Изобретение относится к ядерной энергетике и может найти применение в автоматизированных и автоматических линиях на предприятиях изготовления тепловыделяющих элементов (ТВЭЛ) для ядерных реакторов.
Известно устройство снаряжения таблетками оболочек стержневых тепловыделяющих элементов, содержащее столешницу - бокс приема топливных таблеток, питатель топливных таблеток, устройство контроля длины столба, узел крепления открытого конца оболочки к столешнице вне бокса и вакуумную очистку (см. Патент США N 3925965 от 16 декабря 1975 г., МКИ В 65 В 31/00, В 65 В 21/06, В 65 В 57/00).
Питатель топливных таблеток выполнен в виде трубки, открытой сверху, имеет длину, равную длине оболочки, а устройство контроля длины выполнено в виде рисок на питателе. Набор топливных таблеток в питатель осуществляется оператором вручную в размер столба по рискам на питателе, затем питатель после взвешивания устанавливается соосно оболочке, закрепленной в узле крепления вне бокса, и столб топливных таблеток заталкивается оператором в оболочку. При заталкивании столб таблеток проходит через проем из пружинных элементов, сколы таблеток проваливаются через промежутки между пружинными элементами и удаляются с помощью вакуумной системы.
Недостатками устройства является ручной набор столба таблеток в питателе, ручное его заталкивание в оболочку, что при массовом производстве ТВЭЛ снижает производительность изготовления ТВЭЛ и является опасным для здоровья оператора при наборе столба таблеток из регенерированного или уран-плутониевого топлива. Снижает производительность изготовления ТВЭЛ и то, что оператором вручную столб доводится до заданной длины путем многократного визуального подбора таблеток из потока в питатель. Кроме того, отсутствует механизм очистки торца открытого конца снаряженной оболочки, что может привести к браку при сварке заглушки к оболочке из-за возможного попадания в сварочный шов пыли таблеток.
Известен способ и устройство для заполнения труб-чехлов топливных таблетками, имеющими очень большой разброс по длине, где таблетки автоматически вводят без образования частичных столбов в наклонные трубы-чехлы, подвергающиеся воздействию вибрации, число таблеток подсчитывают с помощью импульсных датчиков, измеряют заполненный столб, определяют и добавляют недостающее число таблеток, а процесс заполнения продолжают до тех пор, пока не получат заданную высоту столба таблеток (см. Патент ГДР (ДД) N 223283, МКИ 4 G 21 C 21/02, опубликован 05.06.85 г.).
В известном способе снаряжения топливными таблетками оболочек стержневых тепловыделяющих элементов топливные таблетки снаряжают в оболочку без образования частичных столбов, т.е. полный столб, но из-за того, что у топливных таблеток большой разброс по длине, то столб таблеток в оболочке может быть больше заданного размера либо меньше заданного размера. В случаях, когда столб таблеток больше заданного размера, часть таблеток из тепловыделяющего элемента требуется удалять, а в случаях, когда столб таблеток меньше заданного размера, то требуется добавлять недостающую часть, а иначе у ядерного реактора повышается "K" - инженерное, вызывающее неопределенность в расчетах ядерного реактора.
В известном способе и устройстве число таблеток в топливном столбе подсчитывают с помощью импульсных датчиков, однако из практики работы известно, что импульсные датчики в процессе снаряжения могут исказить данные по формированию столба топливных таблеток из-за заклинивания при попадании крошки топливных таблеток и из-за проскальзывания последних при износе поверхности импульсных датчиков. Доснаряжение таблеток в оболочку осуществляется из ячеек поворотного барабана, куда таблетки поступают из шахтного питателя. Известно также, что вместе с таблетками в ячейки барабана могут поступать крошка, пыль и сколы топливных таблеток, которые вместе с таблетками попадут в оболочку тепловыделяющего элемента.
Крошка и сколы топливных таблеток, попавшие в оболочку ТВЭЛа, оказывают отрицательное влияние на работающий в ядерном реакторе ТВЭЛ.
В процессе температурного удлинения ТВЭЛа в ядерном реакторе не исключено, что крошка может попасть между таблеткой и оболочкой, заклинить таблетку в оболочке и вызвать разгерметизацию ТВЭЛа из-за разрушения оболочки ТВЭЛа в месте заклинивания.
Все вышеперечисленные недостатки известного способа и устройства либо снижают производительность, либо качество снаряжения ТВЭЛ, а также четкого гарантированного заданного размера столба топливных таблеток не достигается.
Наиболее близким по технической сущности и достигаемому эффекту является способ и устройство снаряжения топливными таблетками оболочек стержневых тепловыделяющих элементов, входящих в состав автоматической линии изготовления тепловыделяющих элементов (см. Патент Российской Федерации N 2070740 по заявке N 94018136 от 17.05.1994 г. МПК6 G 21 C 21/02), где устройство снаряжения включает столешницу-бокс с вибратором с горизонтальными ложементами в виде направляющих, снабженных щелевыми отверстиями удаления крошки и пыли, сообщенных с вакуумной системой, вибропитатель поштучной подачи топливных таблеток на упомянутые ложементы для формирования столба топливных таблеток в каждом ложементе, узел контроля длины столба топливных таблеток с отсекателем-упором начала столба и отсекателем-прижимом конца столба топливных таблеток, узлы примыкания оболочек открытыми концами соосно ложементам, узел очистки открытого торца снаряженной оболочки в виде подвижного в осевом направлении полого штока, сообщенного с вакуумной системой, а способ снаряжения топливными таблетками оболочек стержневых тепловыделяющих элементов включает вибрационное формирование и снаряжение столба топливных таблеток в открытый конец оболочки и измерение длины столба топливных таблеток в снаряженной оболочке.
В связи с тем, что топливные таблетки имеют большой разброс по длине, то в процессе формирования столба топливных таблеток на ложементах при прижиме отсекателем-прижимом сформировать столб точно заданной длины не удавалось. Поэтому ТВЭЛы снаряжались столбом таблеток с некоторым превышением заданной длины столба и из них собирались тепловыделяющие сборки.
Технической задачей изобретения является повышение точности формирования длины топливного столба топливных таблеток, имеющих большой разброс по длине.
Эта техническая задача решается тем, что в способе снаряжения таблетками оболочек стержневых тепловыделяющих элементов, включающем вибрационное формирование и снаряжение столба топливных таблеток в открытый конец оболочки, измерение длины столба топливных таблеток в снаряженной оболочке, набор топливных таблеток в ячейки барабана, доснаряжение столба топливных таблеток из барабана и очистку открытого конца снаряженной оболочки, согласно изобретению вибрационное формирование столба топливных таблеток осуществляют в виде неполного столба, набор топливных таблеток в ячейки барабана осуществляют из очередной партии таблеток с помощью вакуума с одновременной очисткой каждой таблетки от пыли, крошки и сколов, автоматически измеряют длину каждой таблетки с присвоением каждой таблетке номера, формируют в электронно-вычислительной машине банк данных по длине каждой таблетки, а после измерения длины неполного столба топливных таблеток в оболочке с помощью электронно-вычислительной машины из набранного банка данных осуществляют номерное формирование недостающей части до заданной длины столба, используя при этом весь банк данных по таблеткам, и доснаряжают недостающую часть топливных таблеток в оболочку с максимально возможной точностью до заданной длины столба, причем число всех сочетаний таблеток в барабане вычисляется по формуле
где Cn m - число всех сочетаний таблеток,
n - число таблеток в барабане,
m - число таблеток в сочетании, а каждое сочетание определяют по формуле:
где Ai1 - первый элемент сочетания таблеток, который принимает значение
1 ≤i1 ≤ n-(m-1),
Ai2 - второй элемент сочетания таблеток, который принимает значение
C+1 ≤ i2 ≤ n-(m-2),
Aim - последний элемент сочетания таблеток, который принимает значение
C1+(m-1) ≤ im ≤ n,
n - число таблеток в барабане,
m - число таблеток в сочетании.
Эта техническая задача решается тем, что в устройстве снаряжения таблетками оболочки стержневого тепловыделяющего элемента, содержащем столешницу-бокс с вибратором с горизонтальными ложементами в виде направляющих, снабженных щелевыми отверстиями удаления крошки и пыли, сообщенных с вакуумной системой, вибропитатель поштучной подачи топливных таблеток на упомянутые ложементы для формирования столба топливных таблеток в каждом ложементе, узел контроля длины столба топливных таблеток с отсекателем-упором начала столба и отсекателем-прижимом конца столба топливных таблеток, узлы примыкания оболочек открытыми концами соосно ложементам, узел очистки от топливной пыли конца снаряженной оболочки в виде соосного оболочке подвижного полого штока, сообщенного с вакуумной системой, поворотный барабан с ячейками для таблеток, из которых в нижнем положении одна ячейка соосна открытому концу снаряжаемой оболочки, и механизм замера длины столба топливных таблеток в оболочке,
согласно изобретению отсекатель-прижим смещен в сторону отсекателя-упора на длину нескольких таблеток, механизм замера длины столба топливных таблеток в оболочке размещен на подвижном полом штоке и совмещен с механизмом замера длины таблетки в ячейке поворотного барабана, поворотный барабан снабжен двигателем шагового поворота, подпружиненным упором со стороны снаряжаемой оболочки между ее открытым концом и барабаном со скошенным верхним торцом с уклоном в сторону оболочки, патрубком, соосным верхней ячейке поворотного барабана, сообщенным с вакуумной системой с одной стороны поворотного барабана и соосным этой ячейке трубопроводом  -образной формы с другой стороны поворотного барабана, сообщенного через отсекатель поштучной подачи таблеток питателем таблеток с их рыхлителем, причем устройство снабжено электронно-вычислительной машиной, датчиками, шаговым двигателем измерения размера компенсационного объема соответственно длины столба топливных таблеток в оболочке и длины таблеток, электрически связанных между собой и с двигателем шагового поворота барабана, отсекателем и рыхлителем таблеток. Другим отличием является выполнение механизмов замера длины столба топливных таблеток и длины таблетки в виде зубчатой реечной пары, у которой ось шестерни соединена с датчиком пути измерителем длины через шаговый двигатель, а зубчатая рейка является продолжением штока. Вибрационное формирование неполного столба топливных таблеток с последующим набором таблеток в барабан, измерением каждой из них, формированием из них банка данных, подбор с помощью электронно-вычислительной машины по приведенной формуле из банка данных недостающей части таблеток и доснаряжение до заданной длины столба топливных таблеток в оболочку позволит повысить точность формирования длины топливного столба таблеток, имеющих большой разброс по высоте. Очистка каждой таблетки от пыли, крошки и сколов с помощью вакуума позволит повысить качество снаряжения, исключить брак ТВЭЛ по наличию крошки, сколов в столбе топливных таблеток в снаряженной оболочке, исключить возможную разгерметизацию ТВЭЛов в ядерном реакторе за счет исключения заклинивания столба топливных таблеток в оболочке крошкой.
-образной формы с другой стороны поворотного барабана, сообщенного через отсекатель поштучной подачи таблеток питателем таблеток с их рыхлителем, причем устройство снабжено электронно-вычислительной машиной, датчиками, шаговым двигателем измерения размера компенсационного объема соответственно длины столба топливных таблеток в оболочке и длины таблеток, электрически связанных между собой и с двигателем шагового поворота барабана, отсекателем и рыхлителем таблеток. Другим отличием является выполнение механизмов замера длины столба топливных таблеток и длины таблетки в виде зубчатой реечной пары, у которой ось шестерни соединена с датчиком пути измерителем длины через шаговый двигатель, а зубчатая рейка является продолжением штока. Вибрационное формирование неполного столба топливных таблеток с последующим набором таблеток в барабан, измерением каждой из них, формированием из них банка данных, подбор с помощью электронно-вычислительной машины по приведенной формуле из банка данных недостающей части таблеток и доснаряжение до заданной длины столба топливных таблеток в оболочку позволит повысить точность формирования длины топливного столба таблеток, имеющих большой разброс по высоте. Очистка каждой таблетки от пыли, крошки и сколов с помощью вакуума позволит повысить качество снаряжения, исключить брак ТВЭЛ по наличию крошки, сколов в столбе топливных таблеток в снаряженной оболочке, исключить возможную разгерметизацию ТВЭЛов в ядерном реакторе за счет исключения заклинивания столба топливных таблеток в оболочке крошкой.
Смещение отсекателя-прижима в сторону отсекателя-упора позволит сформировать неполный столб топливных таблеток и снарядить его в оболочку с помощью вибрации.
Размещение на подвижном полом штоке совмещенных механизмов замера длины компенсационного объема в снаряженной оболочке (соответственно по разнице между длиной оболочки и длиной компенсационного объема определяется длина столба топливных таблеток в оболочке) и длины таблетки в каждой ячейке барабана позволяет осуществлять штоком операции очистки открытого конца оболочки от пыли, замера компенсационного размера соответственно столба и замера длины таблетки в ячейке барабана и подачи таблеток из барабана в оболочку.
Снаряжение поворотного барабана двигателем шагового поворота позволит выводить ячейку с таблеткой на позицию доснаряжения, а также выводить пустую ячейку на позицию приема таблетки из питателя с одновременной ее очисткой от пыли, крошки, сколов.
Выполнение подпружинного упора со стороны снаряжаемой оболочки позволит осуществлять замер таблетки подвижным штоком в ячейке, где с одной стороны таблетка опирается на упор, а с другой стороны измеряется подвижным штоком, а скошенный торец упора позволит снаряжаемой оболочке при выводе ее на позицию доснаряжения быть установленной строго соосно ячейке барабана. Выполнение патрубка, сообщенного с вакуумной системой, а с другой стороны ячейки барабана  -образного трубопровода подачи таблетки в ячейку позволит подавать таблетку в ячейку барабана с помощью вакуума и осуществлять при этом очистку каждой таблетки от пыли, крошки и сколов. Снабжение устройства электро-вычислительной машиной, датчиками, механизмами замера таблетки и компенсационного размера в оболочке в совокупности с вышеперечисленными отличительными признаками позволит повысить точность формирования длины столба топливных таблеток в оболочке, имеющих большой разброс по длине.
-образного трубопровода подачи таблетки в ячейку позволит подавать таблетку в ячейку барабана с помощью вакуума и осуществлять при этом очистку каждой таблетки от пыли, крошки и сколов. Снабжение устройства электро-вычислительной машиной, датчиками, механизмами замера таблетки и компенсационного размера в оболочке в совокупности с вышеперечисленными отличительными признаками позволит повысить точность формирования длины столба топливных таблеток в оболочке, имеющих большой разброс по длине.
На чертежах представлено устройство для осуществления способа снаряжения таблетками оболочек стержневых тепловыделяющих элементов, где
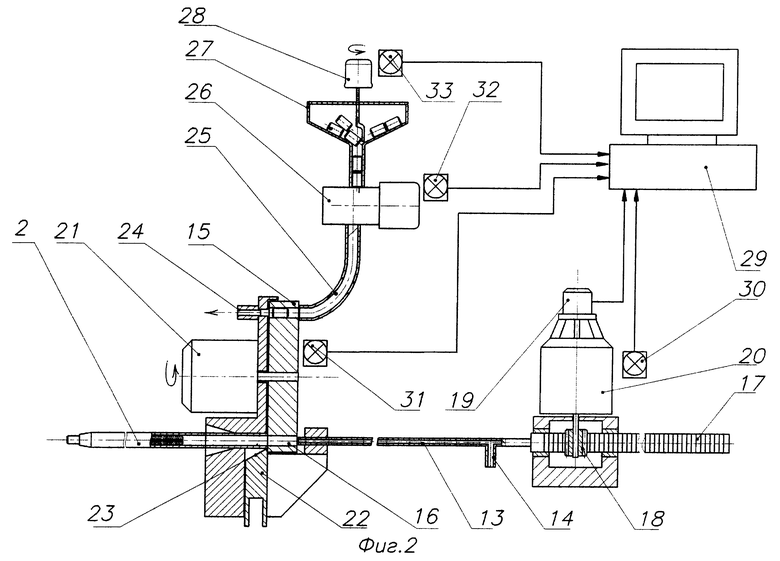
на фиг. 1 - общий вид
на фиг. 2 - узел доснаряжения с электронно-вычислительной схемой управления.
Устройство снаряжения таблетками 1 оболочки 2 стержневого тепловыделяющего элемента содержит столешницу-бокс 3 с вибратором 4 с горизонтальными ложементами 5 в виде направляющих, снабженных щелевыми отверстиями 6 удаления крошки и пыли, сообщенных с вакуумной системой через патрубки 7, вибропитатель 8 поштучной подачи топливных таблеток 1 на упомянутые ложементы 5 для формирования столба топливных таблеток 1 в каждом ложементе 5, узел 9 контроля длины столба топливных таблеток 1 (расстояние между упором и прижимом столба) с отсекателем-упором 10 начала столба и отсекателем-прижимом 11 конца столба топливных таблеток 1, узлы 12 примыкания оболочек 2 открытыми концами соосно ложементам 5, узел очистки от топливной пыли конца снаряженной оболочки 2 в виде соосного оболочке 2 подвижного полого штока 13, сообщенного через патрубок 14 с вакуумной системой, поворотный барабан 15 с ячейками 16 для таблеток 1, из которых в нижнем положении одна ячейка соосна открытому концу снаряженной оболочки 2, и механизм замера длины столба топливных таблеток 1.
Отсекатель-прижим 11 смещен в сторону отсекателя-упора 10 на длину нескольких таблеток 1 для формирования неполного столба топливных таблеток 1.
Механизм замера длины столба топливных таблеток 1 в оболочке 2 размещен на подвижном полом штоке 13 и совмещен с механизмом замера длины таблетки 1 в ячейке 16 поворотного барабана 15.
Совмещенные механизмы замера длины топливного столба таблеток 1 и замера длины таблетки 1 выполнены в виде зубчатой реечной пары (зубчатой рейки 17 и шестеренки 18), у которой ось шестерни 18 соединена с датчиком пути - измерителем длины 19 через шаговый двигатель 20, а зубчатая рейка 17 является продолжением штока 13.
Поворотный барабан 15 снабжен двигателем шагового поворота 21, подпружиненным упором 22 со стороны снаряжаемой оболочки 2 между ее открытым концом и поворотным барабаном 15 со скошенным верхним торцом 23 с уклоном в сторону оболочки 2, патрубком 24, соосным верхней ячейке 16 поворотного барабана 15, сообщенным с вакуумной системой с одной стороны поворотного барабана 15 и соосным этой же ячейке 16 трубопроводом 25 дугообразной формы с другой стороны поворотного барабана 15, сообщенным через отсекатель 26 поштучной подачи таблеток 1 с питателем 27 таблеток 1 с их рыхлителем 25.
Устройство снабжено электронно-вычислительной машиной 29, датчиком 30 на шаговом двигателе 20, датчиком 31 на двигателе 21 шагового поворота, датчиком 32 на отсекателе 26, датчиком 33 на приводе рыхлителя 28, электрически связанных с электронно-вычислительной машиной 29. Датчики на снаряжении и перемещении оболочки 2 на доснаряжение не показаны.
В качестве датчика пути 19 - измерителя длины использован датчик угловых перемещений типа БС-155А (бесконтактный сельсин) с преобразователем фаза - код.
А в качестве датчиков 30-33 использованы датчики "ПИЩ".
Для передачи оболочки 2 на доснаряжение предназначен наклонный стол 34.
Способ осуществляют и устройство работает следующим образом.
Таблетки 1 из вибропитателя 8 при вибрации поступают на ложементы 5 и перемещаются по ним до отсекателя-упора 10 при вибрации столешницы 3 бокса от вибратора 4. В процессе перемещения таблеток по ложементам 5 таблетки 1 последовательно проходят над щелевыми отверстиями 6, через которые с помощью вакуума через патрубок 7 проходит отсос топливной пыли, крошки и сколов из столбов таблеток 1. Затем столб таблеток 1 прижимается отсекателем-прижимом 11, смещенным в сторону отсекателя-упора 11 на длину нескольких таблеток, оболочка 2 своим открытым концом закрепляется в узле 12 примыкания и не полный столб таблеток 1, равный длине 9, под действием вибрации вводится в открытый конец оболочки 2.
Снаряженная оболочка 2 с неполным столбом топливных таблеток 1 внутри передается на позицию доснаряжения по наклонному столу 34. На позицию доснаряжения оболочка 2 своим открытым концом устанавливается соосно ячейке 16 поворотного барабана 15 и поджимается торцом 23 подпружиненного упора 22.
Через ячейку 16 поворотного барабана 15 с помощью шагового двигателя 20 шестерни 18, передающей движение зубчатой рейке 17, полый шток вводится в открытый конец снаряженной оболочки 2 и измеряет компенсационный размер от верхней границы столба топливных таблеток 1 до торца открытого конца оболочки 2. Столб таблеток 1 определяется по разнице между длиной оболочки и длиной компенсационного объема. Величина измерения передается датчику пути - измерителю длины 19 и в электронно-вычислительную машину 29. По сигналу датчика 30 шаговый двигатель 20 возвращает шток 13 в исходное положение. Предварительно из питателя 27 с рыхлителем 28 таблетки 1 поступают по трубопроводу 25 до отсекателя 26 поштучной подачи таблеток 1, которые также снабжены датчиками 33, 32, с помощью которых осуществляется включение-выключение рыхлителя 28 таблеток 1 и отсекателя 26 поштучной подачи таблеток в верхнюю ячейку 16 с помощью вакуума через патрубок 24, сообщенный с вакуумной системой. Таблетка 1 размещается в ячейке 16 и одновременно вакуумом осуществляется ее очистка от пыли, крошки, сколов и установка в ячейке. По сигналу датчика 31 двигатель 21 шагового поворота поворачивает поворотный барабан на один шаг, т.е. до следующей ячейки, которая становится на позицию размещения в ней таблетки 1. Цикл поворота поворотного барабана 15 продолжается до заполнения ячеек 16 поворотного барабана.
У всех таблеток 1 измеряется длина с помощью полого штока 13, зубчатой рейки 17 шестерни 18, передающей вращение на шаговый двигатель 20 и датчик пути - измеритель длины 19, и все данные передаются в электронно-вычислительную машину 29.
Пример осуществления способа.
Требовалось набрать таблеточный столб, компенсационный объем которого имел бы максимальное значение, равное 270-274 мм или по крайней мере ближайшее к этому значению, но не менее минимального компенсационного объема, равного 249,6 мм.
Исходные данные
длина таблетки - 9-12 мм;
количество предварительно замеренных таблеток - 4-9 шт.;
размер компенсационного объема предварительно набранного столба - 292-322 мм.
Идея реализации
1 шаг:
Предварительно на позиции снаряжения набирается таблеточный столб, компенсационный объем которого находится в пределах 292-322 мм.
2 шаг:
Параллельно этому на другой позиции замеряется размер каждой из n-таблеток 1; каждой из n-таблеток 1 присваивается номер и все это заносится в массив памяти ЭВМ 29.
3 шаг:
Предварительно набранный столб на позиции снаряжения подается на позицию доснаряжения.
4 шаг:
На позиции доснаряжения замеряется размер компенсационного объема предварительно набранного столба.
5 шаг:
Из замеренного ранее массива n-таблеток ЭВМ подбирает такое количество таблеток, размер суммы которых плюс размер предварительно набранного столба имел бы максимальное значение, равное 270-274 мм или по крайней мере ближайшее к этому значению, но не менее минимального компенсационного объема, равного 249,6 мм.
6 шаг: Выбранные из массива n-таблеток таблетки 1, которые надо добавить к предварительно набранному столбу, подаются на позицию доснаряжения и доснаряжаются с одновременным измерением результирующего компенсационного объема.
7 шаг:
На место извлеченных таблеток добавляются новые таблетки, замеряется их длина и создается новый массив таблеток. Далее цикл повторяется.
Компьютерная модель
Для изучения реальности реализации идеи была создана компьютерная модель, на которой необходимо было отработать следующие задачи:
1. Из скольких таблеток необходимо выбирать, чтобы в результате суммарный размер компенсационного объема наибольшим образом находился в пределах 270-274 мм.
2. Сколько ТВЭЛ вышло из этого размера, какие именно и на какую в среднем величину.
3. Размеры каждой таблетки из n-таблеток должны задаваться по закону случайных чисел в диапазоне 9-12 мм.
4. Компенсационный объем предварительно набранного столба должен задаваться по закону случайных чисел в диапазоне 292-322 мм.
5. Сколько ТВЭЛ необходимо собрать.
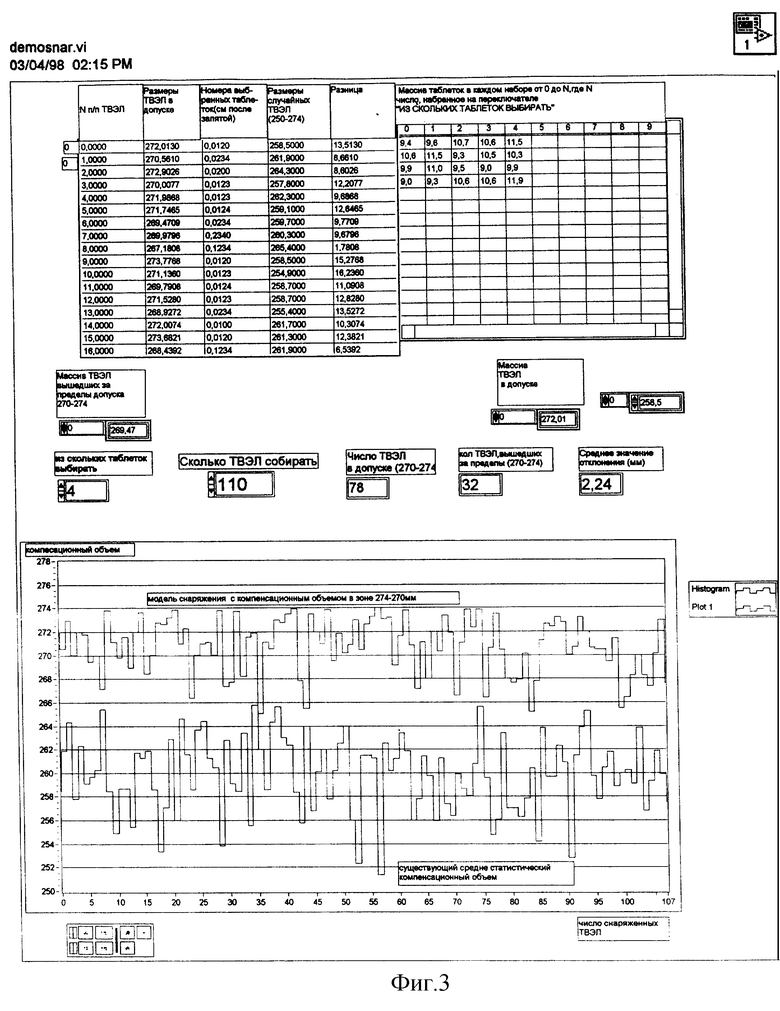
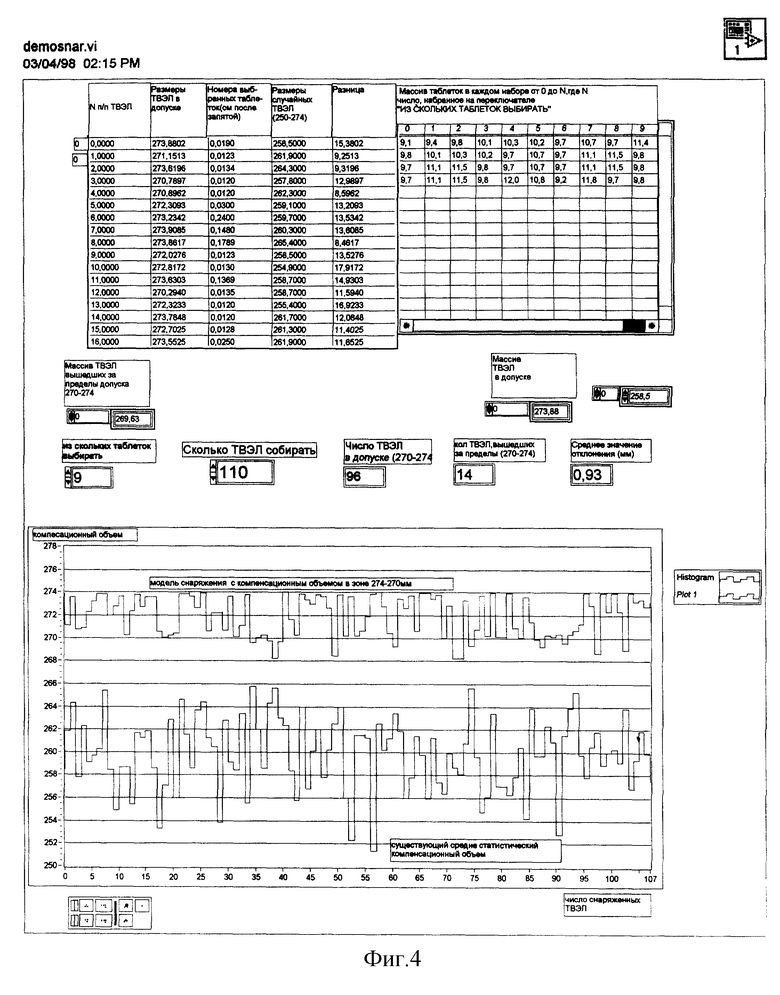
На фиг. 3, 4 показаны результаты работы программы, из которых можно сделать вывод, что с увеличением числа таблеток, из которых можно добирать, уменьшается число ТВЭЛ вышедших из пределов 270-274 мм, а размеры всех собранных на компьютерной модели ТВЭЛ всегда лежат в зоне технологических параметров максимального и минимального компенсационного объема 274-249,6 мм. Оптимальное число таблеток, из которых надо выбирать для добора столба - 9 шт.
Из полученных диаграмм видно, что существующий среднестатистический компенсационный объем в снаряженных ТВЭЛах был ниже, соответственно столб топливных таблеток был выше заданного размера.
Из таблиц (фиг. 3, 4) видно, что при выборе из четырех таблеток среднее значение отклонения составило 2,24 мм, а при выборе из девяти таблеток 0,93 мм.
Электронно-вычислительная машина (ЭВМ) 29 вычисляет число всех сочетаний Cn m - "n" таблеток по "m" по формуле
где n число таблеток в поворотном барабане
m - число таблеток в сочетании.
Так, для определения, сколько сочетаний будет из трех таблеток (n=3) по 2 (m=2)
Затем ЭВМ вычисляет каждое сочетание из "n"-таблеток по "m" по формуле:
где Ai1 - первый элемент сочетания, который принимает значения
1 ≤ i1 < n-(m-1)
Ai2- второй элемент сочетания, который принимает значения
i+1 ≤ i2 ≤ n-(m-2)
Aim - последний элемент сочетания, который принимает значения
i1+(m-1) ≤ im ≤ n
n - число таблеток в поворотном барабане 15
m - число таблеток в сочетании
Так, при определении, какие именно сочетания из трех таблеток (n=3) по 2 (m=2) возможны:
Определяем какие значения может принимать первый элемент сочетания
Ai1, т. к. 1 ≤ i1 < n-(m-1), или 1 ≤ i1 < 3-(2-1), или 1 ≤ i1 ≤ 2, т.е. Ai1 - принимает значения 1, 2;
Aim - второй (последний элемент сочетания) принимает значения в диапазоне
i1+(m-1) ≤ i2 ≤ n при i1=1 2 ≤ i2 ≤ 3, т.е. 2, 3, при i1 = 2 3 ≤ i2 ≤ 3, т.е. 3.
В результате этих вычислений получаем следующие сочетания:
1,2; 1,3; 2,3.
Затем ЭВМ вычисляет суммы размеров номерных таблеток в сочетаниях и создает базы длины этих сумм. После этого ЭВМ выбирает минимальную сумму этих сочетаний и выдает управляющее воздействие для извлечения номенклатурных таблеток минимального очетания из поворотного барабана 15 и доснаряжения их в результатирующий топливный столб в оболочке 2 с помощью штока 13 с одновременной вакуумной очисткой открытого конца оболочки 2 от пыли, крошки через патрубок 14.
Проведенные испытания подтвердили положительные особенности и способа, и устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |
| СПОСОБ СНАРЯЖЕНИЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195718C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| УСТРОЙСТВО СНАРЯЖЕНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2236713C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302047C1 |
Использование: в ядерной энергетике на автоматизированных и автоматических линиях по изготовлению тепловыделяющих элементов для повышения точности формирования длины топливного столба топливных таблеток. Сущность изобретения: вибрационное формирование столба топливных таблеток осуществляют в виде неполного столба, набор топливных таблеток в ячейки барабана осуществляют из очередной партии таблеток с помощью вакуума с одновременной очисткой каждой таблетки от пыли, крошки и сколов, автоматически измеряют длину каждой таблетки с присвоением ей номера, формируют в электронно-вычислительной машине банк данных по длине каждой таблетки, а после измерения длины неполного столба топливных таблеток в оболочке с помощью ЭВМ осуществляют номерное формирование недостающей части до заданной длины столба, используя при этом весь банк данных по таблеткам, и доснаряжают недостающую часть топливных таблеток в оболочку с максимально возможной точностью до заданной длины столба. В устройстве снаряжения отсекатель-прижим смещен в сторону отсекателя-упора на длину нескольких таблеток, механизм замера длины столба в оболочке размещен на подвижном полом штоке и совмещен с механизмом замера длины таблетки в ячейке поворотного барабана. Устройство также снабжено ЭВМ, датчиками, шаговым двигателем для измерения размера компенсационного объема и длины таблеток, электрически связанных между собой и с двигателем шагового поворота барабана, отсекателем и рыхлителем таблеток. Механизм замера длины столба топливных таблеток и длины таблетки выполнен в виде зубчатой реечной пары, у которой зубчатая рейка является продолжением штока. 2 с. и 1 з.п. ф-лы, 4 ил.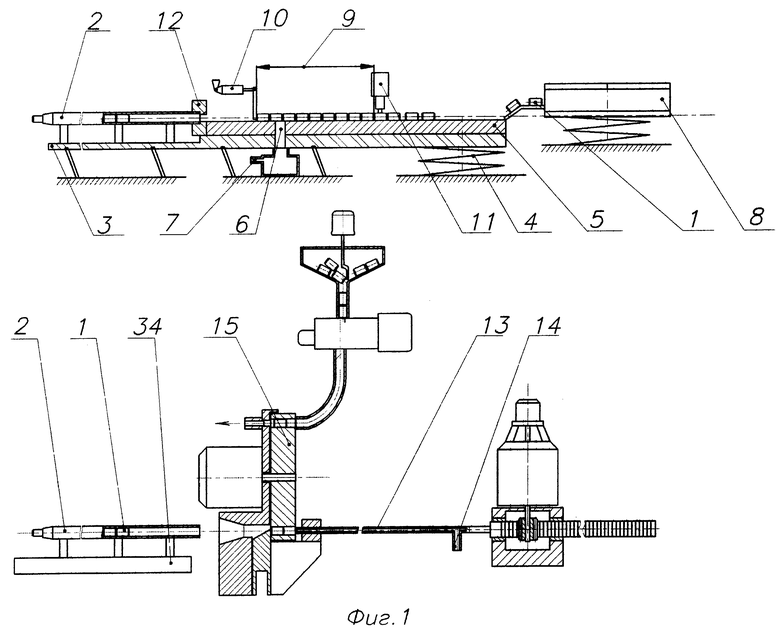
где Cn m - число всех сочетаний таблеток;
n - число таблеток в барабане;
m - число таблеток в сочетании,
а каждое сочетание таблеток определяют по формуле
где Ai1 - первый элемент сочетания таблеток, который принимает значение 1 ≤ i1 ≤ n - (m - 1),
Ai2 - второй элемент сочетания таблеток, который принимает значение 1 + 1 ≤ i2 ≤ n - (m - 2), Aim - последний элемент сочетания таблеток, который принимает значения i1 + (m - 1) ≤ im ≤ n, n - число таблеток в барабане, m - число таблеток в сочетании.
| RU 2070740 C1, 20.12.1996 | |||
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| US 5030414 A, 09.07.1991 | |||
| US 4944912 A, 31.07.1990. | |||

