Область техники, к которой относится изобретение
Настоящее изобретение относится к режущим пластинам и к приспособлениям для закрепления режущих пластин в режущих инструментах.
Уровень техники
Известно много различных способов и приспособлений для закрепления режущей пластины, такой как съемная режущая пластина, в гнезде под режущую пластину режущего инструмента.
Эти приспособления обычно включают зажимной элемент, такой как зажимной винт, который вставляют в сквозное отверстие режущей пластины и устанавливают по резьбе в резьбовом отверстии, образованном в гнезде под режущую пластину.
В некоторых применениях вращающихся режущих инструментов режущую пластину зажимают в гнезде под режущую пластину «радиально», то есть, таким образом, что продольная ось зажимного винта является по существу перпендикулярной радиальной плоскости, которая параллельна и продолжается через ось вращения режущего инструмента.
В других применениях вращающихся режущих инструментов режущую пластину зажимают в гнезде под режущую пластину «тангенциально», то есть, таким образом, что продольная ось зажимного винта является по существу параллельной плоскости перпендикулярной оси вращения и параллельной радиальной плоскости, которая параллельна и продолжается через ось вращения режущего инструмента.
Режущий инструмент, имеющий множество радиально зажатых режущих пластин, требует, чтобы режущие пластины были расположены на достаточном расстоянии, чтобы обеспечивать достаточное пространство для удаления и введения соответствующих зажимных винтов, из режущих пластин и в них, соответственно. Это относительно ограничивает возможное количество радиально зажатых режущих пластин в одном режущем инструменте, что может потенциально ограничивать работу режущего инструмента. Тангенциально зажатые режущие пластины являются относительно толстыми в периферийном направлении. Поэтому, возможное количество тангенциально зажатых режущих пластин в одном режущем инструменте также относительно ограничено, что может так же ограничивать режущий инструмент в работе.
Например, фреза, имеющая диаметр 80 миллиметров, имеет на более семи режущих пластин, а фреза, имеющая диаметр 100 миллиметров имеет не более восьми режущих пластин.
Кроме того, для режущих инструментов, имеющих либо радиально, либо тангенциально зажатые режущие пластины, замена режущей пластины может потребовать полного извлечения зажимного винта из его гнезда под режущую пластину. Таким образом, процедура замены может быть трудоёмкой и тяжелой, особенно если режущий инструмент имеет относительно большое количество режущих пластин.
Кроме того, зажимные приспособления некоторых режущих инструментов, например, режущих инструментов, имеющих тангенциально зажимаемые режущие пластины, могут включать в себя элементы, которые способны только противостоять прикладыванию к ним низкого давления. Эти элементы могут включать в себя зажимные штифты или головки винта, которые ограничены в прочности или работе, например, из-за геометрии вовлеченных режущих пластин и/или зажимных приспособлений.
Поэтому задача настоящего изобретения состоит в том, чтобы обеспечить режущий инструмент и режущую пластину, выполняющую циклы обработки резанием по металлу, которые значительно уменьшают или преодолевают вышеизложенные недостатки.
Раскрытие изобретения
В соответствии с некоторыми вариантами осуществления настоящего изобретения, режущий инструмент содержит по меньшей мере один режущий участок, имеющий гнездо под режущую пластину с односторонней режущей пластиной, съемно удерживаемой в нем. Режущая пластина имеет нижнюю поверхность, верхнюю поверхность, две противоположные большие боковые поверхности и две противоположные меньшие боковые поверхности, продолжающиеся между верхними и нижними поверхностями. В соответствии с настоящим изобретением, верхняя поверхность односторонней режущей пластины включает в себя по меньшей мере одну режущую кромку и соответствующую переднюю поверхность. Смежно по меньшей мере с одной режущей кромкой расположена задняя поверхность. Нижняя поверхность выполнена с углублением, которое имеет такую форму, чтобы вмещать через нижнюю поверхность ввинчивающийся элемент. Ввинчивающийся элемент имеет основной участок, вмещенный по резьбе в резьбовое отверстие, образованное в большей боковой стенке гнезда под режущую пластину, причем большая боковая стенка находится в упоре с одной из больших боковых поверхностей. Углубление имеет профильное отверстие, которое образует две обращенные внутренние поверхности, служащие в качестве опорных областей в режущей пластины. В собранном инструменте ввинчивающийся элемент прикладывает зажимное усилие к по меньшей мере одной из опорных областей. В некоторых вариантах осуществления ввинчивающийся элемент имеет выступающий участок, продолжающийся в углубление, а профильное отверстие вмещает там крепежную поверхность выступающего участка. Крепежная поверхность упирается в одну из опорных областей, каждая из которых может содержать две или более разнесенные опорные подобласти. Профильное отверстие может продолжаться и открываться к верхней поверхности, для образования отверстия в ней.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, углубление имеет канавку, продолжающуюся между двумя большими боковыми поверхностями и вдоль нижней поверхности, чтобы вмещать в нем по меньшей мере участок основного участка; а профильное отверстие продолжается от канавки к верхней поверхности.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, если смотреть сверху режущей пластины, профильное отверстие имеет удлиненную форму. В некоторых вариантах осуществления продольная срединная плоскость профильного отверстия образует первый ненулевой острый угол с продольной срединной плоскостью режущей пластины; и продольная срединная плоскость профильного отверстия образует второй ненулевой острый угол с внутренними поверхностями.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и для демонстрации того, как оно может быть реализовано на практике, далее будет сделана ссылка на сопровождающие чертежи, на которых:
Фиг.1 представляет собой вид в перспективе режущего инструмента в соответствии с вариантами осуществления настоящего изобретения;
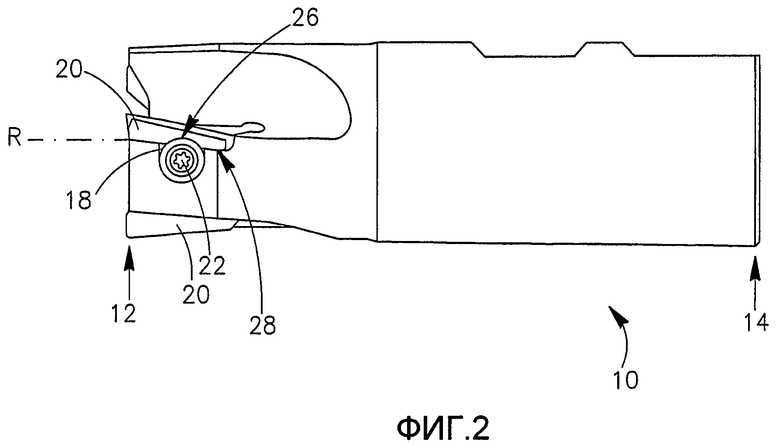
Фиг.2 представляет собой вид сбоку режущего инструмента в соответствии с вариантами осуществления настоящего изобретения;
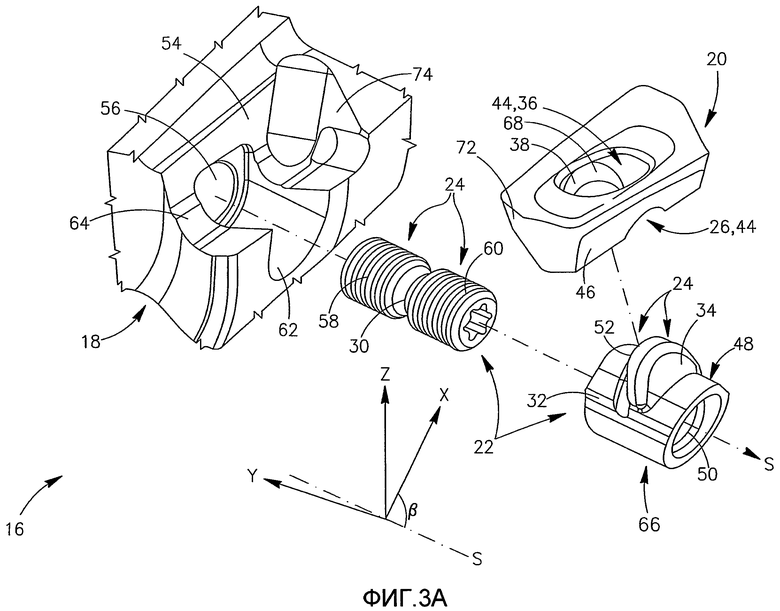
Фиг.3A представляет собой вид с пространственным разнесением элементов режущего участка режущего инструмента в соответствии с вариантами осуществления настоящего изобретения;
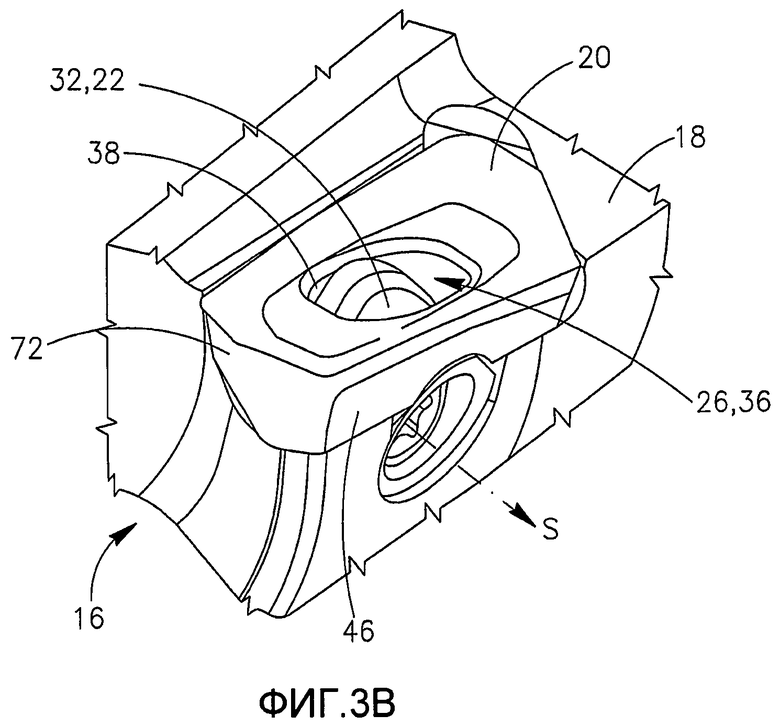
Фиг.3B представляет собой вид в перспективе режущего участка по фиг.3A в соответствии с некоторыми вариантами осуществления настоящего изобретения;
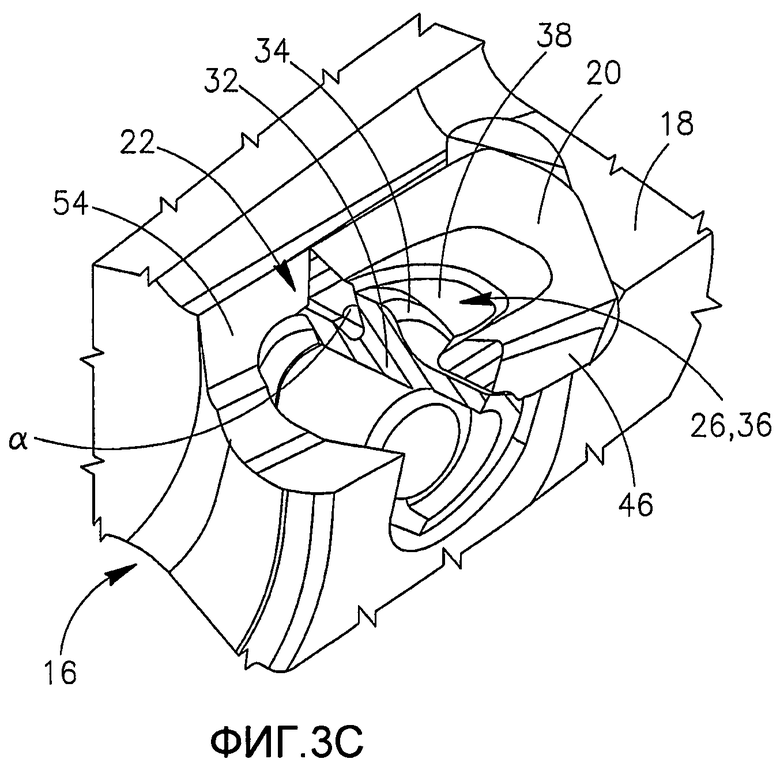
Фиг.3C представляет собой вид в перспективе режущего участка по фиг.3A, имеющего режущую пластину и втулку, на котором режущая пластина и втулка частично срезаны;
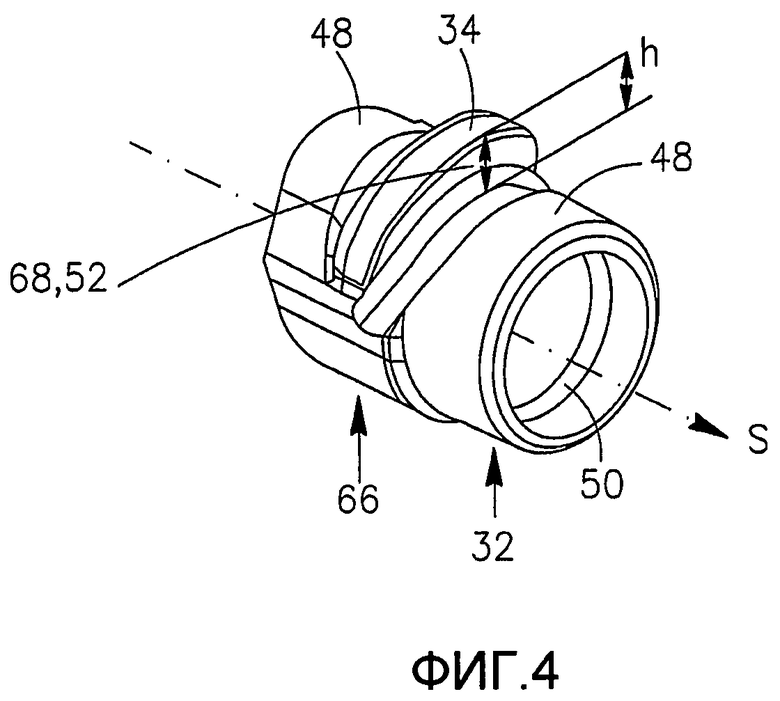
Фиг.4 представляет собой вид в перспективе втулки режущего участка по фиг.3A-3C в соответствии с вариантами осуществления настоящего изобретения;
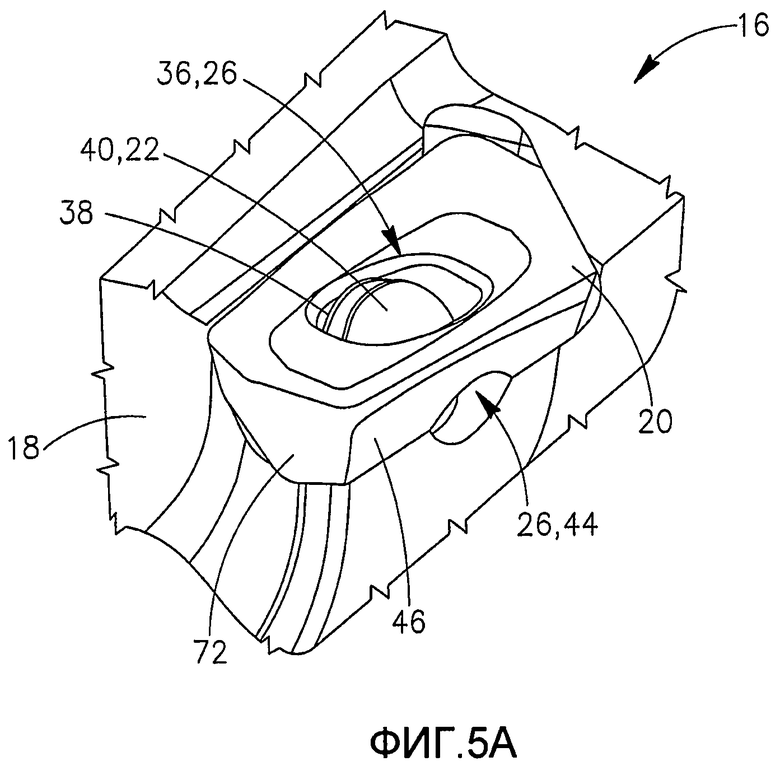
Фиг.5A представляет собой вид в перспективе режущего участка режущего инструмента в соответствии с другими вариантами осуществления настоящего изобретения;
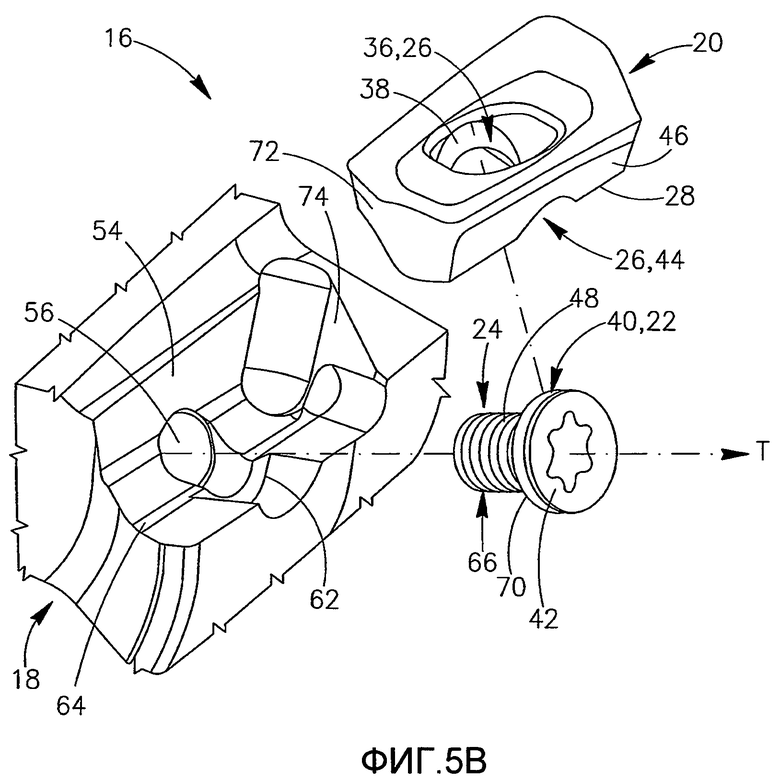
Фиг.5B представляет собой вид с пространственным разнесением элементов режущего участка по фиг.5A в соответствии с некоторыми из других вариантов осуществления настоящего изобретения;
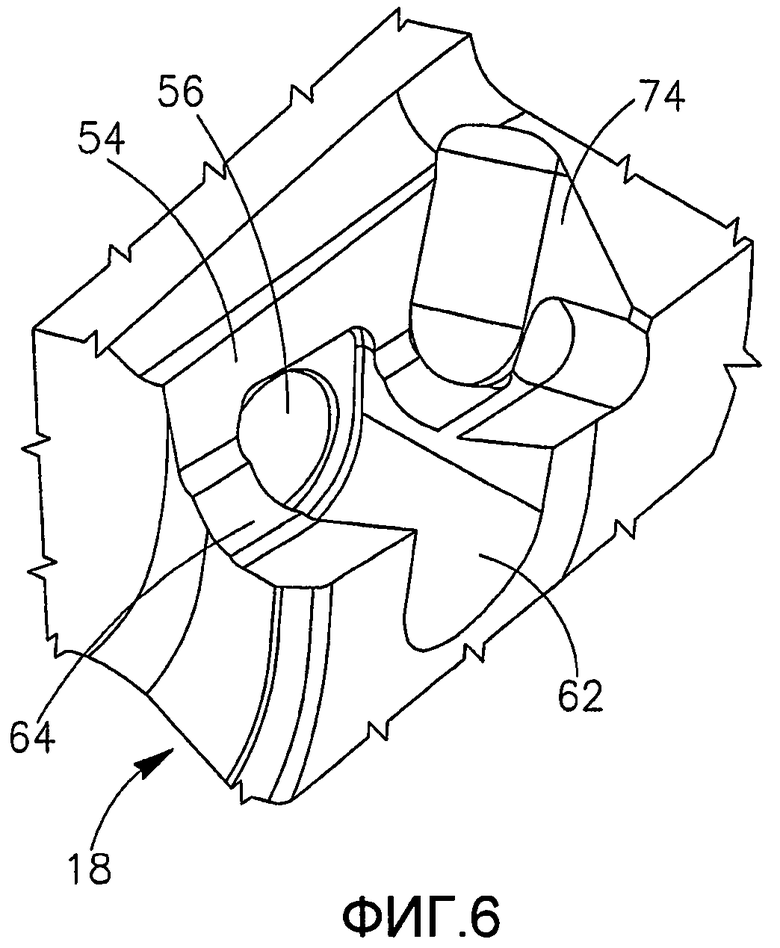
Фиг.6 представляет собой вид в перспективе гнезда под режущую пластину в соответствии с вариантами осуществления настоящего изобретения;
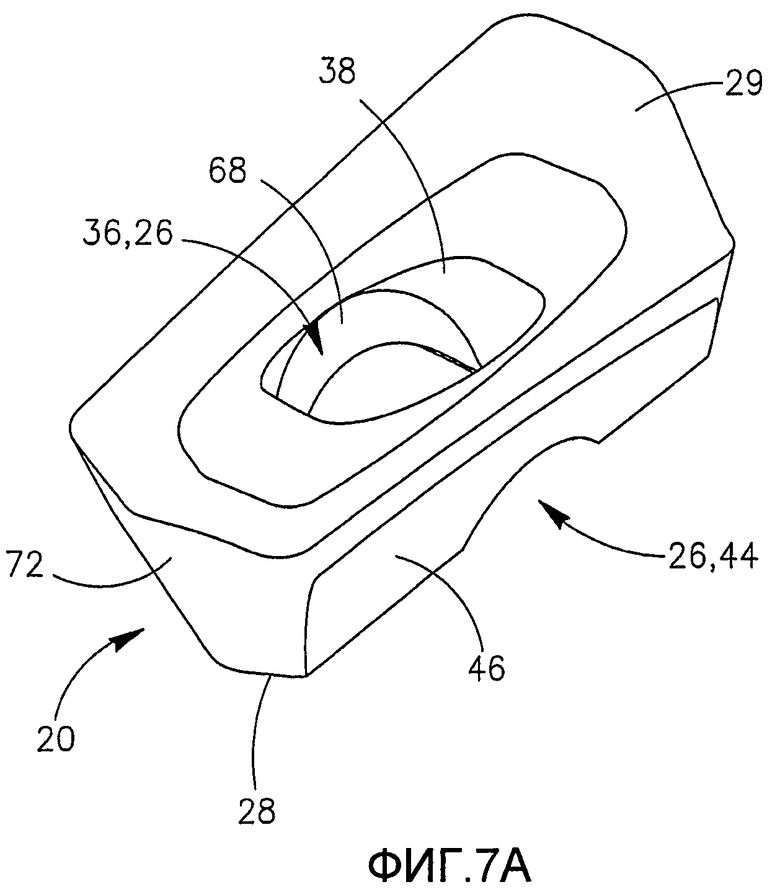
Фиг.7A представляет собой вид в перспективе режущей пластины в соответствии с вариантами осуществления настоящего изобретения;
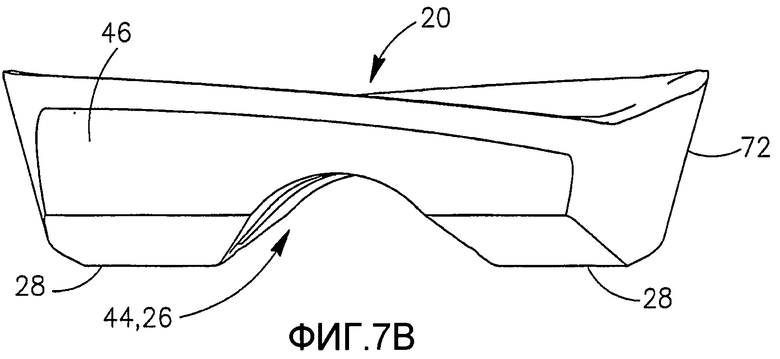
Фиг.7B представляет собой вид сбоку режущей пластины по фиг.7A;
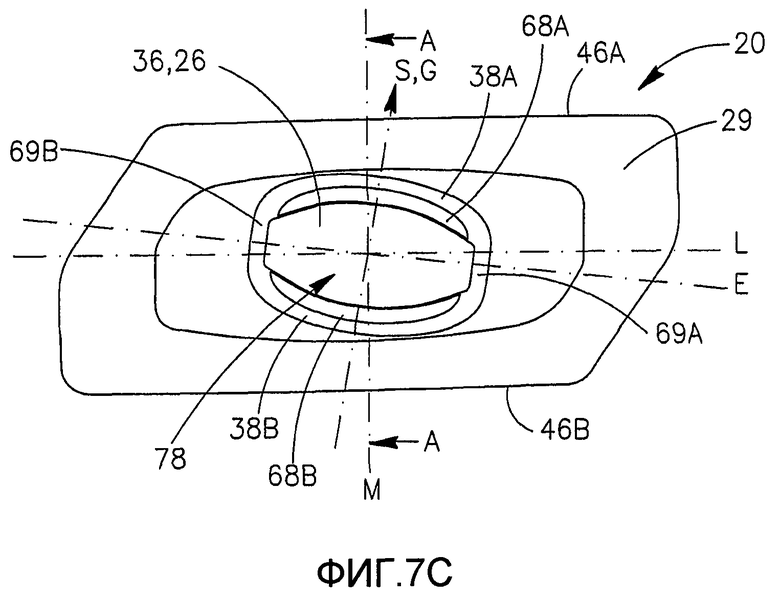
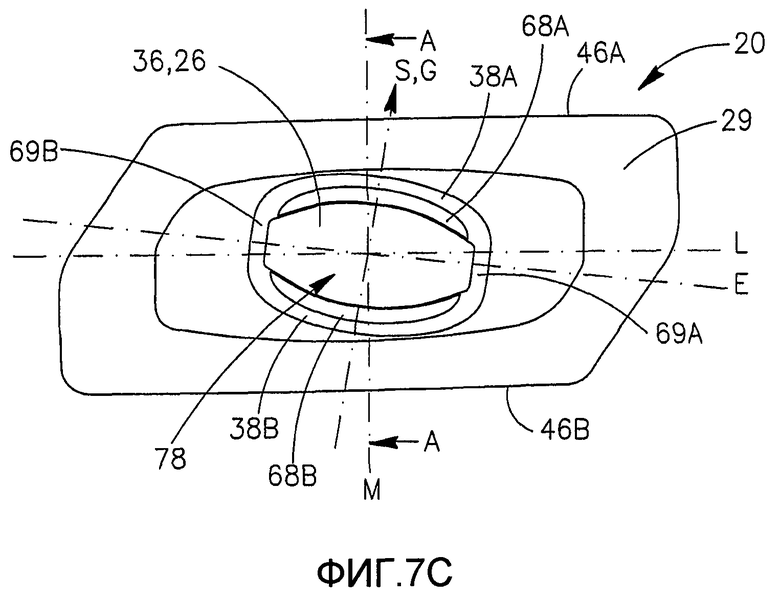
Фиг.7C представляет собой вид сверху режущей пластины по фиг.7A; и
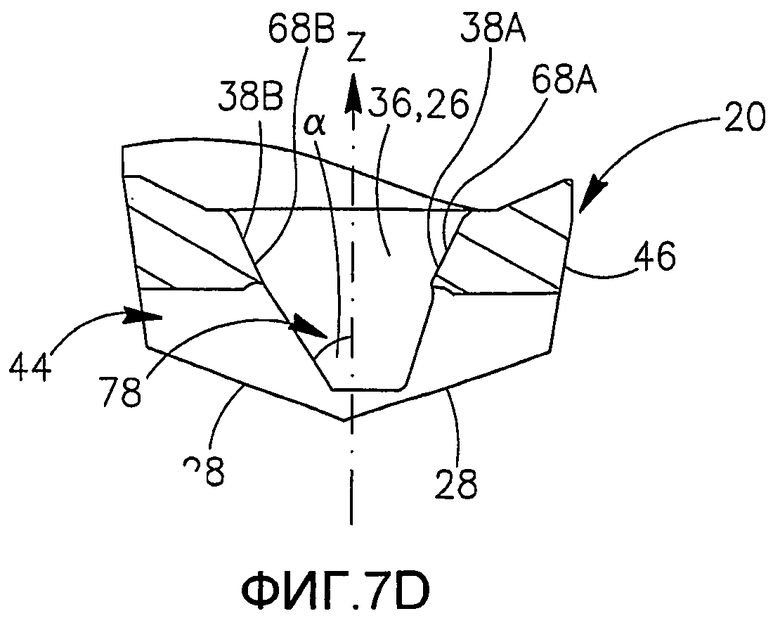
Фиг.7D представляет собой поперечный разрез режущей пластины фиг.7A по линии А-А.
Следует понимать, что для простоты и ясности иллюстрации элементы, показанные на чертежах, необязательно были вычерчены точно или в масштабе. Например, размеры некоторых из элементов могут быть увеличены по отношению к другим элементам для ясности, или некоторые физические компоненты могут быть включены в один функциональный блок или элемент. Кроме того, там, где это было сочтено уместным, ссылочные позиции могут повторяться на чертежах для обозначения соответствующих или аналогичных элементов.
Подробное описание изобретения
В нижеприведенном описании будут описаны различные аспекты настоящего изобретения. Для разъяснения специфические конфигурации и детали приведены в целях обеспечения полного понимания настоящего изобретения. Тем не менее, специалисту в данной области техники также будет очевидно то, что настоящее изобретение может быть реализовано на практике без специфических деталей, представленных в настоящем описании. Кроме того, хорошо известные элементы могут быть опущены или упрощены для того, чтобы они не затрудняли понимания настоящего изобретения.
Хотя на некоторых чертежах показан вращающийся режущий инструмент, например, фреза, настоящее изобретение не ограничено этим. Например, некоторые варианты осуществления изобретения могут относиться к другим режущим инструментам, имеющим одну или более съемных режущих пластин, удерживаемых в них, включая различные вращающиеся инструменты, такие как сверла, токарные резцы или любые металлорежущие инструменты, имеющие одну или более съемных режущих пластин, удерживаемых в нем.
Со ссылкой на фиг.1 и 2 показан режущий инструмент 10 в соответствии с некоторыми вариантами осуществления настоящего изобретения. Режущий инструмент 10 имеет передний конец 12, задний конец 14 и ось R вращения. Режущий инструмент 10 включает в себя один или более режущих участков 16, каждый из которых включает в себя гнездо 18 под режущую пластину, съемно удерживаемую в нем режущую пластину 20.
Режущий участок 16 включает в себя ввинчивающийся элемент 22, описанный подробно ниже, для зажима режущей пластины 20 в гнезде 18 под режущую пластину. Режущую пластину 20 зажимают в гнезде 18 под режущую пластину тангенциально так, что продольная ось ввинчивающегося элемента 22 проходит по существу параллельно плоскости перпендикулярной оси R вращения или образует с ней маленький угол. Продольная ось ввинчивающегося элемента 22 также по существу параллельна радиальной плоскости, которая параллельна оси R вращения и продолжается через нее; или в качестве альтернативы образует с ней маленький угол.
В некоторых вариантах осуществления режущую пластину 20 устанавливают в гнездо 18 под режущую пластину, например, режущую пластину 20 устанавливают на ввинчивающийся элемент 22 для упора в его верхнюю область 24. В этом положении выступающий участок 34, описанный подробно ниже, и/или другие участки ввинчивающегося элемента 22 вводят, соответственно, в один или более ответных профильных участков углубления 26, образованных по меньшей мере на нижней поверхности 28 режущей пластины 20, например, как описано подробно ниже. Этот тангенциальный зажим обеспечивает более маленький шаг режущего инструмента 10, то есть, обеспечивает относительно близкое расстояние между режущими пластинами 20 в режущем инструменте 10. Например, режущий инструмент 10 может иметь десять режущих пластин 20, например, если режущий инструмент 10 является фрезой, имеющей диаметр 80 миллиметров, или иметь тринадцать режущих пластин 20, например, если режущий инструмент 10 имеет диаметр 100 миллиметров.
В некоторых неограничивающих вариантах осуществления, и как описано более подробно ниже, например, со ссылкой на фиг.3A-4, ввинчивающийся элемент 22 включает в себя дифференциальный винт 30 и втулку 32, установленную на нем (например, как показано на фиг.3A), втулка 32 имеет выступающий участок 34, введенный в профильное отверстие 36 углубления 26. После закрепления дифференциального винта 30, выступающий участок 34 прижимают к одной из двух обращенных внутренних поверхностей 38 режущей пластины 20, образованных профильным отверстием 36. Таким образом, упирающаяся внутренняя поверхность 38 зажимает режущую пластину 20 в гнезде 18 под режущую пластину.
В других неограничивающих вариантах осуществления, например, со ссылкой на фиг.5A-5B, ввинчивающийся элемент 22 в качестве альтернативы включает в себя другие элементы, например, зажимной винт 40. После установки режущей пластины 20 в гнезде 18 под режущую пластину, участок головки 42 зажимного винта 40 вводят в углубление 26 так, что головка 42 винта упирается во внутреннюю поверхность. Таким образом, когда зажимной винт 40 закреплен, он зажимает режущую пластину 20 в гнезде 18 под режущую пластину, например, как описано более подробно ниже.
В некоторых вариантах осуществления замена или индексирование режущей пластины 20 могут включать, например, этап ослабления или частичного отвинчивание ввинчивающегося элемента 22 до ограниченной предварительно определенной степени, которая обеспечивает возможность введения и/или удаления режущей пластины 20 из гнезда 18 под режущую пластину, полностью не извлекая ввинчивающийся элемент 22 из гнезда 18 под режущую пластину. Таким образом, например, замену режущей пластины 20 можно выполнять с относительно небольшим усилием и в относительно короткий промежуток времени.
Со ссылкой на фиг.3A-4 показан режущий участок 16 в соответствии с некоторыми вариантами осуществления изобретения; на фиг.5A и 5B показан режущий участок 16 в соответствии с другими вариантами осуществления изобретения; и на фиг.6 и 7A показаны виды в перспективе гнезда 18 под режущую пластину и режущей пластины 20, соответственно, в соответствии с вариантами осуществления изобретения.
Для ясности описания на фиг.3A введена и показана правая декартова система координат. Система координат относится к описаниям, сопровождающим фиг.3A-7A. В системе координат, ось X образована перпендикулярной боковой срединной плоскости М режущей пластины 20, боковая срединная плоскость М показана и определена более подробно ниже со ссылкой на фиг.7B-7D. Положительное направление оси X определено в общем направлением от переднего конца 12 к заднему концу 14. Ось Y системы координат образована перпендикулярной продольной срединной плоскости L режущей пластины 20, продольная срединная плоскость L показана и определена более подробно ниже со ссылкой на фиг.7A. Положительное направление оси Y определено в по существу внутреннем радиальном направлении. Положительное направление оси Z завершает правую декартову систему координат с положительной осью X и положительной осью Y. Как видно на фиг.7C и 7D, первая внутренняя поверхность 38A содержит соответствующую первую опорную область 68A, которая находится по меньшей мере по существу на первой стороне продольной срединной плоскости L и имеет соответствующую большую боковую поверхность 46A. Вторая внутренняя поверхность 38B содержит соответствующую вторую опорную область 68B, которая находится по меньшей мере по существу на противоположной второй стороне продольной срединной плоскости L и также имеет соответствующую противоположную большую боковую поверхность 46B. Как также видно на этих чертежах, первая и вторая опорные области 68A, 68B обращены в противоположных направлениях и разнесены друг от друга неопорными областями 69A, 69B, обеспеченными в профильном отверстии 36.
В некоторых вариантах осуществления один или более участков углубления 26 вмещают, соответственно, один или более участков ввинчивающегося элемента 22. Например, канавка 44 углубления 26 может быть образована по меньшей мере на нижней поверхности 28 и продолжаться между двумя противоположными большими боковыми поверхностями 46. Канавка является ответной по форме верхней области 24 основного участка 48 ввинчивающегося элемента 22 и вмещает ее в ней. Аналогично, профильное отверстие 36 углубления 26 может вмещать в нем выступающий участок 34, продолжающийся от втулки 32, или головку 42 зажимного винта 40, например, как описано более подробно ниже.
Втулка 32 может иметь по существу цилиндрическую форму или другие подходящие формы и является полой вдоль своей продольной оси. Втулка 32 имеет внутреннюю резьбу 50 для того, чтобы вмещать в ней резьбовой элемент, такой как винт 30. Выступающий участок 34 выступает от втулки 32 и имеет высоту h выступа. Выступающий участок 34 может иметь, например, по существу форму полукруга или другие подходящие формы, чтобы обеспечивать упор крепежной поверхности 52 выступающего участка 34 в одну из двух обращенных внутренних поверхностей 38 режущей пластины 20, образованных профильным отверстием 36.
В некоторых вариантах осуществления большая боковая стенка 54 гнезда 18 под режущую пластину включает резьбовое отверстие 56 для обеспечения приема в нем винта 30. Винт 30 может быть дифференциальным винтом 30 и иметь первую резьбу 58 и вторую резьбу 60, например, имеющие противоположные направления, чтобы обеспечить возможность одновременного приема первой резьбы 58 и второй резьбы 60, в резьбовом отверстии 56 и во внутренней резьбе 50, соответственно. Таким образом, затягивание или ослабление винта 30 перемещает втулку 32 и большую боковую стенку 54 ближе, или дальше, соответственно, когда втулка 32 перемещается вдоль продольной оси винта 30, упомянутой здесь как ось S. В некоторых вариантах осуществления ось S может быть на плоскости X-Y, образованной осями X и Y, и имеет положительное направление от резьбового отверстия 56 к втулке 32. Положительная ось S может образовывать тупой угол с положительной осью X, например, как описано подробно ниже.
Втулка 32 перемещается вдоль желобчатого участка 62, образованного в нижней стенке 64 гнезда 18 под режущую пластину, чтобы вмещать в нем нижнюю область 66 ввинчивающегося элемента 22. В некоторых вариантах осуществления, например, со ссылкой на фиг.3A, желобчатый участок 62 вмещает нижнюю область 66 втулки 32. В других вариантах осуществления, например, со ссылкой на фиг.5A, желобчатый участок 62 вмещает нижний участок зажимного винта 40, который по существу выполняет функции винта 30 и втулки 32. Желобчатый участок 62 может по существу иметь форму полуцилиндра, имеющего продольную ось, совпадающую с осью S; или форму участка цилиндра или другие подходящие формы, ответные по форме нижней области 66 ввинчивающегося элемента 22, чтобы обеспечить возможность перемещения в нем ввинчивающегося элемента 22.
После размещения режущей пластины 20 в гнезде 18 под режущую пластину и затягивания винта 30, крепежная поверхность 52 упирается во внутреннюю поверхность 38 вдоль опорной области 68, которая может включать две или более отдельные опорные подобласти, например, две опорные подобласти, или может включать непрерывную опорную поверхность, продолжающуюся между внутренней поверхностью 38 и крепежной поверхностью 52.
Аналогично, в некоторых других вариантах осуществления, зажимной винт 40 вмещен в резьбовое отверстие 56 и имеет головку 42, по существу выполняющую функции выступающего участка 34. Головку 42 винта вводят в профильное отверстие 36 после размещения режущей пластины 20 в гнезде 18 под режущую пластину, и она имеет нижнюю поверхность 70, по существу выполняющую функции крепежной поверхности 52, примыкающей к внутренней поверхности.
Как описано более подробно ниже, геометрия и направление срединных плоскостей углубления 26 соответствуют геометрии и положению соответствующих элементов ввинчивающегося элемента 22, чтобы обеспечить упор крепежной поверхности 52 и одной из внутренних поверхностей 38 к двум или более из опорных областей 68, и надежный зажим режущей пластины 20 в гнезде 18 под режущую пластину.
Например, в некоторых вариантах осуществления крепежная поверхность 52 может быть по существу плоской, или в качестве альтернативы вогнутой или иметь любую подходящую форму, например, чтобы упираться во внутреннюю поверхность 38 по меньшей мере в двух отдельных опорных областях 68. В некоторых вариантах осуществления внутренняя поверхность 38 является плоской, а крепежная поверхность 52 является немного вогнутой, или наоборот, чтобы таким образом обеспечить упор между ними в двух отдельных опорных областях 68.
В других вариантах осуществления крепежная поверхность 52 и внутренняя поверхность 38 являются плоскими, и таким образом примыкают по всему непрерывному участку опорной области 68, то есть примыкают по всей опорной поверхности. Другие варианты осуществления могут включать в себя другие подходящие схемы для образования по меньшей мере двух отдельных опорных областей 68 между крепежной поверхностью 52 и внутренней поверхностью.
Ввиду затягивания винта 30 и внешних усилий, прикладываемых во время работы режущего инструмента 10, внутренняя поверхность 38 и крепежная поверхность 52 оказывают давление друг на друга. Примыкание внутренней поверхности 38 и крепежной поверхности 52 в двух или более опорных областях 68 обеспечивает, например, разделение приложенного усилия между двумя или более опорными областями 68, и таким образом уменьшения давления на опорную область 68. Таким образом, внутренняя поверхность 38 и крепежная поверхность 52 могут быть износостойкими, чтобы противостоять приложению относительно большого усилия, приложенного к ним.
После размещения режущей пластины 20 в гнезде 18 под режущую пластину и затягивания винта 30, крепежная поверхность 52 толкает внутреннюю поверхность, и таким образом толкает режущую пластину 20 в целом к гнезду 18 под режущую пластину, прижимая множество поверхностей режущей пластины 20 к множеству соответствующих стенок гнезда 18 под режущую пластину, как описано более подробно ниже. Аналогично, со ссылкой на фиг.5A и после затягивания зажимного винта 40 нижняя поверхность 70 упирается во внутреннюю поверхность 38 и толкает внутреннюю поверхность 38 и таким образом толкает режущую пластину 20 в целом к множеству стенок гнезда 18 под режущую пластину, чтобы надежно зажать в нем режущую пластину 20.
В некоторых вариантах осуществления соответствующие продольные оси зажимного винта 40, резьбового отверстия 56 и желобчатого участка 62 соосно выравнивают вдоль общей оси T, упомянутой здесь как ось Т, имеющей положительное направление от резьбового отверстия 56 к головке 42 винта. Положительная ось Т может образовывать острый угол с положительной осью Z. Кроме того, проекция оси Т на плоскость X-Y может совпадать с осью S. Таким образом, после затягивания зажимного винта 40 нижняя поверхность 70 толкает режущую пластину 20 вниз и внутрь, то есть толкает нижнюю поверхность 28, большую боковую поверхность 46 и меньшую боковую поверхность 72 к нижней стенке 64, большей боковой стенке 54 и меньшей боковой стенке 74 гнезда 18 под режущую пластину, соответственно, чтобы надежно закрепить режущую пластину 20 в гнезде 18 под режущую пластину, например, как описано более подробно ниже, со ссылкой на другие варианты осуществления.
В некоторых вариантах осуществления соответствующие продольные оси резьбового отверстия 56, внутренней резьбы 50 и винта 30 можно соосно выравнивать и совмещать с осью S. Крепежная поверхность 52, например, если имеет плоскую форму, может образовывать острый угол α с отрицательной осью S. Например, острый угол α может составлять приблизительно 75 градусов или приблизительно 72 градусов или не более 80 градусов, или быть другим подходящим углом. Кроме того, положительная ось S может образовывать тупой угол β с положительной осью X. Например, тупой угол β может составлять приблизительно 97,5 градуса или приблизительно 102 градуса или более 90 градусов, или быть другим подходящим углом.
После размещения режущей пластины 20 в гнезде 18 под режущую пластину и затягивания винта 30 прикладывают зажимное усилие, закрепляющее режущую пластину 20 в гнезде 18 под режущую пластину. Благодаря геометрии режущего участка 16, и более конкретно, благодаря образованию острого угла α между крепежной поверхностью 52 и отрицательной осью S и тупого угла β между положительной осью S и положительной осью X, зажимное усилие имеет составляющие силы в отрицательном направлении оси S и в отрицательном направлении оси Z.
Таким образом, составляющие зажимного усилия толкают режущую пластину 20 внутрь и вниз к множеству стенок гнезда 18 под режущую пластину, чтобы надежно закрепить там режущую пластину 20. Например, составляющие зажимного усилия подталкивают большую боковую поверхность 46, меньшую боковую поверхность 72 и нижнюю поверхность 28 к большей боковой стенке 54, меньшей боковой стенке 74 и нижней стенке 64, соответственно, и таким образом надежно закрепляют и устанавливают режущую пластину 20 в гнезде 18 под режущую пластину. Поэтому режущая пластина 20 остается надежно зажатой и установленной в гнездо 18 под режущую пластину, например, способной противостоять приложению внешних усилий к ней, например, во время резания.
Со ссылкой на фиг.7B-7D показаны некоторые виды режущей пластины 20 в соответствии с вариантами осуществления настоящего изобретения. Продольная срединная плоскость L режущей пластины 20 образована как срединная плоскость режущей пластины 20, продолжающаяся через продольную ось режущей пластины 20, и по существу параллельная большим боковым поверхностям 46. Боковая срединная плоскость М режущей пластины 20 образована как срединная плоскость режущей пластины 20, продолжающаяся через боковую ось режущей пластины 20, и по существу перпендикулярная большим боковым поверхностям 46.
Как описано выше, в некоторых вариантах осуществления углубление 26 надежно вмещает в нем один или более участков ввинчивающегося элемента 22. В некоторых вариантах осуществления, например, но не ограниченных в этом отношении, углубление 26 содержит канавку 44, и канавка 44 вмещает в ней по меньшей мере область опорного участка, например, по меньшей мере верхнюю область 24 опорного участка. В других вариантах осуществления углубление 26 только включает профильное отверстие 36, и поэтому выступающий участок 34 является единственным участком ввинчивающегося элемента 22, вмещаемым в углубление 26.
В некоторых вариантах осуществления, например, канавку 44 можно размещать по существу в средней области 78 нижней поверхности 28. Канавка 44 может продолжаться в продольном направлении между двумя большими боковыми поверхностями 46 и иметь продольную ось, обозначенную здесь как ось G. Ось G может совпадать с осью S. Канавка 44 может иметь по существу полуцилиндрическую форму или форму части цилиндра. В некоторых вариантах осуществления канавка 44 может иметь эллиптическое поперечное сечение или дугообразное поперечное сечение. В качестве альтернативы, канавка 44 может иметь другие подходящие формы, чтобы надежно вмещать в ней верхнюю область 24 ввинчивающегося элемента 22, например, чтобы вмещать в ней верхнюю область 24 втулки 32.
Геометрия режущей пластины 20, и более конкретно, образование канавки 44 и вмещение основного участка 48 в ней, обеспечивает относительно небольшую высоту h, и кроме того обеспечивает надежный зажим режущей пластины 20 в гнезде 18 под режущую пластину крепежной поверхностью 52. Это может привести к тому, что выступающий участок 34 будет относительно износостойким, то есть способным противостоять относительно большим усилиям, не ломаясь и не выходя из строя, чтобы надежно зажимать режущую пластину 20 на месте. Так, например, даже большое усилие, приложенное к выступающему участку 34, приводит к относительно небольшому вращающему моменту, оказанному на него, из-за относительно маленькой высоты h. В некоторых вариантах осуществления, например, высота h может быть меньше толщины режущей пластины 20, например, может быть меньше половины толщины режущей пластины 20 или составлять приблизительно 45 процентов толщины режущей пластины 20, или составлять не более 40 процентов толщины режущей пластины 20, или тому подобное.
В некоторых вариантах осуществления, например, профильное отверстие 36 продолжается по существу между средней областью 78 нижней поверхности 28 к верхней поверхности 29. Профильное отверстие 36 продолжается к верхней поверхности 29, и открывается к ней, и таким образом образует отверстие в верхней поверхности 29. Это может облегчать изготовление режущей пластины 20. В других вариантах осуществления профильное отверстие 36 продолжается от нижней поверхности 28 к верхней поверхности 29 и ограничено верхней поверхностью, и таким образом поддерживает верхнюю поверхность неперфорированной.
В некоторых вариантах осуществления профильное отверстие имеет нецилиндрическое горизонтальное поперечное сечение. В некоторых вариантах осуществления поперечное сечение профильного отверстия 36, перпендикулярного боковой и продольной срединным плоскостям М и L, соответственно, может иметь удлиненную форму, продолжающуюся по продольной оси, обозначенной как ось E. Ось E пересекает ось S. В некоторых вариантах осуществления, если смотреть сверху режущей пластины 20, профильное отверстие 36 имеет удлиненную форму, продолжающуюся вдоль оси E.
В некоторых вариантах осуществления, например, на которых внутренние поверхности 38 являются плоскими, каждая из двух внутренних поверхностей 38 может образовывать острый ненулевой угол, например, острый угол α с продольной срединной плоскостью профильного отверстия 36. Кроме того, пересечение боковой срединной плоскости профильного отверстия 36 с его горизонтальным поперечным сечением может быть параллельным, или совпадать с осью S. Это обеспечивает соответствующее поверхностное прилегание между опорной внутренней поверхностью 38 и крепежной поверхностью 52, и таким образом обеспечивает возможность надежной фиксации соответствующей режущей пластины 20 в соответствующем гнезде 18 под режущую пластину, как описано выше. В других вариантах осуществления можно образовывать другие подходящие углы между различными секциями соответствующей режущей пластины 20.
Однако, во всех предшествующих вариантах осуществления углубление 26 имеет такую форму, чтобы вмещать через нижнюю поверхность 28 ввинчивающийся элемент 22 для того, чтобы прикладывать зажимное усилие к по меньшей мере одной из опорных областей.
Несмотря на то, что настоящее изобретение было описано со ссылкой на один или более конкретных вариантов осуществления, предусмотрено, что описание в целом является иллюстративным, и его не следует рассматривать как ограничивающее изобретение показанными вариантами осуществления. Следует понимать, что специалистами в данной области техники могут быть выполнены различные модификации, которые, несмотря на то, что они конкретно не показаны в настоящем описании, тем не менее, находятся в пределах объема изобретения.
Односторонняя режущая пластина, содержащая нижнюю поверхность, верхнюю поверхность, две противоположные большие боковые поверхности и две противоположные меньшие боковые поверхности, продолжающиеся между верхней и нижней поверхностями, продольную срединную плоскость, пересекающую две меньшие боковые поверхности и верхнюю и нижнюю поверхности, и углубление, образованное в нижней поверхности и содержащее профильное отверстие, которое продолжается к верхней поверхности, при этом профильное отверстие имеет первую опорную область на первой стороне продольной срединной плоскости и вторую опорную область на второй стороне продольной срединной плоскости, причем первая и вторая опорные области обращены в противоположных направлениях, а углубление имеет такую форму, чтобы принимать через нижнюю поверхность ввинчивающийся элемент для приложения зажимного усилия к одной из первой и второй опорных областей, при этом углубление содержит канавку, продолжающуюся между двумя большими боковыми поверхностями и вдоль нижней поверхности. Режущий инструмент имеет по меньшей мере один режущий участок, содержащий гнездо под режущую пластину, имеющее большую боковую стенку с резьбовым отверстием, одностороннюю режущую пластину и ввинчивающийся элемент, съемно удерживающий режущую пластину в гнезде. Технический результат: увеличение числа режущих пластин на режущем инструменте, облегчение смены режущей пластины. 2 н. и 12 з.п. ф-лы, 7 ил.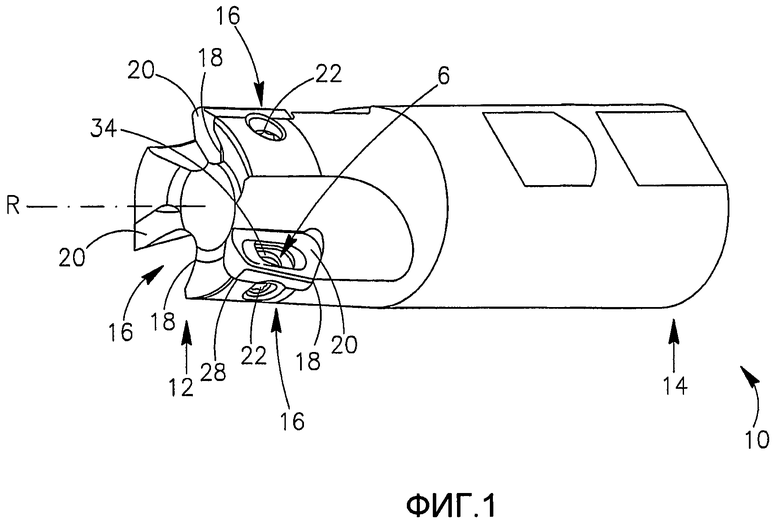
1. Односторонняя режущая пластина (20), содержащая
нижнюю поверхность (28), верхнюю поверхность (29),
две противоположные большие боковые поверхности (46) и две противоположные меньшие боковые поверхности (72), продолжающиеся между верхней и нижней поверхностями (29, 28),
продольную срединную плоскость (L), пересекающую две меньшие боковые поверхности (72) и верхнюю и нижнюю поверхности (29, 28),
боковую срединную плоскость (М), пересекающую две большие боковые поверхности (46) и верхнюю и нижнюю поверхности (29, 28), и
углубление (26), образованное в нижней поверхности (28) и содержащее профильное отверстие (36), которое продолжается к верхней поверхности (29), при этом профильное отверстие (36) имеет первую внутреннюю поверхность (38А), содержащую первую опорную область (68А) по меньшей мере, по существу, на первой стороне продольной срединной плоскости (L), и
профильное отверстие (36) имеет вторую внутреннюю поверхность (38 В), содержащую вторую опорную область (68 В) по меньшей мере, по существу, на второй стороне продольной срединной плоскости (L),
причем первая и вторая опорные области (68А, 68 В) обращены в противоположных направлениях, а
углубление (26) имеет такую форму, чтобы принимать через нижнюю поверхность (28) ввинчивающийся элемент (22) для приложения зажимного усилия к по меньшей мере одной из первой и второй опорных областей (68А, 68В),
при этом углубление (26) содержит канавку (44), продолжающуюся между двумя большими боковыми поверхностями (46) и вдоль нижней поверхности (28).
2. Пластина (20) по п.1, в которой
первая и вторая опорные области (68А, 68В) разнесены друг от друга неопорными областями (69А, 69В), выполненными в профильном отверстии (36).
3. Пластина (20) по п.1, в которой
канавка (44) имеет дугообразную форму, если смотреть сбоку режущей пластины (20),
4. Пластина (20) по п.1, в которой
профильное отверстие (36) открывается к верхней поверхности (29) с образованием отверстия в верхней поверхности (29).
5. Пластина (20) по п.1, в которой
профильное отверстие (36) имеет удлиненную форму, продолжающуюся вдоль продольной оси Е, если смотреть сверху режущей пластины (20).
6. Пластина (20) по п.5, в которой
продольная ось Е профильного отверстия (36) образует первый ненулевой острый угол α с продольной срединной плоскостью (L).
7. Пластина (20) по п.1, в которой
углубление (26) выполнено так и имеет такие размеры, чтобы вмещать выступающий участок (34) ввинчивающегося элемента (22) для упора крепежной поверхности (52) выступающего участка (34) в одну из первой и второй опорных областей.
8. Режущий инструмент (10), имеющий по меньшей мере один режущий участок (16), содержащий
гнездо (18) под режущую пластину, имеющее большую боковую стенку (54) с резьбовым отверстием (56),
одностороннюю режущую пластину (20), содержащую нижнюю поверхность (28), верхнюю поверхность (29), две противоположные большие боковые поверхности (46) и две противоположные меньшие боковые поверхности (72), продолжающиеся между верхней и нижней поверхностями (29, 28), и углубление (26), образованное в нижней поверхности (28) и содержащее профильное отверстие (36), которое продолжается к верхней поверхности (29), при этом
профильное отверстие (36) имеет первую внутреннюю поверхность (38А), содержащую первую опорную область (68А) по меньшей мере, по существу, на первой стороне продольной срединной плоскости (L), пересекающей две меньшие боковые поверхности (72) и верхнюю и нижнюю поверхности (29, 28), и
профильное отверстие (36) имеет вторую внутреннюю поверхность (38В), содержащую вторую опорную область (68В) по меньшей мере, по существу, на второй стороне продольной срединной плоскости (L),
причем первая и вторая опорные области (68А, 68В) обращены в противоположных направлениях, а
углубление (26) содержит канавку (44), продолжающуюся между двумя большими боковыми поверхностями (46) и вдоль нижней поверхности (28), причем канавка (44) имеет такую форму, чтобы принимать через нижнюю поверхность (28),
ввинчивающийся элемент (22), съемно удерживающий режущую пластину (20) в гнезде (18) под режущую пластину, причем ввинчивающийся элемент (22) имеет крепежную поверхность (52), упирающуюся в по меньшей мере одну из первой и второй опорных областей (68А, 68В), и прикладывает зажимное усилие к ним.
9. Инструмент (10) по п.8, в котором
гнездо (18) под режущую пластину дополнительно содержит нижнюю стенку (64) и желобчатый участок (62), образованный в нижней стенке (64), а
нижняя область ввинчивающегося элемента (22) вмещена в желобчатый участок (62) гнезда (18) под режущую пластину.
10. Инструмент (10) по п.8, в котором
ввинчивающийся элемент (22) содержит зажимной винт (40) с головкой (42),
при этом зажимной винт (40) вмещен в резьбовое отверстие (56) гнезда (18) под режущую пластину, а
головка (42) имеет нижнюю поверхность (70), которая служит крепежной поверхностью (52) и упирается в по меньшей мере одну из первой и второй опорных областей (68А, 68В).
11. Инструмент (10) по п.8, в котором
ввинчивающийся элемент (22) содержит втулку (32) с внутренней резьбой (50) и винтом,
при этом втулка (32) установлена на винте, а крепежная поверхность (52) обеспечена на втулке (32).
12. Инструмент (10) по п.8, в котором
винт выполнен в виде дифференциального винта (30) с первой и второй резьбой (58, 60), которые имеют различные направления для обеспечения одновременного приема первой резьбы (58) в резьбовое отверстие (56) и второй резьбы (60) во внутреннюю резьбу (50).
13. Инструмент (10) по п.8, в котором
ввинчивающийся элемент (22) содержит
основной участок (48), вмещенный по резьбе в резьбовое отверстие (56) гнезда (18) под режущую пластину, и
выступающий участок (34), продолжающийся в углубление (26) режущей пластины (20), причем на выступающем участке (34) образована крепежная поверхность (52).
14. Инструмент (10) по п.13, в котором
выступающий участок (34) имеет высоту не более половины толщины режущей пластины (20).
| Устройство для крепления грузов на платформе транспортного средства | 1989 |
|
SU1763263A1 |
| Торцовая фреза | 1973 |
|
SU593838A1 |
| Режущий инструмент | 1978 |
|
SU1056883A3 |
| СБОРНАЯ ФРЕЗА | 2006 |
|
RU2318635C1 |

