набирают столбы с количеством элементов n. Если длины столбов D лежат в пределах (nLo-d; nL0+d), где d=min[h-(H-nL0), h+(H-nL0)], h - половина поля допуска на длину сердечника, Н - номинальная длина сердечника, то их направляют на снаряжение сердечников. Из оставшихся стержней партии снова случайным образом набирают столбы и далее операции повторяют. Технический результат - практически полное использование партии стержней на снаряжение сердечников и возможность значительного упрощения автоматизированных линий производства твэл. 7 ил.
Способ снаряжения сердечников твэлов стержневыми топливными элементами, заключающийся в том, что из партии топливных элементов с известными статистическими характеристиками случайным образом набирают столбы, измеряют их длины и, если их длины лежат в заданных пределах, направляют столбы на снаряжение сердечников, а из оставшихся элементов партии снова случайным образом набирают столбы и далее цикл повторяют, отличающийся тем, что столбы направляют на снаряжение сердечников при выполнении условия nL0-d≤D≤nL0+d, где
D - длина столба;
L0 - средняя длина топливных элементов в партии;
n - количество топливных элементов в сердечнике;
d - меньшее значение из двух величин: h-(H-nL0), h+(H-nL0);
h - половина поля допуска на длину сердечника;
H - номинальная длина сердечника.
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| Способ автоматизированного переприема телеграмм | 1957 |
|
SU112484A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "КУРОПАТКА С КРАСНОКОЧАННОЙ КАПУСТОЙ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | 2006 |
|
RU2303913C1 |
| US3925965 A, 16.12.1975 | |||

