Изобретение относится к способу изготовления ротора электрической машины. Кроме того, изобретение относится к соответствующему ротору для электрической машины.
Во многих электрических машинах, таких как, например, электродвигатели или генераторы, подвижный ротор имеет постоянные магниты, которые необходимо монтировать на ярме ротора, поскольку последующее намагничивание постоянных магнитов в большинстве случаев невозможно. Кроме того, часто необходимо, в зависимости от рабочих условий, защищать постоянные магниты от условий окружения, таких как, например, влажность и агрессивные среды. Эти требования противоречат экономичному рациональному изготовлению, в частности, в большом количестве.
Из уровня техники известно в роторах склеивание постоянных магнитов с дополнительными бандажами для защиты от отсоединения от ярма ротора и защиты от окружающих условий. После намотки ротора бандаж пропитывают смолой, которая затем затвердевает. С помощью бандажей в соединении со смолой достигается механически нагружаемое крепление постоянных магнитов на ярме.
Кроме того, известно склеивание/заливка постоянных магнитов в кожухи и крепление кожухов на опорных пластинах, а также крепление опорной пластины на ярме ротора. При этом в осевом направлении ярма ротора расположено несколько опорных пластин. При этом отдельные крепления реализуются с помощью соединений с силовым и/или геометрическим замыканием.
Кроме того, в частности, для небольших машин известно расположение постоянных магнитов в карманах внутри ярма ротора, в которые постоянные магниты вдвигают и приклеивают. При этом собственно воспринимающее силу крепление постоянных магнитов реализуется с помощью обуславливаемого формой кармана соединения с геометрическим замыканием. Клеевое соединение служит лишь для предотвращения сдвига постоянных магнитов в осевом направлении внутри карманов.
В DE 102004062753 приведено описание лаковой системы, которую можно применять в не затвердевшем состоянии в качестве монтажного клея для постоянных магнитов. При этом для этого необходимы очень специальные процессы монтажа и повышения температуры.
Из DE 102004058454 известен способ изготовления магнитной системы и изготовленная в соответствии с ним магнитная система, в которой постоянные магниты склеены между собой и/или с другими деталями.
Из DE 19820033 известен способ склеивания для изготовления постоянных магнитов.
Кроме того, из публикации фирмы LOCTITE известно склеивание постоянных магнитов с помощью различных клеев.
Из DE 102005032721 А1 известен блочный магнит с защитой от коррозии. В этой публикации для защиты блочных магнитов от коррозии раскрыт блочный магнит, который выполнен из отдельных магнитов, при этом каждый отдельный магнит имеет защиту от коррозии, и отдельные магниты при склеивании образуют блочный магнит. Блочные магниты предназначены, в частности, для использования в электрических машинах.
Задачей изобретения является обеспечение возможности рационального изготовления снабженного постоянными магнитами ротора машины, при этом постоянные магниты с высокой надежностью закрепляются с замыканием по материалу на ярме ротора.
Эта задача решена с помощью способа изготовления ротора для электрической машины, содержащего следующие стадии способа:
а) изготовления магнитного элемента посредством склеивания друг с другом постоянных магнитов с помощью первого клея, при этом каждый постоянный магнит имеет одну сторону с магнитным северным полюсом и одну сторону с магнитным южным полюсом, при этом постоянные магниты при склеивании расположены так, что стороны магнитных северных полюсов или стороны магнитных южных полюсов образуют общую нижнюю сторону магнитного элемента, при этом первый клей в затвердевшем состоянии имеет твердую консистенцию, и
b) склеивания нижней стороны магнитного элемента с ярмом с помощью второго клея, при этом второй клей в затвердевшем состоянии является мягким и эластичным,
при этом ярмо в месте, в котором магнитный элемент склеен с ярмом, имеет мягкий и эластичный слой.
За счет того, что ярмо в месте, в котором магнитный элемент склеен с ярмом, имеет мягкий и эластичный слой, может быть уменьшена толщина слоя второго клея и тем самым сокращено время до затвердевания второго клея, что обеспечивает возможность особенно быстрого изготовления ротора.
Кроме того, эта задача решена с помощью ротора для электрической машины, при этом ротор имеет магнитные элементы и ярмо, при этом магнитные элементы имеют постоянные магниты, при этом каждый постоянный магнит имеет одну сторону с магнитным северным полюсом и одну сторону с магнитным южным полюсом, при этом постоянные магниты магнитного элемента склеены друг с другом с помощью первого клея так, что стороны магнитных северных полюсов или стороны магнитных южных полюсов образуют общую нижнюю сторону магнитного элемента, при этом первый клей в затвердевшем состоянии имеет твердую консистенцию, при этом нижняя сторона магнитных элементов склеена с помощью второго клея с ярмом, при этом второй клей в затвердевшем состоянии является мягким и эластичным.
При этом следует подчеркнуть, что, согласно изобретению, магнитные элементы и, в частности, постоянные магниты закрепляются исключительно посредством клеевого соединения с помощью второго клея с ярмом, в частности, с поверхностью ярма. Магнитные элементы и, в частности, постоянные магниты закрепляются на ярме исключительно с помощью второго клея. Таким образом, в креплении, согласно изобретению, магнитных элементов и, в частности, постоянных магнитов на ярме не используются соединения с геометрическим и/или силовым замыканием для реализации крепления. При этом следует отметить, что создаваемая постоянными магнитами магнитная сила притяжения к ярму не представляет в смысле изобретения крепления или соединения с ярмом.
Предпочтительные варианты выполнения способа следуют из зависимых пунктов формулы изобретения. Аналогичным образом, предпочтительные варианты выполнения ротора следуют из предпочтительных вариантов выполнения способа, и наоборот.
Предпочтительно, когда первый клей является быстро затвердевающим клеем, поскольку в этом случае можно особенно быстро изготавливать магнитные элементы.
Предпочтительно, когда второй клей выполнен в виде силиконового клея. Силиконовый клей прост в обращении и в затвердевшем состоянии является эластичным и мягким. Силиконовые клеи обычно используются также в качестве уплотнительных средств.
Кроме того, предпочтительно, когда толщина слоя клея между нижней стороной магнитного элемента и ярмом составляет 0,4-4 мм. При толщине слоя клея между нижней стороной магнитного элемента и ярмом 0,4-4 мм магнитный элемент может сильно удлиняться относительно ярма при изменениях температуры, без разрыва или отставания второго клея или магнитного материала.
Кроме того, предпочтительно, когда после выполнения стадии а) способа с верхней стороной магнитного элемента склеивают колпачок с помощью второго клея, при этом колпачок имеет боковые части, которые с помощью второго клея склеивают с боковыми поверхностями магнитного элемента. За счет этого можно достигать того, что магнитный элемент полностью окружен вторым клеем и тем самым постоянные магниты надежно защищены от вредных влияний окружения, таких как, например, проникающая в ротор влага или агрессивные среды.
Кроме того, предпочтительно, когда ротор выполнен в виде наружного ротора и магнитный элемент расположен на внутренней стороне ярма. Такое расположение представляет в наружных роторах обычное расположение магнитного элемента.
Кроме того, предпочтительно, когда ярмо в месте, в котором магнитный элемент склеен с ярмом, имеет выемку для размещения магнитного элемента. В этом случае можно особенно просто позиционировать магнитный элемент.
Кроме того, предпочтительно, когда выемка имеет по меньшей мере две ступеньки. За счет выполнения выемки в виде двухступенчатой выемки можно особенно просто и быстро осуществлять изготовление ротора и простым образом обеспечивать постоянную толщину слоя клея между магнитным элементом и ярмом.
Кроме того, предпочтительно, когда первый и второй клей затвердевают при комнатной температуре. За счет этого обеспечивается особенно простое и, следовательно, рациональное изготовление ротора.
Кроме того, предпочтительной является электрическая машина, которая имеет ротор согласно изобретению. Электрическая машина обычно выполнена в виде генератора или электродвигателя, при этом при выполнении электрической машины в виде генератора электрическая машина может быть выполнена, например, в виде ветрового генератора.
Ниже приводится подробное пояснение изобретения на основе двух примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - постоянный магнит, в изометрической проекции;
фиг.2 - разрез магнитного элемента;
фиг.3 - разрез снабженного колпачком магнитного элемента;
фиг.4 - разрез снабженного колпачком магнитного элемента, на виде снизу на магнитный элемент;
фиг.5 - машина с ротором согласно изобретению;
фиг.6 - часть ротора с приспособления для укладки магнитного элемента, в увеличенном масштабе; и
фиг.7 - часть ротора с приспособления для укладки магнитного элемента в рамках другого варианта выполнения изобретения, в увеличенном масштабе.
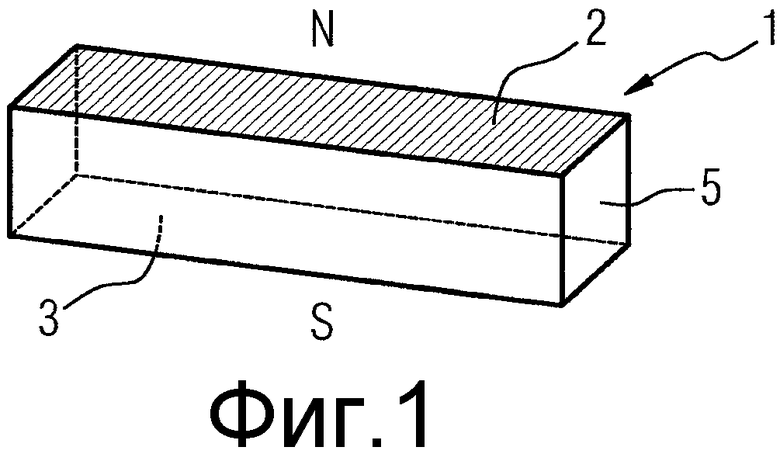
На фиг.1 показан в изометрической проекции постоянный магнит 1. Постоянный магнит 1 имеет магнитный северный полюс и магнитный южный полюс. Магнитный северный полюс расположен, согласно фиг.1, на верхней стороне 2 постоянного магнита 1, т.е. линии магнитного поля выходят на верхней стороне 2 из постоянного магнита 1, и магнитный южный полюс расположен на нижней стороне 3 постоянного магнита 1, т.е. линии магнитного поля входят в нижнюю сторону 3 постоянного магнита 1. Таким образом, постоянный магнит 1 имеет одну сторону с магнитным северным полюсом и одну сторону с магнитным южным полюсом, при этом обе стороны расположены противоположно друг другу. Кроме того, постоянный магнит 1 имеет торцевую сторону 5.
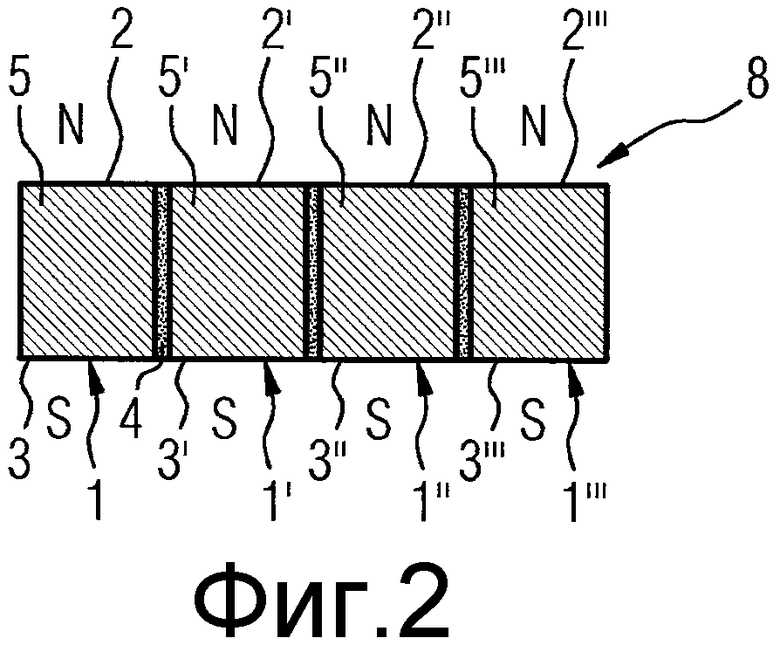
В рамках первой стадии изготовления ротора электрической машины магнитный элемент 8, который показан схематично на фиг.2 в разрезе, выполнен из нескольких показанных на фиг.1 постоянных магнитов. При этом изготовление магнитного элемента 8 происходит посредством склеивания друг с другом постоянных магнитов 1, 1', 1” и 1'” с помощью первого клея, при этом постоянные магниты в рамках первого примера выполнения расположены при склеивании так, что стороны магнитных южных полюсов, т.е. в примере выполнения нижние стороны 3, 3', 3” и 3'”, образуют общую нижнюю сторону магнитного элемента 8. В качестве альтернативного решения постоянные магниты могут быть также расположены при склеивании так, что стороны магнитных северных полюсов образуют общую нижнюю сторону магнитного элемента 8.
На фиг.2 схематично показан в разрезе возникающий при этом магнитный элемент 8, при этом торцевые стороны 5, 5', 5” и 5'” отдельных магнитных элементов показаны на виде спереди на торцевые стороны 5, 5', 5” и 5'”. Между отдельными магнитными элементами расположен клеевой слой 4, который состоит из первого клея. При этом следует отметить, что на фиг.2, а также на последующих фигурах толщина клеевого слоя 4 изображена увеличенной по сравнению с реальной толщиной.
При этом первый клей в затвердевшем состоянии является твердым, т.е. он имеет твердую консистенцию, такую как, например, консистенция игрового кубика из плексигласа, или такую как, например, консистенция твердого мебельного лака, или такую как, например, консистенция пластмассового корпуса мобильного телефона. Поскольку отдельные постоянные магниты 1, 1', 1” и 1'” сильно отталкиваются друг от друга, то за счет твердого после затвердевания и тем самым неэластичного первого клея предотвращается, что после затвердевания первого клея отдельные постоянные магниты могут отодвигаться друг от друга, как это было бы, по меньшей мере немного, возможно при применении мягкого и эластичного клея. Для обеспечения возможности особенно быстрого и поэтому особенно рационального изготовления ротора первый клей предпочтительно является быстро затвердевающим, в частности, высокопрочным клеем, так что отдельные постоянные магниты необходимо с помощью соответствующего устройства сжимать друг с другом при склеивании лишь короткое время при затвердевании до достижения определенной степени затвердевания первого клея. Как уже указывалось выше, первый клей является быстро затвердевающим клеем, т.е. первый клей достигает максимально после 5 минут, предпочтительно максимально после 2 минут прочности, которая является достаточной, чтобы в постоянных магнитах, несмотря на их магнитную силу отталкивания друг от друга до 0,5 Н/мм2, склеенные поверхности оставались соединенными друг с другом, когда удаляется устройство, которое сжимает друг с другом постоянные магниты при склеивании. При этом конечная прочность может достигаться лишь после нескольких часов. При этом в качестве первого клея пригоден, например, клей LOCTITE® 648 с соответствующим активатором клея фирмы LOCTITE или, например, двухкомпонентный без смешивания клей Bondmaster® 533 фирмы Bondmaster.
При этом оба указанных клея затвердевают при комнатной температуре, что обеспечивает особенно простое изготовление. Таким образом, для склеивания не требуется нагревания и охлаждения постоянных магнитов.
В результате первой стадии изготовления получают постоянный магнит 8. Поскольку для ротора необходимо несколько таких магнитных элементов 8, то первую стадию предпочтительно выполняют так часто, пока не будут изготовлены все необходимые для ротора магнитные элементы.
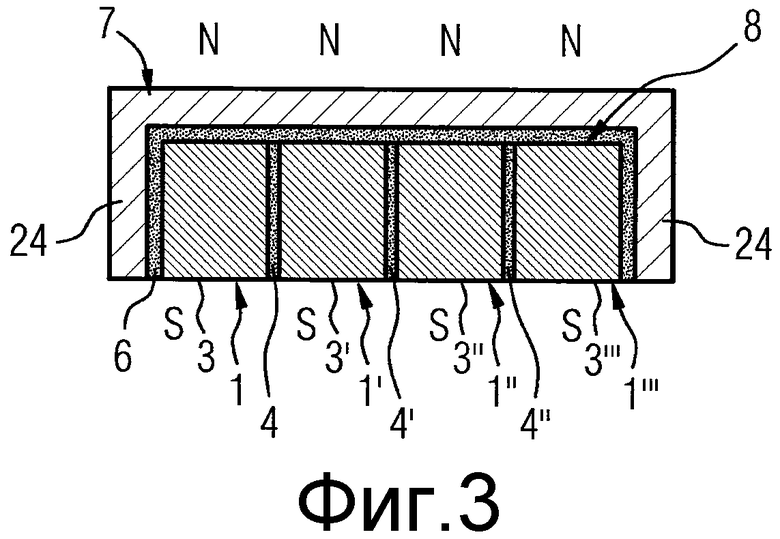
В рамках одного предпочтительного варианта выполнения изобретения в одном примере выполнения в дополнительной стадии с магнитным элементом 8 склеивают колпачок 7, как показано в разрезе на фиг.3. Одинаковые элементы на фиг.3 обозначены теми же позициями, что и на фиг.1 и 2.
Колпачок 7 устанавливают на верхней стороне магнитного элемента 8, при этом она образована, как показано на фиг.2, верхними сторонами 2, 2', 2” и 2'” отдельных постоянных магнитов. Колпачок 7 склеивают с помощью второго клея с верхней стороной магнитного элемента 8. Колпачок 7 имеет проходящие вниз боковые части 24, которые с помощью второго клея склеивают с боковыми поверхностями магнитного элемента 8. Между колпачком 7 и магнитным элементом 8, как показано на фиг.2, расположен состоящий из второго клея клеевой слой 6. Следует при этом отметить, что на фиг.3, а также на следующей фиг.4 толщина клеевого слоя 6 показана большей, чем в действительности.
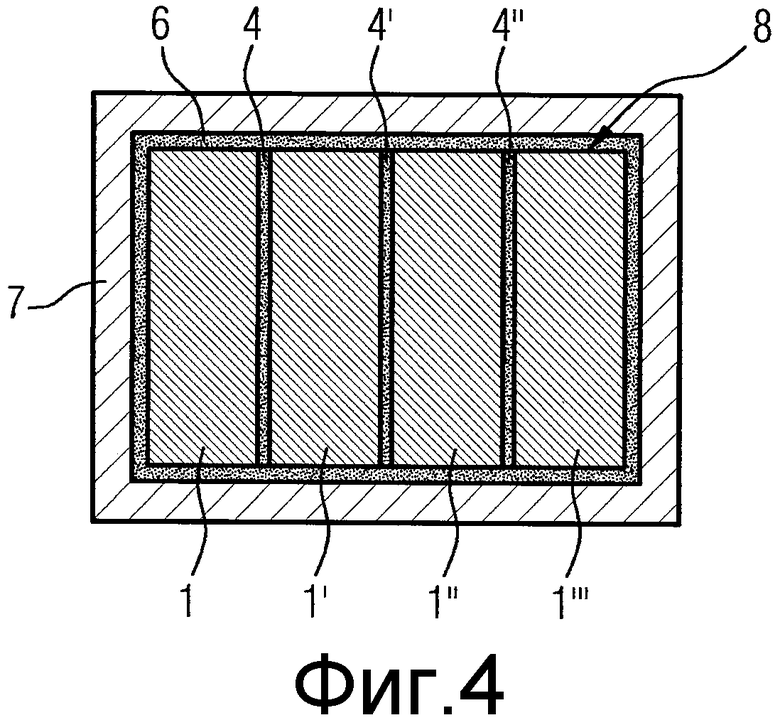
На фиг.4 показан образованный так магнитный элемент 8 в разрезе на виде снизу на магнитный элемент 8. При этом одинаковые элементы обозначены теми же позициями, что и на фиг.2 или фиг.3.
Второй клей является клеем, который в затвердевшем состоянии является мягким и эластичным, т.е. имеет мягкую консистенцию и является эластичным. При этом в качестве второго клея можно применять, например, клей DOW CORNING® Q3-3526 с соответствующим катализатором клея фирмы DOW CORNING или клей RT 778/Т78 фирмы Wacker.
При этом под мягкой и эластичной в рамках изобретения понимается, например, обычная консистенция затвердевшего силиконового клея, т.е. консистенция эластомера. Таким образом, второй клей выполнен в виде резинообразного материала.
Возникающие из-за применяемых различных материалов колпачка 7 и постоянных магнитов при нагревании различные расширения магнитного элемента и ярма компенсируются с помощью второго клея, так что колпачок 7 сохраняет свою форму также, например, при повышении температуры магнитного элемента 8.
Клеевой слой 6 и колпачок 7 образуют эффективную защиту постоянных магнитов от проникающей в ротор влаги или от агрессивных сред, таких как, например, агрессивные газы.
Следует отметить, что в последующем снабженный колпачком магнитный элемент также называется лишь магнитным элементом и обозначается позицией 8.
При этом изготовление показанных на фиг.1-4 магнитных элементов можно осуществлять заранее перед установкой магнитных элементов в ярмо ротора, так что магнитные элементы, которые необходимы для изготовления ротора, уже имеются все в наличии при установке магнитных элементов на ярмо ротора, что обеспечивает особенно рациональное изготовление ротора.
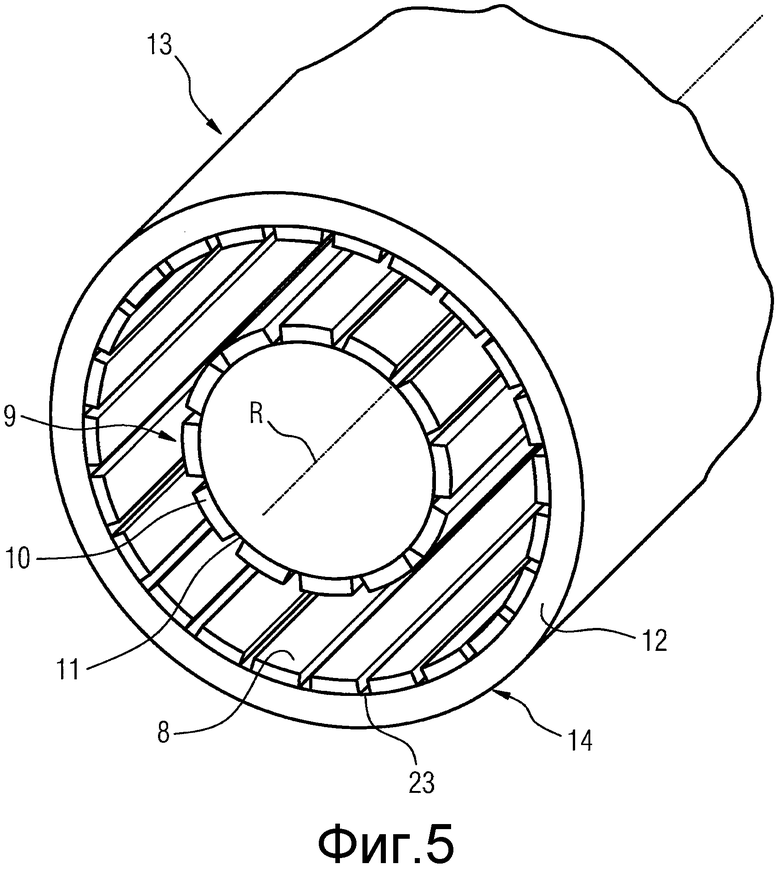
На фиг.5 схематично показана в изометрической проекции машина 13, которая может быть выполнена, например, в виде электродвигателя или генератора.
Машина 13 имеет расположенный неподвижно статор 9, который имеет расположенные на опоре 11 статора обмотки 10, при этом для ясности лишь одна обмотка снабжена позицией 10. При этом обмотки показаны на фиг.5 лишь символично в виде прямоугольников.
Вокруг статора 9 расположен с возможностью вращения вокруг статора 9 ротор 14 согласно изобретению. При этом ротор 14 вращается вокруг оси R вращения. Ротор 14 имеет в качестве существенного элемента ярмо 12 предпочтительно из мягкомагнитного материала, при этом ярмо выполнено сплошным или же может иметь множество расположенных друг за другом в направлении оси R вращения металлических листов. При необходимости ярмо может иметь в качестве составляющей части ярма еще навесные элементы. При этом металлические листы электрически изолированы друг от друга. Кроме того, ротор 14 имеет в качестве существенных элементов еще указанные выше магнитные элементы, при этом для ясности на фиг.5 лишь один магнитный элемент обозначен позицией 8. При этом в рамках примера выполнения магнитные элементы расположены на внутренней стороне 23 ярма 12, при этом ротор выполнен в виде наружного ротора, т.е. статор находится внутри, а ротор расположен вокруг статора.
В варианте выполнения машины 13, в котором ротор выполнен в виде внутреннего ротора, т.е. ротор находится внутри, а статор расположен вокруг ротора, постоянные магниты могут быть расположены также на наружной стороне ярма.
Для изготовления ротора 14 магнитный элемент 8, а затем также другие магнитные элементы соединяют с ярмом 12. Это осуществляют, согласно изобретению, посредством склеивания нижней стороны магнитного элемента 8 с ярмом, в частности с верхней стороной ярма, с помощью второго клея. Поскольку второй клей, как указывалось выше, имеет в затвердевшем состоянии мягкую и эластичную консистенцию, то возникающие при повышении температуры расширения магнитного элемента 8 и ярма 12, которое обычно изготовлено из содержащего железо металла, не приводят к разрыву второго клея. Для оптимальной компенсации различных температурных расширений между постоянными магнитами магнитного элемента 8 и ярмом 12 толщина клеевого слоя из второго клея между нижней стороной магнитного элемента и ярмом предпочтительно составляет 0,4-4 мм. В частности, при этой толщине клеевого слоя, с одной стороны, не происходит образования трещин в слоевом слое и, с другой стороны, еще обеспечивается приемлемое для изготовления ротора время затвердевания второго клея.
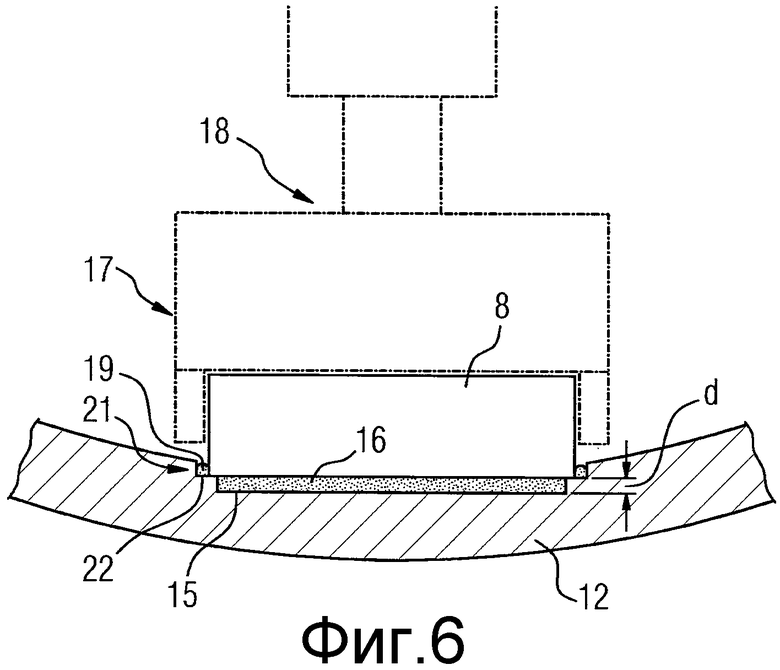
На фиг.6 схематично показаны ярмо 12 и магнитный элемент 8 в увеличенном масштабе. При этом ярмо 12 имеет в месте, в котором магнитный элемент 8 склеен с ярмом, выемку 21 для размещения магнитного элемента 8. При этом в рамках примера выполнения выемка 21 имеет предпочтительно две ступеньки, которые проходят с разной глубиной в ярмо 12, при этом вторая ступенька 15 имеет толщину d. При этом в рамках примера выполнения вторую ступеньку 15 при склеивании заполняют вторым клеем до полного заполнения им второй ступеньки 15, так что образованный так клеевой слой 16 предпочтительно немного толще, чем толщина d второй ступеньки 15 выемки 21. Затем с помощью захвата 17 укладочного приспособления 18 магнитный элемент 8 укладывают на первую ступеньку 22 выемки 21 для склеивания. При этом значения ширины первой ступеньки 22 и второй ступеньки 15 выбраны так, т.е. согласованы с размерами магнитного элемента 8 так, что магнитный элемент 8 прилегает к первой ступеньке 22. При укладке магнитного элемента 8 излишний второй клей вытесняется и располагается сбоку (позиция 19) на магнитном элементе 8 и на ярме 12. За счет выбора толщины d второй ступеньки 15 можно простым образом задавать толщину второго клея, с помощью которого соединяется магнитный элемент 8 и ярмо 12.
На фиг.6 не изображен нанесенный, согласно изобретению, в выемке уже заранее с приклеиванием мягкий и эластичный слой 20, который расположен в выемке 21. Мягкий и эластичный слой 20 является составляющей частью ярма 12.
Следует отметить, что выемка 21 не обязательно должна иметься. В месте, в котором магнитный элемент 8 должен быть соединен с ярмом 12, на ярмо 12 может быть нанесен, например, также второй клей, и укладывающее приспособление 18 затем опускает магнитный элемент 8 так далеко во второй клей, пока не будет достигнута желаемая толщина слоя второго клея, и удерживает затем магнитный элемент в этом положении, пока не затвердеет второй клей.
Следует отметить, что вместо ступеньки можно применять также другие распорки.
Второй клей окружает полностью постоянные магниты, которые выполнены, как правило, в виде редкоземельных постоянных магнитов, и обеспечивает тем самым надежный защитный слой, который защищает постоянные магниты от воздействия внешнего окружения (таких сред как, например, жидкости или газы), которые могут повреждать постоянные магниты.
На фиг.7 показан другой вариант выполнения изобретения, который по существу совпадает с показанным на фиг.6 вариантом выполнения изобретения. Одинаковые элементы обозначены на фиг.7 теми же позициями, что и на фиг.6. Единственное существенное отличие фиг.7 по сравнению с фиг.6 состоит в том, что в выемке показан уже заранее введенный с приклеиванием мягкий и эластичный слой 20, который расположен в выемке 21. Мягкий и эластичный слой 20 является составляющей частью ярма 12. При этом мягкий и эластичный слой 20 состоит, например, из второго клея, который уже затвердел. При этом склеивание нижней стороны магнитного элемента 8 с ярмом 12 осуществляется так, что на мягкий и эластичный слой 20 предпочтительно наносят еще лишь тонкий слой второго клея, что обычно сокращает время до затвердевания клеевого соединения. Естественно, можно наносить также более толстый слой второго клея на мягкий и эластичный слой 20.
Кроме того, можно, естественно, также в этом втором варианте выполнения изобретения соединять магнитный элемент 8 также при отсутствии выемки 28, аналогично предыдущему варианту выполнения, с ярмом 12 с помощью второго клея.
Следует отметить, что, естественно, при желании ярмо 12 в местах, в которых должны быть установлены магнитные элементы для реализации плоской поверхности с целью обеспечения возможности особенно хорошего склеивания магнитных элементов с ярмом 12, может иметь снабженную плоской поверхностью опору магнитного элемента в виде навесного элемента, который соединен с другим элементом ярма (например, с металлическими листами ярма), например, с помощью винтового соединения или соединения с геометрическим замыканием. При этом магнитные элементы и, в частности, постоянные магниты закреплены исключительно с помощью второго клея на опоре магнитных элементов ярма и тем самым на ярме. Таким образом, в креплении магнитных элементов и, в частности, постоянных магнитов на опоре магнитных элементов ярма и тем самым на ярме для реализации крепления не участвуют соединения с геометрическим и/или силовым замыканием.
Кроме того, следует отметить, что ротор, например, при выполнении машины в виде линейного двигателя, может совершать также возвратно-поступательное движение.
В рамках примера выполнения машина имеет мощность больше 10 кВт и, в частности, больше 1 МВт. Как раз в таких относительно больших машинах из-за больших сил отталкивания и притяжения постоянных магнитов изготовление ротора с помощью известного из уровня техники способа соединения магнитных элементов и ярма с помощью соединений с силовым и/или геометрическим замыканием является сложным и дорогим. Поэтому изобретение особенно предпочтительно в таких относительно больших машинах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОСТОЯННЫМИ МАГНИТАМИ НА РОТОРЕ | 2024 |
|
RU2840498C1 |
| Ротор электрической машины с возбуждением от постоянного магнита | 1983 |
|
SU1245268A3 |
| Ротор электрической машины с постоянными магнитами | 2024 |
|
RU2837666C1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД, СОДЕРЖАЩИЙ БОЛЕЕ ОДНОГО ВОЗБУЖДАЕМОГО ПОСТОЯННЫМ МАГНИТОМ РОТОРА (ВАРИАНТЫ), И БРИТВА | 1996 |
|
RU2154885C2 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ | 2002 |
|
RU2231896C2 |
| Полюсопереключаемая магнито-электрическая машина | 1982 |
|
SU1019556A1 |
| РОТОР ДЛЯ МОДУЛИРУЕМОЙ ПОЛЮСНОЙ МАШИНЫ | 2010 |
|
RU2551424C2 |
| СБОРКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2406208C2 |
| СПОСОБ СБОРКИ МАГНИТНОГО ПОЛЮСА И СООТВЕТСТВУЮЩЕГО РОТОРА | 2009 |
|
RU2485661C2 |
| РОТОР ВРАЩАЮЩЕЙСЯ ДИНАМОЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ВОЗБУЖДЕНИЕМ ОТ ПОСТОЯННЫХ МАГНИТОВ И ЕЕ ПРИМЕНЕНИЕ | 2017 |
|
RU2698323C1 |
Изобретение относится к области электротехники и касается изготовления роторов электрических машин. Предложен способ изготовления ротора (14) для электрической машины (13), включающий следующие стадии его осуществления: а) изготовление магнитного элемента (8) посредством склеивания друг с другом постоянных магнитов (1, 1', 1", 1'") с помощью первого клея, при этом каждый постоянный магнит (1, 1', 1", 1'") имеет одну сторону (2) с магнитным северным полюсом (N) и одну сторону (3) с магнитным южным полюсом (S), при этом постоянные магниты (1, 1', 1", 1'") при склеивании расположены так, что стороны магнитных северных полюсов (N) или стороны магнитных южных полюсов (S) образуют общую нижнюю сторону (3, 3', 3", 3'") магнитного элемента (8), при этом первый клей в затвердевшем состоянии имеет твердую консистенцию; b) склеивание нижней стороны магнитного элемента (8) с ярмом (12) с помощью второго клея, при этом второй клей в затвердевшем состоянии является мягким и эластичным, что исключает разрыв второго клея при повышении температуры расширения магнитного элемента (8) и ярма (12). При этом ярмо (12) в месте, где магнитный элемент (8) склеен с ярмом (12), имеет мягкий и эластичный слой (20). Технический результат, достигаемый при использовании настоящего изобретения, состоит в обеспечении рациональности процесса изготовления ротора с постоянными магнитами при одновременном обеспечении высокой надежности закрепления постоянных магнитов с замыканием по материалу ярма ротора электрической машины. 3 н. и 22 з.п. ф-лы, 7 ил.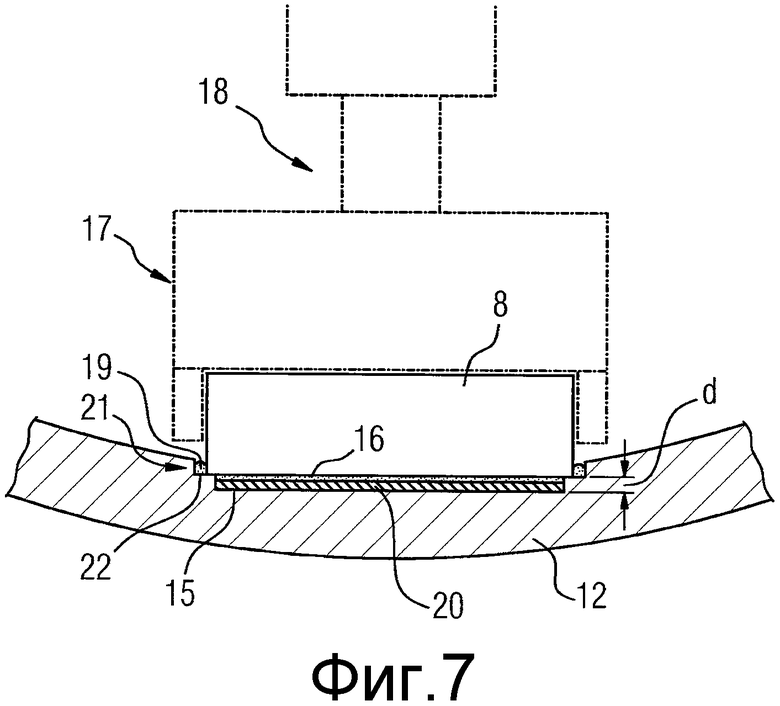
1. Способ изготовления ротора (14) для электрической машины (13), содержащий следующие стадии способа:
a) изготовление магнитного элемента (8) посредством склеивания друг с другом постоянных магнитов (1, 1', 1", 1'") с помощью первого клея, при этом каждый постоянный магнит (1, 1', 1", 1'") имеет одну сторону (2) с магнитным северным полюсом (N) и одну сторону (3) с магнитным южным полюсом (S), при этом постоянные магниты (1, 1', 1", 1'") при склеивании расположены так, что стороны (2, 2', 2", 2'") магнитных северных полюсов (N) или стороны (3, 3', 3", 3'") магнитных южных полюсов (S) образуют общую нижнюю сторону (3, 3', 3", 3'") магнитного элемента (8), при этом первый клей в затвердевшем состоянии имеет твердую консистенцию, которая предотвращает возможность движения постоянных магнитов (1, 1', 1", 1'") друг от друга, и
b) склеивание нижней стороны (3, 3', 3", 3'") магнитного элемента (8) с ярмом (12) с помощью второго клея, при этом второй клей в затвердевшем состоянии является мягким и эластичным, при этом мягкая и эластичная консистенция приводит к тому, что возникающие при повышении температуры расширения магнитного элемента (8) и ярма (12) не приводят к разрыву второго клея,
при этом ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет мягкий и эластичный слой (20).
2. Способ по п.1, отличающийся тем, что первый клей является быстро затвердевающим клеем.
3. Способ по любому из пп.1 или 2, отличающийся тем, что второй клей выполнен в виде силиконового клея.
4. Способ по п.1, отличающийся тем, что толщина (d) слоя клея между нижней стороной (3, 3', 3", 3'") магнитного элемента (8) и ярмом (12) составляет 0,4-4 мм.
5. Способ по п.3, отличающийся тем, что толщина (d) слоя клея между нижней стороной (3, 3', 3", 3'") магнитного элемента (8) и ярмом (12) составляет 0,4-4 мм.
6. Способ по п.1, отличающийся тем, что после выполнения стадии а) способа с верхней стороной (2, 2', 2", 2'") магнитного элемента (8) склеивают колпачок (7) с помощью второго клея, при этом колпачок (7) имеет боковые части (24), которые с помощью второго клея склеивают с боковыми поверхностями магнитного элемента (8).
7. Способ по п.4, отличающийся тем, что после выполнения стадии а) способа с верхней стороной (2, 2', 2", 2"') магнитного элемента (8) склеивают колпачок (7) с помощью второго клея, при этом колпачок (7) имеет боковые части (24), которые с помощью второго клея склеивают с боковыми поверхностями магнитного элемента (8).
8. Способ по п.5, отличающийся тем, что после выполнения стадии а) способа с верхней стороной (2, 2', 2", 2'") магнитного элемента (8) склеивают колпачок (7) с помощью второго клея, при этом колпачок (7) имеет боковые части (24), которые с помощью второго клея склеивают с боковыми поверхностями магнитного элемента (8).
9. Способ по п.1, отличающийся тем, что ротор (14) выполнен в виде наружного ротора, и магнитный элемент (8) расположен на внутренней стороне (23) ярма (12).
10. Способ по п.4, отличающийся тем, что ротор (14) выполнен в виде наружного ротора, и магнитный элемент (8) расположен на внутренней стороне (23) ярма (12).
11. Способ по п.7, отличающийся тем, что ротор (14) выполнен в виде наружного ротора, и магнитный элемент (8) расположен на внутренней стороне (23) ярма (12).
12. Способ по п.8, отличающийся тем, что ротор (14) выполнен в виде наружного ротора, и магнитный элемент (8) расположен на внутренней стороне (23) ярма (12).
13. Способ по п.1, отличающийся тем, что ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет выемку (21) для размещения магнитного элемента (8).
14. Способ по п.4, отличающийся тем, что ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет выемку (21) для размещения магнитного элемента (8).
15. Способ по п.7, отличающийся тем, что ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет выемку (21) для размещения магнитного элемента (8).
16. Способ по п.10, отличающийся тем, что ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет выемку (21) для размещения магнитного элемента (8).
17. Способ по п.11, отличающийся тем, что ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет выемку (21) для размещения магнитного элемента (8).
18. Способ по п.13, отличающийся тем, что выемка (21) имеет, по меньшей мере, две ступеньки (15, 22).
19. Способ по п.1, отличающийся тем, что первый и второй клеи затвердевают при комнатной температуре.
20. Способ по п.3, отличающийся тем, что первый и второй клеи затвердевают при комнатной температуре.
21. Способ по п.6, отличающийся тем, что первый и второй клеи затвердевают при комнатной температуре.
22. Ротор для электрической машины (13), при этом ротор (14) имеет магнитные элементы (8) и ярмо (12), при этом магнитные элементы (8) имеют постоянные магниты (1, 1', 1", 1'"), при этом каждый постоянный магнит (1, 1', 1", 1'") имеет одну сторону (2) с магнитным северным полюсом (N) и одну сторону (3) с магнитным южным полюсом (S), при этом постоянные магниты (1, 1', 1", 1'") магнитного элемента (8) склеены друг с другом с помощью первого клея так, что стороны (2, 2, 2", 2'") магнитных северных полюсов (N) или стороны (3, 3', 3", 3'") магнитных южных полюсов (S) образуют общую нижнюю сторону (3, 3', 3", 3'") магнитного элемента (8), при этом первый клей в затвердевшем состоянии имеет твердую консистенцию, которая предотвращает возможность движения постоянных магнитов (1, 1', 1", 1'") друг от друга, при этом нижняя сторона (3, 3', 3", 3'") магнитных элементов (8) склеена с помощью второго клея с ярмом (12), при этом второй клей в затвердевшем состоянии является мягким и эластичным, при этом мягкая и эластичная консистенция приводит к тому, что возникающие при повышении температуры расширения магнитного элемента (8) и ярма (12) не приводят к разрыву второго клея, при этом ярмо (12) в месте, в котором магнитный элемент (8) склеен с ярмом (12), имеет мягкий и эластичный слой (20).
23. Электрическая машина, при этом электрическая машина (13) имеет ротор по п.22.
24. Электрическая машина по п.23, отличающаяся тем, что электрическая машина (13) выполнена в виде генератора или электродвигателя.
25. Электрическая машина по п.24, отличающаяся тем, что генератор выполнен в виде ветрового генератора.
| DE 102005032721 A1, 18.01.2007 | |||
| Вращающаяся электрическая машина с постоянными магнитами | 1983 |
|
SU1530105A3 |
| УЗЕЛ ЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА, СОСТОЯЩИЙ ИЗ ГЕНЕРАТОРА И ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ В КАЧЕСТВЕ ПРИВОДА | 2001 |
|
RU2266605C2 |
| МАГНИТНАЯ СИСТЕМА РОТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2264022C2 |
| RU 97115246 A, 10.07.1999 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Клиновое соединение | 1987 |
|
SU1427088A1 |
| DE 19820033 A1, 18.11.1999 | |||
| DE 102004062753 A1, 06.07.2006. | |||

