ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления снабженного рисунком штампа для формирования рисунка на профилированной поверхности.
Кроме того, настоящее изобретение относится к такому снабженному рисунком штампу.
Настоящее изобретение также относится к способу формирования рисунка на профилированной поверхности с использованием такого штампа.
Настоящее изобретение также относится к изделию, получаемому этим способом формирования рисунка.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Импринт-литография (ИЛ) представляет собой способ, в котором снабженный рисунком слой, такой как маскирующий слой, формируют на подложке, такой как полупроводниковая подложка, или на оптическом слое путем осаждения отверждаемой, пригодной к вдавливанию среды. Затем на отверждаемой, пригодной к вдавливанию среде формируют рисунок вдавливанием среды снабженным рисунком штампом, после чего выполняют затвердевание отверждаемой, пригодной к вдавливанию среды, например, подвергая воздействию света, например, ультрафиолетового света, для инициирования в среде реакции отверждения. После завершения реакции отверждения штамп отводят от среды, оставляя снабженный рисунком слой, например, на полупроводниковой подложке или на носителе такого оптического слоя.
В последнее время этот способ привлекает большое внимание, поскольку он может обеспечивать значительное снижение затрат по сравнению с этапами традиционного процесса литографии. Многообещающие перспективы импринт-литографии заключаются в том, что ее можно использовать для формирования наноразмерных рисунков на так называемых 2,5-мерных поверхностях, то есть профилированных поверхностях, которые могут содержать, например, один или несколько выступов, например, криволинейных выступов, отходящих от большей частью плоской поверхности. Такие способы можно использовать для структурирования фотоэлектрических солнечных элементов, нанопроволок, лазеров поверхностного излучения с вертикальным объемным резонатором, медицинских имплантатов и т.д., например, путем образования наноразмерных рисунков на оптических элементах, например, линзах, или на медицинских имплантатах, например, для стимулирования регенерации кости или ткани. Для этого плоский гибкий, снабженный рисунком штамп, такой как штамп из каучукоподобного материала на основе полисилоксана, обычно деформирующийся на профилированной поверхности, приводят в контакт с профилированной поверхностью, на которой должен быть образован рисунок. Пример такого штампа показан в US 2008/0011934 А1.
Однако остается практическая проблема, которая далека от тривиальной, связанная с переносом рисунка с гибкого штампа на всю такую профилированную поверхность. В частности, трудно приводить штамп в контакт с пограничной областью между плоским участком и (криволинейным) выступом, так что в таких областях элементы рисунка могут быть дефектными или даже могут отсутствовать. Причина заключается в том, что далеко не просто деформировать гибкий штамп до такой степени, при которой он будет точно соответствовать профилированной поверхности. В дополнение к этому, необходимы высокие давления для прижатия штампа в этих пограничных областях, в результате которых сокращается срок службы штампа и требуется более сложное устройство для импринт-литографии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к созданию способа изготовления снабженного рисунком штампа для формирования более точного рисунка на профилированной поверхности.
Кроме того, настоящее изобретение относится к созданию снабженного рисунком штампа для формирования более точного рисунка на профилированной поверхности.
Кроме того, настоящее изобретение относится к созданию способа формирования более точного рисунка на профилированной поверхности при использовании такого штампа.
Кроме того, настоящее изобретение относится к созданию изделия, содержащего профилированную поверхность с более точным рисунком.
Изобретение определено в независимых пунктах формулы изобретения. В зависимых пунктах формулы изобретения представлены предпочтительные варианты осуществления.
В соответствии с аспектом изобретения предложен способ изготовления снабженного рисунком штампа для формирования рисунка на профилированной поверхности.
Расположив тонкий гибкий, снабженный рисунком слой штампа поверх профилированной поверхности, на которой должен быть образован рисунок, слой штампа можно привести в контакт с каждым участком профилированной поверхности вследствие того, что отсутствует объемная подложка штампа, которая придает штампу структурную целостность. Действительно, эта структурная целостность ограничивает гибкость штампа, имеющего картину элементов, продолжающихся от плоской поверхности. Следовательно, при отсутствии структурной целостности, создаваемой подложкой, гарантируется, что может быть достигнут хороший контакт между картиной элементов и профилированной поверхностью. При последующем образовании подложки на слое штампа снабженная рисунком поверхность штампа фиксируется в виде профилированной поверхности штампа, несущей картину элементов, которая является дополняющей по отношению к профилированной поверхности, на которую должен быть перенесен рисунок, в результате чего образуется снабженный рисунком штамп, пригодный для использования при импринт-литографии таких профилированных поверхностей.
В предпочтительном варианте осуществления этап прижатия гибкого слоя штампа к профилированной поверхности содержит размещение профилированной поверхности вместе с гибким слоем штампа в вакуумной камере; и снижение давления в вакуумной камере для прижатия гибкого слоя штампа к профилированной поверхности. Этим гарантируется еще более плотное прилегание слоя штампа к профилированной поверхности, в результате чего повышается соответствие штампа профилированной поверхности. В ином случае этап прижатия гибкого слоя штампа к профилированной поверхности может содержать приложение повышенного давления к гибкому слою штампа для прижатия гибкого слоя штампа к профилированной поверхности.
В варианте осуществления этап затвердевания содержит прививку опорного слоя к гибкому слою штампа. Этим дополнительно повышается встраивание слоя штампа в опорный слой, в результате чего получается штамп с хорошей структурной целостностью. Например, этого можно достигать, если слой штампа и опорный слой содержат каучукоподобный отверждаемый материал, такой как материал на основе полисилоксана. Особенно пригодным материалом на основе полисилоксана является полидиметилсилоксан (ПДМС). Прививку можно выполнять, например, во время отверждения каучукоподобного материала.
Нельзя не признать, что элементы слоя штампа могут изменяться во время изготовления штампа, так что фактический рисунок штампа может отклоняться от заданного рисунка. Несколько вариантов осуществления предложенного способа относятся к противодействию этому несоответствию.
В варианте осуществления элементы слоя штампа имеют размеры, которые больше заданных, при этом элементы усаживаются до заданных размеров во время этапа затвердевания.
В другом варианте осуществления способ также содержит нанесение мягкого слоя на профилированную поверхность, при этом этап прижатия гибкого слоя штампа к профилированной поверхности содержит вдавливание элементов в мягкий слой. Следовательно, мягкий слой создает структурную опору для элементов, то есть защищает элементы от деформирования под воздействием давлений, прикладываемых к слою штампа во время процесса изготовления штампа. Мягким слоем может быть, например, слой резиста, который может быть немодифицированным (то есть неотвержденным). Предпочтительно, чтобы мягкий слой был жидким слоем.
В еще одном варианте осуществления гибкий слой штампа содержит искаженный рисунок элементов, и в нем этап прижатия снабженного рисунком гибкого слоя штампа к профилированной поверхности содержит деформирование искаженного рисунка до заданного рисунка. Можно прогнозировать искажение элементов, вызываемое давлениями, прилагаемыми к слою штампа во время процесса изготовления штампа. Применяя обратную функцию искажения к заданному рисунку, можно определять искаженный рисунок, искажение которого произошло под действием давлений на заданный рисунок. В этом варианте осуществления следует обращать внимание на точное совмещение деформированного рисунка с профилированной поверхностью для гарантии образования заданного рисунка в заданном положении на профилированной поверхности.
Способ может также содержать закрепление конечного, снабженного рисунком штампа на жестком держателе, таком как стеклянный держатель, для придания штампу дополнительной структурной целостности и снижения риска деформирования штампа в плоскости X-Y (то есть в плоскости главной поверхности штампа, принимающей держатель).
В соответствии с другим аспектом настоящего изобретения предложен снабженный рисунком штамп, содержащий каучуковое основание, включающее в себя профилированную поверхность, несущую рисунок элементов рельефа, которая служит дополнением к формируемой снабжаемой рисунком профилированной поверхности. Такой штамп можно получать в соответствии со способом изготовления штампа согласно настоящему изобретению, и он будет хорошо прилегать к профилированной поверхности, на которой должен быть образован рисунок.
В варианте осуществления профилированная поверхность штампа, несущая рисунок элементов, задается первым слоем, каучуковое основание также содержит опорный слой на первом слое, при этом опорный слой выполнен из иного материала нежели первый слой. Первый слой может быть каучуковым слоем, имеющим первый модуль Юнга, а опорный слой представляет собой каучуковый слой, имеющий второй модуль Юнга, при этом первый модуль Юнга больше, чем второй модуль Юнга. Этим достигается преимущество, заключающееся в том, что получается штамп, который имеет хорошую общую гибкость в сочетании с повышенной устойчивостью к деформированию элементов на профилированной поверхности штампа. Кроме того, гибкость конечного штампа можно корректировать, используя модуль опорного слоя, сохраняя модуль первого слоя, чтобы получать хорошее покрытие профилей в процессе изготовления штампа.
Первый слой и второй слой могут быть и предпочтительно, чтобы они могли быть полидиметилсилоксановыми слоями.
В соответствии с еще одним аспектом настоящего изобретения предложен способ образования снабженной рисунком профилированной поверхности. Этим способом получают профилированную поверхность с хорошим покрытием рисунком. Принимающая поверхность может быть профилированной поверхностью, согласованной с профилями поверхности штампа, или может быть плоской поверхностью, когда штамп является профилированным, при этом конечная снабженная рисунком поверхность также будет представлять собой профилированную, снабженную рисунком поверхность.
Этап импринтинга можно выполнять при пониженном давлении, например, при разрежении, для дополнительного улучшения контакта между снабженным рисунком штампом и профилированной поверхностью. В соответствии с еще одним аспектом настоящего изобретения предложено изделие, содержащее снабженную рисунком профилированную поверхность, полученную в соответствии с рассмотренным выше способом образования снабженной рисунком профилированной поверхности. Такие изделие отличается от изделий из предшествующего уровня техники более полным формированием рисунка на профилированной поверхности.
Изобретение во всех его аспектах можно успешно использовать в и для импринт-литографии, когда элементы рисунка имеют размер порядка длины волны видимого света. Вследствие гибкости штампа изобретение особенно пригодно для импринт-литографии с использованием гибкого штампа, такой как согласованная с подложкой импринт-литография, когда подложки являются умеренно или сильно профилированными или необходимо снабжать рисунками профилированные поверхности (например, криволинейное стекло, для которого требуется рисунок).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления изобретения будут описаны более подробно и только в качестве не создающих ограничения примеров с обращением к сопровождающим чертежам, на которых:
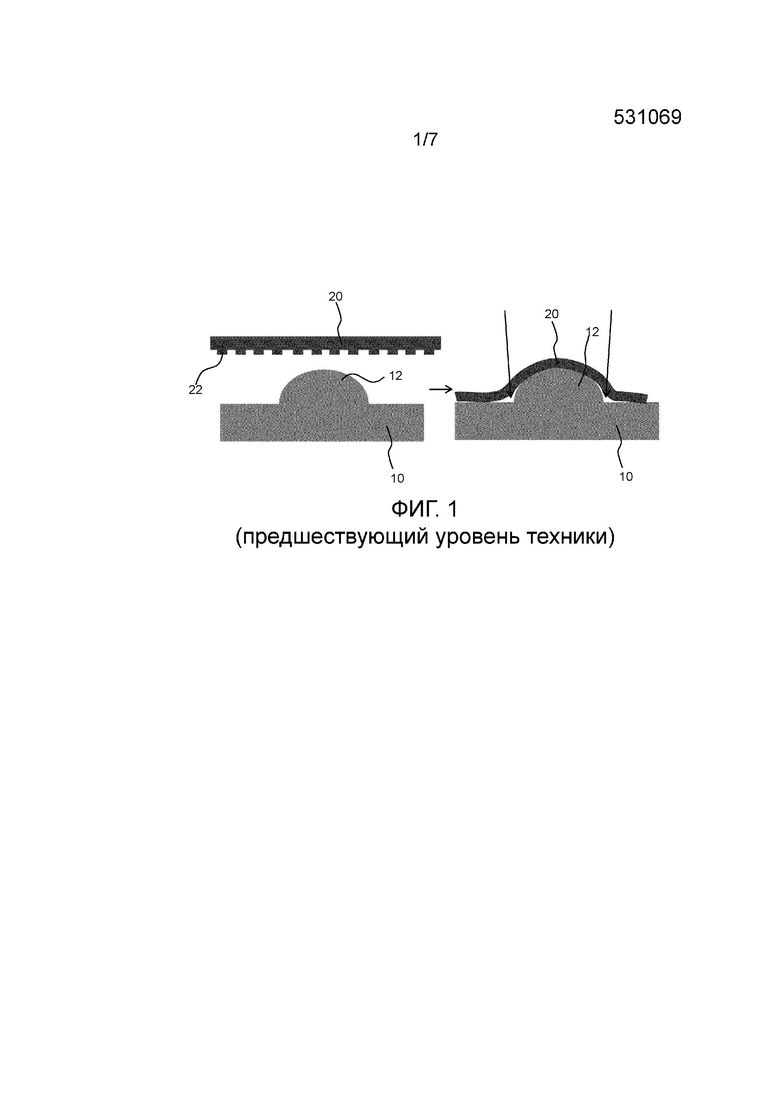
фиг.1 - схематическая иллюстрация процесса импринтинга согласно предшествующему уровню техники;
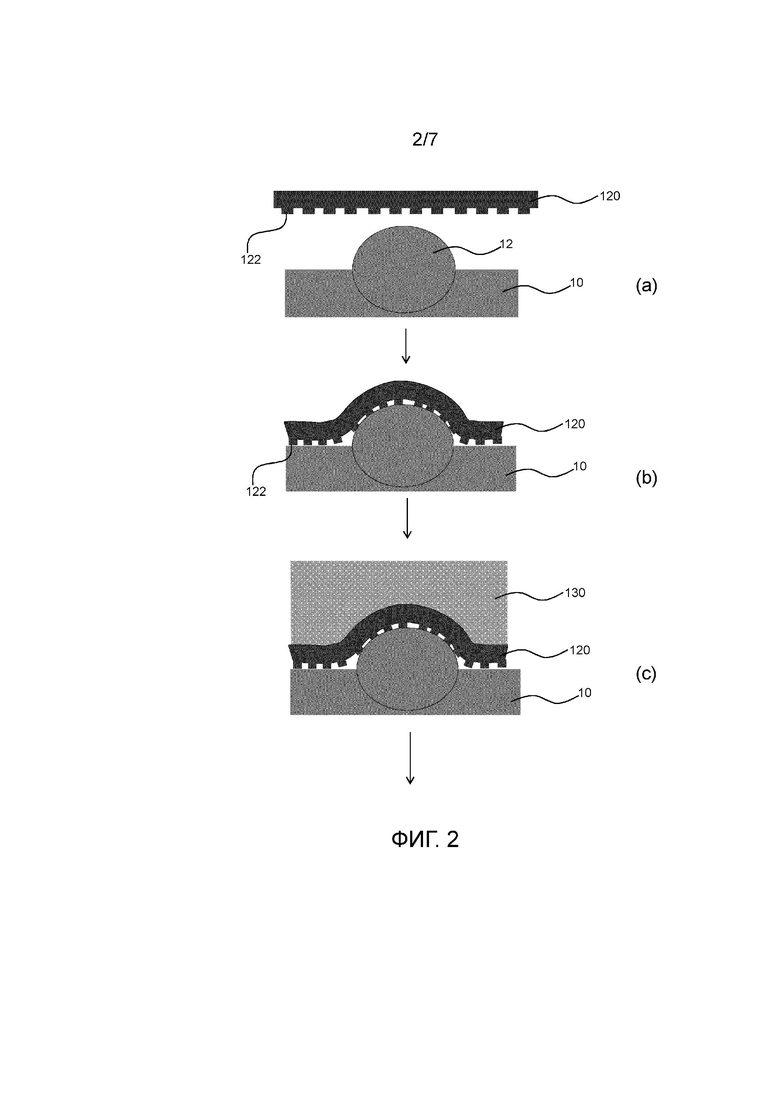
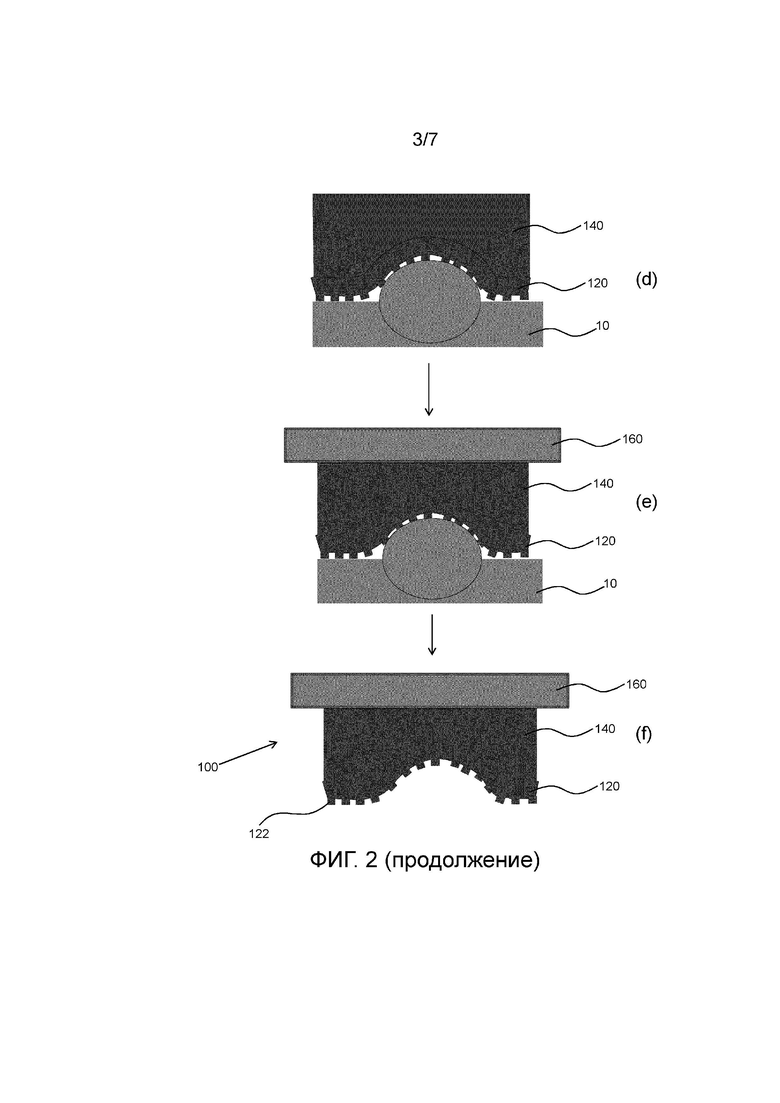
фиг.2 - схематическая иллюстрация способа изготовления штампа согласно варианту осуществления настоящего изобретения;
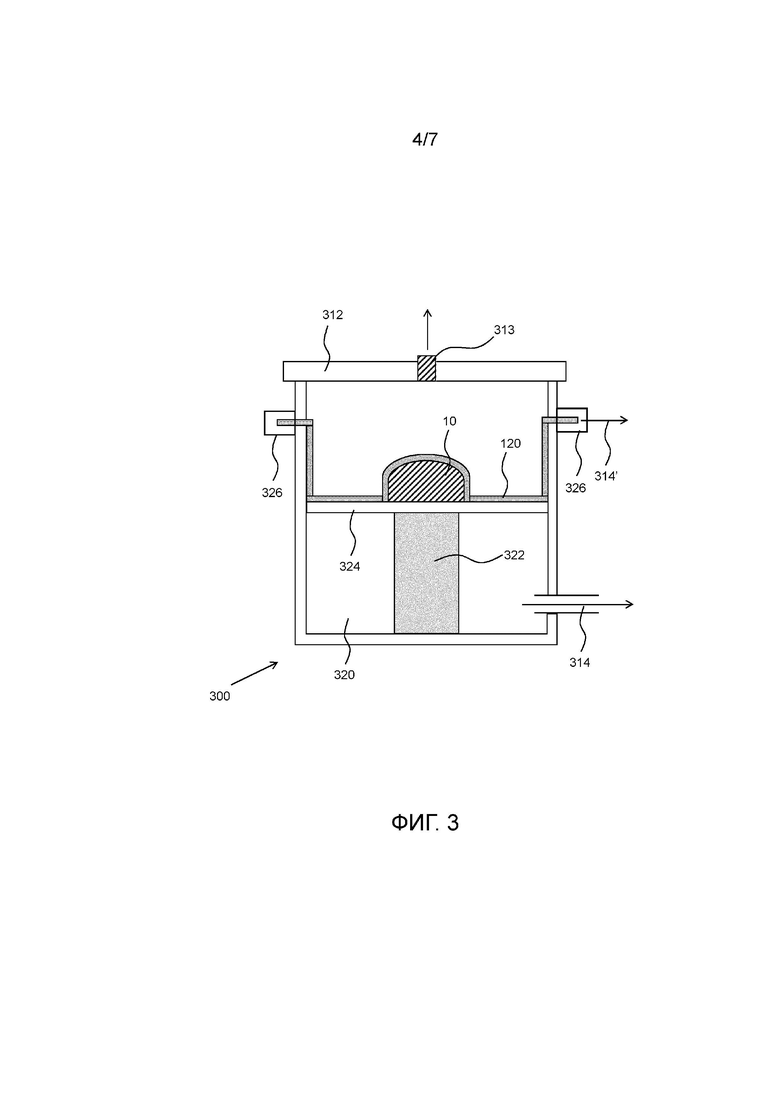
фиг.3 - схематический вид вакуумной камеры, предназначенной для использования в способе изготовления штампа согласно фиг.2;
фиг.4 - схематическая иллюстрация способа импринтинга согласно варианту осуществления настоящего изобретения;
фиг.5 - схематическая иллюстрация способа импринтинга согласно другому варианту осуществления настоящего изобретения; и
фиг.6 - полученные с помощью растрового электронного микроскопа фотографии изделия, выдавленного согласно способу импринтинга по фиг.4.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Следует понимать, что чертежи являются только схематическими и выполнены не в масштабе. Следует также понимать, что одни и те же позиции используются на всех чертежах для обозначения одних и тех же или подобных деталей.
На фиг.1 схематически показан процесс литографической печати согласно предшествующему уровню техники, предназначенный для печатания на поверхности 10, содержащей один или несколько профилей 12. Каучуковый штамп 20, такой как полидиметилсилоксановый штамп, содержащий рисунок элементов 22, вытянутых от плоской поверхности штампа 20, приводят в контакт с поверхностью 10, содержащей один или несколько профилей 12 и покрытой пригодным для выдавливания рисунка слоем, например, слоем немодифицированного резиста. На фиг.1 этот слой не показан. Штамп 20 помещают на поверхность 10 и деформируют, оказывая давление на него таким образом, чтобы штамп 20 принял общую форму поверхности 10. Затем слой резиста модифицируют, после чего штамп 20 отводят от поверхности 10, оставляя позади модифицированный слой с выдавленными элементами 22.
Однако проблема, связанная с этим способом, заключается в том, что плоский штамп 20 может деформироваться только в ограниченной степени, так что, как показано стрелками в правой части фиг.1 (для ясности элементы 22 опущены в правой части), штамп 20 не может соприкасаться с поверхностью 10 на границе с профилем 12. Следовательно, получается частично выдавленное изделие, на котором рисунок элементов 22 отсутствует в этих пограничных областях. Размер непокрытого участка можно уменьшать путем повышения давления на штамп 20 во время процесса импринтинга, но это приведет к снижению срока службы штампа 20 и повышению риска деформации рисунка элементов 22 во время процесса импринтинга, и этим снижается качество рисунка, переносимого на поверхность 10.
Эта проблема решается по меньшей мере некоторыми вариантами осуществления настоящего изобретения, в которых предусмотрен штамп, имеющий снабженную рисунком поверхность с общей формой, которая дополняет поверхность 10 изделия, на которой должен быть образован рисунок. Преимущество этого заключается в том, что поверхность штампа не должна будет деформироваться при приведении в контакт с поверхностью 10, включающей в себя пограничную область профиля 12. Следовательно, штампом можно переносить рисунок элементов на всю поверхность 10, в том числе на пограничные области одного или нескольких профилей 12 на поверхности 10.
На фиг.2 схематически показаны различные этапы способа изготовления штампа согласно варианту настоящего осуществления, предназначенного для использования в процессе мягкой литографии, например, в процессе формирования наноразмерного рисунка на профилированных поверхностях, который будет пояснен более подробно ниже.
Способ начинают на этапе (а) с обеспечения гибкого слоя 120 штампа, несущего рисунок элементов 122. Гибкость слоя 120 штампа определяется выбранным материалом и толщиной штампа. В варианте осуществления слой 120 штампа изготавливают из эластомера или каучукоподобного материала, такого как подходящий блок-сополимер, например, блок-сополимер стирола, этилена и бутилена с чередованием блоков или каучукоподобный материал на основе полисилоксана. В варианте осуществления слой 120 штампа изготавливают из каучукоподобного материала на основе полисилоксана, такого как полидиметилсилоксан, T-разветвленный и/или Q-разветвленный каучукоподобный материал на основе полисилоксана, которые раскрыты, например, в WO2009/147602 A2. Для исключения сомнений следует отметить, что T-разветвленный полисилоксан содержит разветвленные по трем направлениям цепи, то есть сети, например, поперечно связанные линейными полисилоксанами. Точно так же, Q-разветвленный полисилоксан содержит разветвленные по четырем направлением цепи, то есть сети, например, поперечно связанные линейными полисилоксанами. В еще одном варианте осуществления слой 120 штампа изготавливают из полидиметилсилоксана. Однако следует понимать, что слой 120 штампа можно изготавливать из любого подходящего гибкого материала.
Гибкий слой 120 штампа должен иметь толщину, которая позволяет слою 120 штампа быть гибким, то есть образовывать тесный контакт с пограничными областями профилей на поверхности 10. Понятно, что подходящая толщина гибкого слоя 120 штампа зависит от материала, выбираемого для гибкого слоя 120 штампа. Гибкий слой 120 штампа обычно имеет толщину не больше нескольких миллиметров, например, 1 мм или меньше, чтобы гарантировались заданные характеристики гибкости слоя 120 штампа. В варианте осуществления гибкий слой 120 штампа может быть изготовлен из каучукоподобного материала, такого как полидиметилсилоксан, и/или может иметь максимальную толщину в пределах 100-1000 мкм, хотя следует понимать, что нижний предел этого диапазона может быть дополнительно снижен, например, до 50 мкм, 10 мкм или даже 1 мкм за счет повышения хрупкости гибкого слоя 120 штампа. Для исключения сомнений поясним, что толщина гибкого слоя 120 штампа определяется совместно толщиной объемного материала и высотой элементов 122.
Элементами 122 определяется рисунок, подлежащий переносу на поверхность 10, содержащую по меньшей мере один профиль 12. Элементы 122 могут иметь размеры в пределах от нескольких микрометров до нескольких нанометров, то есть элементами 122 может определяться наноразмерный рисунок, хотя также можно использовать элементы более крупных размеров. Гибкий слой 120 штампа может иметь модуль Юнга, который согласован с заданными размерами элементов 122 изготовляемого штампа. Например, для элементов с относительно большими размерами, например, элементов с размерами от 500 нм до нескольких микрометров, например, до 2 мкм или 5 мкм, можно использовать относительно мягкий каучукоподобный материал, например, каучукоподобный материал, имеющий модуль Юнга в пределах 2,5-5 МПа, такой как мягкий полидиметилсилоксан. Это обусловлено тем, что относительно крупноразмерные элементы 122 являются относительно нечувствительными к смятию, вызываемому поверхностным натяжением во время процесса изготовления штампа или процесса импринтинга. Такое смятие обычно связано с расстоянием между элементами, при этом в случае небольших расстояний между элементами слишком гибкие элементы 122 прилипают друг к другу. Следует отметить, что расстояние между элементами обычно, но необязательно, коррелированно с размерами элементов.
Поэтому, когда требуются элементы 122 меньших размеров (и/или меньшие расстояния между элементами), можно рассматривать применение более жестких каучукоподобных материалов, чтобы предотвращать смятие элементов 122 небольших размеров вследствие упомянутого выше поверхностного натяжения. В варианте осуществления, в котором размеры элементов 122 штампа находятся в пределах от 200 нм до 2 мкм, можно рассматривать применение каучукоподобного материала, имеющего модуль Юнга в пределах 7-11 МПа, такого как полидиметилсилоксан, тогда как для штампа, имеющего элементы 122 с размерами в пределах от 1 нм до 2 мкм, можно рассматривать применение каучукоподобного материала, имеющего модуль Юнга в пределах 40-80 МПа, такого как сверхтвердый полидиметилсилоксан (иногда называемый Т-ПДМС). Для исключения сомнений следует отметить, что представленные модули Юнга определяют с помощью стандартизированного испытания на твердость в соответствии со стандартом ASTM D1415-06(2012) Американского общества по испытанию материалов по проникновению жесткого шарика в каучукоподобный материал при условиях, установленных стандартом.
Рисунок элементов 122 можно формировать на гибком слое 120 штампа любым подходящим способом. Можно использовать известные способы, такие как травление электронным лучом или интерференционная литография, для формирования рисунка элементов 122. Кроме того, поверхность 10, содержащую по меньшей мере один профиль 12, можно называть профилированной поверхностью 10. В варианте осуществления профилированная поверхность 10 имеет протяженность в пределах от нескольких микрометров до нескольких сантиметров. Слой 120 штампа может иметь протяженность, согласованную с длиной профилированной поверхности 10. Профилированная поверхность 10 может быть выполнена из любого подходящего материала, например из стекла, подходящего полимера, металла, полупроводникового материала, такого как Si, SiGe, AlGaN, и т.д. Профилированная поверхность 10 может образовывать часть изделия массового производства, так что рисунки должны будут выдавливаться на многочисленных копиях или образцах профилированной поверхности 10. Профилированная поверхность 10, показанная на фиг.2, действует как подложка для этих многочисленных копий или образцов профилированной поверхности 10.
На этапе (b) гибкий слой 120 штампа накладывают поверх профилированной поверхности 10 так, чтобы рисунок элементов 122 пришел в контакт с профилированной поверхностью 10. Вследствие ограниченной толщины гибкий слой 120 штампа может быть приведен в контакт со всей поверхностью профилированной поверхности 10, включая пограничную область профилей 12, то есть область, в которой профилированная поверхность 10 может иметь нарушение непрерывности. В варианте осуществления гибкий слой 120 штампа накладывают поверх профилированной поверхности 10 при пониженном давлении, поскольку при этом дополнительно усиливается тесная связь между элементами 122 и профилированной поверхностью 10. В альтернативном варианте осуществления гибкий слой 120 штампа накладывают поверх профилированной поверхности 10 при приложении повышенного давления. Удалением воздуха или другого газа из промежутка между гибким слоем 120 штампа и профилированной поверхностью 10 гарантируется сцепление гибкого слоя 120 штампа с профилированной поверхностью 10, в частности, в упомянутых выше областях профилированной поверхности 10 с нарушением непрерывности. Такое пониженное давление можно получать, например, при размещении профилированной поверхности 10 и наложенного гибкого слоя 120 штампа в вакуумной камере и приложении вакуума к профилированной поверхности 10 и наложенному гибкому слою 120 штампа. Это будет пояснено более подробно ниже. Вместо этого можно прикладывать повышенное давление; при этом по существу известно, как можно прикладывать повышенное давление к слою штампа на поверхности, так что для краткости это не будет поясняться подробно.
Как упоминалось ранее, рисунок элементов 122 может деформироваться во время наложения гибкого слоя 120 штампа на профилированную поверхность 10, например, при прессовании, или растягивании гибкого слоя 120 штампа по профилированной поверхности 10, и/или при приложении к гибкому слою 120 штампа относительно большого давления, например, при разрежении. Такие деформации обычно могут возникать, когда между элементами 122 имеются пустоты, поскольку под воздействием (пониженного) давления будет удаляться среда, например, воздух, из этих пустот, что может приводить к деформированию элементов 122.
В варианте осуществления эта проблема решается тем, что гибкий слой 120 штампа содержит искаженный рисунок элементов 122, вследствие чего во время выполнения этапа (b), на котором снабженный рисунком гибкий слой 120 штампа прижимают к профилированной поверхности 10, искаженный рисунок элементов 122 деформируется до предопределенного или заданного рисунка элементов 122. Искаженный рисунок элементов 122 можно определять эмпирически или можно рассчитывать, например, используя программные средства моделирования, с помощью которых можно оценивать деформацию таких элементов 122 под воздействием прикладываемых давлений.
В альтернативном варианте осуществления эта проблема решается наложением мягкого слоя, такого как слой исходного материала немодифицированного резиста или другой подходящий жидкий слой, например неотвержденный материальный состав, на профилированную поверхность 10, чтобы вдавливать элементы 122 в этот мягкий слой во время выполнения этапа (b). Более конкретно, среда в пустотах между элементами 122 заменяется материалом мягкого слоя, например материалом резиста, так что материал мягкого слоя в этих пустотах обеспечивает структурную опору для элементов 122, вследствие чего предотвращается значительное деформирование элементов 122. Таким образом, этим можно избежать необходимости образовывать снабженный рисунком гибкий слой 120 штампа, имеющий искаженный рисунок элементов 122, поскольку рисунок не будет значительно деформироваться во время выполнения этапа (b). Сам по себе этот вариант осуществления может дать более экономически эффективное решение проблемы деформации.
Затем в способе переходят к этапу (с), на котором исходный материал 130 для образования опорного слоя на гибком слое 120 штампа осаждают на гибкий слой 120 штампа. В случае выполнения этапа (b) при пониженном давлении этап (с), то есть осаждение исходного материала 130 на гибкий слой 120 штампа, также можно выполнять при пониженном давлении, например, образуя небольшое отверстие в вакуумной камере, которое обеспечит доступ к верхней части гибкого слоя 120 штампа текучему или жидкому исходному материалу 130, поступающему на гибкий слой 120 штампа, и в то же время поддержание пониженного давления в вакуумной камере для сохранения согласования между гибким слоем 120 штампа и профилированной поверхностью 10. Исходный материал 130 обычно представляет собой текучий материал, например жидкость, такую как вязкая жидкость или гель, так что исходный материал 130 легко согласуется с профилем поверхности гибкого слоя 120 штампа. Хотя это конкретно не показано на этапе (с), профилированная поверхность 10 и накладываемый гибкий слой 120 штампа могут быть размещены в подходящем контейнере для предотвращения выплескивания текучего исходного материала 130 за пределы границ профилированной поверхности 10.
Предпочтительно, чтобы исходный материал 130 был составом, подходящим для образования каучукоподобного опорного слоя на гибком слое 120 штампа. Предпочтительно, чтобы каучукоподобный опорный слой и гибкий слой 120 штампа имели подобные или идентичные коэффициенты теплового расширения. Этого можно достигать, например, выбором одинакового состава материала для гибкого слоя 120 штампа и каучукоподобного опорного слоя.
В варианте осуществления исходный материал 130 имеет состав, подходящий для образования полидиметилсилоксана, имеющего модуль Юнга 2,5-5 МПа, то есть мягкого полидиметилсилоксана. Каучукоподобный опорный слой из мягкого полидиметилсилоксана можно сочетать с любым из упомянутых выше полидиметилсилоксановых гибких слоев 120 штампа, то есть с полидиметилсилоксановым гибким слоем 120 штампа, имеющим такой же или более высокий модуль Юнга.
Толщина слоя 130 исходного материала выбрана такой, что при затвердевании слоя 130 исходного материала образуется каучукоподобный опорный слой на гибком слое 120 штампа, в результате чего штамп имеет хорошую структурную целостность, так что поверхность гибкого слоя 120 штампа, несущего рисунок элементов 122, деформируется с трудом. Иначе говоря, каучукоподобный опорный слой фиксирует форму профилированной поверхности 10 на поверхности гибкого слоя 120 штампа, несущего рисунок элементов 122.
Затем на этапе (d) слой 130 исходного материала подвергают затвердеванию для образования каучукоподобного опорного слоя 140. Процесс затвердевания можно выполнять, например, в соответствии с процессом отверждения, катализируемого ультрафиолетовым излучением, теплотой, радикалами или сочетанием их. Кроме того, в варианте осуществления этап затвердевания выполняют при пониженном давлении, то есть внутри вакуумной камеры. Во время процесса затвердевания, то есть в продолжение отверждения, химические реакции в слое 130 исходного материала могут осуществлять прививку каучукоподобного опорного слоя 140 к гибкому слою 120 штампа, в результате чего будет гарантироваться сильная связь между каучукоподобным опорным слоем 140 и гибким слоем 120 штампа. Понятно, что связывание других подходящих видов также может предполагаться; например, прилипание при использовании клея на гибком слое 120 штампа и т.д. Такой клей можно наносить, например, после образования каучукоподобного опорного слоя 140, после чего каучукоподобный опорный слой 140 может быть временно поднят от гибкого слоя 120 штампа для нанесения клея на гибкий слой 120 штампа или на поверхность каучукоподобного опорного слоя 140, чтобы он находился в контакте с гибким слоем 120 штампа после повторного размещения каучукоподобного опорного слоя 140 на гибком слое 120 штампа.
В этом месте следует отметить, что затвердевание слоя 130 исходного материала может вызывать некоторую усадку элементов 122 гибкого слоя 120 штампа, в частности в направлении высоты, то есть направлении, перпендикулярном профилированной поверхности 10, особенно в случае, когда процесс затвердевания выполняют при повышенных температурах. Ее можно компенсировать на начальной стадии выполнением гибкого слоя 120 штампа с элементами 122 больших размеров по сравнению с заданными, чтобы элементы 122 сокращались до заданного размера во время затвердевания слоя 130 исходного материала.
Как показано, на этапе (е) при затвердевании слоя 130 исходного материала с образованием опорного слоя 140 жесткий держатель 160 может быть образован на опорном слое 140. Такой жесткий держатель 160 может быть изготовлен из любого подходящего жесткого материала, например из стекла. Предпочтительно изготавливать жесткий держатель 160 из материала, термически согласованного с материалом подложки, на которой будет выдавливаться штампом рисунок, то есть материалы должны иметь подобные или идентичные коэффициенты теплового расширения, чтобы изменения температуры во время процесса импринтинга не оказывали влияния на совмещение штампа с поверхностью, воспринимающей рисунок. Опорный слой 140 может быть прикреплен к жесткому носителю 160 любым подходящим способом, например с помощью прививки или с помощью прилипания с использованием клея. В варианте осуществления слой 130 исходного материала преобразуют в опорный слой 140 при наличии жесткой опоры 160, так что жесткий держатель 160 непосредственно прививают к снабженному рисунком штампу. Это способствует, например, предотвращению деформации, например, усадки, штампа в плоскости X-Y, то есть основной плоскости профилированной поверхности 10. Этим дополнительно повышаются устойчивость и точность последующего процесса импринтинга, в котором используют снабженный рисунком штамп.
После этого полученную структуру можно отделить от профилированной поверхности 10, чтобы получить снабженный рисунком штамп 100, имеющего слой 120 штампа, содержащий поверхность штампа, несущую рисунок элементов 122, и эта поверхность штампа согласована с контуром профилированной поверхности 10, при этом структурная целостность штампа 100 обеспечивается опорным слоем 140 и в некоторых случаях жестким держателем 160. Иначе говоря, профилированный слой 120 штампа содержит поверхность штампа, которая является обратной по отношению к подлежащей образованию профилированной поверхности с рисунком.
В варианте осуществления снабженный рисунком штамп 100 имеет эластомерное или каучуковое основание, включающее в себя слой 120 штампа, который изготовлен из того же самого материала, что и опорный слой 140, например, мягкого полидиметилсилоксана. В альтернативном варианте осуществления снабженный рисунком штамп 100 имеет слой 120 штампа, который изготовлен из материала, отличающегося от материала опорного слоя 140, например, как пояснялось ранее, опорный слой 140 изготовлен из мягкого полидиметилсилоксана и слой 120 штампа изготовлен из твердого полидиметилсилоксана или Т-ПДМС. В общем случае, как уже пояснялось, снабженный рисунком штамп 100 может иметь эластомерное или каучуковое основание, включающее в себя слой 120 штампа из эластомерного или каучукоподобного материала, имеющего такой же или более высокий модуль Юнга, какой имеет эластомерный или каучукоподобный материал опорного слоя 140. Следует понимать, что для гибкого слоя 120 штампа желательно использовать материал с модулем Юнга, который должен быть как можно ниже для гарантии легкого отделения снабженного рисунком штампа 100 от слоя, вытисненного снабженным рисунком штампом 100, чтобы максимизировать срок службы снабженного рисунком штампа 100.
Для исключения сомнений следует отметить, что варианты осуществления настоящего изобретения относятся к любому снабженному рисунком штампом 100, который имеет профилированную печатающую поверхность, несущую рисунок элементов 122, и который можно получать в соответствии с вариантами осуществления способа изготовления штампа согласно настоящему изобретению.
На фиг.3 схематически показано поперечное сечение вакуумной камеры 300 согласно примеру варианта осуществления, в которой, как ранее пояснялось, снабженный рисунком гибкий слой 120 штампа может быть прижат к профилированной поверхности 10 при пониженном давлении. Вакуумная камера 300 содержит корпус 310 и крышку 312, которая может быть прикреплена к корпусу 310 любым подходящим способом, например, с использованием зажимов. Крышка 312 может содержать отверстие для доступа к верхней поверхности гибкого слоя 120 штампа, так что, как ранее пояснялось, текучий исходный материал 130 может быть осажден, например, налит, на гибкий слой 120 штампа. На фиг.3 это отверстие герметически закрыто удаляемым уплотнительным элементом 313, например, каучуковой пробкой, по существу хорошо известной. Соединитель 314 с вакуумом протянут через корпус 310 для соединения внутреннего объема 320 вакуумной камеры 300 с вакуумным насосом (непоказанным). Для исключения сомнений следует отметить, что по меньшей мере в некоторых вариантах осуществления вакуумный насос не образует часть вакуумной камеры 300. Кроме того, вакуумная камера 300 может содержать одну или несколько прокладок 322 для поддержания держателя 324 образца. Держателем 324 образца совместно с боковыми стенками вакуумной камеры 300 может задаваться контейнер для жидкости или же может иметься сам по себе встроенный контейнер для жидкости. Как пояснялось ранее, держатель 324 образца может действовать как контейнер для текучего исходного материала 130.
В варианте осуществления снабженный рисунком гибкий слой 120 штампа может продолжаться на протяжении боковых стенок контейнера и через прорези в боковых стенках вакуумной камеры 300 в зажимную муфту 326, и, как показано стрелкой 314', эта зажимная муфта 326 может быть также соединена с вакуумным насосом. Множество зажимных муфт 326, например пару зажимных муфт 326, можно предусмотреть для закрепления снабженного рисунком слоя 120 штампа в вакуумной камере 300 или, точнее говоря, на держателе 324 образца.
В варианте осуществления участки снабженного рисунком гибкого слоя 120 штампа, которые не предназначены для соприкосновения с профилированной поверхностью 10, например, участки снабженного рисунком гибкого слоя 120 штампа, продолжающиеся на протяжении боковых стенок контейнера для жидкости и в зажимные муфты 326, могут не нести рисунок элементов 122 на протяжении всей длины этих участков или все такие участки могут не нести рисунок элементов 122.
Однако следует понимать, что альтернативные варианты осуществления, например, вариант осуществления, в котором снабженный рисунком гибкий слой 120 штампа не продолжается на протяжении боковых стенок контейнера для жидкости, а предназначен только для соприкосновения с профилированной поверхностью 10, также могут предполагаться.
При работе в вакуумной камере 310 можно создавать разрежение через соединитель 314 с вакуумом, чтобы снабженный рисунком гибкий слой 120 штампа присасывался к профилированной поверхности 10 и к боковым стенкам контейнера для жидкости, в том числе к держателю 324 образца. Разрежение обычно создают в течение достаточно длительного периода времени, чтобы гарантировать плотное прилегание снабженного рисунком гибкого слоя 120 штампа к профилированной поверхности 10, после чего, как пояснялось ранее, через отверстие в крышке 312 можно выполнить осаждение слоя 130 исходного материала на гибкий слой 120 штампа с последующим затвердеванием текучего исходного материала 130.
Следует отметить, что в случае образования снабженного рисунком штампа 100 в процессе производства, когда, как показано на фиг.3, снабженный рисунком гибкий слой 120 штампа продолжается на протяжении боковых стенок контейнера для жидкости, снабженный рисунком штамп 100 может дополнительно содержать боковые стенки, которые выполнены из другого материала нежели опорный слой 140. Боковые стенки обычно выполняют из такого же материала, что и материал снабженного рисунком гибкого слоя 120 штампа. Например, как пояснялось ранее, снабженный рисунком штамп 100 может содержать опорный слой 140 из мягкого полидиметилсилоксана и слой 120 штампа и боковые стенки из твердого полидиметилсилоксана или Т-ПДМС. В более общем случае, как пояснялось ранее, снабженный рисунком штамп 100 может иметь слой 120 штампа и боковые стенки из эластомерного или каучукоподобного материала, имеющего такой же модуль Юнга, какой имеет эластомерный или каучукоподобный материал опорного слоя 140, или более высокий.
Штамп 100 можно использовать в процессах импринтинга, таких как процессы импринтинга в мягкой литографии, в которых краску, например, слой резиста, вдавливают снабженным рисунком штампом в поверхность, на которой должен быть образован рисунок, для переноса рисунка штампа в слой краски или резиста. Это позволяет формировать рисунки, имеющие наноразмерные элементы на таких поверхностях, что само по себе по существу известно.
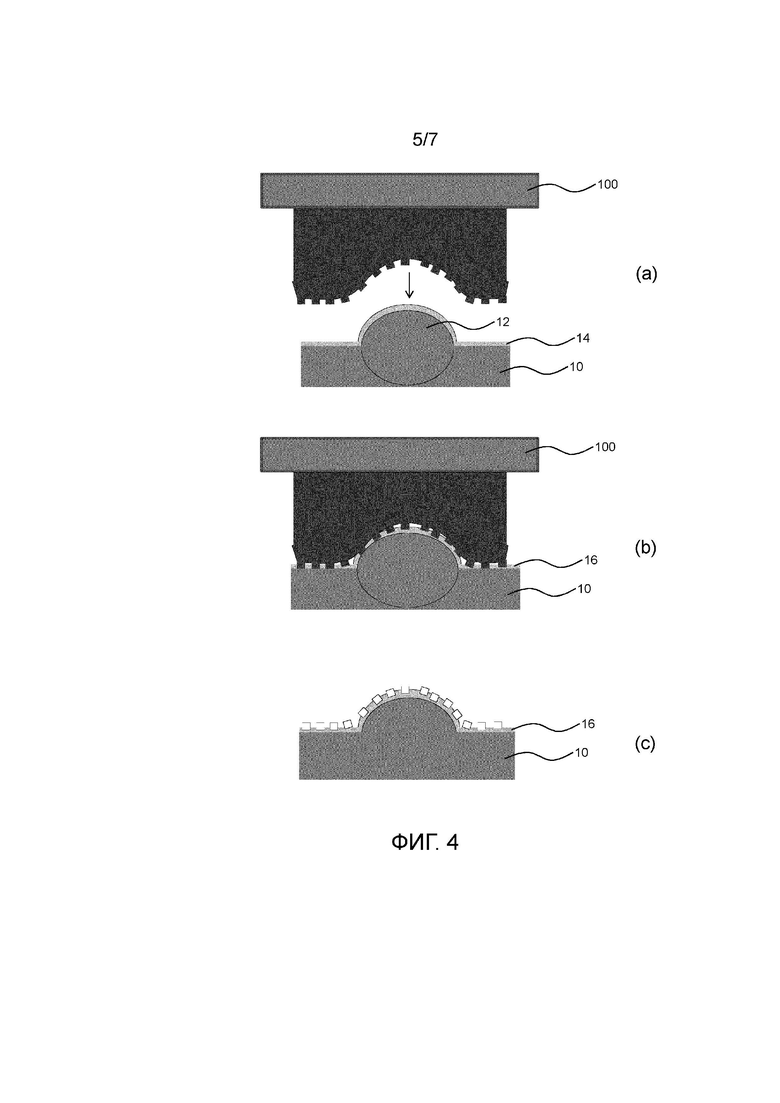
Пример способа импринтинга согласно примеру варианта осуществления настоящего изобретения показан на фиг.4. На этапе (а) принимающую поверхность 10, содержащую один или несколько профилей 12, образуют одновременно со снабженным рисунком штампом 100 согласно варианту осуществления настоящего изобретения. Слой 14 исходного материала краски или резиста, подлежащий вдавливанию снабженным рисунком штампом 100, образуют на профилированной поверхности 10. Слой 14 исходного материала краски или резиста может быть любым подходящим материалом, например, органическим или неорганическим исходным материалом резиста. Сами по себе материалы по существу хорошо известны и широко описаны, поэтому только ради краткости дополнительное описание составов таких материалов опускается. Точно так же, отсутствует особое ограничение для материала, используемого для профилированной поверхности 10. Как ранее пояснялось, любой подходящий материал можно использовать для профилированной поверхности. Следует отметить, что профилированная поверхность 10, подлежащая тиснению, показанная на фиг.4, идентична профилированной поверхности 10, показанной на фиг.2, предназначенной для образования снабженного рисунком штампа 100, вследствие чего гарантируется, что, как пояснялось ранее, профилированная поверхность снабженного рисунком штампа 100 будет точно соответствовать форме профилированной поверхности 10 при точном совмещении, в том числе в пограничных областях профилей 12.
На этапе (b) слой 14 краски или резиста тиснят снабженным рисунком штампом 100 и затем модифицируют, например, осуществляют затвердевание с помощью реакции отверждения, чтобы образовать снабженный рисунком слой 16 краски или резиста на профилированной поверхности 10, после чего на этапе (с) снабженный рисунком штамп 100 отводят, чтобы получить изделие, содержащее профилированную поверхность 10, несущую снабженный рисунком слой 16 краски или резиста. Как пояснялось ранее, такое изделие выигрывает от того, что рисунок на профилированной поверхности 10 является непрерывным, то есть также имеется в пограничных областях профилей 12, вследствие чего получается высококачественный рисунок на профилированной поверхности.
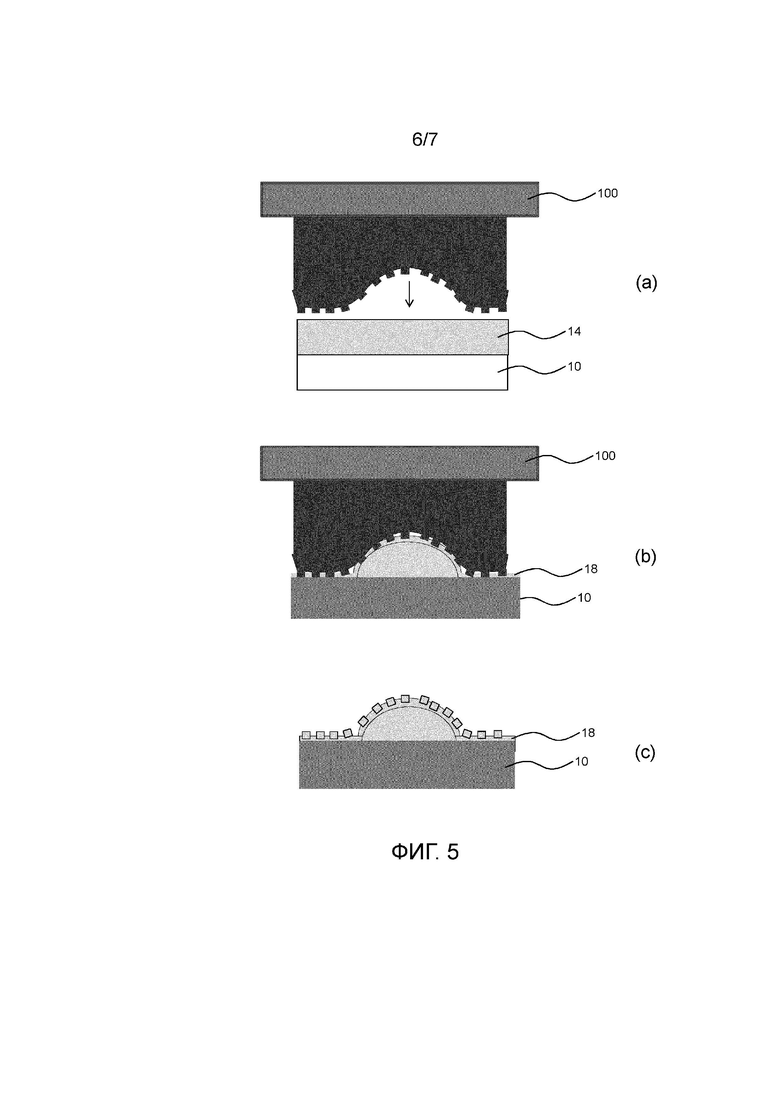
В этом месте следует отметить, что способ импринтинга согласно настоящему изобретению не ограничен тиснением только на профилированных поверхностях. На фиг.5 показан альтернативный вариант осуществления, в котором снабженный рисунком штамп 100 используют для образования профилей на плоской принимающей поверхности 10. Для этого на этапе (а) относительно толстый (вязкий) слой 14 исходного материала краски или резиста наносят на поверхность 10, после чего слой 14 исходного материала краски или резиста тиснят снабженным рисунком штампом 100 и затем модифицируют на этапе (b), чтобы получить снабженный рисунком слой 18 краски или резиста после отведения снабженного рисунком штампа 100 на этапе (с). Снабженный рисунком слой 18 краски или резиста включает в себя профили 12, показанные на фигурах 2 и 4, то есть профили 12 не образуют неотъемлемую часть подложки, содержащей плоскую поверхность 10, а вместо этого образуют часть слоя 18 модифицированной краски или резиста.
Следует отметить, что профили 12, образующие часть снабженного рисунком слоя 18 модифицированной краски или резиста, более восприимчивы к усадке, чем профили 12, образующие неотъемлемую часть профилированной поверхности 10. Кроме того, очевидно, что в способе из фиг.5 требуется большее количество материала 14 краски или резиста. Однако в способе импринтинга из фиг.4 снабженный рисунком штамп необходимо тщательно совмещать с профилированной поверхностью 10 для высококачественного переноса рисунка элементов 122 на профилированную поверхность 10, тогда как в способе из фиг.5 такие требования к совмещению являются намного более слабыми, поскольку профилированную поверхность снабженного рисунком штампа 100 не надо согласовывать с формой плоской поверхности 10.
В этом месте следует отметить, что этапы (b) импринтинга из фигур 4 и 5 могут быть выполнены при пониженном давлении, например, в вакуумной камере, такой как вакуумная камера 300, для дополнительного улучшения контакта между снабженным рисунком штампом 100 и (профилированной) поверхностью 10.
Способ, показанный на фиг.4, то есть способ формирования рисунка элементов на уже имеющейся профилированной поверхности, может быть полезным, если профили имеют относительно большие размеры, например, размеры от 100 мкм до нескольких сантиметров и больше. Способ, показанный на фиг.5, может быть менее пригодным для образования снабженных рисунками профилированных поверхностей с такими размерами, поскольку степень усадки профилей 12, образуемых из материала 18 резиста, может препятствовать точному воспроизведению заданной профилированной поверхности 10. Однако при меньших размерах профилей, например, размерах профилей в пределах 1-100 мкм, способ, показанный на фиг.5, можно использовать для точного воспроизведения заданных профилированных поверхностей вследствие умеренной степени усадки профилей 12, образуемых из материала 18 резиста.
В этом месте следует отметить, что размер профилей на печатающей поверхности снабженного рисунком штампа 100 особенно не ограничен. Профили могут иметь размеры в пределах от около 1 мкм до размеров сантиметрового диапазона, например, 1 см или больше. Кроме того, отношение, определяемое размерами профилей на печатающей поверхности снабженного рисунком штампа 100, деленными на размеры элементов 122, особенно не ограничено и может быть в пределах от всего лишь 2 до 1000000000, например, от 5 до 100000000 или от 50 до 50000000. Иначе говоря, элементы нанометрового размера могут быть выдавлены на профилированных поверхностях, имеющих размеры профилей от нескольких сантиметров до метра.
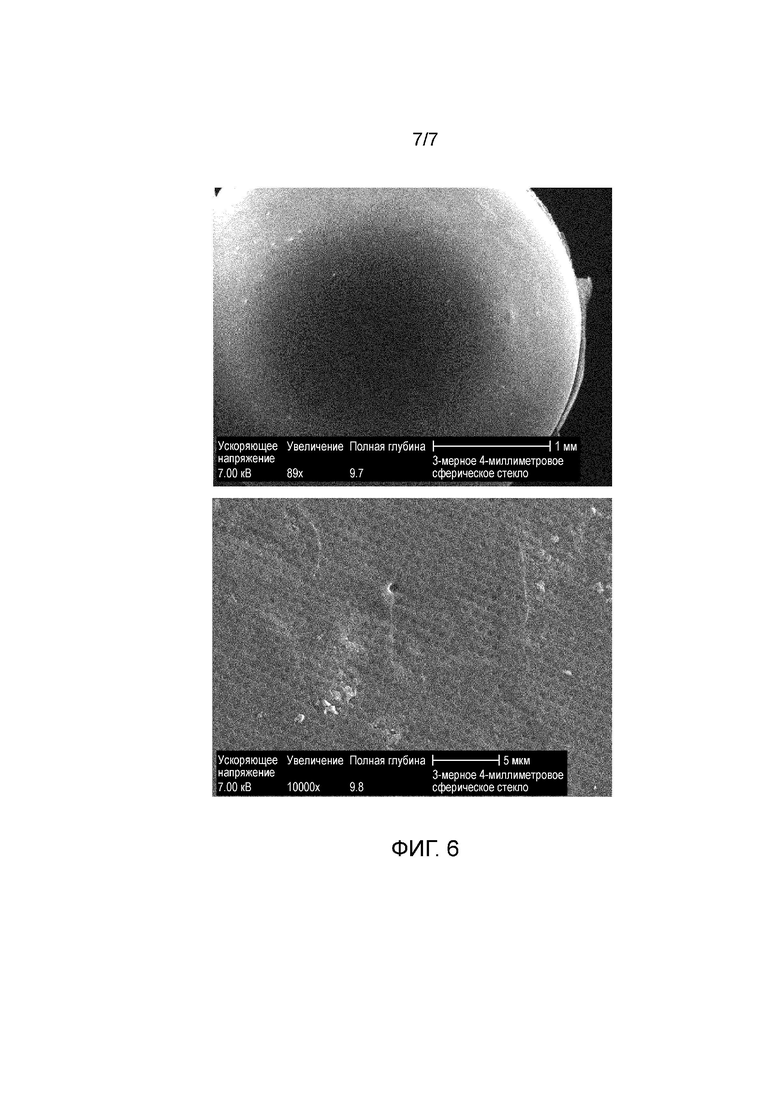
На фиг.6 показана пара полученных с помощью растрового электронного микроскопа изображений стеклянной сферы, имеющей диаметр 4 мм, на которой был выдавлен рисунок в соответствии со способом импринтинга из фиг.4 при использовании снабженного рисунком штампа 100, образованного в соответствии со способом, показанным на фиг.2, при этом одна и та же стеклянная сфера использовалась в качестве профилированной поверхности 10. На верхнем изображении показана полученная структура при увеличении 89х и на нижнем изображении показана полученная структура при увеличении 10000х. Из фиг.6 можно без труда выявить, что регулярный рисунок на стеклянной сфере образован с незначительными дефектами. Инородные частицы, которые можно обнаружить на стеклянной сфере на нижнем изображении, обусловлены загрязнением снабженной рисунком поверхности стеклянной сферы, которое не связано со способом импринтинга.
Следует отметить, что приведенными выше вариантами осуществления изобретение иллюстрируется, а не ограничивается, и что специалисты в данной области техники могут разработать многочисленные альтернативные варианты осуществления без отступления от объема прилагаемой формулы изобретения. В формуле изобретения любая позиция, помещенная в круглые скобки, не должна толковаться как ограничивающая формулу изобретения. Слово «содержащий» не исключает наличия иных элементов или этапов помимо перечисленных в формуле изобретения. Неопределенный артикль, предшествующий элементу, не исключает наличия множества таких элементов. Изобретение может быть реализовано с помощью аппаратного обеспечения, содержащего некоторое количество различных элементов. В формуле изобретения на устройство с перечислением нескольких средств некоторое количество этих средств можно реализовывать одним и тем же элементом аппаратного обеспечения. То, что некоторые признаки перечисляются во взаимно различных зависимых пунктах формулы изобретение не означает, что сочетание этих признаков не может быть использовано с достижением преимущества.
Изобретение относится к способу изготовления снабженного рисунком штампа для формирования рисунка на профилированной поверхности. Раскрыт способ изготовления снабженного рисунком штампа (100), предназначенного для формирования рисунка на профилированной поверхности (10). Способ содержит образование гибкого слоя (120) штампа, несущего картину элементов (122). Прижатие гибкого слоя штампа к профилированной поверхности, при котором картина элементов обращена к профилированной поверхности. Нанесение текучего опорного слоя (130) поверх гибкого слоя штампа на профилированной поверхности. Затвердевание опорного слоя (140) с образованием снабженного рисунком штампа. Отведение снабженного рисунком штампа от профилированного слоя. Кроме того, раскрыты соответствующий снабженный рисунком штамп, способ импринтинга и полученное импринтингом изделие. Изобретение обеспечивает создание снабженного рисунком штампа для формирования более точного рисунка на профилированной поверхности. 5 н. и 10 з.п. ф-лы, 6 ил.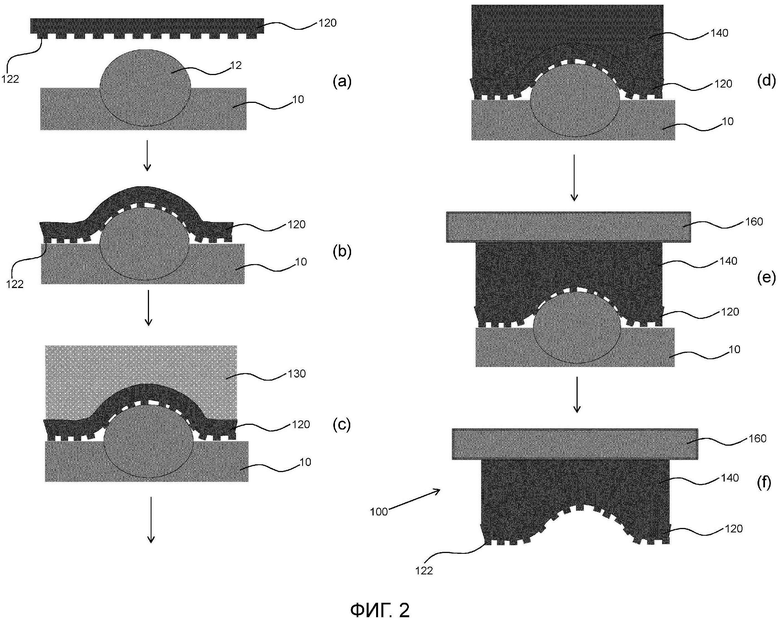
1. Способ изготовления снабженного рисунком штампа (100) для формирования рисунка на профилированной поверхности (10), содержащий этапы, на которых:
обеспечивают гибкий слой (120) штампа, несущий рисунок элементов (120) рельефа;
прижимают гибкий слой штампа к профилированной поверхности, при этом рисунок элементов рельефа обращают к профилированной поверхности;
наносят текучий опорный слой (130) поверх гибкого слоя штампа на профилированной поверхности;
осуществляют затвердевание опорного слоя (140), чтобы образовать снабженный рисунком штамп; и
отводят снабженный рисунком штамп от профилированной поверхности.
2. Способ по п.1, в котором этап прижатия гибкого слоя (120) штампа к профилированной поверхности (10) содержит:
размещение профилированной поверхности вместе с гибким слоем штампа в вакуумной камере (300); и
снижение давления в вакуумной камере для прижатия гибкого слоя штампа к профилированной поверхности.
3. Способ по п.1, в котором этап затвердевания содержит прививку опорного слоя (140) к гибкому слою (120) штампа.
4. Способ по п.2, в котором этап затвердевания содержит прививку опорного слоя (140) к гибкому слою (120) штампа.
5. Способ по п.3, в котором гибкий слой (120) штампа и опорный слой (140) содержат каучукоподобный материал.
6. Способ по п.5, в котором каучукоподобный материал представляет собой материал на основе силоксана, такой как полидиметилсилоксан.
7. Способ по любому из пп.1-6, в котором упомянутые элементы (122) имеют размеры, которые больше заданных, при этом элементы усаживаются до заданных размеров во время этапа затвердевания.
8. Способ по любому из пп.1-6, также содержащий нанесение мягкого слоя, такого как жидкий слой, на профилированную поверхность (10), при этом этап прижатия гибкого слоя (120) штампа к профилированной поверхности (10) содержит вдавливание элементов (122) в мягкий слой.
9. Способ по любому из пп.1-6, в котором гибкий слой (120) штампа содержит искаженный рисунок элементов (122) и в котором этап прижатия снабженного рисунком гибкого слоя штампа к профилированной поверхности (10) содержит деформирование искаженного рисунка до заданного рисунка.
10. Способ по любому из пп.1-6, также содержащий закрепление снабженного рисунком штампа (100) на жестком держателе (160).
11. Снабженный рисунком штамп (100), предназначенный для использования в процессе импринт-литографии, при этом снабженный рисунком штамп содержит каучуковое основание, содержащее профилированную поверхность (120) штампа, несущую рисунок элементов (122) рельефа, причем каучуковое основание включает в себя опорный слой (140) и первый слой, поддерживаемый опорным слоем, где первый слой содержит профилированную поверхность штампа, несущую рисунок элементов рельефа, а опорный слой выполнен из иного материала, чем первый слой, при этом первый слой (120) представляет собой каучуковый слой, имеющий первый модуль Юнга, и опорный слой (140) представляет собой каучуковый слой, имеющий второй модуль Юнга, причем первый модуль Юнга больше, чем второй модуль Юнга.
12. Снабженный рисунком штамп по п.11, в котором первый слой и второй слой представляют собой полидиметилсилоксановые слои.
13. Способ импринт-литографии, предназначенный для формирования снабженной рисунком профилированной поверхности (10) на принимающей поверхности, при этом способ содержит этапы, на которых:
обеспечивают рельефный слой (14) исходного материала поверх принимающей поверхности (10);
выполняют импринтинг исходного материала с помощью снабженного рисунком штампа (100) по п.11 или 12;
модифицируют рельефный слой исходного материала в снабженный рисунком слой (16, 18); и
отводят снабженный рисунком штамп от модифицированного снабженного рисунком слоя.
14. Изделие, содержащее снабженную рисунком профилированную поверхность (10), получаемую способом по п.13, в котором снабженная рисунком профилированная поверхность содержит рисунок элементов, который продолжается в пограничную область по меньшей мере одного профиля профилированной поверхности.
15. Применение снабженного рисунком штампа по п.11 или 12 для импринт-литографии.
| US 2010109203 A1, 06.05.2010 | |||
| RU 2010154630 A, 20.07.2012 | |||
| ГИБКИЙ НАНО-ВПЕЧАТЫВАЮЩИЙ ШТАМП | 2005 |
|
RU2365960C2 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
| ФОРМА ШТАМПА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ШТАМПА И СПОСОБ ФОРМОВАНИЯ ПРОДУКТА С ИСПОЛЬЗОВАНИЕМ ФОРМЫ ШТАМПА | 1999 |
|
RU2223173C2 |
| US 6225433 B1, 01.05.2001 | |||
| US 7678423 B2, 16.03.2010 | |||
| DE 19819463 B4, 25.03.2004. | |||

