Изобретение относится к используемым в строительстве средствам для сооружения внутри зданий или на открытом воздухе систем водоснабжения, систем отопления и систем канализации, а конкретно к сменному нагревателю, который используется для нагрева трубы, диаметр которой может достигать 75 мм и более, из термопластичного полимерного материала, в частности из полипропилена, в частности со средним расположением армирующего слоя из алюминия, алюминиевого сплава или из иного приемлемого материала, для проведения термодиффузионной сварки «в раструб» с ответным элементом трубопроводной арматуры: муфтой, угольником или другими фитингами и тому подобное, которые выполнены, преимущественно, из одинакового с трубой термопластичного материала. Под средним расположением армирующего слоя понимается его любое расположение на расстоянии не менее 0,8 мм от внутренней поверхности и на расстоянии не менее 1,0 мм от наружной поверхности.
Подбираемые в зависимости от сопрягаемых диаметров сменный нагреватель, используемый для нагрева конца трубы, и дорн, используемый для нагрева внутренней полости ответного элемента трубопроводной арматуры, закрепляются с использованием резьбовых элементов на нагревающей пластине ручного нагревательного сварочного аппарата. Конец трубы вручную вводится в отверстие сменного нагревателя, а конец дорна вводится также вручную внутрь полости ответной детали. Конец трубы и ответная деталь нагреваются, а затем конец трубы извлекается из сменного нагревателя, дорн - из полости ответной детали, после чего нагретый с подплавленной наружной поверхностью конец трубы вводится в отверстие нагретой с подплавленной внутренней поверхность ответной детали. Благодаря взаимодействию подплавленных термопластичных полимерных материалов обеспечивается после охлаждения надежное, неразъемное сварное соединение трубы с ответной деталью.
Известен сменный нагреватель, имеющий корпус в виде стакана с наружной и внутренней цилиндрическими поверхностями и цилиндрическим выступом, расположенным в полости на дне стакана. Кольцевая канавка между внутренней поверхностью стакана и боковой поверхностью выступа выполнены с радиальным сопряжением с дном, причем в стакане выполнено радиальное сквозное отверстие, открытое внутрь указанной кольцевой канавки с сопряжением поверхности отверстия с дном стакана. В дне стакана выполнено центральное отверстие для закрепления сменного нагревателя на нагревательном элементе нагревательного сварочного аппарата (ЕА 012978 В1, МПК F16L 58/18, 2010).
При использовании этого известного сменного нагревателя технология сварки трубы из термопластичного полимерного материала со средним расположением алюминиевого армирующего слоя с ответным элементом трубопроводной арматуры предусматривает выполнение операции удаления на конце трубы части алюминиевого армирующего слоя с образованием кольцевой канавки, которая впоследствии заплавляется при нагреве конца трубы, надежно изолируя алюминиевый армирующий слой, предотвращая возможность расслоения трубы в процессе эксплуатации. Избыток термопластичного полимерного материала удаляется через радиальное сквозное отверстие.
В случае использования сменного нагревателя такой известной конструкции для нагрева трубы большого диаметра, лежащего в диапазоне 75-110 мм, а возможно и более, необходимо прикладывать значительные физические усилия для полного введения конца трубы, что усложняет работу монтажника, осуществляющего сборку трубопровода, приводит к недостаточной заливке армирующего слоя и, как следствие, к снижению надежности соединения из-за возможного расслоения трубы в процессе эксплуатации за счет попадания воды между слоями трубы.
Известен сменный нагреватель, содержащий металлический корпус в виде стакана с наружной и внутренней цилиндрическими поверхностями и выполненным на дне внутри полости корпуса центральный выступом, отделенным от боковой внутренней поверхности корпуса кольцевой канавкой. Боковые поверхности кольцевой канавки выполнены сходящимися под острым углом и плавно сопряжены на ее дне, а торцевая поверхность центрального выступа выполнена рельефной для рассеивания тепла (ЕА 014398 В1, МПК F16L 47/00, 2010).
Этот известный сменный нагреватель надежно заплавляет промежуточный слой труб распространенных типоразмеров без предварительного удаления на конце трубы части армирующего слоя для образования заплавляемой в дальнейшем кольцевой канавки, но при сварке труб большого диаметра этому сменному нагревателю присущи аналогичные описанным выше недостатки, то есть необходимо прикладывать значительные физические усилия для полного введения конца трубы, что, как следствие, приводит к недостаточной заливке армирующего слоя, сопровождаемой снижением надежности соединения трубы с подсоединенным элементом трубопроводной арматуры.
Задача изобретения заключается в расширении арсенала средств для нагрева концов труб из полимерного термопластичного материала для термодиффузионной сварки, при этом сменный нагреватель позволяет уменьшить прилагаемые осевые усилия при введении в него трубы из термопластичного полимерного материала, в частности труб с наружным диаметром 75-110 мм, для нагрева и обеспечивает надежное заплавление среднего армирующего слоя.
Решение этой задачи обеспечивает сменный нагреватель, который содержит металлический корпус в виде стакана с внутренней боковой цилиндрической поверхностью, переходящей у дна стакана во внутреннюю боковую коническую поверхность, диаметр которой уменьшается в направлении дна стакана, а также выполненное на дне внутри полости корпуса центральное углубление, по периметру которого расположен кольцевой донный выступ, плавно сопряженный с внутренней боковой конической поверхностью и выполненный с уменьшением поперечного размера в направлении к его вершине.
Центральное углубление в предпочтительном варианте выполнено с боковой цилиндрической поверхностью.
В наилучшем варианте осуществления внутренняя боковая коническая поверхность сопряжена с обращенной к ней поверхностью кольцевого донного выступа по радиусу.
В предпочтительном варианте кольцевой донный выступ выполнен с радиальными прорезями, донные части которых расположены в одной плоскости с донным участком поверхности между внутренней боковой конической поверхностью и кольцевым донным выступом.
Радиальные прорези могут быть расположены равномерно на длине кольцевого донного выступа.
Кольцевой донный выступ может быть выполнен с четырьмя равномерно расположенными на его длине радиальными прорезями.
Радиальные прорези в поперечном сечении могут иметь форму угла, обращенного вершиной в направлении дна центрального углубления.
Предпочтительно, когда центральное углубление выполнено с плоским дном, корпус выполнен с гладким или резьбовым центральным сквозным отверстием в дне наружная торцевая поверхность корпуса, смежная дну, выполнена плоской, а его наружная боковая поверхность - цилиндрической.
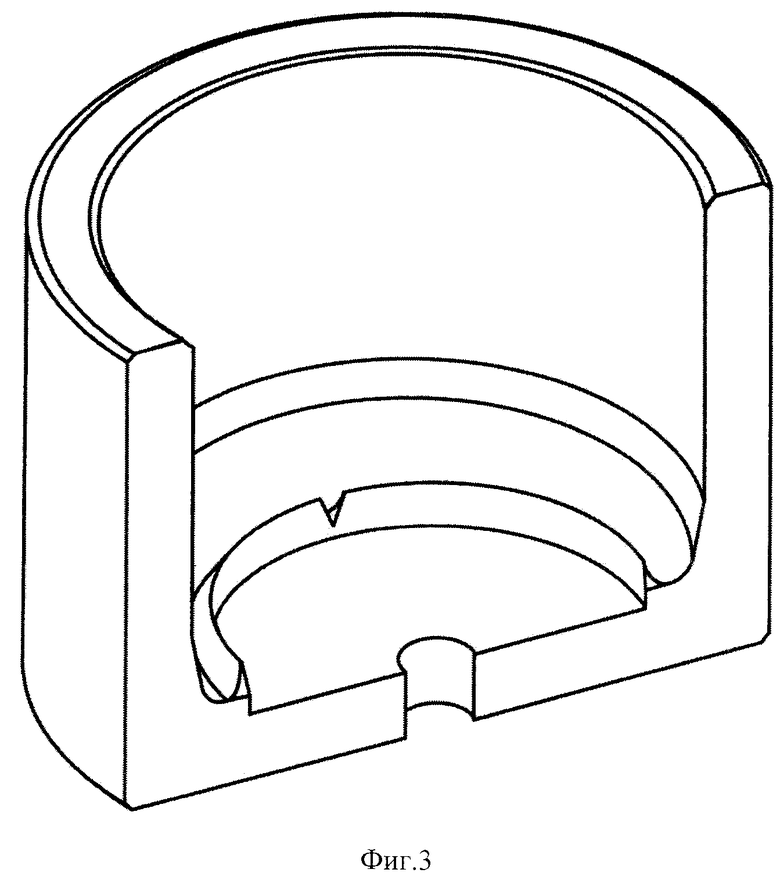
Изобретение иллюстрируется примером конкретного выполнения сменного нагревателя, который показан на чертежах: на фиг.1 - продольный разрез; на фиг.2 - вид сверху (вид на полость корпуса); на фиг.3 - объемный вид (аксонометрия) с продольным разрезом.
Сменный нагреватель содержит металлический корпус 1 в виде стакана с внутренней боковой цилиндрической поверхностью 2, переходящей у дна стакана во внутреннюю боковую коническую поверхность 3, диаметр которой уменьшается в направлении дна стакана, а также выполненное на дне внутри полости 4 корпуса 1 центральное углубление 5, по периметру которого расположен кольцевой донный выступ 6, плавно сопряженный с внутренней боковой конической поверхностью 3 и выполненный с уменьшением поперечного размера в направлении к его вершине 7, то есть заостряется.
Центральное углубление 5 выполнено с боковой цилиндрической поверхностью 8 с диаметром, соответствующим диаметру расположения упомянутой вершины 7 кольцевого донного выступа 6, то есть боковая цилиндрическая поверхность 8 продолжается параллельно оси корпуса 1 до вершины 7. Внутренняя боковая коническая поверхность 3 сопряжена с обращенной к ней поверхностью 9 кольцевого донного выступа 6 по радиусу.
Кольцевой донный выступ 6 выполнен с радиальными прорезями 10, донные части 11 которых расположены в одной плоскости с донным участком 12 поверхности между внутренней боковой конической поверхностью 3 и кольцевым донным выступом 6.
Радиальные прорези 10 расположены равномерно на длине кольцевого донного выступа 6. В данном конкретном примере кольцевой донный выступ 6 выполнен с четырьмя равномерно расположенными на его длине радиальными прорезями 10. Радиальных прорезей 10 может быть больше или меньше, а возможно выполнение кольцевого донного выступа 6 без прорезей 10, что незначительно увеличит усилие при введении в сменный нагреватель конца трубы из термопластичного полимерного материала, поскольку оставшийся воздух будет сжиматься в полости 13 между внутренней боковой конической поверхностью 3 и кольцевым донным выступом 6. Через радиальные прорези 10 также может вытесняться незначительное количество расплавленного термопластичного полимерного материала трубы.
Радиальные прорези 10 в поперечном сечении имеют форму угла, обращенного вершиной (донная часть 11) в направлении плоского дна 14 центрального углубления 5.
Корпус 1 выполнен с гладким или резьбовым центральным сквозным отверстием 15 в дне 14, наружная торцевая поверхность 16 корпуса 1, смежная дну 14, выполнена плоской для прилегания для нагрева к плоской поверхности нагревающей пластины ручного нагревательного сварочного аппарата (на чертежах не показан), а наружная боковая поверхность 17 корпуса 1 выполнена цилиндрической. Корпус 1 изготавливается из теплопроводного металлического сплава, например из алюминиевого сплава, что предпочтительно, или из меди. Все поверхности корпуса 1, кроме наружной торцевой поверхности 16, покрываются тефлоном для исключения налипания на них термопластичного полимерного материала трубы. При изготовлении сменного нагревателя используются известные технологии.
При проведении операции нагрева конца трубы (на чертежах не иллюстрируется) из термопластичного полимерного материала, который вводится внутрь полости 4 нагретого корпуса 1 и проходит до полости 13 между внутренней боковой конической поверхностью 3 и кольцевым донным выступом 6, наружная и торцевая поверхности трубы оплавляются. При дальнейшем продвижении конца трубы в полость 13 расплавленный термопластичный полимерный материал устремляется в направлении ее донного участка 12, заполняя зону перед торцевым срезом армирующего слоя. Такое направление течения термопластичного полимерного материала обеспечивается за счет того, что кольцевой донный выступ 6 имеет более низкую температуру чем оставшаяся часть корпуса 1 из-за наличия смежного ему центрального углубления 5. Благодаря этому термопластичный полимерный материал в зоне сопряжения с кольцевым донным выступом 6 обладает меньшей текучестью. Описанному процессу способствует уменьшающаяся толщина кольцевого донного выступа 6 и наличие центрального углубления 5, которое уменьшает тепловой поток от нагревательного элемента нагревательного сварочного аппарата к кольцевому донному выступу 6. Введение участка конца трубы в полость 13 не требует значительных усилий из-за предварительного прохождения трубы с сопряжением с нагретой внутренней боковой цилиндрической поверхностью 2, где наружная поверхность трубы из термопластичного полимерного материала прогревается и подплавляется. Благодаря этому выполненный в соответствии с изобретением сменный нагреватель эффективно используется для сварки труб с наружным диаметром 75-110 мм.
Изобретение не исчерпывается представленным выше примером осуществления. Возможны иные лежащие в пределах патентных притязаний конкретные формы конструктивной реализации изобретения, спроектированные с его использованием и обычных инженерных знаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| ВКЛАДЫШ ШАРОВОГО ШАРНИРА | 2007 |
|
RU2338936C1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Фотосчитывающая головка | 1982 |
|
SU1068954A1 |
| УПАКОВКА ДЛЯ ИЗМЕНЕНИЯ ПЕРЕД ЕЕ ВСКРЫТИЕМ ТЕМПЕРАТУРЫ ХРАНИМОГО В НЕЙ ПРОДУКТА | 2005 |
|
RU2286934C1 |
| Автомат для заливки жировых колец | 1981 |
|
SU1009790A1 |
| СКВАЖИННОЕ УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ НАПРАВЛЕННЫХ ТРЕЩИН | 2000 |
|
RU2167295C1 |
| Устройство для съема и хранения канцелярских кнопок | 1990 |
|
SU1733227A1 |
| ПУЛЯ С ПЫЖОМ "АЗАРТ-АРСЕНАЛ" ДЛЯ ГЛАДКОСТВОЛЬНОГО ОХОТНИЧЬЕГО РУЖЬЯ | 2015 |
|
RU2588304C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
Изобретение относится к устройствам для соединения сваркой многослойных композитных труб, используемых в системах внутридомовой канализации. Сменный нагреватель содержит металлический корпус 1 в виде стакана с внутренней боковой цилиндрической поверхностью 2, переходящей у дна стакана во внутреннюю боковую коническую поверхность 3, диаметр которой уменьшается в направлении дна стакана, а также выполненное на дне внутри полости 4 корпуса 1 центральное углубление 5, по периметру которого расположен кольцевой донный выступ 6, плавно сопряженный с внутренней боковой конической поверхностью 3 и выполненный с уменьшением поперечного размера в направлении к его вершине 7. Технический результат: расширение арсенала средств для нагрева концов труб из полимерного термопластичного материала для термодиффузионной сварки, уменьшение прилагаемых осевых усилий при введении в сменный нагреватель трубы из термопластичного полимерного материала, в частности труб с наружным диаметром 75-110 мм, обеспечение надежного заплавления среднего армирующего слоя. 8 з.п. ф-лы, 3 ил.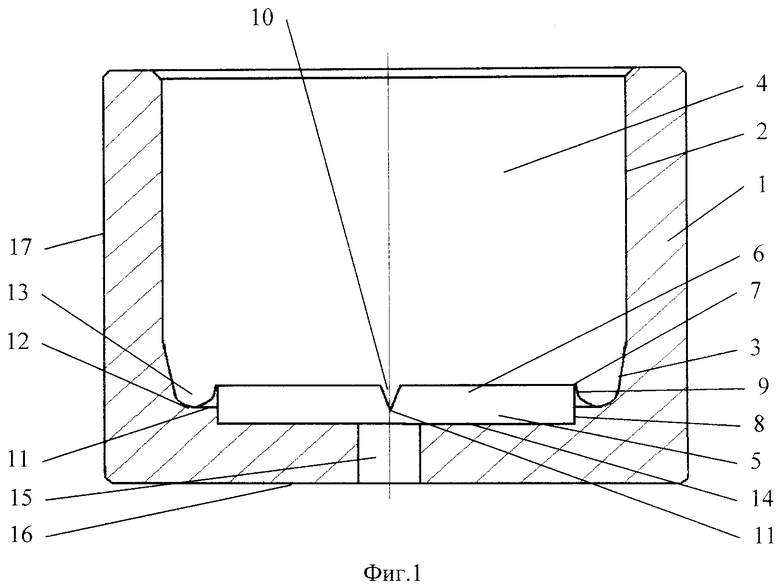
1. Сменный нагреватель, содержащий металлический корпус в виде стакана с внутренней боковой цилиндрической поверхностью, переходящей у дна стакана во внутреннюю боковую коническую поверхность, диаметр которой уменьшается в направлении дна стакана, а также выполненное на дне внутри полости корпуса центральное углубление, по периметру которого расположен кольцевой донный выступ, плавно сопряженный с внутренней боковой конической поверхностью и выполненный с уменьшением поперечного размера в направлении к его вершине.
2. Нагреватель по п.1, отличающийся тем, что центральное углубление выполнено с боковой цилиндрической поверхностью.
3. Нагреватель по п.1, отличающийся тем, что внутренняя боковая коническая поверхность сопряжена с обращенной к ней поверхностью кольцевого донного выступа по радиусу.
4. Нагреватель по любому из пп.1-3, отличающийся тем, что кольцевой донный выступ выполнен с радиальными прорезями, донные части которых расположены в одной плоскости с донным участком поверхности между внутренней боковой конической поверхностью и кольцевым донным выступом.
5. Нагреватель по п.4, отличающийся тем, что радиальные прорези расположены равномерно на длине кольцевого донного выступа.
6. Нагреватель по п.4, отличающийся тем, что кольцевой донный выступ выполнен с четырьмя равномерно расположенными на его длине радиальными прорезями.
7. Нагреватель по п.5 или 6, отличающийся тем, что радиальные прорези в поперечном сечении имеют форму угла, обращенного вершиной в направлении дна центрального углубления.
8. Нагреватель по п.4, отличающийся тем, что радиальные прорези в поперечном сечении имеют форму угла, обращенного вершиной в направлении дна центрального углубления.
9. Нагреватель по любому из пп.1-3, 5, 6 или 8, отличающийся тем, что центральное углубление выполнено с плоским дном, корпус выполнен с гладким или резьбовым центральным сквозным отверстием в дне, наружная торцевая поверхность корпуса, смежная дну, выполнена плоской, а его наружная боковая поверхность - цилиндрической.
| Способ нанесения делений и надписей на измерительные ленты | 1929 |
|
SU14398A1 |
| Устройство для взятия проб грунта со дна водоема | 1953 |
|
SU102914A1 |
| WO 2011096908 A1, 11.08.2011 | |||
| WO 2006121418 A1, 16.11.2006 | |||
| EP 0485651 A1, 20.05.1992 | |||
| EP 1039207 A2, 27.09.2000. | |||

