Изобретение относится к машиностроению, к обработке металлов давлением, в частности к прессовому инструменту, и может быть использовано при пробивке дна заготовки типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью.
Проблема заключается в том, что при пробивке дна целиком заготовки типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью, в заготовке возникают внутренние напряжения, которые приводят к пластической деформации стенок заготовки, в том числе в районе дна заготовки, а при обратном, холостом ходе пуансона, заготовка, ввиду превышения сил трения на ее внешней поверхности, по площади большей, чем площадь внутренней поверхности, задерживается в матрице и возникают трудности извлечения заготовки из матрицы.
Известен штамп совмещенного действия по авторскому свидетельству СССР N 1480930 МКИ 6 B 21 D 28/28, который наряду с пробивкой отверстий в стенке полой детали предназначен и для пробивки отверстии в ее дне. Известный штамп содержит матрицу, в которую помещают полую деталь, и пуансон для пробивки отверстия в дне полой детали, выталкиватель, а также один по меньшей мере пуансон для пробивки отверстия в стенке полой детали, снабженный клиновым механизмом его перемещения для пробивки отверстия в стенке. Пуансон для пробивки отверстия в дне детали и пуансон для пробивки отверстия в боковой стенке расположены в направляющих, выполненных совместно и размещаемых в процессе пробивки отверстий внутри обрабатываемой полой детали. При этом пуансон для пробивки отверстия в дне детали расположен по оси матрицы и предназначен для пробивки отверстий значительно меньшего диаметра, чем диаметр дна полой детали, поэтому пластические деформации и возникающие внутренние напряжения в дне детали вокруг пробитого отверстия не передаются на боковые стенки детали и не затрудняют извлечение обработанной детали из матрицы.
Основным недостатком известного штампа является невозможность пробивки с его помощью целиком всего дна в полой детали типа "стакан", т.к. пуансон для пробивки отверстия в дне конструктивно совмещен с пуансоном для пробивки отверстия в стенке детали и механизмом его рабочего перемещения и совместно размещаются внутри обрабатываемой детали в процессе пробивки отверстий.
Также известно изобретение по патенту РФ N 2123901, МКИ 6 B 21 K 21/00 "Способ изготовления промежуточной заготовки для коллектора электродвигателя", принятое в качестве ближайшего аналога (прототипа) и в котором предложены матрица и пуансон для формообразования опорных выступов ламелей под лепестки ламелей, а также для вырубки дна заготовки типа "стакан". В данном случае матрица выполнена с цилиндрической гладкой сквозной полостью, у выходного конца которой на внутренней поверхности расположено вырубное кольцо, выполненное в виде кольцевой ступени. Пуансон на рабочем конце имеет, начиная с торца, профильный участок, на поверхности которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения опорных выступов ламелей готового коллектора и разделенные между собой ребрами.
Известная пара матрица-пуансон, предложенная в прототипе, предназначена для формообразования заготовки коллектора электродвигателя. Ввиду того, что на боковой поверхности пуансона выполнены продольные пазы, а внутренние поверхности матрицы и вырубного кольца выполнены гладкими и круглыми в поперечном сечении, после вырубки дна в заготовке типа "стакан" в процессе обратного холостого хода пуансона заготовка коллектора, уже лишенная дна, извлекается из матрицы вместе с пуансоном, благодаря тому, что сила трения между заготовкой и пуансоном, из-за фигурной поверхности их сопряжения, значительно выше, чем сила трения в контакте между заготовкой и гладкой внутренней поверхностью матрицы. Заготовка коллектора снимается с пуансона с помощью съемника в виде кольца.
В технологической практике встречаются случаи, когда необходимо пробить дно заготовки типа "стакан", у которой внутренняя и наружная поверхности стенки выполнены гладкими, круглыми и цилиндрическими. В этом случае, ввиду того, что площадь контакта круглого и гладкого пуансона с внутренней поверхностью заготовки меньше, чем площадь контакта наружной поверхности заготовки с матрицей, сила трения в контакте пуансона с заготовкой соответственно меньше и после пробивки дна пуансон при обратном холостом ходе свободно извлекается из заготовки, а заготовка остается в матрице. Заготовку из матрицы, особенно тонкостенную заготовку, извлечь бывает очень сложно. Кроме того, сила трения в контакте между наружной поверхностью заготовки и внутренней поверхностью матрицы значительно увеличивается из-за того, что при пробивке дна заготовки в заготовке возникают внутренние напряжения, которые приводят к пластической деформации стенок заготовки, возникает состояние запресованности заготовки к поверхности матрицы.
Задачей изобретения является обеспечение свободного, без трения, извлечения заготовки из матрицы после пробивки дна в заготовке типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью, за счет самораспрессовки обрабатываемой заготовки в матрице после пробивки дна и снятия нагрузки с инструмента.
Указанная задача решается за счет того, что в устройстве для пробивки дна заготовки типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью, включающем матрицу со сквозной цилиндрической полостью для размещения заготовки и вырубным кольцом, выполненным в виде кольцевой ступени у выходного конца цилиндрической полости, матрица выполнена с конической наружной боковой поверхностью, соосной поверхности ее цилиндрической полости, и установлена в обойму с коническим отверстием, конусность которого равна конусности наружной поверхности матрицы, вершина конической поверхности взаимного сопряжения матрицы и обоймы расположена с выходной стороны матрицы, а угол α уклона конуса равен 8-12o, при этом со стороны торца матрицы с меньшим наружным диаметром, с зазором относительно указанного торца, в обойме расположен ограничитель осевого смещения матрицы, выполненный в виде сменного мерного упорного кольца, установленного на опоре, жестко связанной с обоймой.
Для пробивки дна у заготовки типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью, заготовку помещают в цилиндрическую полость матрицы, опирая ее дном на вырубное кольцо. В полость заготовки вводят вырубной пуансон, нагружают его для пробивки дна заготовки. В процессе нагружения пуансона при пробивке дна заготовки в заготовке возникают внутренние напряжения, которые передаются на матрицу, а матрица, наружная боковая поверхность которой выполнена конической, под воздействием осевой нагрузки от пуансона внедряется в коническое отверстие обоймы до ограничителя ее осевого смещения, при этом матрица частично сужается в радиальном направлении, в матрице возникает упругая деформация. Матрица, упираясь в ограничитель ее осевого смещения, прекращает осевое внедрение в обойму и воспринимает от пуансона усилие пробивки дна заготовки, а заготовка, под нагрузкой пуансона, испытывает пластическую деформацию. После пробивки дна заготовки осевая нагрузка на матрицу от пуансона прекращается и матрица, освободившись от осевой нагрузки, возвращается в первоначальное положение в обойме, принимает исходный радиальный размер, а заготовка, получив пластическую деформацию, сохраняет приобретенный радиальный размер, распрессовывается в матрице и может быть свободно извлечена из матрицы. Следует заметить, что угол α уклона конуса, равный 8-12o, больше угла самоторможения и не препятствует распрессовке матрицы, т. е. ее возвращению в прежнее, исходное положение в обойме после снятия с нее осевой нагрузки от пуансона.
Технический результат изобретения заключается в самораспрессовке заготовки в матрице после пробивки дна и снятия нагрузки с инструмента, что снижает вероятность заклинивания обрабатываемой заготовки в матрице после окончания процесса пробивки дна и обеспечивает свободное, без трения, извлечение заготовки из матрицы.
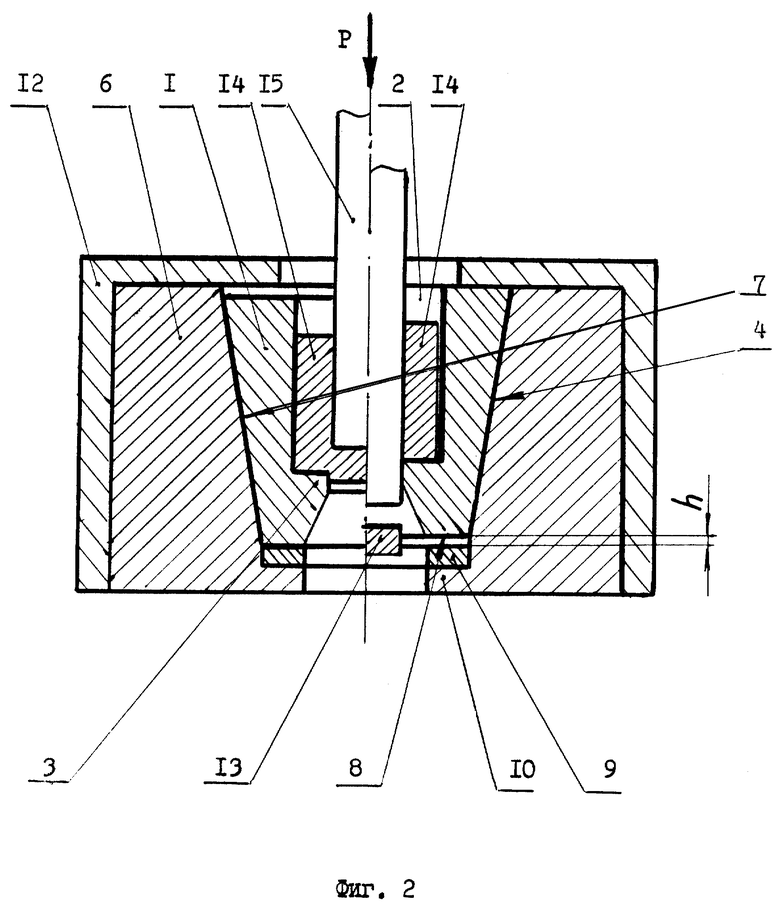
На фиг. 1 представлен общий вид устройства в разрезе;
На фиг. 2 - схема пробивки дна заготовки типа "стакан.
Устройство для пробивки дна заготовки типа "стакан" с гладкой круглой внутренней цилиндрической поверхностью содержит матрицу 1 (фиг. 1), в которой выполнена сквозная цилиндрическая полость 2, у выходного конца которой расположено вырубное кольцо 3, выполненное в виде кольцевой ступени. Матрица 1 выполнена с конической наружной поверхностью 4, соосной поверхности 5 сквозной цилиндрической полости 2. Матрица 1 установлена в обойму 6, в которой выполнено отверстие с конической поверхностью 7, при этом конусность конической поверхности 7 равна конусности наружной конической поверхности 4 матрицы 1. Вершина конической поверхности взаимного сопряжения матрицы 1 и обоймы 6 расположена с выходной стороны матрицы 1, а угол α уклона конуса равен 8-12o. Со стороны торца 8 с меньшим наружным диаметром матрицы 1 с зазором h относительно торца 8 матрицы 1, в обойме 6 расположен ограничитель осевого смещения матрицы 1, выполненный в виде сменного мерного опорного кольца 9, установленного на опоре 10, жестко связанной с обоймой 6. Опора 10 может быть выполнена заодно с обоймой 6. Матрица 1 со стороны ее большего торца 11 удерживается в обойме 6 матрицедержателем 12.
Для пробивки дна 13 у заготовки 14, имеющей форму "стакана", заготовку 14 помещают в цилиндрическую полость 2 матрицы 1, опирая заготовку 14 донным торцом на вырубное кольцо 3 (фиг. 2). В полость заготовки 14 вводят вырубной пуансон 15, нагружают его усилием P для пробивки дна 13. В процессе осевого нагружения пуансона 15 в заготовке 14 возникают внутренние напряжения, которые передаются на матрицу 1, а матрица 1, наружная боковая поверхность 4 которой выполнена конической, под воздействием осевой нагрузки от пуансона 15 внедряется в отверстие обоймы 6, выполненное с конической поверхностью 7, до контакта с ограничителем, выполненным в виде сменного мерного опорного кольца 9, установленного на опоре 10 с зазором h относительно торца 8 матрицы 1. При этом матрица 1, преодолевая зазор h, частично сужается в радиальном направлении, в матрице 1 возникает упругая деформация. Матрица 1, упираясь в опорное кольцо 9, прекращает свое осевое внедрение в обойму 6 и воспринимает от пуансона 15 усилие пробивки дна 13 заготовки 14, а заготовка 14 под нагрузкой пуансона 15 испытывает пластическую деформацию. После пробивки дна 13 заготовки 14 осевая нагрузка на матрицу 1 от пуансона 15 прекращается и матрица 1, освободившись от осевой нагрузки, возвращается в первоначальное положение в обойме 6, распрессовывается, принимает исходный радиальный размер, а заготовка 14, получив пластическую деформацию, сохраняет приобретенный радиальный размер, распрессовывается в матрице 1 и может быть свободно извлечена из матрицы 1. Благодаря тому, что угол α уклона конуса, равный 8-12o, больше угла самоторможения и не препятствует матрице 1 распрессовываться после снятия с нее осевой нагрузки от пуансона.
Технический результат изобретения заключается в самораспрессовке заготовки в матрице после пробивки дна и снятия нагрузки с инструмента, что снижает вероятность заклинивания обрабатываемой заготовки в матрице после окончания процесса пробивки дна и обеспечивает свободное, без трения, извлечение заготовки из матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1998 |
|
RU2123901C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ДЕТАЛИ | 1995 |
|
RU2084306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ изготовления деталей типа стакан | 1988 |
|
SU1581464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ изготовления цилиндрических колец с отогнутым внутрь буртом и устройство для его осуществления | 1981 |
|
SU1031569A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
Изобретение относится к машиностроению, в частности к обработке металлов давлением. В устройстве для пробивки дна заготовки типа "стакан", включающем матрицу со сквозной цилиндрической полостью для размещения заготовки и вырубным кольцом, выполненным в виде кольцевой ступени у выходного конца цилиндрической полости, матрица выполнена с конической наружной поверхностью, соосной поверхности цилиндрической полости. Матрица установлена в обойму с коническим отверстием, конусность которого равна конусности наружной поверхности матрицы. Вершина конической поверхности взаимного сопряжения матрицы и обоймы расположена с выходной стороны матрицы. Угол α уклона конуса равен 8-12°. Со стороны торца матрицы с меньшим наружным диаметром, с зазором относительно указанного торца в обойме расположен ограничитель осевого смещения матрицы. Технический результат изобретения заключается в самораспрессовке заготовки в матрице после пробивки дна и снятия нагрузки с инструмента, что снижает вероятность заклинивания обрабатываемой заготовки в матрице после окончания процесса пробивки дна и обеспечивает свободное без трения извлечение заготовки из матрицы. 1 з.п. ф-лы, 2 ил.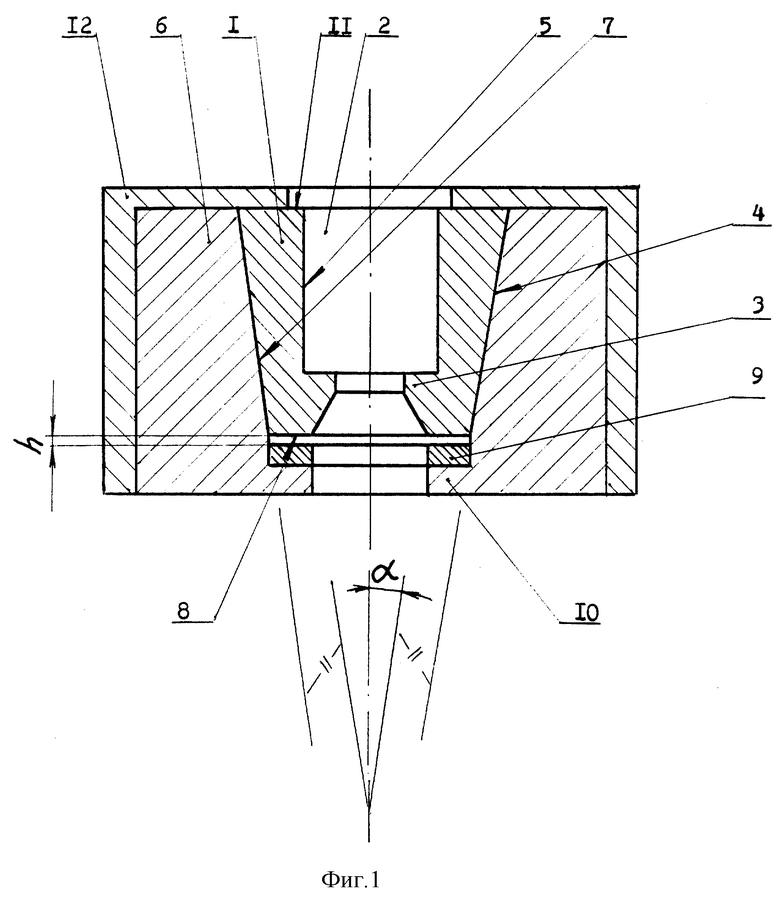
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1998 |
|
RU2123901C1 |
| Штамп совмещенного действия | 1987 |
|
SU1480930A1 |
| DE 3925733 A1, 08.02.1990 | |||
| КРОВЕЛЬНАЯ СИСТЕМА (ВАРИАНТЫ) | 2003 |
|
RU2258120C2 |
| US 4899569 A, 13.02.1990. | |||

