ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу получения штампа на основе полиорганосилоксанов.
Кроме того, настоящее изобретение относится к такому штампу на основе полиорганосилоксанов.
Кроме того, настоящее изобретение дополнительно относится к применению штампа на основе полиорганосилоксанов для процесса печати.
И кроме того, настоящее изобретение дополнительно относится способу впечатывания с использованием штампа на основе полиорганосилоксанов.
УРОВЕНЬ ТЕХНИКИ
Импринт-литография представляет собой технологию, в которой структурированный слой, такой как маскирующий слой, формируется на подложке, такой как полупроводниковая подложка или как оптический слой, осаждением отверждаемой пригодной для впечатывания среды. На отверждаемой пригодной для впечатывания среде затем создается рисунок впечатыванием в среду с помощью структурированного штампа, после чего отверждаемая пригодная для впечатывания среда отверждается, например, будучи подвергнутой воздействию света, например, УФ-излучения, для инициирования реакции отверждения в среде. После завершения реакции отверждения штамп удаляется из среды, оставляя структурированный слой, например, на полупроводниковой подложке или на носителе такого оптического слоя.
Эта технология недавно привлекла значительное внимание, поскольку она потенциально может обеспечить существенное сокращение затрат сравнительно с традиционными стадиями способа литографии. В дополнение к впечатыванию плоских поверхностей, импринт-литография может быть использована для формирования наноразмерных рисунков на так называемых 2,5D-поверхностях, то есть, фасонных поверхностях, которые, например, могут включать один или многие выступы, например, изогнутые выступы, выдающиеся из в основном плоской поверхности. Такие способы могут быть применены для нанесения рисунка на фотоэлектрические солнечные элементы, нанопроводники, лазеры поверхностного излучения с вертикальным (внешним) объемным резонатором, медицинские имплантаты, и так далее, например, созданием наноразмерных рисунков на оптических элементах, например, линзах или на медицинских имплантатах, например, чтобы стимулировать регенерацию кости или ткани. Для этой цели плоский пластичный структурированный штамп, такой как каучукоподобный штамп на основе полиорганосилоксанов, обычно деформируется на фасонной поверхности так, что рисунок штампа приходит в контакт с пропечатываемой фасонной поверхностью. Один пример такого штампа показан в патентном документе US 2008/0011934 A1.
Чтобы получить наноразмерные рисунки, штамп может включать структурированный штампующий слой, включающий полиорганосилоксановый каучуковый материал, который имеет достаточно высокий модуль упругости для обеспечения точно совпадающего воспроизведения тонкого рисунка, когда штамп прижимается к пропечатываемой поверхности. Однако условие необходимости высокого модуля упругости может подразумевать, что штампующий слой является относительно хрупким. По этой причине может быть использован слоистый штамп, который содержит тонкий штампующий слой с высоким модулем упругости, наклеенный на более мягкий, более толстый опорный слой, содержащий дополнительный полиорганосилоксановый каучук.
Штампующий слой может быть изготовлен нанесением покрытия из первой отверждаемой полиорганосилоксановой композиции на переносящую рисунок поверхность шаблона, с последующим отверждением композиции. Первая отверждаемая композиция может содержать разветвленные или линейные реакционноспособные полиорганосилоксаны, и катализатор для сшивания этих реакционноспособных компонентов, чтобы сформировать штампующий слой с необходимым высоким модулем упругости. Затем на отвержденный штампующий слой может быть нанесено покрытие из второй отверждаемой полиорганосилоксановой композиции, которая может быть отверждена с образованием опорного слоя. Однако (химическая) адгезия между штампующим и опорным слоями может быть плохой вследствие высокого модуля упругости, негибкой природы отвержденного штампующего слоя, препятствующих межслойному сшиванию или предотвращающих его между любыми остаточными пригодными для отверждения группами, находящимися в штампующем слое (то есть, вблизи поверхности раздела между двумя слоями) и во второй отверждаемой полиорганосилоксановой композиции. Альтернативным подходом может быть только частичное отверждение штампующего слоя, нанесение второй композиции и совместное отверждение частично отвержденного штампующего слоя и опорного слоя так, что (химическая) адгезия между слоями может быть улучшена образованием сшивающих связок между двумя слоями. Однако результатом такого альтернативного способа может быть худший контроль модуля Юнга штампующего слоя. Это может приводить к штампующему слою, имеющему более низкий модуль упругости, недели намеченный.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение стремится к созданию способа получения штампа на основе полиорганосилоксанов с хорошей (химической) адгезией между первым (штампующим) слоем и третьим (опорным) слоем, в то же время с сохранением высокого модуля упругости штампующего слоя.
Кроме того, целью настоящего изобретения является создание штампа на основе полиорганосилоксанов.
Кроме того, настоящее изобретение дополнительно относится к применению штампа на основе полиорганосилоксанов.
И кроме того, настоящее изобретение дополнительно имеет целью способ нанесения рисунка на поверхность с использованием такого штампа.
Изобретение определяется пунктами формулы изобретения.
Согласно одному аспекту, представлен способ получения штампа на основе полиорганосилоксанов, включающий: получение шаблона, включающего переносящую рисунок поверхность; формирование первого слоя из первой отверждаемой композиции на переносящей рисунок поверхности так, что первый слой включает рельефный узор указанного переносимого рисунка, причем первая отверждаемая композиция содержит реакционноспособный разветвленный полиорганосилоксан, первый реакционноспособный линейный полиорганосилоксан, и катализатор с первой концентрацией для катализирования сшивания реакционноспособного разветвленного и первого реакционноспособного линейного полиорганосилоксанов, причем указанный первый слой имеет первую толщину; частичное отверждение первого слоя; осаждение второго слоя из второй отверждаемой композиции на частично отвержденный первый слой, причем вторая отверждаемая композиция содержит катализатор со второй концентрацией, второй реакционноспособный линейный полиорганосилоксан для формирования сшитого второго слоя и для приклеивания второго слоя к первому слою сшиванием реакционноспособных полиорганосилоксанов частично отвержденного первого слоя, причем указанный второй слой имеет вторую толщину; причем вторая толщина выбирается меньшей, чем первая толщина, и/или вторая концентрация выбирается равной или большей, чем первая концентрация; совместное отверждение частично отвержденного первого слоя и второго слоя с образованием отвержденного первого слоя, имеющего первый модуль Юнга, наклеенного на отвержденный второй слой, имеющий второй модуль Юнга, меньший, чем первый модуль Юнга; осаждение третьего слоя из третьей отверждаемой композиции на второй слой, причем третья отверждаемая композиция содержит третий реакционноспособный полиорганосилоксан для формирования сшитого третьего слоя и для наклеивания третьего слоя на отвержденный второй слой сшиванием со вторым реакционноспособным линейным полиорганосилоксаном; и отверждение третьего слоя с образованием отвержденного третьего слоя, наклеенного на отвержденный второй слой.
Настоящее изобретение основывается на понимании того, что ненадлежащий контроль модуля упругости штампующего слоя, когда он отверждается совместно с композицией опорного слоя, осажденной на штампующий слой, может быть обусловлен диффузией компонентов из частично отвержденного штампующего слоя в композицию опорного слоя, и наоборот, во время совместного отверждения. Например, катализатор, используемый для отверждения штампующего слоя, может мигрировать в композицию опорного слоя во время совместного отверждения, что может снижать плотность сшивания штампующего слоя и тем самым снижать его модуль (например, Юнга) упругости. Кроме того, диффузия веществ с низкой молекулярной массой из композиции опорного слоя в частично отвержденный штампующий слой во время совместного отверждения может оказывать вредное влияние (например, снижение) на модуль Юнга отвержденного штампующего слоя.
Соответственно этому, настоящее изобретение представляет способ получения штампа на основе полиорганосилоксанов, в котором на частично отвержденный первый (штампующий) слой с первой толщиной наносится в виде покрытия второй слой второй отверждаемой композиции. Высокий первый модуль Юнга отвержденного первого (штампующего) слоя может быть достигнут применением первой отверждаемой композиции, содержащей как разветвленные, так и линейные реакционноспособные полиорганосилоксаны, с катализатором для сшивания реакционноспособных полиорганосилоксанов. После частичного отверждения первой отверждаемой композиции второй слой из второй отверждаемой композиции, осажденный на частично отвержденный первый слой, может становиться (химически) связанным с отвержденным первым слоем во время совместного отверждения первого слоя и второго слоя.
Второй слой имеет (вторую) толщину, которая может быть выбрана меньшей, чем первая толщина, так, что, когда второй слой и частично отвержденный первый (штампующий) слой подвергаются совместному отверждению, миграция компонентов между соответствующими слоями может быть уменьшена или предотвращена. Это может быть обусловлено более тонким вторым слоем, создающим материал малых массы или объема (например, сравнительно с толстым опорным слоем), в который и из которого материал может диффундировать во время совместного отверждения первого слоя и второго слоя. В частности, миграция/диффузия катализатора, который катализирует сшивание реакционноспособного разветвленного и первого реакционноспособного линейного полиорганосилоксанов, из первого слоя может быть уменьшена или предотвращена так, что высокий первый модуль Юнга отвержденного первого слоя может быть достигнут более предсказуемо. Альтернативно или дополнительно, выбором второй концентрации катализатора во втором слое, которая является равной первой концентрации катализатора в первом слое или превышает ее, может быть уменьшена или предотвращена миграция катализатора диффузией из первого слоя во второй слой посредством выравнивания или устранения градиента концентрации катализатора между двумя слоями. Выбор второй концентрации как более высокой, чем первая концентрация, может обеспечивать то, что диффузия катализатора служит только для обогащения первого слоя катализатором. Этим путем высокая концентрация катализатора может поддерживаться в первом слое так, что могут быть предсказуемо достигнуты высокая плотность сшивания и тем самым высокий модуль Юнга первого слоя.
В вариантах исполнения, в которых вторая толщина выбирается меньшей, чем первая толщина, вторая концентрация может быть выбрана более низкой, чем первая концентрация, или нулевой. Другими словами, выбор второй толщины может быть достаточным для обеспечения ограниченной диффузии катализатора из первого слоя во второй.
Подобным образом, в вариантах исполнения, в которых вторая концентрация выбирается равной или более высокой, чем первая концентрация, вторая толщина может быть выбрана равной первой толщине или превышающей ее. Другими словами, выбор второй концентрации может быть достаточным для обеспечения ограниченной диффузии катализатора из первого слоя во второй.
В вариантах исполнения, в которых как вторая толщина выбирается меньшей, чем первая толщина, так и вторая концентрация выбирается равной или более высокой, чем первая концентрация, оба варианта выбора могут содействовать обеспечению ограничения диффузии катализатора из первого слоя во второй.
Второй слой, получаемый отверждением второй композиции, содержащей второй реакционноспособный линейный полиорганосилоксан, может иметь второй модуль Юнга, который является более низким относительно первого модуля Юнга первого (штампующего) слоя. Таким образом, второй слой может быть достаточно гибким, чтобы обеспечивать эффективную адгезию с третьим (опорным) слоем. Поэтому второй слой можно рассматривать как адгезионный слой для химического связывания третьего (опорного) слоя с первым (штампующим) слоем с высоким модулем Юнга.
Отвержденный первый слой может иметь толщину в диапазоне 5-70 мкм, и первый модуль Юнга может быть в диапазоне от 30 до 100 МПа.
Толщина в диапазоне 5-70 мкм может приводить к первому (штампующему) слою, обладающему желательными характеристиками. Первый слой тоньше 5 мкм может испытывать вредное влияние слоев, размещенных на штампующем слое, первый слой толще 70 мкм может быть слишком толстым для достижения согласованного контакта с подложкой во время печати/впечатывания.
Первый слой, имеющий модуль Юнга от 30 до 100 МПа, может образовывать первый слой с достаточной жесткостью для впечатывания тонких рисунков (например, изображений нанометрового масштаба), в то же время сохраняя достаточную пластичность так, что штампующий слой может деформироваться на фасонных поверхностях. Однако модуль Юнга в этом диапазоне может делать (полностью) отвержденный штампующий слой недостаточно гибким для непосредственной адгезии к третьему (опорному) слою. Соответственно этому, второй слой с более низким (вторым) модулем Юнга относительно (первого) модуля Юнга штампующего слоя необходим для создания средства соединения имеющего высокий модуль Юнга первого слоя с третьим (опорным) слоем.
Вторая толщина может быть выбрана меньшей, чем первая толщина.
Выбор второй толщины меньшей, чем первая толщина, может обусловливать уменьшенную или пренебрежимо малую миграцию компонентов между соответствующими слоями. Это может быть результатом того, что более тонкий второй слой создает меньшие массу или объем материала (например, сравнительно с толстым опорным слоем), в который и из которого материал может диффундировать во время совместного отверждения частично отвержденного первого слоя и второго слоя. В частности, миграция/диффузия катализатора, который катализирует сшивание реакционноспособного разветвленного и первого реакционноспособного линейного полиорганосилоксанов, из первого слоя может быть уменьшена или предотвращена так, что высокий первый модуль Юнга отвержденного первого слоя может быть достигнут более предсказуемо.
Вторая концентрация может быть выбрана равной или большей, чем первая концентрация.
Выбором второй концентрации катализатора во втором слое так, что она является равной первой концентрации катализатора в первом слое или превышает ее, миграция катализатора диффузией из первого слоя во второй слой может быть уменьшена или предотвращена путем выравнивания или устранения градиента концентрации катализатора между двумя слоями. Выбор второй концентрации как более высокой, чем первая концентрация, может обеспечивать то, что диффузия катализатора служит только для обогащения первого слоя катализатором. Этим путем высокая концентрация катализатора может поддерживаться в первом слое так, что могут быть предсказуемо достигнуты высокая плотность сшивания и тем самым высокий модуль Юнга первого слоя.
Реакционноспособный разветвленный полиорганосилоксан может включать функционализированный винильными группами разветвленный полиорганосилоксан, функционализированный атомами водорода разветвленный полиорганосилоксан, или смесь их обоих; и первый реакционноспособный линейный полиорганосилоксан и второй реакционноспособный линейный полиорганосилоксан в каждом случае может содержать смесь функционализированного винильными группами линейного полиорганосилоксана и функционализированного атомами водорода линейного полиорганосилоксана; и катализатор может содержать катализатор гидросилилирования.
Стимулированное катализатором гидросилилирование функционализированных винильными группами и атомами водорода полиорганосилоксанов может содействовать получению первого и второго слоев с необходимыми (например, упругими) свойствами. Этот способ отверждения дополнительно имеет преимущество в том, что не образует побочные продукты, или образует незначительные количества их.
Катализатор гидросилилирования может содержать платину; и первая и вторая отверждаемые композиции могут дополнительно содержать регулятор катализатора, включающий циклический функционализированный винильными группами полиорганосилоксан, в котором необязательно регулятор катализатора может включать циклический полиорганосилоксан согласно Формуле 1, Формуле 2, или их смеси.

Формула 1
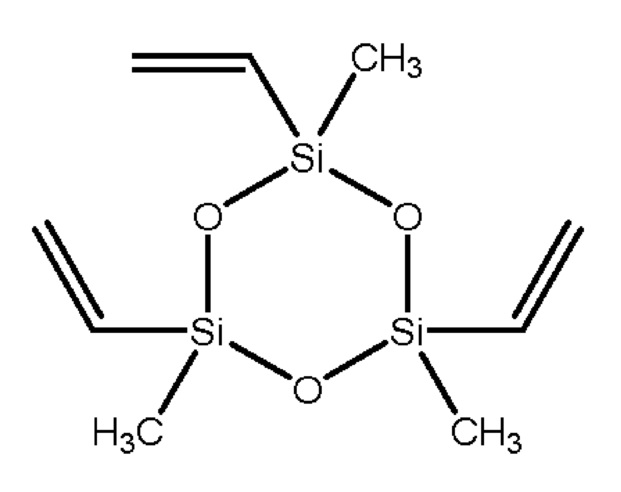
Формула 2
Платиновые катализаторы могут быть высокоактивными в катализе гидросилилирования. Применение регулятора катализатора может содействовать регулированию сшивания так, что, например, первая и вторая отверждаемые композиции не сшиваются преждевременно при более низких (например, окружающей среды) температурах.
Вторая отверждаемая композиция может содержать регулятор катализатора с концентрацией, которая является равной или меньшей, чем концентрация первой отверждаемой композиции.
Это может содействовать ограничению или предотвращению миграции/диффузии регулятора из второго слоя в первый слой так, что степень отверждения, и тем самым модуль Юнга, первого слоя могут не снижаться, или снижаться до более ограниченной степени.
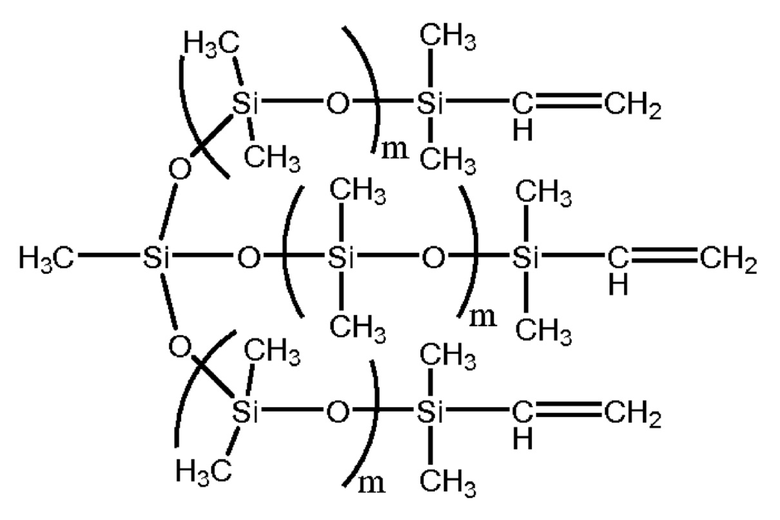
Реакционноспособный разветвленный полиорганосилоксан может содержать Т-разветвленный полиорганосилоксан, Q-разветвленный полиорганосилоксан, или их смесь, в которой необязательно реакционноспособный разветвленный полиорганосилоксан может включать полиорганосилоксан согласно Формуле 3, Формуле 4, или их смесь;

Формула 3
Формула 3 показывает одиночную повторяющуюся структурную единицу, но должно быть понятно, что для такого Q-разветвленного полиорганосилоксана число повторяющихся структурных единиц может составлять, например, диапазон от 1 до максимального числа структурных единиц так, что Q-разветвленный полиорганосилоксан все еще является растворимым в реакционноспособном линейном полиорганосилоксане (например, в функционализированном винильными группами линейном полиорганосилоксане), вплоть до соотношения 1:1 по весу, без разделения фаз при комнатной температуре.
Формула 4
в которой m может быть, например, в диапазоне от 3 до 13. Средневзвешенная молекулярная масса (Mw), как определенная методом гель-проникающей хроматографии (GPC), может быть между 800 и 3000 Дальтонов (Да). Должно быть понятно, такой способ может быть использован для определения числа повторяющихся структурных единиц в любой из приведенных здесь Формул. Это может быть сделано в сочетании, где потребуется, с привлечением других методов (например, ЯМР-спектроскопии), для определения химического состава (то есть, когда присутствуют повторяющиеся структурные единицы более чем одного типа), как будет без труда понятно квалифицированному специалисту.
Введение Т-разветвленных и Q-разветвленных полиорганосилоксанов в первую отверждаемую композицию может содействовать достижению желательного высокого (первого) модуля Юнга первого слоя. Например, функционализированные винильными группами Т- (например, Формулы 4) или Q-разветвленные (например, Формулы 3) полиорганосилоксаны могут быть в особенности пригодны для создания высокого модуля Юнга первого слоя.
Второй реакционноспособный линейный полиорганосилоксан может содержать линейный полиорганосилоксан, включающий концевые винильные группы, необязательно второй реакционноспособный линейный полиорганосилоксан может содержать полиорганосилоксан согласно Формуле 5:
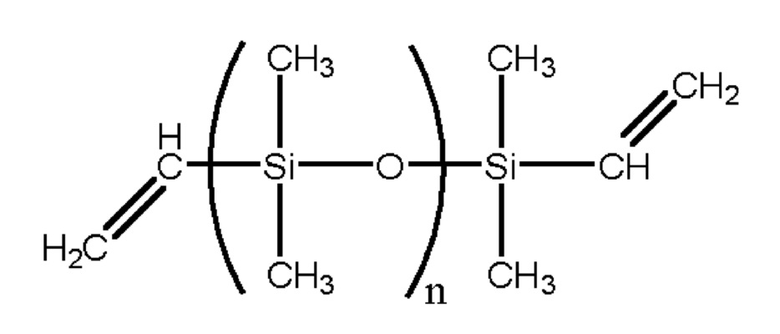
Формула 5
в которой n может быть, например, в диапазоне от 4 до 1000.
Второй реакционноспособный линейный полиорганосилоксан, содержащий линейный полиорганосилоксан с концевыми винильными группами, может содействовать (химической) адгезии второго слоя к первому и третьему слоям, придавая материалу гибкость в цепях так, что непрореагировавшие винильные группы и атомы водорода могут переориентироваться на поверхности раздела между этими слоями и реагировать друг с другом. Второй реакционноспособный линейный полиорганосилоксан, например, может содержать функционализированный винильными группами линейный полиорганосилоксан, который сам включает линейный полиорганосилоксан с концевыми винильными группами, в дополнение к функционализированному винильными группами линейному полиорганосилоксану, который не содержит концевые винильные группы.
Вторая отверждаемая композиция может иметь более низкую вязкость, чем первая отверждаемая композиция; необязательно, вторая отверждаемая композиция может дополнительно включать летучий разбавитель для снижения вязкости второй отверждаемой композиции, и который может быть испарен во время осаждения второй отверждаемой композиции и/или во время совместного отверждения.
Вторая отверждаемая композиция, имеющая более низкую вязкость, чем первая отверждаемая композиция, может содействовать формированию более тонкого второго слоя, чем первый слой. Добавление летучего разбавителя может содействовать снижению вязкости второй отверждаемой композиции.
Третий реакционноспособный полиорганосилоксан может дополнительно содержать смесь, включающую дополнительный функционализированный винильными группами линейный полиорганосилоксан и дополнительный функционализированный атомами водорода линейный полиорганосилоксан, и дополнительный катализатор гидросилилирования.
Стимулированное катализатором гидросилилирование дополнительной смеси функционализированных винильными группами и атомами водорода полиорганосилоксанов может содействовать получению третьего слоя с надлежащими (например, упругими) свойствами.
Способ может дополнительно включать закрепление штампа на жестком носителе; причем третий слой размещается между жестким носителем и вторым слоем.
Закрепление штампа на жестком носителе, таком как стеклянный носитель, может придавать штампу дополнительную структурную целостность и снижать риск деформации штампа в X-Y-плоскости (то есть, в плоскости поверхности третьего слоя, присоединяющего носитель). Однако жесткий носитель может иметь некоторую гибкость в Z-направлении, чтобы содействовать/приспосабливать прижатие штампа по Z-направлении при применении.
Согласно еще одному аспекту, представлен штамп на основе полиорганосилоксанов, получаемый способом согласно любому из приведенных здесь вариантов исполнения, включающий первый слой на основе полиорганосилоксанов, содержащий структурированную поверхность противоположно внутренней поверхности, и имеющий первую толщину; второй слой на основе полиорганосилоксанов, размещенный на внутренней поверхности и имеющий вторую толщину, меньшую, чем первая толщина, и третий слой на основе полиорганосилоксанов, размещенный на втором слое; и причем модуль Юнга первого слоя является более высоким, чем у второго слоя.
Такой штамп на основе полиорганосилоксанов может иметь первый (штампующий) слой с высоким модулем Юнга так, что штамп может быть особенно пригоден для печати/впечатывания тонкого рисунка (например, изображений наноматрового масштаба) с высокой точностью, то есть, с минимальной деформацией рисунка штампа во время прижатия штампа к впечатываемой поверхности. Кроме того, штамп может иметь хорошую долговечность благодаря сильной адгезии между первым слоем и третьим (опорным) слоем посредством второго слоя.
Модуль Юнга первого слоя может быть более высоким, чем у третьего слоя.
Более низкий модуль Юнга третьего (опорного) слоя (относительно более высокого модуля Юнга первого слоя) может содействовать компенсации хрупкости, если имеет место, первого слоя с высоким модулем Юнга.
Согласно еще одному аспекту, настоящее изобретение относится к применению штампа на основе полиорганосилоксанов согласно любому из приведенных здесь вариантов исполнения, или получаемого любым из описанных здесь способов получения, для процесса печати, где процесс печати предпочтительно представляет собой процесс микроконтактной печати или процесс впечатывания.
Согласно еще одному аспекту, представлен способ формирования структурированной поверхности, причем способ включает: создание структурированного прекурсорного слоя на приемной подложке; впечатывание структурированного прекурсорного слоя штампом на основе полиорганосилоксанов согласно любому из приведенных здесь вариантов исполнения; проявление структурированного прекурсорного слоя с образованием структурированного слоя на приемной подложке; и удаление структурированного штампа с проявленного структурированного слоя, причем указанная приемная подложка представляет собой плоскую подложку или фасонную подложку.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления изобретения описываются более подробно и посредством неограничивающих примеров, со ссылкой на сопроводительные чертежи, в которых:
ФИГ. 1 схематически изображает способ получения штампа согласно одному варианту осуществления настоящего изобретения;
ФИГ. 2 схематически изображает способ впечатывания согласно одному варианту осуществления настоящего изобретения;
ФИГ. 3 схематически изображает способ впечатывания согласно еще одному варианту осуществления настоящего изобретения; и
ФИГ. 4 схематически изображает способ впечатывания согласно еще одному дополнительному варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение будет описано со ссылкой на Фигуры.
Должно быть понятно, что подробное описание и конкретные примеры, показывая примерные варианты исполнения устройств, систем и способов, предназначены только для целей иллюстрирования, и не предполагаются быть ограничивающими область изобретения. Эти и другие признаки, аспекты и преимущества устройств, систем и способов согласно настоящему изобретению станут лучше понятными из нижеследующего описания, пунктов прилагаемой формулы изобретения и сопроводительных чертежей. Должно быть понятно, что Фигуры являются исключительно схематическими, и вычерчены не в масштабе. Также должно быть понятно, что одинаковые кодовые номера позиций использованы во всех Фигурах для обозначения одинаковых или сходных частей, если не оговорено иное.
ФИГ. 1 схематически изображает различные стадии способа согласно одному варианту осуществления настоящего изобретения, для получения штампа 500 на основе полиорганосилоксанов. Такой штамп 500 может быть пригоден для применения в способе мягкой литографии, например, способе нанесения рисунка на фасонные поверхности (например, с элементами нанометрового масштаба), как будет более подробно разъяснено позже. Термин «на основе полиорганосилоксанов» может иметь отношение, например, к штампу 500, включающему PDMS-полимеры (полидиметилсилоксановые), хотя должно быть понятно, что также могут приниматься во внимание подобные материалы на основе полиорганосилоксанов, например, полидиметилсилоксан, в котором по меньшей мере некоторые из метильных групп замещены более крупными алкильными группами, например, этильной, пропильной, изопропильной, бутильной группами, и так далее.
Способ начинается с получения шаблона 50, несущего обратную, или негативную, структуру 52 из элементов, которые должны быть сформированы в первом (штампующем) слое. В то время как ФИГ. 1 изображает структуру 52, которая нанесена на плоский шаблон 50, это не предполагается как ограничение. Также могут быть возможными непланарные шаблоны 50, такие как фасонный шаблон 50. Фасонный шаблон 50 может быть использован для получения штампа 500, включающего фасонный первый слой 100; такие штампы могут применяться для печати/впечатывания фасонных подложек.
В стадии (а) в ФИГ. 1, первый слой 100 из первой отверждаемой композиции наносится на мастер-модель 50 так, что негативная структура 52 затапливается первым слоем 100. Первый слой 100 может быть нанесен на шаблон 50 любым подходящим способом, например, нанесением покрытия центрифугированием, нанесения покрытия погружением, литьем, способом струйной печати, и так далее. Структура 52 может быть модифицирована, например, так, что может быть уменьшена и предотвращена химическая адгезия с первым (штампующим) слоем 100, чтобы содействовать последующему отделению (отвержденного) первого слоя 100 от шаблона 50. Это может быть достигнуто, например, осаждением тонкого слоя фторсилана на рисунок перед нанесением первой отверждаемой композиции. Такие способы модифицирования структуры 52 являются общеизвестными, и здесь не будут дополнительно описываться только ради краткости.
В одном варианте исполнения первая отверждаемая композиция может содержать реакционноспособный разветвленный полиорганосилоксан, первый реакционноспособный линейный полиорганосилоксан и катализатор для катализирования сшивания (отверждения) реакционноспособных полиорганосилоксанов. Первый слой 100 частично отверждается в стадии (b), как схематически представлено изменением рисунка в первом слое 100. Частичное отверждение первого слоя 100 может включать образование сшивающих связок между реакционноспособными полиорганосилоксанами, но не до такой степени, чтобы первый слой 100 становился полностью отвержденным так, что во время стадии частичного отверждения уже достигается соответствующий полному отверждению (первый) модуль Юнга. Частично отвержденный первый слой 100 может быть, например, таким частично отвержденным, что получается состояние толстого гелеобразного/мягко-твердого материала с более низким модулем Юнга, чем для полностью отвержденного первого слоя 100 с (первым) модулем Юнга. Частичное отверждение также может приводить к липкому при прикосновении частично отвержденному первому слою 100.
Полное отверждение первого слоя 100 в стадии (b) должно избегаться потому, что это может предотвратить или сделать менее эффективной (химическую) адгезию ко второму слою 200 (или любому дополнительному поддерживающему слою) вследствие негибкости полностью отвержденного первого слоя 100. Без намерения вдаваться в любую конкретную теорию, представляется, что полностью сшитая структура полностью отвержденного первого слоя 100 может ограничивать доступность реакционноспособных (пригодных для отверждения) функциональных групп, находящихся в положениях первого слоя 100, близких к поверхности первого слоя 100, которая примыкает ко второму слою 200. Эта адгезия полностью отвержденного первого слоя 100 ко второму слою 200 (или любому дополнительному слою, размещенному на первом слое 100) может не быть столь эффективной, как (химическая) адгезия, достигаемая совместным отверждением частично отвержденного первого слоя 100 и второго слоя 200, вследствие большей гибкости частично отвержденного первого слоя 100.
Частичное отверждение в стадии (b), например, может происходить в диапазоне температур 30-70°С в течение периода времени между 30 секундами и 30 минутами.
В этом отношении стадия (с) согласно Фиг. 1 схематически изображает осаждение второго слоя 200 второй отверждаемой композиции на частично отвержденный первый слой 100. Второй слой 200 может быть нанесен на частично отвержденный первый слой 100 любым пригодным способом, например, нанесением покрытия центрифугированием, нанесения покрытия погружением, литьем, способом струйной печати, и так далее.
Частично отвержденный первый слой 100 и второй слой 200 подвергаются совместному отверждению в стадии (d), как схематически представлено изменением конфигураций соответственных слоев. Результатом этого совместного отверждения может быть эффективная (химическая) адгезия между первым слоем 100 и вторым слоем 200 вследствие межслойного сшивания между реакционноспособными полиорганосилоксанами в соответствующих слоях (то есть, на поверхности раздела между первым слоем 100 и вторым слоем 200).
Первый слой 100 может иметь толщину не более, чем несколько мм, например, 1 мм или менее, чтобы обеспечивать то, что первый (штампующий) слой имеет желательные характеристики пластичности. В одном варианте исполнения отвержденный первый слой 100 может иметь толщину в диапазоне 5-70 мкм. Толщина в этом диапазоне может приводить к первому (штампующему) слою, который имеет желательные характеристики пластичности. Во избежание сомнения разъясняется, что толщина первого (штампующего) слоя определяется сочетанием толщины его массивного материала и высоты элементов.
В одном варианте исполнения первый модуль Юнга отвержденного первого слоя 100 имеет величину в диапазоне от 30 до 100 МПа, которая может позволять первому слою 100 иметь достаточную жесткость для способности печатать/впечатывать тонкие изображения (например, элементы нанометрового масштаба). Это может быть особенно важным для применения штампа 500 в импринт-литографии. Во избежание сомнения следует отметить, что указываемые здесь модули Юнга определяются стандартизированным испытанием на твердость согласно стандарту ASTM D1415-06(2012) по продавливанию в резиновый материал жесткого шарика в регламентированных стандартом условиях.
Высокий модуль Юнга первого слоя 100 может быть обусловлен присутствием как разветвленных, так и линейных реакционноспособных полиорганосилоксанов в первой отверждаемой композиции. Концентрация разветвленного реакционноспособного полиорганосилоксана в первой отверждаемой композиции может быть, например, в диапазоне между 25 и 40 вес.%, таком как между 30 и 40 вес.%. Концентрация линейного реакционноспособного полиорганосилоксана в первой отверждаемой композиции может быть, например, в диапазоне между 55 и 75 вес.%.
Поэтому отверждение первой отверждаемой композиции может включать формирование сшивающих связок между разветвленными реакционноспособными полиорганосилоксанами, между линейными реакционноспособными полиорганосилоксанами, и между разветвленными и линейными реакционноспособными полиорганосилоксанами. Высокий модуль Юнга первого слоя 100 поэтому может быть отнесен на счет плотно сшитой сетчатой полимерной структуры, образованной применением разветвленного реакционноспособного полиорганосилоксана в комбинации с линейным реакционноспособным полиорганосилоксаном в первой отверждаемой композиции.
Совместное отверждение в стадии (d) может, например, проводиться в диапазоне температур 50-120°С в течение периода времени между 10 минутами и 4 днями.
В одном варианте исполнения реакционноспособный разветвленный полиорганосилоксан может содержать функционализированный винильными группами разветвленный полиорганосилоксан, функционализированный атомами водорода разветвленный полиорганосилоксан, или смесь их обоих; и первый реакционноспособный линейный полиорганосилоксан может содержать смесь, включающую функционализированный винильными группами линейный полиорганосилоксан и функционализированный атомами водорода линейный полиорганосилоксан; причем катализатор для сшивания реакционноспособных полиорганосилоксанов представляет собой катализатор гидросилилирования. В таком варианте исполнения сшивание первой отверждаемой композиции может включать сшивание, в котором участвуют винильные группы и атомы водорода полиорганосилоксанов при использовании катализатора гидросилилирования. Катализатор гидросилилирования может содержать катализатор на основе платины, такой как катализатор Карштедта. Альтернативные катализаторы гидросилилирования, например, включающие родий или рутений, также являются общеизвестными и не будут дополнительно описываться здесь только ради краткости. Например, катализатор гидросилилирования может быть использован в такой концентрации, что концентрация металла (например, платины) составляет менее 0,15 вес.%, такая как 0,01-0,06 вес.%, относительно первой отверждаемой композиции.
Концентрация функционализированных винильными группами (разветвленных или линейных) полиорганосилоксанов в первой отверждаемой композиции может быть, например, в диапазоне между 65 и 85 вес.%. Концентрация функционализированного атомами водорода полиорганосилоксана в первой отверждаемой композиции может быть, например, в диапазоне между 20 и 30 вес.%, таком как между 23 и 27 вес.%.
В одном варианте исполнения первая отверждаемая композиция может содержать регулятор катализатора, который может содействовать регулированию сшивания так, чтобы, например, первая отверждаемая композиция не сшивалась преждевременно при более низких (например, окружающей среды) температурах. Такой регулятор катализатора, иначе говоря, регулирует (снижает) каталитическую активность катализатора. В одном варианте исполнения регулятор катализатора может содержать циклический функционализированный винильными группами полиорганосилоксан, такой как циклический полиорганосилоксан согласно Формуле 1, Формуле 2, или их смеси. Регулятор катализатора предпочтительно включает циклический полиорганосилоксан согласно Формуле 1.
Формула 1
Формула 2
Введение такого регулятора катализатора в первую отверждаемую композицию может содействовать образованию первого слоя 100 на переносящей рисунок поверхности предотвращением или ограничением сшивания во время формирования первого слоя 100. Кроме того, первая отверждаемая композиция, содержащая регулятор, может дополнительно содействовать контролю частичного отверждения первого слоя 100 так, чтобы не допускать протекание частичного отверждения до такой степени, что может ухудшиться последующая (химическая) адгезия ко второму слою 200 во время совместного отверждения. Например, регулятор может быть применен в концентрации менее 5 вес.%, такой как между 1,5 и 4,0 вес.%, относительно первой отверждаемой композиции.
Первая отверждаемая композиция в одном варианте исполнения может содержать функционализированный винильными группами линейный полиорганосилоксан, например, включающий функционализированный винильными группами линейный полиорганосилоксан согласно Формуле 6. Функционализированный винильными группами линейный полиорганосилоксан, например, может иметь по меньшей мере 5% винильных функциональных групп, например, 5-10% винильных функциональных групп, или 6-8% винильных функциональных групп. Процентное содержание должно пониматься как имеющее отношение к доле атомов кремния в линейном полиорганосилоксане, которые несут винильные функциональные группы (процентное содержание функционализированного атомами водорода полиорганосилоксана следует интерпретировать подобным образом).
Разветвленные и линейные функционализированные винильными группами полиорганосилоксаны, например, в соотношении от 30:70 до 70:30, могут быть объединены с функционализированными атомами водорода линейными полиорганосилоксанами, например, включающими функционализированный атомами водорода линейный полиорганосилоксан согласно Формуле 7. Функционализированный атомами водорода линейный полиорганосилоксан может быть функционализирован атомами водорода, например, по меньшей мере на 25%, например, иметь 25-55% водородной функциональности или 30-60% водородной функциональности.

Формула 6
в которой s может быть, например, в диапазоне от 100 до 600; t может быть, например, в диапазоне от 5 до 70. Процент (%) винильной функциональности (со ссылкой на вышеизложенное) для Формулы 6 может быть рассчитан из выражения: (t/(s+t+2))×100.
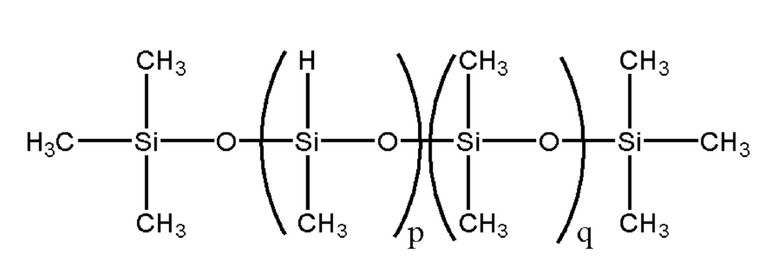
Формула 7
в которой p может быть, например, в диапазоне от 5 до 20; q может быть, например, в диапазоне от 5 до 20. Процент (%) водородной функциональности (со ссылкой на вышеизложенное) для Формулы 7 может быть рассчитан из выражения:(p/(p+q+2))×100.
В одном варианте исполнения реакционноспособный разветвленный полиорганосилоксан может содержать Q-разветвленный реакционноспособный полиорганосилоксан, например, Q-разветвленный функционализированный винильными группами полиорганосилоксан (например, согласно Формуле 3), Т-разветвленный реакционноспособный полиорганосилоксан, например, Т-разветвленный функционализированный винильными группами полиорганосилоксан (например, согласно Формуле 4), или их смесь. Во избежание сомнения следует отметить, что Т-разветвленный полиорганосилоксан содержит разветвленные тремя путями цепи, то есть, сетчатые структуры, например, когда сшиваются линейными полиорганосилоксанами. Подобным образом, Q-разветвленный полиорганосилоксан содержит разветвленные четырьмя путями цепи, то есть, сетчатые структуры, например, когда сшиваются линейными полиорганосилоксанами.

Формула 3
Формула 3 показывает одиночную повторяющуюся структурную единицу, но должно быть понятно, что для такого Q-разветвленного полиорганосилоксана число повторяющихся структурных единиц может быть, например, в диапазоне от 1 до максимального числа структурных единиц так, что Q-разветвленный полиорганосилоксан все еще является растворимым в реакционноспособном линейном полиорганосилоксане (например, в функционализированном винильными группами линейном полиорганосилоксане), вплоть до соотношения 1:1 по весу, без разделения фаз при комнатной температуре. Q-разветвленная смола согласно Формуле 3 имеется в продаже на рынке от фирмы Gelest, Inc. как «Vinyl Q Resin», и от фирмы abcr GmbH как «Vinyl modified Q silica resin». Она может поставляться, например, в виде 50%-ной по весу дисперсии в ксилоле. Ксилол может быть по существу испарен, приводя к чистой смоле Vinyl Q, которая может быть использована в первой отверждаемой композиции.
Формула 4
в которой m может быть, например, в диапазоне от 3 до 13. Средневзвешенная молекулярная масса (Mw), как определенная методом гель-проникающей хроматографии (GPC), может быть между 800 и 3000 Да.
В предпочтительном варианте исполнения первая отверждаемая композиция содержит Q-разветвленный полиорганосилоксан, такой как функционализированный винильными группами Q-разветвленный полиорганосилоксан согласно Формуле 3. Три линии, протяженные от самых нижних двух Si-атомов в Формуле 3, показывают, что каждый из этих Si-атомов соединен с тремя полиорганосилоксановыми цепями так, как дальний справа Si-атом в Формуле 3. Во избежание сомнения, эти линии не обозначают Si≡С-связь.
В то время как Формула 3 и Формула 4 соответственно изображают Q-разветвленные и Т-разветвленные функционализированные винильными группами полиорганосилоксаны, это не подразумевает ограничения. Необходимая сетчатая структура первого слоя 100, например, может быть альтернативно сформирована с использованием Q-разветвленных и Т-разветвленных функционализированных атомами водорода полиорганосилоксанов. В таком примере функционализированные атомами водорода разветвленные полиорганосилоксаны могут быть сшиты посредством функционализированных винильными группами линейных полиорганосилоксанов.
В неограничивающих примерах первая отверждаемая композиция может дополнительно включать разбавитель, который может содействовать регулированию вязкости первой отверждаемой композиции так, что она может быть легко нанесена на мастер-модель 50 с образованием первого слоя 100. Концентрация разбавителя в первой отверждаемой композиции может быть, например, в диапазоне между 0 и 4 вес.%. Например, разбавитель может содержать гексаметилдисилоксан.
Один неограничивающий пример первой отверждаемой композиции приведен в Таблице 1. Концентрации в Таблице 1 указаны относительно общего веса первой отверждаемой композиции.
Таблица 1
При отверждении первой отверждаемой композиции функционализированный атомами водорода линейный полиорганосилоксан может образовывать сшивающие связки между функционализированными винильными группами линейными полиорганосилоксанами, между функционализированными винильными группами разветвленными полиорганосилоксанами и между линейными и разветвленными функционализированными винильными группами полиорганосилоксанами так, что достигается весьма плотная сетчатая структура. Такая весьма плотная сетчатая структура может обусловливать вышеуказанный высокий модуль Юнга, необходимый для отвержденного первого слоя 100.
В одном варианте исполнения первый слой 100 имеет первую толщину, и второй слой 200 имеет вторую толщину, которая является меньшей, чем первая толщина. Ограничение толщины второго слоя 200 так, что она является меньшей, чем толщина первого слоя 100, может обеспечивать возможность более легкого достижения желательного высокого модуля Юнга первого слоя 100. Без намерения вдаваться в любую конкретную теорию, представляется, что ограничение второй толщины этим путем может ограничивать количество компонентов, мигрирующих между первым слоем 100 и вторым слоем 200. Это может быть обусловлено тонким вторым слоем 200, создающим малые массу или объем, в которые и из которых материал может диффундировать во время совместного отверждения (стадии (d)) частично отвержденного первого слоя 100 и второго слоя 200. Например, полиорганосилоксановый материал с низкой молекулярной массой может диффундировать из второго слоя 200 в (частично отвержденный) первый слой 100, что может приводить, если бы толщина второго слоя 200 не ограничивалась этим путем, к более низкому модулю Юнга первого слоя 100, чем это было ожидаемым/желательным. Это может быть приписано более толстому второму слою 200, содержащему большое количество материала с низкой молекулярной массой, который может диффундировать в первый слой 100. В частности, миграция катализатора, который катализирует сшивание реакционноспособного разветвленного и первого реакционноспособного линейного полиорганосилоксанов, из первого слоя 100 во второй слой 200 может приводить к более низкой плотности сшивания первого слоя 100. Этот эффект может быть предотвращен или сведен к минимуму применением такого тонкого второго слоя 200 с (второй) толщиной, меньшей, чем (первая) толщина первого слоя 100, так, что второй слой 200 может предоставить меньший объем, в который может диффундировать катализатор. Тем самым меньшее количество катализатора может диффундировать из первого слоя 100 в тонкий второй слой 200, может быть сохранена плотность сшивания первого слоя 100, и поэтому может быть более предсказуемо достигнут высокий модуль Юнга отвержденного первого слоя 100.
Более высокая концентрация катализатора во втором слое 200 также может быть не вредной в отношении продолжительности обработки после приготовления (то есть, смешения компонентов) второй отверждаемой композиции. По сравнению с первым слоем 100, слой, который первоначально имеет более высокую степень сшивания вследствие содержания разветвленных полиорганосилоксанов, и поэтому материал быстрее достигает точки гелеобразования, во второй отверждаемой композиции возможна более высокая концентрация катализатора (и более низкая концентрация регулятора), учитывая, что она может содержать главным образом линейные полиорганосилоксаны. Таким образом, во второй отверждаемой композиции может быть использована более высокая концентрация катализатора, в то же время все еще сохраняя достаточно длительное время выдерживания при обработке.
В одном варианте исполнения применяется первая концентрация катализатора (в первом слое 100), и применяется вторая концентрация катализатора (во втором слое 200), которая является равной или большей, чем первая концентрация. Это может сокращать движущую силу миграции (диффузии) катализатора в первом слое 100 во второй слой 200 устранением градиента концентрации между двумя слоями, или обеспечением более высокой концентрации катализатора во втором слое 200 так, что диффузия катализатора может служить только для обогащения первого слоя 100 катализатором. Этим путем плотность сшивания первого слоя 100 может не снижаться вследствие присутствия (массы) второго слоя 200. Соответственно этому, модуль Юнга первого слоя 100 может не снижаться, или снижаться до меньшей степени, в результате присутствия второго слоя 200.
В одном варианте исполнения вторая отверждаемая композиция может содержать второй реакционноспособный линейный полиорганосилоксан. Концентрация второго реакционноспособного линейного полиорганосилоксана во второй отверждаемой композиции может быть, например, в диапазоне между 15 и 80 вес.%.
В одном варианте исполнения вторая отверждаемая композиция может содержать функционализированный винильными группами линейный полиорганосилоксан, например, включающий функционализированный винильными группами линейный полиорганосилоксан согласно Формуле 6; функционализированный атомами водорода линейный полиорганосилоксан, например, включающий функционализированный атомами водорода линейный полиорганосилоксан согласно Формуле 7; и катализатор гидросилилирования. Катализатор гидросилилирования может быть таким же, как используемый в первой отверждаемой композиции, как описано ранее. Например, катализатор гидросилилирования может быть применен в такой концентрации, что концентрация металла (например, платины) составляет менее 3 вес.%, такая как менее 0,15 вес.% относительно второй отверждаемой композиции. Например, катализатор гидросилилирования может быть использован в такой концентрации, что концентрация металла (например, платины) составляет менее 3 вес.%, такая как между 0,01 и 3,0 вес.%. В неограничивающих примерах катализатор гидросилилирования может быть применен в такой концентрации, что концентрация металла (например, платины) составляет величину в диапазоне от 0,01 до 0,06 вес.% относительно второй отверждаемой композиции.
Концентрация функционализированного винильными группами полиорганосилоксана во второй отверждаемой композиции может быть, например, в диапазоне между 10 и 60 вес.%. Концентрация функционализированного атомами водорода полиорганосилоксана во второй отверждаемой композиции может быть, например, в диапазоне между 5 и 20 вес.%.
В одном варианте исполнения вторая отверждаемая композиция может дополнительно содержать регулятор катализатора, который может быть таким же, как в первой отверждаемой композиции, описанной выше. Регулятор катализатора может содействовать регулированию отверждения второй отверждаемой композиции. В одном варианте исполнения концентрация регулятора катализатора во второй отверждаемой композиции может быть равной или меньшей, чем концентрация в первой отверждаемой композиции. Это может содействовать ограничению или предотвращению миграции/диффузии регулятора из второго слоя 200 в первый слой 100 так, что степень отверждения, и тем самым модуль Юнга первого слоя 100, может не снижаться, или снижаться до более ограниченной степени, в результате присутствия регулятора во второй отверждаемой композиции. Например, регулятор может быть использован в концентрации менее 5 вес.%, такой как между 0,1 и 4,0 вес.%, относительно второй отверждаемой композиции.
В одном примере вторая отверждаемая композиция может содержать функционализированный винильными группами линейный полиорганосилоксан, имеющий по меньшей мере 5% винильной функциональности, например, 6-10% винильной функциональности.
В одном варианте исполнения второй реакционноспособный линейный полиорганосилоксан может дополнительно включать линейный полиорганосилоксан, содержащий концевые винильные группы, такой как полиорганосилоксан согласно Формуле 5.

Формула 5
в которой n может быть, например, в диапазоне от 4 до 1000, таком как от 4 до 500.
Второй реакционноспособный линейный полиорганосилоксан, содержащий линейный полиорганосилоксан с концевыми винильными группами, может содействовать (химической) адгезии второго слоя 200 к первому слою 100 и третьему слою 300, благодаря тому, что концевые винильные группы облегчают сшивание с первым реакционноспособным линейным полиорганосилоксаном (то есть, на поверхности раздела между первым слоем 100 и вторым слоем 200), и сшивание с третьим реакционноспособным линейным полиорганосилоксаном (на дополнительной поверхности раздела между вторым 200 и третьим 300 слоями). Полиорганосилоксан с концевыми винильными группами может быть использован, например, во второй отверждаемой композиции в концентрации, варьирующей от 10 до 20 вес.%.
В неограничивающих примерах функционализированный атомами водорода линейный полиорганосилоксан может включать смесь функционализированных атомами водорода линейных полиорганосилоксанов. Например, смесь может содержать первый функционализированный атомами водорода линейный полиорганосилоксан, который имеет 10%-ную водородную функциональность, например, 10-60% водородной функциональности, и второй функционализированный атомами водорода линейный полиорганосилоксан, который имеет менее 30% водородной функциональности. Первый и второй функционализированные атомами водорода линейные полиорганосилоксаны могут быть использованы, например, в соотношении от 70:30 до 30:70.
При отверждении второй отверждаемой композиции функционализированные атомами водорода линейные полиорганосилоксаны могут образовывать сшивающие связки между функционализированными винильными группами линейными полиорганосилоксанами так, что может быть достигнута сшитая структура. Сшитая структура (но не столь развитая сетчатая структура, как описанная для первого слоя 100) отвержденного второго слоя 200 может приводить ко второму слою 200, имеющему более низкий (второй) модуль Юнга сравнительно с (первым) модулем Юнга первого слоя 100. В то время как полностью отвержденный первый слой 100 сам по себе может не быть достаточно гибким, чтобы (химически) связываться с третьим (опорным) слоем, более низкий модуль Юнга второго слоя 200 может делать второй слой 200 достаточно гибким, чтобы (химически) связываться с третьим полиорганосилоксановым слоем 300.
В неограничивающих примерах второй слой 200 и третий слой 300 также могут содержать разветвленный реакционноспособный полиорганосилоксан. В таком примере совокупный модуль Юнга штампа 500 может возрастать. Количество разветвленного реакционноспособного полиорганосилоксана во втором слое 200 может быть, например, меньшим, чем в первом слое 100, так, что модуль Юнга второго слоя 200 является меньшим, чем у первого слоя 100. Количество разветвленного реакционноспособного полиорганосилоксана в третьем слое 300 также может быть меньшим, чем в первом слое 100, так, что модуль Юнга третьего слоя 300 также может быть меньшим, чем у первого слоя 100.
В одном варианте исполнения вторая отверждаемая композиция может иметь более низкую вязкость, чем первая отверждаемая композиция, что может содействовать осаждению более тонкого второго слоя 200 относительно первого слоя 100. В одном варианте исполнения это может быть достигнуто применением летучего разбавителя, например, такого как гексаметилдисилоксан. Летучий разбавитель может иметь достаточно высокое давление паров, чтобы испаряться во время осаждения второго слоя 200 (например, во время нанесения покрытия центрифугированием) и/или совместного отверждения. Например, летучий разбавитель может быть использован в концентрации до 5 вес.% относительно второй отверждаемой композиции.
В неограничивающих примерах вторая отверждаемая композиция может включать неорганические частицы с функционализированной поверхностью. Например, вторая отверждаемая композиция может включать частицы кремнезема с функционализированной поверхностью. Частицы могут быть, например, функционализированы по меньшей мере одним из триметилсилильных групп и винилдиметилсилильных групп. Например, наночастицы могут иметь диаметр в диапазоне от 10 до 100 нм. Такие неорганические частицы, например, могут присутствовать во второй отверждаемой композиции с концентрацией в диапазоне от 5 до 12,5 вес.%.
Один неограничивающий пример второй отверждаемой композиции приведен в Таблице 2. Концентрации в Таблице 2 указаны относительно общего веса второй отверждаемой композиции.
Таблица 2
В неограничивающем примере линейный полиорганосилоксан с концевыми винильными группами согласно Формуле 5 и неорганические частицы с функционализированной поверхностью могут быть добавлены ко второй отверждаемой композиции совместно в прекурсорной композиции. Такая прекурсорная композиция, например, может составлять от 40 до 50 вес.% всей второй отверждаемой композиции. Например, такая прекурсорная композиция может содержать линейный полиорганосилоксан с винильными группами согласно Формуле 5 с концентрацией от 25 до 38 вес.% прекурсорной композиции, и неорганические частицы с функционализированной поверхностью в концентрации, например, от 14 до 25 вес.% прекурсорной композиции. В одном неограничивающем примере прекурсорная композиция может включать продукт Sylgard® 184A от фирмы Dow Corning.
В одном неограничивающем примере второй слой 200 может быть осажден на частично отвержденный первый слой 100 с использованием способа нанесения покрытия центрифугированием; более низкая вязкость второй отверждаемой композиции может содействовать большему растеканию второй отверждаемой композиции на кромках частично отвержденного первого слоя 100 так, что может достигаться более тонкий второй слой 200.
Стадия (е) в ФИГ. 1 схематически изображает осаждение третьего слоя 300 третьей отверждаемой композиции на второй слой 200. Третий слой 300 может быть нанесен на второй слой 300 любым подходящим способом, например, нанесением покрытия центрифугированием, нанесения покрытия погружением, литьем, способом струйной печати, и так далее.
В одном варианте исполнения третья отверждаемая композиция может содержать третий реакционноспособный линейный полиорганосилоксан. В одном варианте исполнения третья отверждаемая композиция может содержать дополнительную смесь, включающую дополнительный функционализированный винильными группами линейный полиорганосилоксан и дополнительный функционализированный атомами водорода линейный полиорганосилоксан, и дополнительный катализатор гидросилилирования. Таким образом, подобно процессу отверждения, описанному для второго слоя 200, третья отверждаемая композиция может быть отверждена с катализируемым металлом (например, платиной) гидросилилированием.
Концентрация функционализированного винильными группами полиорганосилоксана в третьей отверждаемой композиции может быть, например, в диапазоне между 85 и 99 вес.%. Концентрация функционализированного атомами водорода полиорганосилоксана в третьей отверждаемой композиции может быть, например, в диапазоне между 1 и 15 вес.%.
В неограничивающих примерах третья отверждаемая композиция может включать неорганические частицы с функционализированной поверхностью. Например, вторая отверждаемая композиция может включать частицы кремнезема с функционализированной поверхностью. Например, наночастицы могут иметь диаметр в диапазоне от 10 до 100 нм. Частицы могут быть, например, функционализированы по меньшей мере одним из триметилсилильных групп и винилдиметилсилильных групп.
В неограничивающих примерах третья отверждаемая композиция может включать имеющиеся в продаже на рынке полиорганосилоксановые композиции: Sylgard® 184 от фирмы Dow Corning или Wacker Elastosil® 601 от фирмы Wacker Chemie AG.
Третий слой 300 может быть отвержден (не показано в ФИГ. 1) так, что третий слой 300 и второй слой 200 могут становиться (химически) связанными друг с другом в результате образования межслойного сшивания между реакционноспособными линейными полиорганосилоксанами в соответствующих слоях (то есть, на дополнительной поверхности раздела между третьим слоем 300 и вторым слоем 200). Благодаря более низкому модулю Юнга второго слоя 200 сравнительно с первым слоем 100, второй слой 200 является более гибким, чем первый слой 100. Эта повышенная гибкость обеспечивает возможность реорганизации большего числа реакционноспособных групп, участвующих в реакции сшивания, на дополнительной поверхности раздела при деформации второго слоя 200, что обеспечивает повышенную химическую адгезию между вторым слоем 200 и третьим слоем 300.
В одном примере третий слой 300 может содержать функционализированный винильными группами линейный полиорганосилоксан, включающий линейный полиорганосилоксан с концевыми винильными группами. Линейный полиорганосилоксан с концевыми винильными группами может стимулировать адгезию третьего слоя 300 к (отвержденному) второму слою 200, содействуя сшиванию со вторым реакционноспособным линейным полиорганосилоксаном, который, например, также может содержать линейный полиорганосилоксан с концевыми винильными группами (на дополнительной поверхности раздела между вторым слоем 200 и третьим слоем 300).
В неограничивающем примере третья отверждаемая композиция может быть такой же, как вторая отверждаемая композиция. В таком примере штамп 500 можно рассматривать как содержащий два различающихся по составу слоя: первый (штампующий) слой 100 и еще один более мягкий (с более низким модулем Юнга) слой, содержащий второй слой 200 и третий слой 300.
В одном варианте исполнения модуль Юнга первого слоя 100 может быть более высоким, чем у третьего слоя 300. Более низкий модуль Юнга третьего (опорного) слоя 300 (относительно более высокого модуля Юнга первого слоя 100) может содействовать компенсированию хрупкости, если имеет место, первого слоя 100 с высоким модулем Юнга, например, поглощением большей части (направленных вниз) сил, прилагаемых к штампу 500, когда штамп 500 приводится в тесный контакт с пропечатываемой поверхностью, например, плоской или фасонной поверхностью, тем самым защищая первый слой 100 от повреждения.
В одном варианте исполнения первый 100, второй 200 и третий 300 слои могут быть закреплены на жестком носителе 400; причем третий слой 300 размещается между жестким носителем 400 и вторым слоем 200. Скрепление с жестким носителем 400 может придавать штампу 500 дополнительную структурную целостность и сокращать риск деформации штампа в X-Y-плоскости (то есть, в плоскости поверхности третьего слоя 300, присоединяющего носитель). Однако жесткий носитель 400 может иметь некоторую гибкость в Z-направлении, чтобы содействовать/приспосабливать прижатие штампа 500 по Z-направлении при применении. Жесткий носитель 400 может включать, например, стеклянный или полимерный материал, обладающий необходимой жесткостью в отношении деформации в X-Y-плоскости.
В то время как стадия (е) в ФИГ. 1 схематически изображает осаждение третьего слоя 300 с жестким носителем 400, уже присоединенным к третьему слою 300, это не подразумевает ограничения. Например, в альтернативном варианте жесткий носитель 400 может быть наклеен на третий слой 300 после отверждения третьего слоя 300, осажденного на второй слой 200.
Стадия (f) в ФИГ. 1 схематически изображает отделение штампа 500 на основе полиорганосилоксанов от шаблона 50 отсоединением первого слоя 100 от структуры 52. Однако должно быть понятно, что отсоединение первого слоя 100 от структуры 52 не обязательно представляет собой конечную стадию способа получения штампа 500 на основе полиорганосилоксанов.
Например, первый слой 100 может быть отсоединен от структуры 52 после совместного отверждения (стадии (d)) частично отвержденного первого слоя 100 и второго слоя 200. Затем объединенные первый слой 100 и второй слой 200 могут быть перенесены на иную подложку (не показано в ФИГ. 1) перед нанесением третьего слоя 300.
В одном неограничивающем примере переносящая рисунок поверхность 52 может включать фасонную поверхность так, что первый слой 100 может включать фасонную структурированную поверхность. В таком примере иная подложка может быть фасонной подложкой (не показано в ФИГ. 1), которая может включать профили, которые могут иметь сходство с профилями переносящей рисунок поверхности 52. Осаждение третьего слоя 300 на второй слой 200 в то время, как первый слой 100 находится в согласованном контакте с фасонной поверхностью, может содействовать поддерживанию и сохранению фасонной формы первого слоя 100, который может быть взаимно дополнительным, в некоторых отношениях, фасонной поверхности подложки.
В дополнительном неограничивающем примере фасонный первый слой 100 может быть отсоединен от (фасонной) структуры 52 после осаждения третьей отверждаемой композиции. Объединенные первый слой 100, второй слой 200 и (предварительно отвержденный) третий слой 300 (включающий третью отверждаемую композицию) могут быть перенесены на иную подложку (не показано в ФИГ. 1), которая может включать профили, которые могут быть похожими на профили переносящей рисунок поверхности 52, до отверждения третьего слоя 300, тогда как первый слой 100 может быть в согласованном контакте с подложкой, тем самым содействуя сохранению фасонной формы первого слоя 100, которая придана фасонной подложкой, как описано ранее. Один вариант этой процедуры, например, может включать отвержденный третий слой 300, имеющий пористую структуру. Объединенные первый слой 100, второй слой 200 и пористый третий слой 300 могут быть перенесены на фасонную подложку, поры третьего слоя 300 могут быть заполнены заполняющей поры отверждаемой композицией, и заполняющая поры композиция может быть отверждена в то время, как первый слой 100 находится в согласованном контакте с фасонной подложкой. Этим путем может быть получен штамп 500 на основе полиорганосилоксанов с фасонным (штампующим) слоем 100, с фасонным сохраняющим форму третьим слоем 300.
Такие штампы 500 на основе полиорганосилоксанов, включающие фасонный первый слой 100, могут быть особенно полезными для нанесения рисунка на фасонные поверхности (то есть, поверхности, которые имеют сходство с фасонной поверхностью подложки). В каждом случае второй слой 200 обеспечивает достижение предсказуемого высокого модуля Юнга для первого слоя 100, в то же время обеспечивая адгезию к третьему слою 300, независимо от конкретного порядка, который используется в отношении нанесения третьего слоя 300 и/или высвобождения первого слоя 100 из шаблона 50.
В одном эксперименте были изготовлены 4 штампа 500, и был измерен модуль Юнга первого слоя 100 каждого из штампов.
Для каждого из штампов 500 первая отверждаемая композиция была приготовлена смешением двух компонентов (А+В) полиорганосилоксановой отверждаемой системы. Компонент А включал линейный функционализированный винильными группами (7-8% содержания винильных групп) полиорганосилоксан (около 55 вес.% Компонента А), Q-разветвленный функционализированный винильными группами полиорганосилоксановый компонент согласно Формуле 3 (около 44 вес.% Компонента А), Pt-катализатор, содержащий соединение Формулы 1, образующее комплекс с Pt(0) ([Pt] составляет около 0,03-0,06 вес.% Компонента А), и регулятор катализатора согласно Формуле 1 (около 2-4 вес.% Компонента А). Компонент В содержал линейный функционализированный атомами водорода (30-55% содержание водорода) полиорганосилоксан (около 100 вес.% Компонента В) для сшивания функционализированных винильными группами полиорганосилоксановых компонентов Компонента А. Соотношение Компонент А:Компонент В составляло 1:0,31.
Вторая отверждаемая композиция была получена смешением дополнительных двух компонентов (C+D) полиорганосилоксановой отверждаемой системы (Sylgard® 184 от фирмы Dow Corning). Компонент С содержал линейный функционализированный винильными группами (7-8% содержания винильных групп) полиорганосилоксан согласно Формуле 6 (около 36 вес.% Компонента С), полиорганосилоксановый компонент с концевыми функциональными винильными группами согласно Формуле 5 (около 54 вес.% Компонента С), Pt-катализатор, содержащий соединение Формулы 1, образующее комплекс с Pt(0) ([Pt] составляет около 0,1-3 вес.% Компонента С), регулятор катализатора согласно Формуле 1 (около 2-4 вес.% Компонента С), и гексаметилдисилоксан (4,5 вес.% Компонента С) в качестве летучего разбавителя. Компонент D содержал линейный функционализированный атомами водорода (<30% содержания водорода) полиорганосилоксан (около 32 вес.% Компонента D) и дополнительный линейный функционализированный атомами водорода (около 30% содержания водорода) полиорганосилоксан (около 68 вес.% Компонента D) для сшивания функционализированных винильными группами полиорганосилоксановых компонентов Компонента С. Вторая отверждаемая композиция содержала менее 20 вес.% функционализированных триметилсилильными и винилдиметилсилильными группами наночастиц кремнезема (диаметром 10-100 нм). Соотношение Компонент С:Компонент D составляло 1:0,18.
Первая отверждаемая композиция была нанесена на середину переносящей рисунок поверхности шаблона. Первый слой 100 был сформирован из первой отверждаемой композиции способом нанесения покрытия центрифугированием. Нанесение покрытия центрифугированием выполнялось с использованием начального (от 5 до 15 секунд) высокого ускорения (например, при 2000 об/мин), чтобы обеспечить погружение рисунка. После была использована скорость 1000-2000 об/мин в течение времени от 5 до 15 секунд, чтобы обеспечить равномерную толщину первого слоя 100 от 5 до 70 мкм.
Затем первый слой 100 был частично отвержден при 30-50°С в течение периода времени между 30 секундами и 30 минутами, пока первый слой 100 не достиг толстого гелеобразного/мягко-твердого состояния, и все еще является липким.
Затем на середину частично отвержденного первого слоя 100 была нанесена вторая отверждаемая композиция. Второй слой 200 был сформирован из второй отверждаемой композиции способом нанесения покрытия центрифугированием. Нанесение покрытия центрифугированием выполнялось с использованием начального (от 5 до 15 секунд) умеренного ускорения (например, при 1000 об/мин), с последующим применением скорости 1000-2000 об/мин в течение 60 секунд, чтобы обеспечить равномерную толщину второго слоя 200, которая является меньшей, чем первый слой 100. Наблюдалось, что центрифугирование в течение более длительного времени, чем 60 секунд, не приводит к значительно более тонкому второму слою 200.
Затем первый 100 и второй 200 слои были подвергнуты совместному отверждению при различных условиях температуры и времени. Затем третий слой 300 из третьей полиорганосилоксановой композиции, содержащей мягкую PDMS-композицию, был наклеен на второй слой 200 для каждого штампа, и третий слой 300 также был отвержден так, что второй слой 200 склеился с отвержденным третьим слоем 300. Третья полиорганосилоксановая композиция была такой же, как вторая отверждаемая композиция.
Модуль Юнга первого слоя 100 каждого из штампов 500 был измерен с использованием метода вдавливания пикоиндентора, в котором глубина вдавливания не превышала 10% толщины слоя с высоким модулем. Дополнительные подробности относительно измерения модуля Юнга методом вдавливания пикоиндентора приведены в работе авторов Cappella и др. в издании Surface Science Reports, том 59 (2005), страницы 1-152, и Cleveland и др. в издании Reviews in Scientific Instruments, том 64 (№ 2) 1993, страницы 403-405. Кроме того, в сравнительных испытаниях было подтверждено, что модуль Юнга по измерению согласно стандарту ASTM D1415-06(2012) дает такие же значения, как в методе вдавливания пикоиндентора, применяемого в этих примерах. Результаты обобщены в приведенной ниже Таблице 3.
Таблица 3
/°C
Результаты показывают, что первый слой 100 с высоким модулем Юнга может быть получен совместным отверждением второго слоя 200 с частично отвержденным первым слоем 100. Кроме того, результаты подтверждают, что повышение концентрации катализатора во второй отверждаемой композиции дополнительно увеличиает модуль Юнга первого слоя 100 и снижает продолжительность отверждения для достижения желательного модуля Юнга.
Один примерный вариант исполнения способа впечатывания в соответствии с одним аспектом настоящего изобретения показан в ФИГ. 2. В стадии (а) создается приемная подложка 10 вместе с штампом 500 на основе полиорганосилоксанов согласно одному варианту осуществления настоящего изобретения. Слой 14 краски или прекурсора резиста, впечатываемый штампом 500 на основе полиорганосилоксанов, создается на приемной подложке 10 любым подходящим способом, например, нанесением покрытия напылением, струйной печатью или способом нанесения покрытия ультразвуковым генератором тумана/аэрозоля. Слой 14 краски или прекурсора резиста может быть из любого пригодного материала, например, органического или неорганического материала для прекурсора резиста. Поскольку такие материалы общеизвестны сами по себе и многократно описаны, дополнительное описание составов таких материалов опущено только ради краткости. Для приемной подложки 10 может быть применен любой подходящий материал, например, стекло, пригодный полимер, металл, полупроводниковый материал, такой как Si, SiGe, AlGaN, и так далее.
В стадии (b) слой 14 краски или резиста впечатывается штампом 500 на основе полиорганосилоксанов и затем проявляется, например, отверждается реакцией отверждения, с образованием структурированного слоя 16 краски или резиста на приемной подложке 10, после чего штамп 500 на основе полиорганосилоксанов удаляется в стадии (с) с образованием изделия, включающего подложку 10, несущую структурированный слой 16 краски или резиста. Такое изделие может может быть весьма полезным ввиду того факта, что рисунок на приемной подложке 10 может иметь высокое качество благодаря высокому модулю Юнга первого слоя 100, что может содействовать точному переносу тонких рисунков (например, элементов нанометрового масштаба).
В этом месте следует отметить, что способ впечатывания согласно настоящему изобретению не ограничивается впечатыванием только плоских приемных подложек. В одном неограничивающем примере пропечатываемая приемная подложка 10 может включать профилированную поверхность, как показано в ФИГ. 3. В стадии (а) приемная подложка 10, включающая один или многие профили 12, создается вместе с штампом 500 на основе полиорганосилоксанов согласно одному варианту осуществления настоящего изобретения. Слой 14 краски или прекурсора резиста, впечатываемый штампом 500 на основе полиорганосилоксанов, создается на приемной подложке 10 любым подходящим способом, например, нанесением покрытия напылением, струйной печатью или способом нанесения покрытия ультразвуковым генератором тумана/аэрозоля. Слой 14 краски или прекурсора резиста может быть из любого пригодного материала, например, органического или неорганического материала для прекурсора резиста. Поскольку такие материалы общеизвестны сами по себе и многократно описаны, дополнительное описание составов таких материалов опущено только ради краткости. Подобным образом, материал, применяемый для фасонной подложки 10, не является конкретно ограниченным. Для фасонной приемной подложки 10 может быть применен любой подходящий материал, например, например, стекло, пригодный полимер, металл, полупроводниковый материал, такой как Si, SiGe, AlGaN, и так далее. Следует отметить, что пропечатываемая фасонная подложка 10, показанная в ФИГ. 3, может быть согласована с профилями фасонного шаблона 50 (не показано в ФИГ. 3), использованного для формироввания штампа 500, обеспечивая тем самым то, что профилированная поверхность структурированного штампа 500 является взаимно дополняющей форму фасонной подложки 10 при правильном выстраивании, включая граничные области профилей 12. Этим путем штамп 500 может более точно воспроизводить рисунок на фасонной приемной подложке 10, обеспечивая более согласованный контакт между первым слоем 100 и приемной подложкой 10.
Дополнительнный неограничивающий пример способа получения трехмерной структуры показан в ФИГ. 4. В стадии А на приемной подложке 10 формируется выполненный плоским слой 30. Структурированные участки 20 плоского слоя 30 могут быть образованы с использованием отверждаемой впечатываемой краски 14. Структура 20 заполняется, то есть, выравнивается, заполняющим материалом 22. В стадии В поверх выровненного слоя 30 из стадии А наносится следующий слой отверждаемой впечатываемой краски 14 любым подходящим способом, например, нанесением покрытия центрифугированием, размазыванием или с использованием ракеля.
Отверждаемая впечатываемая краска 14, осажденная в стадии В, затем подвергается тиснению штампом 500 на основе полиорганосилоксанов после выравнивания штампа относительно приемной подложки 10, как показано в стадии С. В стадии С ориентация впечатывания штампом 500 относительно приемной подложки 10 была повернута на 90° относительно ориентации впечатывания, использованной для формирования первого структурированного слоя 20. Будет понятно, что равным образом возможны другие углы поворота ориентации.
Затем отверждаемая впечатываемая краска 14 отверждается (загущается) с образованием отвержденных участков 20', как показано в стадии D. Формирование отвержденных участков 20' может быть выполнено после удаления штампа 500. Удаление штампа 500 может оставлять загущенные участки 20' на выровненном слое 30 стадии А. Вновь сформированный структурный слой может быть опять сделан плоским, как показано в стадии Е, после чего дополнительные слои могут быть сформированы повторением стадий В-Е.
Высота структурированных участков структурированного слоя может быть сокращена с использованием дополнительной технологической стадии, например, посредством реактивного ионного травления. После этого заполняющий материал 22 может быть удален, например, растворением заполняющего материала 22 в подходящем растворителе или термическим разложением, с образованием тем самым многоярусной структуры 40, как показано в стадии F.
Другие вариации раскрытых вариантов осуществления могут быть поняты и исполнены квалифицированными специалистами в этой области технологии при практическом исполнении заявленного изобретения, после изучения чертежей, описания и пунктов прилагаемой формулы изобретения. В пункта формулы изобретения слово «включающий» не исключает другие элементы или стадии, и неопределенный артикль «a» или «an» не исключает множественного числа. Лишь только то обстоятельство, что определенные действия указываются во взаимно различающихся зависимых пунктах формулы изобретения, не подразумевает, что комбинация этих действий не может быть использована с пользой.
Любые ссылочные позиции в пунктах формулы изобретения не должны толковаться как ограничивающие область изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИМПРИНТ-ЛИТОГРАФИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2017 |
|
RU2745059C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОЛИОРГАНОСИЛОКСАНОВ И КОМПОЗИЦИЯ НА ИХ ОСНОВЕ | 2007 |
|
RU2427592C2 |
| ПРОТИВООБРАСТАЮЩАЯ ПОКРЫВАЮЩАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИОРГАНОСИЛОКСАНПОЛИОКСИАЛКИЛЕНОВЫХ ОТВЕРЖДАЕМЫХ СОПОЛИМЕРОВ | 2008 |
|
RU2439109C2 |
| ФУНКЦИОНАЛЬНЫЕ ПОЛИОРГАНОСИЛОКСАНЫ И КОМПОЗИЦИЯ, СПОСОБНАЯ К ОТВЕРЖДЕНИЮ НА ИХ ОСНОВЕ | 2006 |
|
RU2401846C2 |
| ПРИМЕНЕНИЕ ПОЛИОРГАНОСИЛОКСАНОВ ПРИ ПЕРЕРАБОТКЕ И ВУЛКАНИЗАЦИИ КАУЧУКА | 2009 |
|
RU2518611C2 |
| Способ переработки полиорганосилоксанов | 2023 |
|
RU2829806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИОРГАНОСИЛОКСАНОВ НА ОСНОВЕ ОРГАНОАЛКОКСИСИЛАНОВ | 2014 |
|
RU2563037C1 |
| ВУЛКАНИЗУЕМЫЕ В ГОРЯЧЕМ СОСТОЯНИИ ПОЛИОРГАНОСИЛОКСАНОВЫЕ КОМПОЗИЦИИ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ ИЛИ КАБЕЛЕЙ | 2014 |
|
RU2635604C2 |
| СИЛИКОНОВЫЙ КАУЧУКОВЫЙ МАТЕРИАЛ ДЛЯ МЯГКОЙ ЛИТОГРАФИИ | 2009 |
|
RU2497850C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ И ПРИМЕНЕНИЕ КОМПОЗИЦИЙ СИЛИКОНОВОГО КАУЧУКА В ЭТОМ СПОСОБЕ | 2008 |
|
RU2480488C2 |







Заявленная группа изобретений относится к штампу на основе полиорганосилоксанов, к способу его получения и применения, а также к способу формирования структурированной поверхности. Способ получения штампа на основе полиорганосилоксанов включает получение шаблона, включающего переносящую рисунок поверхность, формирование первого слоя из первой отверждаемой композиции на переносящей рисунок поверхности так, что первый слой включает рельефный узор переносимого рисунка, частичное отверждение первого слоя, осаждение второго слоя из второй отверждаемой композиции на частично отвержденный первый слой, совместное отверждение частично отвержденного первого слоя и второго слоя с образованием отвержденного первого слоя, имеющего первый модуль Юнга, наклеенного на отвержденный второй слой, имеющий второй модуль Юнга, меньший, чем первый модуль Юнга, осаждение третьего слоя из третьей отверждаемой композиции на второй слой и отверждение третьего слоя с образованием отвержденного третьего слоя, наклеенного на отвержденный второй слой. Кроме того, раскрыты штамп на основе полиорганосилоксанов, получаемый способом, применение его для процесса печати и способ впечатывания с его использованием. Заявленная группа изобретений обеспечивает повышение физико-механических свойств штампующего слоя. 4 н. и 11 з.п. ф-лы, 4 ил., 3 табл.
1. Способ получения штампа (500) на основе полиорганосилоксанов, включающий:
получение шаблона (50), включающего переносящую рисунок поверхность (52);
формирование первого слоя (100) из первой отверждаемой композиции на переносящей рисунок поверхности так, что первый слой включает рельефный узор переносимого рисунка, причем первая отверждаемая композиция содержит реакционноспособный разветвленный полиорганосилоксан, первый реакционноспособный линейный полиорганосилоксан, и катализатор с первой концентрацией для катализирования сшивания реакционноспособного разветвленного и первого реакционноспособного линейного полиорганосилоксанов, причем первый слой имеет первую толщину;
частичное отверждение первого слоя;
осаждение второго слоя (200) из второй отверждаемой композиции на частично отвержденный первый слой, причем вторая отверждаемая композиция содержит катализатор со второй концентрацией, второй реакционноспособный линейный полиорганосилоксан для формирования сшитого второго слоя и для приклеивания второго слоя к первому слою сшиванием реакционноспособных полиорганосилоксанов частично отвержденного первого слоя, причем второй слой имеет вторую толщину, причем вторую толщину выбирают меньшей, чем первая толщина, и/или вторую концентрацию выбирают равной или большей, чем первая концентрация;
совместное отверждение частично отвержденного первого слоя и второго слоя с образованием отвержденного первого слоя, имеющего первый модуль Юнга, наклеенного на отвержденный второй слой, имеющий второй модуль Юнга;
осаждение третьего слоя (300) из третьей отверждаемой композиции на второй слой, причем третья отверждаемая композиция содержит третий реакционноспособный полиорганосилоксан для формирования сшитого третьего слоя и для наклеивания третьего слоя на отвержденный второй слой сшиванием со вторым реакционноспособным линейным полиорганосилоксаном; и
отверждение третьего слоя с образованием отвержденного третьего слоя, наклеенного на отвержденный второй слой.
2. Способ по п. 1, в котором первая толщина составляет величину в диапазоне 5-70 мкм, и первый модуль Юнга составляет величину в диапазоне от 30 до 100 МПа.
3. Способ по п. 1 или 2, в котором вторую толщину выбирают меньшей, чем первая толщина, и/или в котором вторую концентрацию выбирают равной или большей, чем первая концентрация.
4. Способ по любому из пп. 1-3, в котором реакционноспособный разветвленный полиорганосилоксан включает функционализированный винильными группами разветвленный полиорганосилоксан, функционализированный атомами водорода разветвленный полиорганосилоксан или смесь их обоих, и первый реакционноспособный линейный полиорганосилоксан и второй реакционноспособный линейный полиорганосилоксан в каждом случае содержат смесь функционализированного винильными группами линейного полиорганосилоксана и функционализированного атомами водорода линейного полиорганосилоксана, и катализатор содержит катализатор гидросилилирования.
5. Способ по п. 4, в котором катализатор гидросилилирования содержит платину, и первая и вторая отверждаемые композиции дополнительно содержат регулятор катализатора, включающий циклический функционализированный винильными группами полиорганосилоксан, в котором необязательно регулятор катализатора включает циклический полиорганосилоксан согласно Формуле 1, Формуле 2 или их смеси,

Формула 1

Формула 2
6. Способ по п. 5, в котором вторая отверждаемая композиция содержит регулятор катализатора с концентрацией, которая является равной или меньшей, чем концентрация первой отверждаемой композиции.
7. Способ по любому из пп. 1-6, в котором реакционноспособный разветвленный полиорганосилоксан содержит Т-разветвленный полиорганосилоксан, Q-разветвленный полиорганосилоксан или их смесь, в которой необязательно реакционноспособный разветвленный полиорганосилоксан включает полиорганосилоксан согласно Формуле 3, Формуле 4 или их смесь,

Формула 3
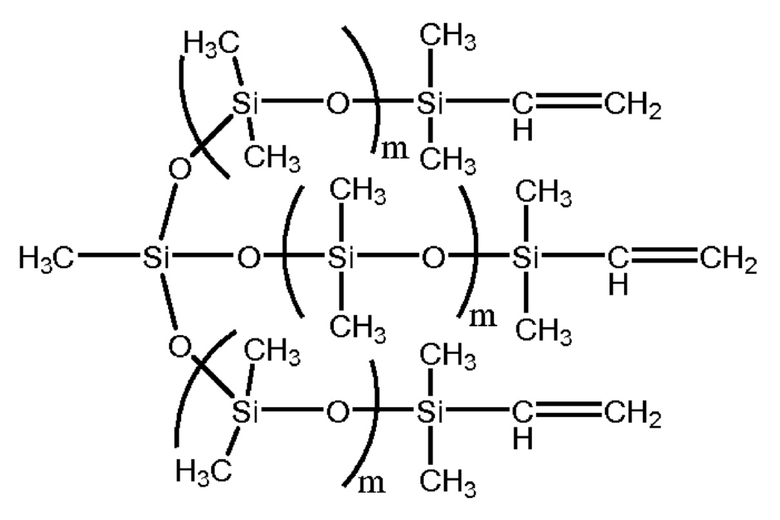
Формула 4
в которой m составляет величину в диапазоне от 3 до 13.
8. Способ по любому из пп. 1-7, в котором второй реакционноспособный линейный полиорганосилоксан содержит линейный полиорганосилоксан, включающий концевые винильные группы, в котором необязательно дополнительный реакционноспособный линейный полиорганосилоксан содержит полиорганосилоксан согласно Формуле 5,
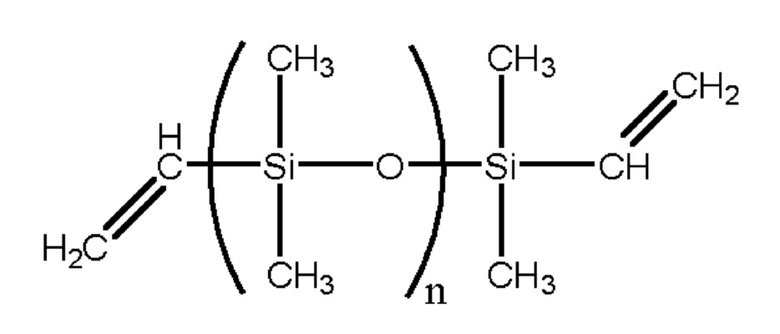
Формула 5
в которой n варьирует от 4 до 1000.
9. Способ по любому из пп. 1-8, в котором вторая отверждаемая композиция имеет более низкую вязкость, чем первая отверждаемая композиция, причем, необязательно, вторая отверждаемая композиция дополнительно включает летучий разбавитель для снижения вязкости второй отверждаемой композиции, который может быть испарен во время осаждения второй отверждаемой композиции и/или во время совместного отверждения.
10. Способ по любому из пп. 1-9, в котором третий реакционноспособный полиорганосилоксан дополнительно содержит смесь, включающую дополнительный функционализированный винильными группами линейный полиорганосилоксан и дополнительный функционализированный атомами водорода линейный полиорганосилоксан, и дополнительный катализатор гидросилилирования.
11. Способ по любому из пп. 1-10, дополнительно включающий закрепление штампа (500) на жестком носителе (400), причем третий слой (300) размещают между жестким носителем и вторым слоем (200).
12. Штамп (500) на основе полиорганосилоксанов, получаемый способом по любому из пп. 1-11, включающий первый слой (100) на основе полиорганосилоксанов, содержащий структурированную поверхность противоположно внутренней поверхности и имеющий первую толщину, второй слой (200) на основе полиорганосилоксанов, размещенный на внутренней поверхности и имеющий вторую толщину, меньшую, чем первая толщина, и третий слой (300) на основе полиорганосилоксанов, размещенный на втором слое, и причем модуль Юнга первого слоя является более высоким, чем у второго слоя.
13. Штамп (500) по п. 12, в котором модуль Юнга первого слоя (100) является более высоким, чем у третьего слоя (300).
14. Применение штампа (500) на основе полиорганосилоксанов по п. 12 или 13 для процесса печати, где процесс печати предпочтительно представляет собой процесс микроконтактной печати или процесс впечатывания.
15. Способ формирования структурированной поверхности, причем способ включает:
создание структурированного прекурсорного слоя (14) на приемной подложке (10);
впечатывание структурированного прекурсорного слоя штампом (500) на основе полиорганосилоксанов по п. 12 или 13;
проявление структурированного прекурсорного слоя с образованием структурированного слоя (16) на приемной подложке; и
удаление структурированного штампа с проявленного структурированного слоя, причем приемная подложка представляет собой плоскую подложку или фасонную подложку.

