Изобретение относится к области металлургии, конкретнее к технологии производства листовой стали, используемой в качестве тыльного слоя двухслойной разнесенной бронезащитной конструкции.
Известен способ производства листовой стали для двухслойной бронезащитной конструкции, включающий изготовление заготовок. Сталь для тыльного слоя имеет следующий химический состав, мас.%:
Заготовки подвергают горячей прокатке. Прокатанные листы закаливают с температуры 850°C водой. Закаленные листы отпускают путем выдержки в течение 3 ч при температуре 200°C [1].
Недостаток известного способа состоит в том, что листовая сталь имеет недостаточный уровень вязкостных свойств. Это приводит к появлению трещин и сколов в тыльном слое при пулевом соударении, что снижает бронестойкость разнесенной бронезащитной конструкции.
Ближайшим аналогом к предлагаемому изобретению является способ производства листовой стали для тыльного слоя разнесенной броневой конструкции, включающий изготовление заготовки, горячую прокатку закалку от температуры не выше 850°C и отпуск листов при температуре не выше 230°C. При этом сталь для тыльного слоя имеет следующий химический состав, мас.%:
Недостаток указанного способа состоит в том, что после закалки и отпуска листовая сталь имеет низкие вязкостные свойства и работу удара. В результате при обстреле бронебойно-зажигательными пулями в тыльном слое образуются трещины и сколы, что снижает бронестойкость разнесенной бронезащитной конструкции в целом.
Техническая задача, решаемая изобретением, состоит в повышении бронестойкости разнесенной бронезащитной конструкции.
Для решения технической задачи в известном способе производства листовой стали для тыльного слоя разнесенной броневой конструкции, включающем изготовление заготовок, горячую прокатку, закалку и отпуск листов, согласно изобретению заготовки изготавливают из стали следующего химического состава, мас.%:
причем суммарное содержание кремния и фосфора не превышает 0,21%, горячую прокатку листов ведут как в поперечном, так и в продольном направлениях с суммарным относительным обжатием в каждом из направлений не менее 50%, и завершают при температуре 930-1050°C, после чего листы подвергают незамедлительной закалке водой, а отпуск проводят при температуре 250-460°C.
Сущность изобретения состоит в следующем. В разнесенной броневой конструкции, состоящей из фронтального и тыльного слоев, при соударении с фронтальным слоем, имеющим повышенную твердость, термоупрочненный сердечник бронебойной пули фрагментировано разрушается. Образующиеся фрагменты сохраняют высокую кинетическую энергию, которую необходимо полностью дессипировать и превратить в тепло в тыльном слое. Для обеспечения минимально возможной толщины слоев и снижения общей массы разнесенной броневой конструкции, тыльный слой должен сочетать свойства непробития и поглощения ударной энергии. В предложенном изобретении указанные функциональные свойства тыльного слоя достигаются одновременной оптимизацией химического состава стали и режимов ее деформационно-термической обработки. В процессе продольной и поперечной горячей прокатки с суммарными относительными обжатиями не менее 50% и термического улучшения в листе из стали предложенного состава формируется двухфазная аустенитно-мартенситная микроструктура с объемной долей аустенитной фазы 8-10%, сочетающая высокую прочность, необходимую для непробития, и вязкость для рассеивания кинетической энергии фрагментов броневого сердечника пули. Благодаря этому повышается бронестойкость разнесенной бронезащитной конструкции при минимально возможной толщине ее фронтального и тыльного слоев.
Углерод упрочняет сталь. При концентрации углерода менее 0,12% не достигаются требуемая прочность и твердость термоулучшенной листовой стали, а при его концентрации более 0,18% снижаются вязкость, пластичность и бронезащитные свойства тыльного слоя.
Кремний раскисляет сталь, повышает ее прочность и упругость. Он упрочняет сталь без образования карбидов и нитридов, повышает устойчивость мартенсита при локальном нагреве в месте соударения с пулевым сердечником. При концентрации кремния менее 0,10% прочность стали ниже допустимой, а при концентрации более 0,19% снижается ее пластичность и вязкость.
Марганец раскисляет и упрочняет сталь, связывает серу. При содержании марганца менее 1,2% прочность и твердость листовой стали недостаточны. Увеличение содержания марганца более 1,6% приводит к снижению ударной вязкости закаленной и отпущенной листовой стали.
Никель способствует повышению пластичности и вязкости закаленной стали, но при его содержании более 1,4% повышается содержание остаточного аустенита в стали более 10% и не исключено пробитие тыльного слоя разнесенной броневой конструкции, что недопустимо. Снижение содержания никеля менее 1,0% приводит к потере пластичности и ударной вязкости, имеет место растрескивание тыльного слоя.
Молибден образует мелкодисперсные карбиды, благоприятно изменяет распределение вредных примесей, уменьшая их концентрацию по границам зерен, повышает прочность и вязкость стали, обусловливает мелкозернистость микроструктуры. При содержании молибдена менее 0,25% прочность стали ниже требуемого уровня, а увеличение его содержания более 0,45% ухудшает диссипацию энергии в тыльном слое.
Алюминий раскисляет сталь, способствует измельчению микроструктуры, повышению работы удара и бронестойкости горячекатаной термоулучшенной листовой стали. При содержании алюминия менее 0,02% его присутствие не сказывается на повышении функциональных свойств тыльного слоя. Увеличение концентрации алюминия более 0,06% ведет к графитизации стали, снижению броневой стойкости.
Титан оказывает существенное влияние на сопротивление пробитию и эволюцию микроструктуры в месте соударения. При содержании титана в стали предложенного состава менее 0,02% циклические соударения при обстреле ведут к накоплению повреждений и разрушению тыльного слоя. Увеличение концентрации титана более 0,16% нежелательно, так как это уменьшает дессипацию кинетической энергии при соударении с броневым сердечником, что увеличивает вероятность тыльного слоя броневой конструкции.
Кальций модифицирует сталь, способствует очищению границ зерен, увеличивает работу удара. При содержании кальция менее 0,001% снижается бронестойкость разнесенной бронезащитной конструкции. Увеличение концентрации кальция более 0,032% приводит к увеличению количества неметаллических включений, ухудшению функциональных свойств (дессипации энергии, непробития) тыльного слоя.
Фосфор в стали обеспечивает сохранению в мартенситной фазе после закалки остаточного аустенита. При содержании фосфора менее 0,005% содержание остаточного аустенита в стали предложенного состава нестабильно, что ухудшает бронезащитные свойства тыльного слоя. Увеличение содержания фосфора более 0,015% снижает вякостные свойства и работу удара, что недопустимо.
Сера является вредной примесью, однако при ее концентрации не более 0,01% она не оказывает заметного влияния на ухудшение функциональных свойств. Но при ее концентрации более 0,01% имеет место снижение бронезащитных свойств тыльного слоя.
Экспериментально установлено негативное совместное влияние кремния и фосфора на вязкостные свойства тыльного слоя и бронестойкость разнесенной бронезащитной конструкции. При суммарном содержании кремния и фосфора более 0,21% на границах зерен имеет место образование пленочных соединений кремния и выделение фосфидов типа P2O5, которые совместно ослабляют границы зерен, что резко снижает вязкостные свойства тыльного слоя, его возможности рассеивать энергию фрагментов пули. В результате снижается бронестойкость разнесенной бронезащитной конструкции.
Горячая прокатка в продольном и поперечном направлениях способствует повышению изотропности микроструктуры и функциональных свойств тыльного слоя. При суммарном относительном обжатии менее 50% как в продольном, так и поперечном направлении имеет место формирование неблагоприятной текстуры горячекатаной стали, что увеличивает вероятность пробития тыльного слоя разнесенной бронезащитной конструкции.
При температуре конца прокатки и начала закалки ниже 930°C прочность листовой стали недостаточна для использования ее в разнесенной броневой конструкции. Увеличение температуры конца прокатки и начала закалки выше 1050°C приводит к тому, мартенсит закалки теряет микроструктурные преимущества реечной морфологии, ухудшается бронестойкость разнесенной бронезащитной конструкции, требуется увеличение толщины тыльного слоя и массы конструкции.
При температуре отпуска закаленных листов выше 460°C имеет место потеря прочности, а при температуре ниже 250°C - снижение пластичности и вязкости. В обоих случаях ухудшается бронестойкость разнесенной бронезащитной конструкции.
Примеры реализации способа
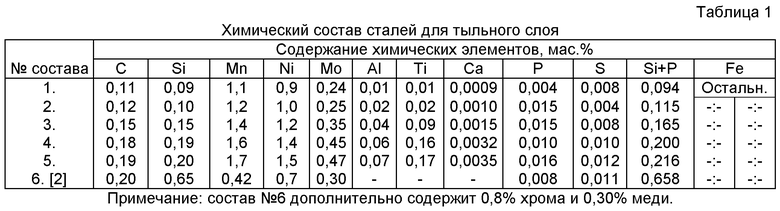
В электродуговой печи производят выплавку сталей различного состава (табл.1). Выплавленные стали подвергаю разливке в слитки массой 10 т. Полученные слитки нагревают до температуры 1200°C и подвергают обжимной прокатке в плоские заготовки толщиной H0=40 мм.
Плоские заготовки из стали с составом №3 нагревают в методической печи до температуры аустенитизации 1250°C и подвергают прокатке
в поперечном направлении на реверсивном стане 2000 за пять проходов до промежуточной толщины H1=12 мм с суммарным относительным обжатием εпп=70%. Затем заготовку разворачивают в плоскости прокатки на угол 90° и производят ее продольную прокатку в лист конечной толщины Hт=4,0 мм за пять проходов с суммарным относительным обжатием εпр=67,7%. Прокатку завершают при температуре Tз=990°C, после чего лист с прокатного нагрева незамедлительно закаливают водой.
Закаленный лист нагревают в садочной печи до температуры отпуска T0=340°C и выдерживают при этой температуре в течение 3 ч.
Варианты реализации предложенного способа и механические свойства листовой стали для тыльного слоя приведены в табл.2.
Для проведения натурных испытаний бронестойкости в качестве фронтального слоя для разнесенной бронезащитной конструкции использовали термоулучшенный лист толщиной Hф=5,0 мм из стали известного химического состава [2] (табл.3).
Из полученных листов вырезали образцы размерами 500×500 мм, соединяли попарно фронтальный слой с тыльным с зазором между слоями 30 мм для испытания на пробитие гетерогенных бронезащитных конструкций, после чего проводили их натурные противопульные испытания путем обстрела на полигоне бронебойными пулями калибра 12,7 мм из крупнокалиберного пулемета системы ДШК. Обстрел вели по нормали к фронтальному и соответственно тыльному слоям гетерогенной конструкции, после чего оценивали наличие пробития в тыльном слое.
Испытания показали, что в листовой стали, полученной по предложенному способу (варианты №2-4, табл.2), достигается сочетание наиболее высоких прочностных, пластических и вязкостных свойств. Благодаря этому имеет место непробитие гетерогенных броневых конструкций бронебойными пулями калибра 12,7 мм. В случаях запредельных значений заявленных параметров (варианты №1 и №5) имеет место снижение вязкостных, пластических и функциональных свойств.
Листовая сталь, произведенная по известному способу (вариант №6), также не выдерживает испытание на пробитие пулями калибра 12,7 мм: она при равной толщине фронтального и тыльного слоев оказалась способной выдерживать только обстрел пулями калибра 7,62 мм и менее.
Литература
1. Патент РФ №2429971, МПК B32B 15/18, C22C 38/46, 2011.
2. Патент РФ №2415368, МПК A41H 5/04, C21D 9/42, C22C 38/22, 2011.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОГО ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2011 |
|
RU2481407C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ЛИСТОВ ДЛЯ ГЕТЕРОГЕННЫХ БРОНЕЗАЩИТНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2415368C1 |
| СПОСОБ ПРОИЗВОДСТВА ГЕТЕРОГЕННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493270C1 |
| ВЫСОКОПРОЧНАЯ БРОНЕВАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2013 |
|
RU2520247C1 |
| БРОНЕВАЯ СТАЛЬ | 2011 |
|
RU2447181C1 |
| СЛОИСТЫЙ БРОНЕЗАЩИТНЫЙ МАТЕРИАЛ | 2009 |
|
RU2429971C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕВЫХ ЛИСТОВ | 2012 |
|
RU2492962C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| БРОНЕВАЯ ТЕРМОСТОЙКАЯ СВАРИВАЕМАЯ МАРТЕНСИТНАЯ СТАЛЬ | 2008 |
|
RU2400558C2 |
Изобретение относится к металлургии, конкретнее к технологии производства листовой стали, используемой в качестве тыльного слоя двухслойной разнесенной бронезащитной конструкции. Для повышения бронестойкости бронезащитной конструкции лист тыльного слоя изготавливают из стали, содержащей, мас.%: 0,12-0,18 C; 0,10-0,19 Si; 1,2-1,6 Mn; 1,0-1,4 Ni; 0,25-0,45 Mo; 0,02-0,06 Al; 0,02-0,16 Ti; 0,001-0,032 Ca; 0,005-0,015 P; не более 0,01 S; остальное Fe, причем суммарное содержание Si+P не превышает 0,21 мас.%, горячую прокатку листов ведут как в поперечном, так и в продольном направлениях с суммарным относительным обжатием в каждом из направлений не менее 50%, завершают прокатку при температуре 930-1050°C и с этой температуры листы охлаждают водой, а отпуск проводят при температуре 250-460°C. 3 табл.
Способ производства листовой стали для тыльного слоя броневой конструкции, включающий выплавку стали, изготовление заготовок, горячую прокатку, закалку и отпуск листов, отличающийся тем, что осуществляют выплавку стали следующего химического состава, мас.%:
причем суммарное содержание кремния и фосфора не превышает 0,21 мас.%, горячую прокатку заготовок ведут сначала в поперечном, затем в продольном направлениях с суммарным относительным обжатием в каждом из направлений не менее 50%, завершают прокатку при температуре 930-1050°C и незамедлительно подвергают листы закалке водой, при этом отпуск проводят при температуре 250-460°C.
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ЛИСТОВ ДЛЯ ГЕТЕРОГЕННЫХ БРОНЕЗАЩИТНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2415368C1 |
| ПРОТИВОПУЛЬНАЯ ГЕТЕРОГЕННАЯ БРОНЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1994 |
|
RU2090828C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
| US 5122336 A, 16.06.1992 | |||
| US 5458704 A, 17.10.1995. | |||

