ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к силиконовому каучукоподобному материалу и к слою штампа, содержащему такой материал, для использования в мягкой литографии. Настоящее изобретение также относится к способам получения силиконового каучукоподобного материала и к его использованию в литографических способах и устройствах.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В последние годы была разработана технология создания структур микронного размера для применения в электрической, оптической и фотонных областях. Такая технология может быть основана на формировании и контактной печати, называемых вместе мягкой литографией.
Мягкая литография обычно использует устройство, формирующее изображение, такое как штамп, содержащий переносящую поверхность, имеющую хорошо определенный рельефный шаблон. При конформном контакте между переносящей поверхностью штампа и подложкой формируются структуры и элементы изображения.
Для получения больших площадей изображения с использованием технологии мягкой литографии критическим является то, чтобы не имела место деформация шаблонов, когда работает штамп. Кроме того, критическим является то, чтобы штамп согласовывался с «неплоскостностью» или неровностью поверхности. Характеристики материала штампа представляют, таким образом, особую важность и могут быть критичными.
Обычно используемые материалы штампа включают в себя полидиметилсилоксан (ПДМС) содержащие материалы, например, Dow Cornings Sylgard 184. Несмотря на то, что такие материалы способны устанавливать воспроизводимый конформный контакт с материалом подложки, они подвержены проблемам, связанным с деформациями, вводимыми давлением, при обеспечении очень небольших элементов изображения шаблона в нанометрическом интервале, например, в интервале менее 100 нм. Кроме того, традиционные ПДМС материалы являются восприимчивыми к скруглению острых углов благодаря поверхностному натяжению, особенно когда формируются элементы изображения меньше 100 нм.
Одним путем повышения стабильности материалов штампа является увеличение модуля Юнга, т.е. модуля упругости материала. Однако увеличение модуля Юнга может привести к тому, что материал становится слишком жестким, что приводит к плохому прилеганию к неровным и неплоским поверхностям. Однако мягкая литография ограничивается разрешением используемого материала штампа, и для отпечатка большой площади материал должен иметь модуль Юнга достаточно высокий, чтобы получать стабильные элементы изображения очень малых размеров, но в то же самое время материал должен быть как можно мягким, чтобы обеспечить конформный контакт с неровными и неплоскостными подложками.
WO 2007/121006 рассматривает композиции и способы, которые могут быть использованы для получения форм с низкой термической деформацией. Композиции содержат вулканизующуюся эластомерную силиконовую композицию, образованную с использованием полимера с удаленными летучими и, по меньшей мере, одного сшивающего агента с удаленными летучими. В одном варианте силиконовая композиция содержит силиконовую смолу и кремнийорганическое соединение, имеющее в среднем, по меньшей мере, два связанных с кремнием атома водорода на молекулу и каталитическое количество катализатора гидросилилирования.
Недостатком использования силиконовых смол в переносящих слоях для литографических целей является то, что смолы являются стеклообразными при температурах стеклования в интервале от комнатной температуры до 300-400°C. Модуль Юнга таких полимерных материалов является очень высоким (выше 100-200 МПа), что может предотвратить конформный контакт, т.к. штамп не может следовать неровности подложки микронного и даже нанометрического размера. Наносящий отпечаток слой образует жесткий материал, и удаление штампа требует больших усилий. Это приводит к тому, что силы, действующие на элементы формирования изображения в штампе и элементы изображения отпечатка, становятся очень высокими, что может дать повреждение штампа и/или элементов изображения отпечатка.
Соответственно, в технике имеется необходимость создания материала, используемого в печатной литографии больших поверхностей, который указанный материал способен создавать шаблоны структур нанометрического уровня, имеющие высокую точность воспроизведения и хорошую механическую прочность при сохранении хорошего конформного контакта на неровных и неплоских поверхностях подложки.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является, по меньшей мере, частичное преодоление вышеуказанных проблем и удовлетворение потребности техники.
В частности, целью настоящего изобретения является создание материала, подходящего для использования в литографическом способе, который материал имеет модуль Юнга, обеспечивающий печатание элементов изображения в нанометрическом интервале, но в то же самое время обеспечивает конформный контакт на неровных и неплоских подложках.
Таким образом, в первом аспекте настоящее изобретение относится к силиконовому каучукоподобному материалу, содержащему, по меньшей мере, один Т-разветвленный и/или Q-разветвленный (поли)силоксановый предшественник, сшиваемый, по меньшей мере, одним линейным полисилоксаном, где указанный материал имеет модуль Юнга в интервале от 7 МПА до 80 МПа.
Материал согласно настоящему изобретению является эластичным и легко согласовывается с широким рядом подложек. Кроме того, он является менее восприимчивым к деформациям, вызываемым полимеризацией и вулканизацией в процессе изготовления. Он поэтому является подходящим для использования в конструкциях штампа и устройствах формирования изображения для получения литографических изображений.
Силиконовый каучукоподобный материал имеет модуль Юнга в интервале от 7 МПа до 80 МПа. Это превращает материал в деформируемый и минимизирует искажение рельефного шаблона, что может иметь место при образовании конформного контакта между поверхностью штампа и поверхностью подложки.
Соответственно, стабильные и воспроизводимые элементы изображения в нанометрическом интервале, даже ниже 10 нм, могут быть получены на поверхности подложки независимо от, того является ли поверхность плоской или неровной.
Во втором аспекте настоящее изобретение относится к печатающему устройству, имеющему слой штампа, содержащий силиконовый каучукоподобный материал согласно настоящему изобретению. Печатающее устройство может использоваться, например, в литографическом способе.
Печатающее устройство может быть таким простым, как слой штампа, содержащий шаблон элементов формирования изображения.
Альтернативно, печатающим устройством может быть устройство, имеющее средство для управления слоем штампа по отношению к подложке, которую необходимо обеспечить печатью шаблона элементов изображения. Такое устройство составляет устройство, формирующее изображение, которое может быть использовано для применения в мягкой литографии. Это позволяет применять устройство, формирующее изображение, контролируемым образом, способствует образованию конформного контакта на больших площадях поверхности подложки и улучшает точность воспроизведения изображения на поверхности подложки. Соответственно, общая эффективность и энергопотребление способа формирования изображения улучшается.
Печатающее устройство согласно настоящему изобретению обеспечивает получение небольших элементов изображения на поверхности подложки без повреждения или ухудшения таким образом образованных элементов изображения.
В другом аспекте настоящее изобретение предусматривает способ получения силиконового каучукоподобного материала, имеющего модуль Юнга в интервале от 7 МПа до 80 МПА. причем указанный способ содержит:
- обеспечение композиции, содержащей, по меньшей мере, один функциональный Т-разветвленный и/или Q-разветвленный (поли)силоксановый предшественник,
- введение, по меньшей мере, одного функционального линейного полисилоксана в указанную композицию,
- выдерживание указанной композиции при температуре ниже 100°C для осуществления сшивки указанного, по меньшей мере, одного функционального Т-разветвленного и/или Q-разветвленного (поли)силоксанового предшественника указанным, по меньшей мере, одним функциональным линейным полисилоксаном.
Указанный способ обеспечивает осуществление высокой степени сшивки Т-разветвленного (поли)силоксанового предшественника с получением в результате в силиконе сетчатой структуры, имеющей эластичные цепи. Поэтому может быть получен силиконовоый каучукоподобный материал, имеющий модуль Юнга в интервале от 7 МПа до 80 МПа, даже когда выдержка имеет место при очень низких температурах выдержки, например, ниже 100°C.
В вариантах способ содержит стадию размещения шаблона в силиконовом каучукоподобном материале. Предпочтительно, шаблон представляет собой рельефный шаблон, имеющий элементы формирования изображения с их наименьшими поперечными размерами мельче 300 нм. Даже более предпочтительно, они являются мельче 200 нм. Наиболее предпочтительно, размеры являются мельче 100 или 50 нм.
Указанное обычно осуществляется при выдержке композиции на стадии (с) на шаблоне эталонной матрицы с получением слоя штампа, содержащего шаблон элементов формирования изображения.
Предпочтительно, композицию выдерживают при температуре ниже 50°C.
Способ согласно настоящему изобретению имеет преимущество, поскольку он не требует высоких температур выдержки, т.е. температур отверждения. Поэтому удается избежать недостатков, связанных с высокими температурами выдержки. Например, высокие температуры выдержки могут дать в результате термическое несовпадение между материалом эталонного шаблона и материалом штампа. Указанное благодаря нарастанию больших напряжение в процессе нагревания и охлаждения может привести к трещинообразованию и разрушению элементов изображения.
Способ согласно настоящему изобретению имеет преимущество в том, что он является относительно простым, недорогостоящим и имеет высокую воспроизводимость, что делает его подходящим для массового производства. Образованные таким образом слои штампа могут использоваться в нескольких типах конструкций штампов или устройств формирования изображения.
Термин «Т-разветвленный», использованный для определения функционального Т-разветвленного полисилоксанового предшественника данной заявки, означает, что в предшественнике имеется, по меньшей мере, один атом кремния, присоединенный к трем (поли)силоксановым цепям. Предпочтительно, атом кремния химически связан с кислородом каждой из (поли)силоксановых цепей.
Термин «Q-разветвленный», использованный для определения функционального Q-разветвленного полисилоксанового предшественника данной заявки, означает, что в предшественнике имеется, по меньшей мере, один атом кремния, присоединенный к четырем (поли)силоксановым цепям. Предпочтительно, атом кремния химически связан с кислородом каждой из (поли)силоксановых цепей.
Термин «функциональный», использованный для определения функционального Т-разветвленного или функционального Q-разветвленного полисилоксанового предшественника данной заявки, означает, что в предшественнике имеется, по меньшей мере, одна химическая группа или заместитель, которые способны к химической реакции в условиях выдержки для того, чтобы создать сшивку с линейным полисилоксаном.
В одном варианте, по меньшей мере, один атом кремния несет функциональную группу.
В другом варианте, по меньшей мере, одна из трех (Т-разветвленный) или четырех (Q-разветвленный) полисилдоксановых цепей несет, по меньшей мере, одну и, предпочтительно, одну функциональную группу. В еще другом варианте все три (Т-разветвленный) или четыре (Q-разветвленный) полисилдоксановые цепи разветвленного предшественника несут, по меньшей мере, одну и, предпочтительно, одну функциональную группу.
Функциональной группой может быть любая из функциональных групп, которые способны создать химическую реакцию и, таким образом, сшивку между функциональным Т-разветвленным и/или Q-разветвленным полисилоксановым предшественником и линейным полисилоксаном.
В одном варианте функциональная группа находится в форме винильной группы.
В вариантах изобретения, по меньшей мере, один функциональный Т-разветвленный и/или Q-разветвленный полисилоксановый предшественник выбран из группы, состоящей из гидриднофункционального Т-разветвленного и/или Q-разветвленного полисилоксанового предшественника, винильнофункционального Т-разветвленного и/или Q-разветвленного полисилоксанового предшественника и/или их смесей.
Винильная и/или гидридная функциональность улучшает и регулирует степень сшивки и дает силиконовую сетчатую структуру. Образованный таким образом материал представляет собой высокоэластичный силиконовый каучукоподобный материал, который имеет модуль Юнга в интервале от 7 МПа до 80 МПа.
Для дополнительного увеличения степени сшивки, по меньшей мере, один функциональный линейный полисилоксан выбирают из группы, состоящей из гидриднофункционального линейного полисилоксана, винильнофункционального линейного полисилоксана и их смесей.
В предпочтительных вариантах, по меньшей мере, один винильнофункциональный линейный полисилоксан является, по меньшей мере, 5% винильнофункционым. Процентное содержание истолковывается как значение, которое означает, что 30% атомов кремния в линейном силоксане должно быть гидриднофункциональным (то же самое относится к винильнофункциональным атомам кремния).
Функциональные винильные группы линейного полисилоксана (полисилоксанов) взаимодействуют с функциональным Т-разветвленным и/или Q-разветвленным полисилоксановым предшественником (предшественниками), что обеспечивает большую степень сшивки, что дает в результате силиконовый каучукоподобный материал, имеющий модуль Юнга в интервале от 7-80 МПа.
В других предпочтительных вариантах, по меньшей мере, один гидриднофункциональный линейный полисилоксан является, по меньшей мере, 30% гидриднофункциональным.
В вариантах отношение гидриднофункционального линейного полисилоксана к функциональному линейному полисилоксану находится в интервале от 2:10 до 8:10.
Регулированием пропорции гидридно- и/или винильнофункционального Т-разветвленного и/или Q-разветвленного полисилоксанового предшественника (предшественников) и линейных полисилоксанов, соответственно, можно варьировать степень сшивки. Это является преимуществом, т.к. модуль Юнга получаемого таким образом силиконового каучукоподобного материала может быть отрегулирован до желаемого значения. Степень сшивки, а отсюда и модуль Юнга могут поэтому регулироваться точно.
В еще другом аспекте настоящее изобретение относится к использованию силиконового каучукоподобного материала согласно вышеуказанному или получаемого описанным выше способом в качестве слоя штампа для литографических способов.
Указанные и другие аспекты изобретения будут очевидны и пояснены со ссылкой на вариант (варианты), описанные далее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 представлена схема печатающего устройства в форме слоя штампа согласно настоящему изобретению.
На фиг.2 представлена схема конструкции штампа, содержащей слой штампа согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к силиконовому каучукоподобному материалу, содержащему, по меньшей мере, один Т-разветвленный и/или Q-разветвленный (поли)силоксановый предшественник, сшитый, по меньшей мере, одним линейным полисилоксаном, где указанный материал имеет модуль Юнга в интервале от 7 МПа до 80 МПа.
Как использовано здесь, термин «Т-разветвленный (поли)-силоксановый предшественник» относится к силиконовому материалу, содержащему сетку олигосилоксанов, в которой один или более атомов кремния связаны, по меньшей мере, тремя кислородными атомами с другими атомами кремния. Термин «Q-разветвленный (поли)силоксановый предшественник» относится к силиконовому материалу, содержащему сетку олигосилоксанов, в которой один или более атомов кремния связаны, по меньшей мере, четырьмя кислородными атомами с другими атомами кремния.
Т-разветвленный (поли)силоксановый предшественник способен образовывать цепи с 3-ходовым разветвлением, т.е. сетки, при сшивании линейными полисилоксанами, обычно, линейными ПДМС цепями. Аналогично Q-разветвленный (поли)силоксановый предшественник способен образовывать цепи с 4-ходовым разветвлением, т.е. сетки, при сшивании линейными полисилоксанами, обычно, линейными ПДМС цепями.
Получаемый силиконовый каучукоподобный материал согласно настоящему изобретению легко образует конформный контакт с широким рядом подложек, включая кремнийсодержащие материалы, стекла и пластики. Таким образом, материал является хорошо подходящим для использования в конструкциях штампов или устройств, формирующих изображение, для получения литографических изображений.
Силиконовый каучукоподобный материал имеет модуль Юнга в интервале от 7 МПа до 80 МПа.
Отсюда материал является деформируемым, и при использовании в мягкой литографии он имеет способность входить в конформный контакт, как с плоскими, так и с неровными поверхностями. Кроме того, он обеспечивает создание стабильных и воспроизводимых элементов изображения, имеющих размеры в нанометрическом интервале, даже ниже 10 нм, на поверхности подложки.
Поэтому удается избегать проблем, связанных со скруглением острого угла, как в случае с традиционными ПДМС материалами.
При использовании в штемпельной литографии критическим является то, что материал штампа имеет способность значительно деформироваться (например, в интервале 2-100%), но возвращается к первоначальной форме, когда усилие удаляется. Силиконовый каучукоподобный материал согласно настоящему изобретению имеет указанное свойство. Несмотря на то, что он имеет высокий модуль Юнга, он избегает недостатков жестких и стеклоподобных материалов, которые могут показать ползучесть и постоянное деформирование, когда приложены усилия. Материал согласно настоящему изобретению имеет каучукоподобное поведение и способен вулканизоваться из жидкости в каучук при комнатной температуре или при температурах, при которых используется готовый штамп.
Кроме того, деформируемость материала минимизирует искажение рельефного шаблона, что может иметь место при образовании конформного контакта между штампом и подложкой, а также обеспечивает более точное копирование элементов изображения. Отсюда силиконовый каучукоподобный материал изобретения имеет способность обеспечивать стабильные элементы изображения без образования ползучести.
Силиконовый каучукоподобный материал согласно настоящему изобретению обычно используется выше его температуры стеклования.
В предпочтительном варианте настоящее изобретение относится к печатающему устройству, имеющему слой штампа 100, содержащий вышеуказанный силиконовый каучукоподобный материал, для использования в литографическом способе, показанному на фиг.1.
Слой штампа 100 содержит множество рельефных элементов формирования изображения 101, разделенных множеством вырезанных участков 102. Поверхностный слой штампа, формирующий изображение, также имеет множество контактных поверхностей 103, размещаемых в контакте с поверхностью подложки 104. Рельефные элементы формирования изображения могут иметь любую желаемую форму. Наименьшая ширина рельефных элементов формирования изображения в штампе может иметь размеры в интервале 300, 200, 100, 50 и/или 25 нм.
Модуль силиконового каучукоподобного материала находится в интервале от 7 до 80 МПа. Если модуль является ниже 7 МПа, например, ниже 5 МПа, то невозможно образовать элементы формирования изображения, имеющие размеры ниже 300 нм. С другой стороны, если модуль является слишком высоким, например, выше 80 МПа, конформный контакт может быть ухудшен, т.к. штамп не может следовать неровности микронного и нанометрического размера. Это приводит к высокому локальному напряжению, которое может повредить штамп и элементы изображения.
Модуль Юнга в интервале от 7 до 80 МПа позволяет создать стабильные элементы изображения, имеющие высокую точность воспроизведения и размеры в интервале от 10 нм до более 1 мм.
Стабильные элементы изображения получаются, когда энергия, которая увеличивается благодаря снижению площади поверхности, является ниже энергии, которая требуется постоянного деформирования материала штампа.
Слой штампа 100 обычно имеет толщину в интервале 10-100 мкм. Толщина слоя, формирующего изображение, 100, предпочтительно, не превышает 100 мкм, поскольку это может привести к высокой жесткости на изгиб, дающей ухудшенный конформный контакт. Напротив, если слой штампа 100 является слишком тонким, например, при использовании в многослойной конструкции штампа, он может подвергаться воздействию следующего слоя штампа, который обычно имеет низкий модуль. Например, если слой является слишком тонким, присутствующие пылевидные частицы могут пробить высокомодульный силиконовый каучукоподобный материал (который имеет сниженное значение сдвига до разрушения по сравнению с промышленным ПДМС).
Соответственно, настоящим изобретением могут быть получены очень небольшие элементы изображения на поверхности подложки 104 без повреждения или ухудшения формованных таким образом элементов изображения.
Обычно расстояние между одним элементом формирования изображения 101 и другим, т.е. ширина вырезанного участка 102, составляет, по меньшей мере, 6 нм, например, в интервале 6-10 нм. Такие небольшие вырезанные участки требуют низкой деформации элементов формирования изображения при контакте с подложкой, и высокий модуль требуется для нарастания энергии для высвобождения элементов формирования изображения снова.
Если расстояние между одним элементом формирования изображения 101 и другим является слишком широким, штампы могут разрушаться при контакте с поверхностью подложки. С другой стороны, если элементы формирования изображения 101 слоя штампа 100 расположены близко друг от друга, узкие структуры имеют тенденцию слипаться вместе при контакте с поверхностью подложки 104 (они имеют тенденцию слипаться вместе даже при высвобождении из эталонного шаблона).
Контактные поверхности 103 слоя штампа 100 образуют тесный контакт с поверхностью подложки 104, несмотря на то, является ли поверхность плоской или неровной. Исключаются проблемы, связанные с разрушением штампа и/или разрушением элементов изображения.
Рельефные элементы формирования изображения 101 обычно размещены в линиях, имеющих ширину, например, 3-30 нм, на слое штампа 100.
В вариантах изобретения слой штампа может быть использован в конструкции штампа 200, показанной на фиг.2.
Печатающее устройство 200 содержит слой штампа 201, содержащий силиконовый каучукоподобный материал согласно настоящему изобретению. Слой штампа 201 содержит множество элементов формирования изображения 202 и множество вырезанных участков 203 между ними, а также контактные поверхности 204, которые образуют конформный контакт с материалом подложки.
Печатающее устройство 200, кроме того, содержит деформируемый слой 205, обычно образованный из ПДМС-подобного материала, имеющего низкий модуль Юнга. Низкий модуль деформируемого слоя 204 позволяет слою штампа 201 деформироваться и согласовываться с неровными и неплоскими поверхностями без увеличения давления на формирующий изображение поверхностный слой 201.
Печатающее устройство 200 может, кроме того, содержать несущий слой 206, который является намного жестче, чем деформируемый и формирующий изображение слои. Указанным несущим слоем может быть тонкий стеклянный лист, который предотвращает деформацию деформируемых слоев 201 и 205. Альтернативно, могут использоваться тонкие пластиковые или металлические листы.
Несмотря на то, что слой штампа 201, содержащий силиконовый каучукоподобный материал согласно настоящему изобретению, имеет высокий модуль, например, 80 МПа, штамп еще обеспечивает хороший конформный контакт с поверхностью подложки.
Соответственно, в вариантах настоящее изобретение дополнительно предусматривает печатающее устройство 200 для способа печати, содержащее первый деформируемый слой 205, на котором расположен слой штампа 201, причем указанный слой штампа 201 содержит силиконовый каучукоподобный материал, имеющий модуль Юнга от 7 МПа до 80 МПа, где указанный формирующий изображение поверхностный слой 201 предназначен для переноса литографического изображения на поверхность подложки.
Способ печати может представлять собой способ микроконтактной печати, в котором паста любого вида материала сначала наносится на штамп, после чего штамп приводится в контакт с подложкой для того, чтобы перенести, по меньшей мере, часть нанесенной пасты со штампа на подложку. Такие пасты могут, например, включать в себя (но не ограничиваясь этим) отверждаемые материалы, вещества, образующие монослой, белки или любой другой биологический материал. Альтернативно, способом печати может быть способ нанесения отпечатка или тиснения. Рельефное изображение тогда переносится на подложку с обеспечением подложки материалом тиснения, который принимает комплементарную рельефную структуру, когда рельефная структура штампа приводится в контакт с ней. После отверждения или затвердевания указанного материала тиснения печатающее устройство тогда удаляют с поверхности, оставляя на ней рельефную структуру, которая является комплементарной по отношению к структуре на печатающем устройстве. Данная стадия может быть частью литографического способа, использующего другие стадии, такие как травление любого вида.
В вариантах настоящее изобретение также предусматривает способ получения силиконового каучукоподобного материала, имеющего модуль Юнга в интервале от 7 МПа до 80 МПа, причем указанный способ содержит:
- обеспечение композиции, содержащей, по меньшей мере, один Т-разветвленный и/или Q-разветвленный (поли)силоксановый предшественник,
- введение в указанную композицию, по меньшей мере, одного функционального линейного полисилоксана, выдержка указанной композиции при температуре ниже 100°C.
Химическая реакция, имеющая место в процессе выдержки, предпочтительно, обеспечивает химическую сшивку между, по меньшей мере, одним Т-разветвленным и/или Q-разветвленным (поли)силоксановым предшественником и, по меньшей мере, одним функциональным линейным полисилоксаном в такой степени, что получается в результате силиконовая сетчатая структура, которая имеет в себе эластичные силиконсодержащие цепи.
Термин «выдержка» должен истолковываться как означающий: предоставление смеси времени для химической реакции ее составляющих, в частности, по меньшей мере, одного Т-разветвленного и/или Q-разветвленного (поли)силоксанового предшественника и, по меньшей мере, одного функционального линейного полисилоксана. Время выдержки, или рабочее время, т.е. время от начала смешения сшиваемой композиции до достижения точки гелеобразования, обычно находится в интервале от 5 до 30 мин. Однако, может существовать другое рабочее время в зависимости от используемых условий периода выдержки.
В вариантах способ содержит стадию размещения шаблона в силиконовом каучукоподобном материале. Такой шаблон может быть размещен любой подходящей технологией формирования изображения, например, травлением или штамповкой на эталонной матрице.
Предпочтительно, шаблон размещается при выдержке композиции на стадии (с) на шаблоне эталонной матрицы с получением слоя штампа, содержащего шаблон элементов формирования изображения.
Силиконовый каучукоподобный материал отливают на шаблон эталонной матрицы, т.е. эталонный материал, содержащий множество вырезов, определяющих шаблон эталонной матрицы, и слой штампа, который является комплементарным к матрице, затем высвобождается и удаляется из матрицы. Обычно материал выдерживается на матрице до утра. Материалы могут, необязательно, постотверждаться в течение примерно 2-5 дней (48-120 ч) в зависимости от желаемой твердости материала. Материал становится более твердым со временем.
Необязательно, могут быть введены один или более катализаторов отверждения, например, платиновый (Pt) катализатор. Также может необязательно присутствовать циклический модулятор для платины.
Предпочтительно, композицию выдерживают при температуре ниже 50°C.
Весьма желательно избежать недостатков, связанных с высокими температурами выдержки. Например, при отверждении композиций, содержащих традиционные силиконовые смолы, имеющие высокую температуру стеклования, обычно требуются высокие температуры отверждения (в интервале от 150°C до 400°C). По некоторым причинам это является нежелательным. Термическое несовпадение между матрицей, обычно шаблонным кремнием или кварцем является таким высоким, что в процессе нагревания и охлаждения между штампом и матрицей нарастают большие напряжения. Это может привести к трещинообразованию и повреждению элементов формирования изображения. Коэффициент термического расширения силиконовых смол является обычно на один-два порядка выше (линейный СТЕ ~100 ч./млн*К-1), чем у используемых материалов, на которые печатаются конечные элементы изображения (например, кремний, кварц). Регулирование величины рассогласования будет поэтому чрезвычайно трудным.
Предпочтительно, по меньшей мере, один функциональный Т-разветвленный (поли)силоксан выбран из группы, состоящей из гидриднофункционального Т-разветвленного (поли)силоксанового предшественника, винильнофункционального Т-разветвленного (поли)силоксанового предшественника или их смесей. Такой Т-разветвленный (поли)силоксановый предшественник может быть представлен следующими формулами:
Винильнофункциональные Q-разветвленный (слева) и
Т-разветвленный (справа) (поли)силоксановые предшественники


Гидриднофункциональный Q-разветвленный (поли)силоксановый предшественник (HTS)
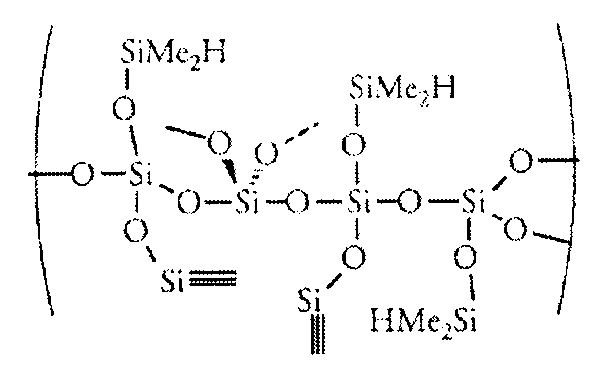
В формуле соединения 1, а также в формуле гидриднофункционального Т-разветвленного (поли)силоксанового предшественника три линии, отходящие от самых низких двух Si-атомов, показывают, что указанные Si-атомы каждый соединены с тремя полисилоксановыми цепями, когда Si-атом находится далеко вправо в указанном соединении. Для устранения сомнения указанные линии не показывают этиленовые химические связи.
Необязательно доступные Q- или Т-разветвленные силоксаны могут включать в себя Si-OH-группы, как указано на фигуре Q- разветвленных силоксанов. Указанные Si-OH-группы могут быть неблагоприятными, т.к. они увеличивают поверхностное натяжение и являются реакционными по отношению к другим Si-OH-группам, которые присутствуют на кремнии или стекле. Si-OH-группы могут, необязательно, взаимодействовать с силанами, подобными монохлоросиланам, с присоединением инертных или функциональных групп. Инертные метильные группы могут быть присоединены при введении Cl-Si-(CH3)3 в соединение и обеспечении указанного взаимодействия при образовании HCl, который удаляют из силоксановой смеси. Функциональной группы могут быть винильными группами (например, из Cl-Si-(CH3)2-СН=СН2) и будут увеличивать реакционноспособность в силоксановой сетке и обеспечивать дополнительную сшивку. Другими функциональными группами, которые могут быть присоединены, может быть фтор (из Cl-Si-(CH3)2-CH2CH2CF3), который будет снижать поверхностное натяжение.
Винильная и/или гидридная функциональность обеспечивают функциональный Т- или Q-разветвленный (поли)силоксановый предшественник способностью образовывать разветвленные цепи в силиконовой сетчатой структуре.
Предпочтительно, функциональный Т- или Q-разветвленный (поли)силоксан и функциональный линейный полисилоксан (полисилоксаны) являются смешивающимися в любой пропорции. Т- или Q-разветвленные (поли)силоксаны, содержащие большие и объемные органические группы, например, фенилмодифицированный Т- или Q-разветвленный (поли)силоксан, являются обычно плохо смешивающимися с линейными метилсилоксанами. Улучшенная смешиваемость обеспечивает материалы с эффектом изобретения. Кроме того, модификации с большими группами могут привести к худшим механическим свойствам и более высокому поверхностному натяжению. Это является неблагоприятным, т.к. небольшие элементы изображения, таким образом, имеют тенденцию более легко слипаться вместе.
Однако, в предпочтительных вариантах, по меньшей мере, один функциональный Т- или Q-разветвленный (поли)силоксан представляет собой Т- или Q-разветвленный (поли)метилсилоксан.
Когда используется винильнофункциональный Q-разветвленный (поли)силоксановый компонент 1, могут быть введены монохлоросиланы с пассивацией Si-OH-группы или модификацией системы с фтороконцевыми группами.
Для дополнительного увеличения разветвления функционального Т- или Q-разветвленного полисилоксанового предшественника, по меньшей мере, один функциональный линейный полисилоксан выбирается из группы, состоящей из гидриднофункционального линейного полисилоксана, винильнофункционального линейного полисилоксана или их смесей. Такие линейные полисилоксаны могут быть представлены следующим образом:


Отношение m к n винильнофункционального ПДМС обычно находится в интервале от 20:1 до 10:1, например, от 13:1 до 11:1. Молекулярная масса находится в интервале от 800 до 40000 Да, например, от 1000 до 30000 Да.
Отношение m к n гидриднофункционального ПДМС обычно находится в интервале от 1:4 до 1:1. Молекулярная масса находится в интервале от 800 до 40000 Да, например, от 1000 до 30000 Да, предпочтительно, от 1000 до 20000 Да.
В предпочтительных вариантах, по меньшей мере, один винильнофункциональный линейный полисилоксан является 5% винильнофункциональным. Обычно винильнофункциональный линейный полисилоксан является 6-8% винильнофункциональным.
Когда используются гидриднофункциональные линейные полисилоксаны, они являются, по меньшей мере, 30% гидриднофункциональными, например, 30-50% гидриднофункциональными, по отношению к атомам кремния в предшественнике. Указанные интервалы обеспечивают материал с большой степенью сшивки и силиконовый каучукоподобный материал, подходящий для использования в мягкой литографии.
Соответственно, пропорция винильных и гидридных частей как функциональных Т-разветвленных (поли)силоксановых предшественников, так и линейных полисилоксанов может быть различной и, таким образом, также и степень сшивки. Это позволяет отрегулировать модуль материала до желаемого значения, обычно, от 7 МПа до 80 МПа.
Предпочтительно, отношение гидриднофункционального линейного полисилоксана к винильнофункциональному линейному полисилоксану находится в интервале от 2:10 до 8:10, предпочтительно, в интервале от 5:10 до 6:10.
Соответственно, силиконовый каучукоподобный материал, имеющий высокий модуль, получают даже при таких низких температурах отверждения, как 50°C.
В таблице ниже показана регулируемость модуля при получении силиконового каучукоподобного материала согласно настоящему изобретению путем комбинирования различных частей винильно- и гидриднофункционального Т-разветвленного (поли)силокса-нового предшественника и полисилоксанов, соответственно.
Температура отверждения 50°C
Поскольку слои штампа могут быть получены от шаблона матрицы, это является весьма подходящим для массового производства. Кроме того, он является относительно простым, недорогостоящим и имеет высокую воспроизводимость. Полученные таким образом формирующие изображение слои могут использоваться в нескольких типах конструкций штампа или формирующих изображение устройствах.
Силиконовый каучукоподобный материал согласно настоящему изобретению может использоваться в нескольких применениях, таких как мягкая литография вообще, например, литография нанесения отпечатков, фазосдвиговая литография, микроконтактная печать и т.д.
Примеры печатающих устройств хорошо описаны в вариантах WO 2003/099463, US 2004/0197712, US 2004/0011231 и ранее неопубликованной заявки на международный патент IB 2007/054888, содержание которых приводится в качестве ссылки. Специалисты в данной области техники найдут в указанных ссылках подробное описание, как получить устройство нанесения отпечатков, которое использует эластичный штамп, или печатающее устройство с силиконовым каучукоподобным материалом согласно настоящему изобретению. Такое устройство будет способно создать небольшие элементы изображения на подложке при использовании печати, микроконтактной печати, способов нанесения отпечатков или нанесения литографических отпечатков, описанных в указанных ссылках.
Несмотря на то, что настоящее изобретение показано и описано подробно на чертежах и в приведенном выше описании, такие показ и описание должны рассматриваться как иллюстративные или примерные, но не как ограничительные; настоящее изобретение не ограничивается рассмотренными вариантами.
Другие вариации рассмотренных вариантов могут быть поняты и осуществлены специалистами в данной области техники при осуществлении патентуемого изобретения на основе изучения чертежей, описания и прилагаемой формулы изобретения. Например, силиконовый каучукоподобный материал или слой штампа не ограничиваются отдельной конструкцией штампа, но могут использоваться в любом типе штампа или печатающего устройства.
В формуле изобретения любые ссылочные символы, помещенные между скобками, не должны истолковываться как ограничение формулы изобретения. Выражение «содержащий» не исключает присутствия элементов или стадий, иных, чем приведенные в формуле изобретения. Слово «а» или “an”, предшествующее элементу, не исключает присутствия множества таких элементов. В пункте устройства, перечисляющем несколько значений, несколько из указанных значений могут относиться к одному и тому же элементу оборудования. Сам факт, что некоторые меры приводятся во взаимосвязанном различии зависимых пунктов формулы, не указывает, что комбинация указанных мер не может быть использована с преимуществом.


Изобретение относится к силиконовым каучукоподобным материалам, подходящим для применения в мягкой литографии. Предложен способ получения формирующего изображение слоя штампа, содержащего силиконовый каучукоподобный материал, имеющий модуль Юнга в интервале от 7 МПа до 80 МПа, включающий составление композиции, содержащей, по меньшей мере, один функциональный Т-разветвленный и/или Q-разветвленный полисилоксановый предшественник; введение в указанную композицию, по меньшей мере, одного функционального линейного полисилоксапа; выдержку указанной композиции на шаблоне эталонной матрицы при температуре ниже 100°С до образования слоя штампа, содержащего указанный шаблон в указанном силиконовом каучукоподобном материале; и высвобождение слоя штампа из эталонною шаблона. Предложены также полученный заявленным способом формирующий изображение слой штампа и содержащее его печатающее устройство. Технический результат - получаемый предложенным способом слой штампа обеспечивает стабильные элементы изображения, имеющие размеры в нанометрическом интервале, получаемые на подложке, а также обеспечивает согласование на неровных и неплоских поверхностях подложки. 3 н. и 7 з.п. ф-лы, 2 ил., 1 табл.
1. Способ получения формирующего изображение слоя штампа, содержащего силиконовый каучукоподобный материал, имеющий модуль Юнга в интервале от 7 МПа до 80 МПа, причем указанный способ содержит:
- обеспечение композиции, содержащей, по меньшей мере, один функциональный Т-разветвленный и/или Q-разветвленный полисилоксановый предшественник, в котором указанный функциональный Т-разветвленный силоксановый предшественник имеет по меньшей мере один атом кремния, присоединенный к трем (поли)силоксановым цепям через атом кислорода каждой из (поли)силоксановых цепей, и указанный функциональный Q-разветвленный полисилоксановый предшественник имеет по меньшей мере один атом кремния, присоединенный к четырем (поли)силоксановым цепям через атом кислорода каждой из (поли)силоксановых цепей, и в котором по меньшей мере один функциональный Т-разветвленный и/или Q-разветвленный полисилоксановый предшественник выбран из группы, состоящей из гидриднофункционального Т-разветвленного (поли)силоксанового предшественника, винильнофункционального Т-разветвленного (поли)силоксанового предшественника и их смесей, и/или в котором, по меньшей мере, один функциональный Q-разветвленный (поли)силоксановый предшественник выбран из группы, состоящей из гидриднофункционального Q-разветвленного (поли)силоксанового предшественника, винильнофункционального Q-разветвленного (поли)силоксанового предшественника и их смесей;
- введение в указанную композицию, по меньшей мере, одного функционального линейного полисилоксана, в котором указанный по меньшей мере один функциональный линейный полисилоксан представляет собой смесь гидридфункционального линейного полисилоксана и винилфункционального линейного полисилоксана;
- выдержку указанной композиции на шаблоне эталонной матрицы при температуре ниже 100°С до образования слоя штампа, содержащего указанный шаблон в указанном силиконовом каучукоподобном материале; и
- высвобождение слоя штампа из эталонного шаблона.
2. Способ по п.1, в котором стадия размещения шаблона в указанном силиконовом каучукоподобном материале осуществляется при осуществлении указанной стадии выдержки на шаблоне эталонной матрицы с получением слоя штампа (100; 201), содержащего шаблон элементов формирования изображения (101; 202).
3. Способ по п.1, в котором указанную композицию выдерживают при температуре ниже 50°С.
4. Способ по п.1, в котором указанный, по меньшей мере, один винильнофункциональный линейный полисилоксан является, по меньшей мере, 5% винильнофункциональным.
5. Способ по п.1, в котором указанный, по меньшей мере, один гидриднофункциональный линейный полисилоксан является, по меньшей мере, 30% гидриднофункциональным.
6. Способ по любому из пп.1-5, в котором гидриднофункциональный линейный полисилоксан и винильнофункциональный линейный полисилоксан используются в соотношении в интервале от 2:10 до 8:10.
7. Формирующий изображение слой штампа, полученный способом по любому из пп.1-6.
8. Формирующий изображение слой штампа по п.7, в котором формирующий изображение слой штампа является подходящим для применения в литографическом способе получения отпечатков.
9. Печатающее устройство, содержащее формирующий изображение слой штампа (100; 201) по п.7 или 8, причем слой штампа содержит силиконовый каучукоподобный материал, содержащий, по меньшей мере, один Т-разветвленный и/или Q-разветвленный (поли)силоксан, сшитый, по меньшей мере, одним линейным полисилоксаном, где указанный материал имеет модуль Юнга в интервале от 7 МПа до 80 МПа.
10. Печатающее устройство по п.9, в котором слой штампа содержит шаблон элементов формирования изображения (101; 202).
| Способ изготовления офсетной печатной формы | 1971 |
|
SU472820A1 |
| ПРИМЕНЕНИЕ АССОЦИАЦИИ СИЛИКОНОВЫХ СОЕДИНЕНИЙ В КАЧЕСТВЕ АГЕНТА СОЧЕТАНИЯ В КРЕМНЕЗЕМСОДЕРЖАЩИХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИЯХ | 1997 |
|
RU2177011C2 |
| US 6225433 B1, 01.05.2001 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 20040122142 A1, 24.06.2004 | |||
| US 20060270792 A1, 30.11.2006 | |||
| WO 2006107004 A1, 12.10.2006. | |||

