ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к металлорежущим инструментам для использования в операциях обточки, прорезания канавок и нарезания резьбы, содержащим индексируемую режущую пластину с множеством режущих участков.
УРОВЕНЬ ТЕХНИКИ
В области техники металлорежущих инструментов, используемых в операциях обточки, прорезания канавок и нарезания резьбы, режущие пластины, закрепленные с возможностью съема в державке для режущей пластины, давно обеспечивали возможность выполнения режущих операций с соответствующим твердым материалом, т.е. твердым сплавом, вблизи режущей кромки, где державка для режущей пластины, произведенная из менее твердого материала, является повторно используемой после удаления изношенной или поврежденной режущей пластины.
Этот тип режущего инструмента был дополнительно усовершенствован, чтобы использовать индексируемые режущие пластины с увеличенным числом режущих кромок, что дает экономическую выгоду от предоставления увеличенного числа режущих операций на одну режущую пластину. Этот тип режущего инструмента был также усовершенствован, чтобы обеспечить более прочные и надежные средства удержания индексируемой пластины в державке для режущей пластины.
В патенте США 6,612,207 раскрыт индексируемый отрезной пластинчатый резец, содержащий четыре режущие части и четыре призматические камеры. Как показано на фиг. 2 этого патента, каждая призматическая камера включает в себя два разнесенных опорных местоположения, при этом для каждого индексируемого положения отрезного пластинчатого резца в крепежном элементе три из восьми разнесенных опорных местоположений находятся в контакте с тремя соответствующими поверхностями у выдающихся вперед верхнего и нижнего выступов крепежного элемента.
В патенте США 5,203,648 раскрыта индексируемая режущая пластина, содержащая практически квадратную форму с четырьмя режущими кромками. Режущие кромки расположены на первой паре противоположных сторон режущей пластины, при этом каждая из противоположных сторон имеет пару режущих кромок, разделенных промежуточной контактной поверхностью. Дополнительные контактные поверхности, перпендикулярные промежуточным контактным поверхностям, расположены на второй паре противоположных сторон режущей пластины. Для каждого индексируемого положения режущей пластины внутри державки для режущей пластины одна из промежуточных контактных поверхностей и одна из дополнительных контактных поверхностей находятся в зажимном контакте с державкой для режущей пластины.
В патенте США 6,942,434 раскрыта индексируемая режущая пластина, содержащая две противоположные боковые поверхности и периферийную реберную поверхность, продолжающуюся между ними. Периферийная боковая поверхность имеет пять опорных секций и пять равноудаленных режущих участков. Для каждого индексируемого положения режущей пластины в гнезде под режущую пластину державки для режущей пластины две из пяти опорных секций примыкают к верхней и нижней опорным стенкам гнезда под режущую пластину. Верхняя и нижняя опорные стенки образуют острый угол, расходящийся по направлению к рабочему режущему участку режущей пластины.
В патенте США 7,597,508 раскрыта индексируемая режущая пластина, содержащая две противоположные торцевые поверхности и периферийную боковую поверхность, расположенную между торцевыми поверхностями. Периферийная боковая поверхность разделена на пять идентичных сегментов, при этом каждый сегмент имеет режущую секцию, переднюю стенку и заднюю стенку. Для каждого индексируемого положения режущей пластины на переднем крепежном державочном участке для режущей пластины задняя, передняя и задняя стенки трех последовательных сегментов соответственно упираются и плотно прилегают к первой, второй и третьей опорам крепежной поверхности переднего крепежного участка. Первая и вторая опоры расходятся по направлению вниз, а вторая и третья опоры расходятся по направлению назад.
Задача настоящего изобретения состоит в обеспечении улучшенной индексируемой режущей пластины и режущего инструмента.
Также задача настоящего изобретения состоит в обеспечении индексируемой режущей пластины, которая может быть эффективно произведена.
Дополнительная задача настоящего изобретения состоит в обеспечении индексируемой режущей пластины, имеющей опорный коэффициент, равный 1,0, измеренный путем деления числа опорных зон на периферийной боковой поверхности на число режущих участков.
Еще одна дополнительная задача настоящего изобретения состоит в обеспечении индексируемой режущей пластины, в которой число углов, связанных с относительным расположением опорных зон, минимизировано.
Дополнительная задача настоящего изобретения состоит в обеспечении режущего инструмента, в котором для каждого индексируемого положения индексируемая режущая пластина может удерживаться надежным и прочным образом внутри державки для режущей пластины.
Еще одна дополнительная задача настоящего изобретения состоит в обеспечении режущего инструмента, в котором структурная конфигурация державки для режущей пластины предотвращает режущую пластину от «вытягивания» из державки для режущей пластины в направлении вперед во время режущей операции.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена индексируемая режущая пластина, содержащая две противоположные торцевые поверхности с периферийной боковой поверхностью и центральной осью, продолжающейся между ними,
режущая пластина содержит четыре режущих участка и ровно четыре разнесенные опорные зоны, при этом каждая из четырех опорных зон представляет отдельную область периферийной боковой поверхности, выполненной с возможностью осуществления зажимного контакта с соответствующей областью сопрягаемого компонента по меньшей мере в одном индексируемом положении режущей пластины, при этом
режущая пластина разделена на четыре воображаемых квадранта вокруг центральной оси, и при этом
четыре опорные зоны целиком расположены в двух из четырех воображаемых квадрантов.
Также в соответствии с настоящим изобретением предложен режущий инструмент, содержащий индексируемую режущую пластину с четырьмя режущими участками, державку для режущей пластины и крепежное средство, при этом
режущая пластина содержит две противоположные торцевые поверхности с периферийной боковой поверхностью и центральную ось, продолжающуюся между ними, при этом периферийная боковая поверхность имеет ровно четыре отдельные разнесенные опорные зоны,
державка для режущей пластины содержит державочный участок и корпусной участок, при этом державочный участок содержит поверхность боковой стенки с первой, второй и третьей активными зонами,
режущая пластина выполнена с возможностью закрепления на державочном участке в любом из четырех индексируемых положений посредством крепежного средства, при этом
режущая пластина разделена на четыре воображаемых квадранта вокруг центральной оси, и четыре опорные зоны расположены целиком в двух из четырех воображаемых квадрантов, и при этом
для каждого индексируемого положения три из четырех опорных зон находятся в зажимном контакте с тремя активными зонами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания изобретение далее будет описано только в качестве примера со ссылкой на прилагаемые чертежи, на которых штрихпунктирные линии представляют границы сечения для местных видов элемента и на которых:
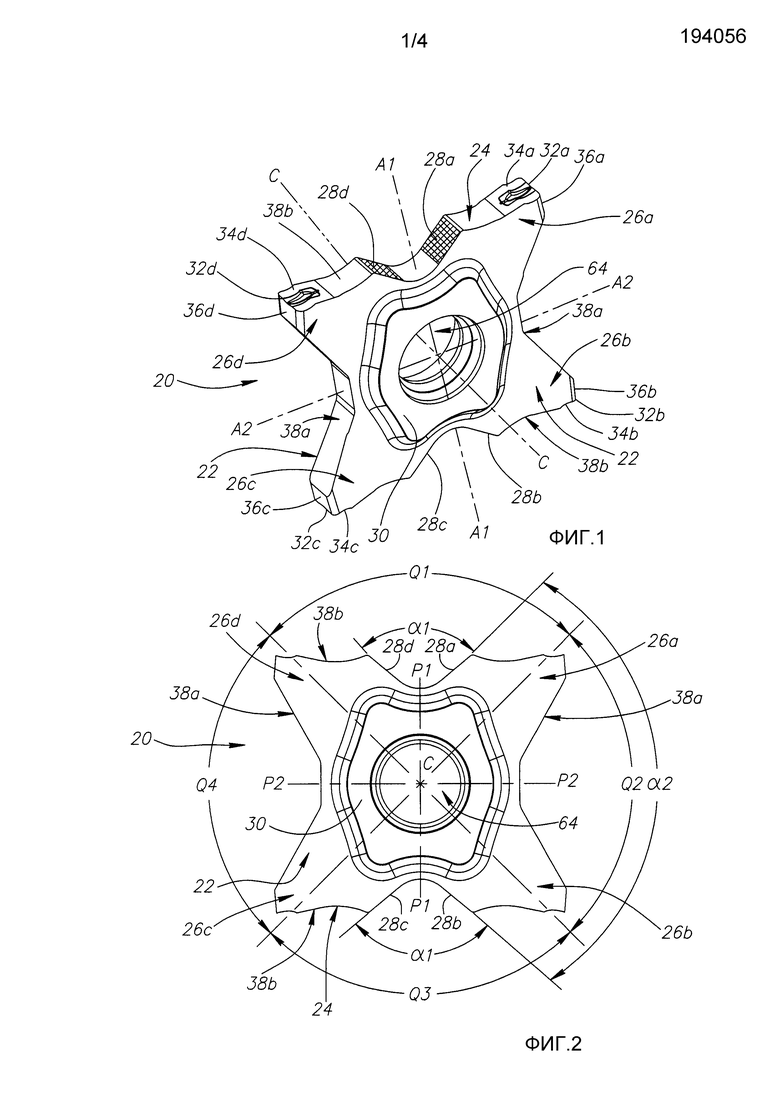
фиг. 1 представляет собой общий вид режущей пластины в соответствии с некоторыми вариантами осуществления настоящего изобретения;
фиг. 2 представляет собой вид сбоку режущей пластины, показанной на фиг. 1;
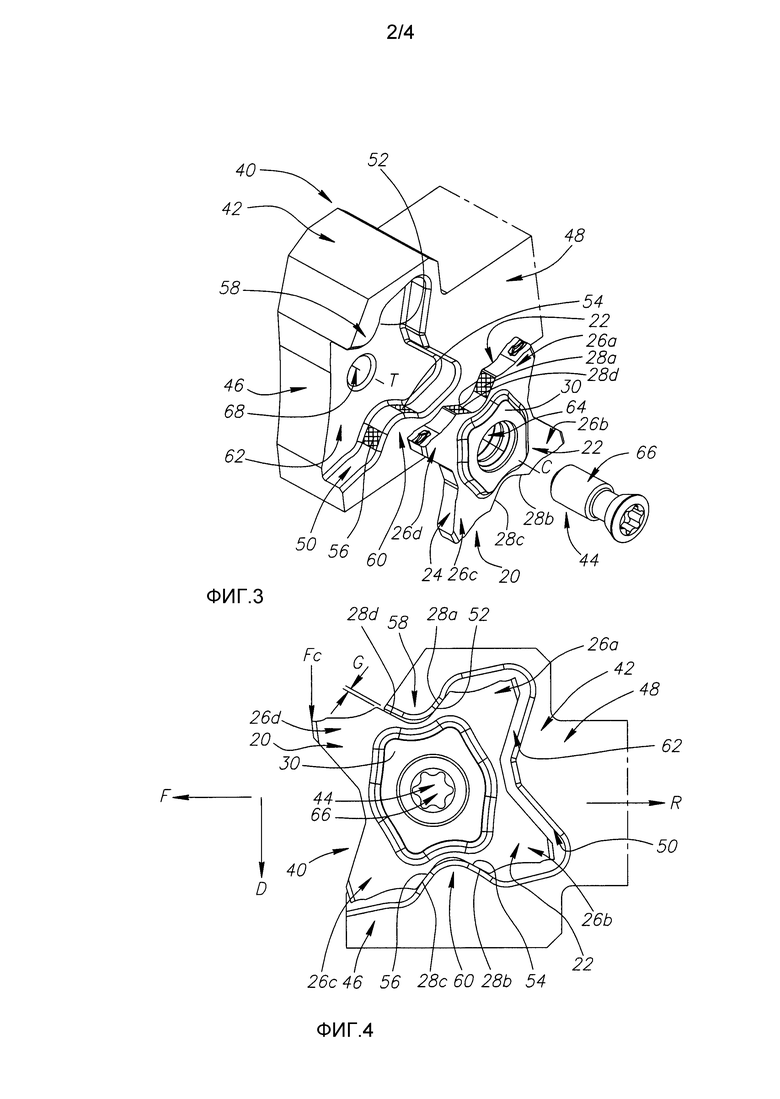
фиг. 3 представляет собой общий вид режущего инструмента в разобранном виде в соответствии с некоторыми вариантами осуществления настоящего изобретения;
фиг. 4 представляет собой вид сбоку режущего инструмента, показанного на фиг. 3;
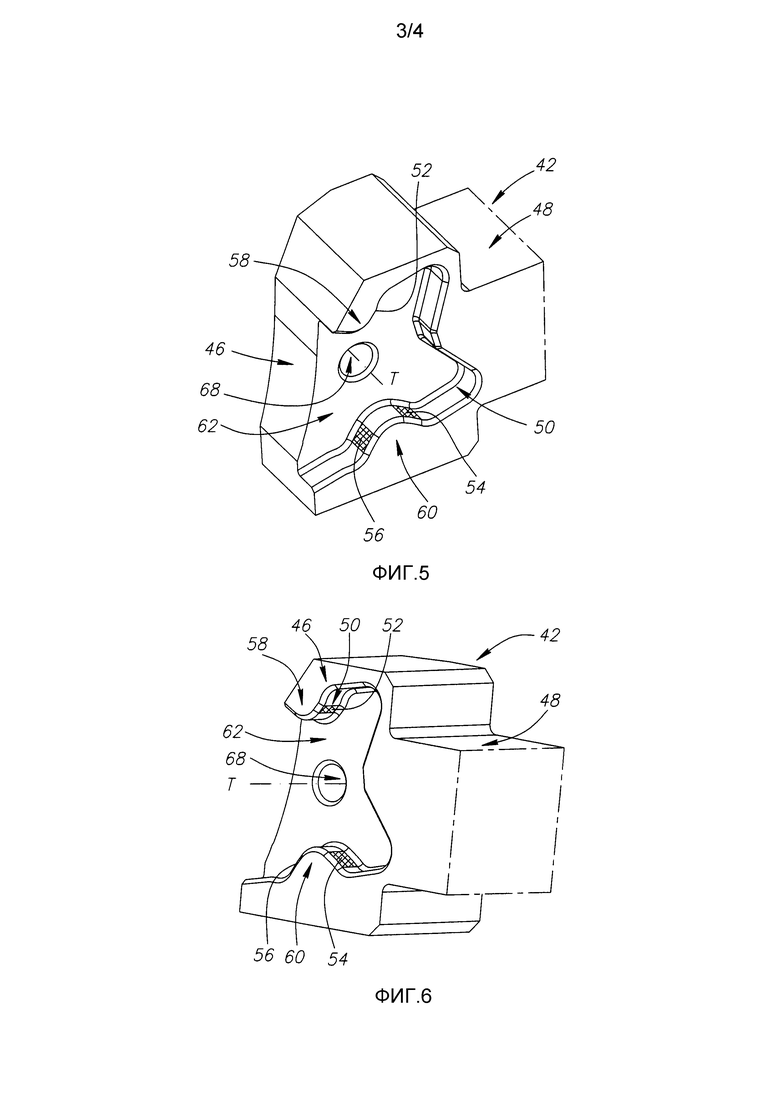
фиг. 5 представляет собой первый общий вид державки для режущей пластины в соответствии с некоторыми вариантами осуществления настоящего изобретения;
фиг. 6 представляет собой второй общий вид державки для режущей пластины в соответствии с некоторыми вариантами осуществления настоящего изобретения; и
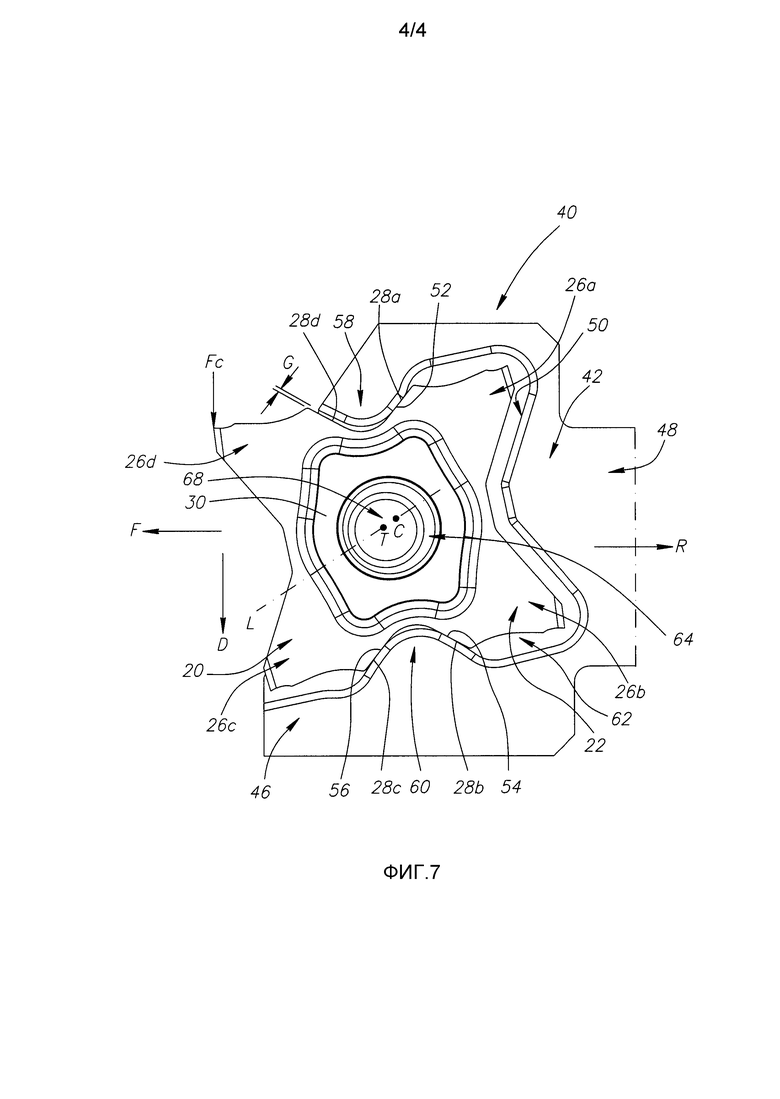
фиг. 7 представляет собой вид сбоку режущего инструмента, показанного на фиг. 3, без крепежного средства.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Прежде всего, на фиг. 1 и 2 показана индексируемая режущая пластина 20, которая может быть изготовлена посредством формовочного прессования и спекания твердого сплава, такого как карбид вольфрама, и может быть с покрытием или без покрытия.
Индексируемая режущая пластина 20 имеет две противоположные торцевые поверхности 22 с периферийной боковой поверхностью 24 и центральной осью C, продолжающейся между ними, и четыре режущих участка 26a, 26b, 26c, 26d. Периферийная боковая поверхность 24 имеет ровно четыре разнесенные опорные зоны 28a, 28b, 28c, 28d, таким образом давая индексируемой режущей пластине 20 опорный коэффициент Ra, равный 1.0, измеренный посредством деления числа опорных зон на число режущих участков, что является выгодным в отношении эффективности производства. Каждая из четырех опорных зон 28a, 28b, 28c, 28d представляет отдельную область периферийной боковой поверхности 24, которая осуществляет зажимной контакт с соответствующей областью сопрягаемого компонента по меньшей мере в одном индексируемом положении индексируемой режущей пластины 20.
В некоторых вариантах осуществления настоящего изобретения две противоположные торцевые поверхности 22 могут быть идентичными.
Также в некоторых вариантах осуществления настоящего изобретения каждая из двух противоположных торцевых поверхностей 22 может включать в себя выступающую опорную поверхность 30, перпендикулярную центральной оси C. Две выступающие опорные поверхности 30 представляют самые дальние от центра участки индексируемой режущей пластины 20 в направлении, параллельном центральной оси C, и дают возможность использования одной и той же индексируемой режущей пластины 20 как в левосторонних, так и в правосторонних режущих инструментах.
Как показано на фиг. 2, индексируемая режущая пластина 20 разделена на четыре воображаемых квадранта Q1, Q2, Q3, Q4 вокруг центральной оси C с четырьмя опорными зонами 28a, 28b, 28c, 28d, которые целиком расположены в двух Q1, Q3 из четырех воображаемых квадрантов Q1, Q2, Q3, Q4.
В некоторых вариантах осуществления настоящего изобретения четыре опорные зоны 28a, 28b, 28c, 28d могут быть плоскими. Для этих вариантов осуществления каждая из четырех опорных зон 28a, 28b, 28c, 28d может быть параллельной центральной оси C.
Альтернативные варианты осуществления настоящего изобретения (не показаны) могут включать в себя режущую пластину, содержащую периферийную боковую поверхность с четырьмя неплоскими опорными зонами. Для этих вариантов осуществления каждая опорная зона может иметь выпуклую наружу форму.
Для вариантов осуществления, в которых четыре опорные зоны 28a, 28b, 28c, 28d выполнены плоскими, каждая из четырех опорных зон 28a, 28b, 28c, 28d может формировать внешний опорный угол α1, меньший чем 180°, с другой из четырех опорных зон 28d, 28c, 28b, 28a. Для этих вариантов осуществления четыре опорные зоны 28a, 28b, 28c, 28d, как правило, сконфигурированы в пары в противоположных первом и третьем воображаемых квадрантах Q1, Q3, в которых, как показано на фиг.2, пара первой и четвертой опорных зон 28a, 28d, образующих внешний опорный угол α1, целиком расположена в первом квадранте Q1, а пара второй и третьей опорных зон 28b, 28c, образующих такой же внешний опорный угол α1, целиком расположена в третьем квадранте Q3. Как правило, в этих вариантах осуществления предпочтителен внешний опорный угол α1, имеющий величину между 60° и 140°.
Есть преимущества, связанные с этим способом выполнения четырех опорных зон 28a, 28b, 28c, 28d в отношении эффективности производства, заключающиеся в том, что требуется управлять только тремя углами, связанными с относительным расположением четырех опорных зон 28a, 28b, 28c, 28d, во время производственного процесса: внешним опорным углом α1 между первой и четвертой опорными зонами 28a, 28d, внешним опорным углом α1 между второй и третьей опорными зонами 28b, 28c и внутренним опорным углом α2 между первой и второй опорными зонами 28a, 28b.
Следует иметь в виду, что использование терминов «внутренний угол» и «внешний угол» во всем описании и формуле изобретения относится к углу между двумя плоскими компонентами поверхности или зонами, который измерен внутренним или внешним по отношению к элементу, на котором сформированы компоненты поверхности или зоны, соответственно.
В некоторых вариантах осуществления настоящего изобретения четыре режущих участка 26a, 26b, 26c, 26d могут быть идентичными, при этом каждый режущий участок 26a, 26b, 26c, 26d содержит режущую кромку 32a, 32b, 32c, 32d, образованную пересечением передней поверхности 34a, 34b, 34c, 34d и задней поверхности 36a, 36b, 36c, 36d, при этом четыре передние поверхности 34a, 34b, 34c, 34d и четыре задние поверхности 36a, 36b, 36c, 36d расположены на периферийной боковой поверхности 24.
На виде сбоку индексируемой режущей пластины 20, как показано на фиг. 2, каждый из четырех режущих участков 26a, 26b, 26c, 26d расположен на расстоянии от ближайшей из четырех опорных зон 28a, 28b, 28c, 28d.
В некоторых вариантах осуществления настоящего изобретения четыре режущие кромки 32a, 32b, 32c, 32d могут продолжаться в направлении, как правило, параллельном центральной оси C.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг. 2, индексируемая режущая пластина 20 может иметь зеркальную симметрию относительно первой плоскости P1, содержащей центральную ось C. Для этих вариантов осуществления первая плоскость P1 может делить пополам первый и третий воображаемые квадранты Q1, Q3, в которых целиком расположены четыре опорные зоны 28a, 28b, 28c, 28d, и каждая из четырех передних поверхностей 34a, 34b, 34c, 34d может быть, как правило, ближе к первой плоскости P1, чем ее связанная задняя поверхность 36a, 36b, 36c, 36d.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг. 2, индексируемая режущая пластина 20 может иметь зеркальную симметрию относительно второй плоскости P2, содержащей центральную ось C и перпендикулярной первой плоскости P1.
Для вариантов осуществления, в которых индексируемая режущая пластина 20 имеет зеркальную симметрию относительно первой и второй плоскостей P1, P2, режущая пластина 20 может быть индексируема путем осуществления поворота на 180° вокруг центральной оси C, поворота на 180° вокруг первой оси A1, лежащей в первой плоскости P1 и перпендикулярной центральной оси C, или поворота на 180° вокруг второй оси A2, лежащей во второй плоскости P2 и перпендикулярной центральной оси C.
Также для вариантов осуществления, в которых индексируемая режущая пластина 20 имеет зеркальную симметрию относительно первой и второй плоскостей P1, P2, периферийная боковая поверхность 24 может содержать две пары идентичных противоположных боковых поверхностей 38a, 38b, первая пара противоположных боковых поверхностей 38a, зеркально симметричная относительно первой плоскости P1, включает в себя четыре задние поверхности 36a, 36b, 36c, 36d, а вторая пара противоположных боковых поверхностей 38b, зеркально симметричная относительно второй плоскости P2, содержит четыре передние поверхности 34a, 34b, 34c, 34d и четыре опорные зоны 28a, 28b, 28c, 28d. Четыре режущие кромки 32a, 32b, 32c, 32d могут быть сформированы на пересечении между первой и второй парами противоположных боковых поверхностей 38a, 38b.
Существуют преимущества, связанные с таким способом выполнения четырех передних поверхностей 34a, 34b, 34c, 34d в отношении эффективности производства, заключающиеся в том, что четыре передние поверхности, формирующие штифты (не показаны), расположенные с возможностью скольжения в полости литейной формы (не показана) режущей пластины до формовочного прессования твердого сплава и скользящим образом возвращаемые из полости литейной формы режущей пластины после формовочного прессования твердого сплава, могут требовать работы только двух линейных исполнительных механизмов (не показаны), имеющих направление действия, перпендикулярное второй плоскости P2, при этом две передние поверхности, образующие штифты, связаны с каждым линейным исполнительным механизмом.
Для вариантов осуществления, в которых индексируемая режущая пластина 20 имеет зеркальную симметрию относительно первой и второй плоскостей P1, P2 и каждая из четырех опорных зон 28a, 28b, 28c, 28d параллельна центральной оси C, первая опорная зона 28a параллельна третьей опорной зоне 28c, а вторая опорная зона 28b параллельная четвертой опорной зоне 28d.
Далее, фиг. 3 и 4 показывают правосторонний режущий инструмент 40, содержащий индексируемую режущую пластину 20, правостороннюю державку 42 для режущей пластины и крепежное средство 44.
Правосторонняя державка 42 для режущей пластины, которая в равной степени может быть левосторонней для обеспечения левостороннего режущего инструмента (не показан), содержит державочный участок 46 и корпусной участок 48 с режущей пластиной 20, закрепленной на державочном участке 46 посредством крепежного средства 44.
В некоторых вариантах осуществления настоящего изобретения державка 42 для режущей пластины может быть изготовлена из закаленной стали, и державочный участок 46 может также быть жестким и неупругим.
Как показано на фиг. 3-6, державочный участок 46 имеет гнездо под режущую пластину, содержащее базовую поверхность 62 и поверхность 50 боковой стенки. Эта поверхность 50 боковой стенки обеспечена первой, второй и третьей активными зонами 52, 54, 56, и режущая пластина 20 выполнена с возможностью закрепления на державочном участке 46 в четырех различных индексируемых положениях, при этом для каждого индексируемого положения три из четырех опорных зон 28a, 28b, 28c, 28d находятся в зажимном контакте с тремя активными зонами 52, 54, 56. Также для каждого индексируемого положения, как правило, образуется зазор G между одной из четырех опорных зон 28a, 28b, 28c, 28d и поверхностью 50 боковой стенки, и никакие другие области или зоны на поверхностях индексируемой режущей пластины 20, продолжающейся по существу в том же направлении, что и центральная ось С, не находятся в зажимном контакте с державочным участком 46.
В некоторых вариантах осуществления настоящего изобретения первая, вторая и третья активные зоны 52, 54, 56 могут быть неплоскими, как правило, имеющими выпуклую наружу форму, тогда как альтернативные варианты осуществления настоящего изобретения (не показаны) могут включать в себя державку для режущей пластины, имеющую поверхность боковой стенки с тремя плоскими активными зонами.
Фиг. 4 показывает режущую пластину 20, закрепленную на державочном участке 46 в первом индексируемом положении, в котором первая опорная зона 28a находится в зажимном контакте с первой активной зоной 52, вторая опорная зона 28b находится в зажимном контакте со второй активной зоной 54, третья опорная зона 28c находится в контакте с третьей активной зоной 56 и зазор G образован между четвертой опорной зоной 28d и поверхностью 50 боковой стенки.
В некоторых вариантах осуществления настоящего изобретения корпусной участок 48 может продолжаться в продольном направлении от державочного участка 46 в направлении R назад, и первая и вторая активные зоны 52, 54 могут также расходиться в направлении R назад. Для этих вариантов осуществления, как показано на фиг. 4, работающий режущий участок 26d индексируемой режущей пластины 20 выдается из державочного участка 46 в направлении F вперед, противоположном направлению R назад, и режущая сила Fc действует на работающий режущий участок 26d во время режущей операции обрабатываемой детали (не показана) в направлении, поперечном направлениям R, F назад и вперед. Для вариантов осуществления, в которых режущая сила Fc направлена по существу в направлении D вниз, поперечном направлениям R, F назад и вперед, как показано на фиг. 4, первая активная зона 52 расположена на поверхности 50 боковой стенки у верхней выпуклости 58 державочного участка 46, а вторая и третья активные зоны 54, 56 расположены на поверхности 50 боковой стенки у нижней выпуклости 60 державочного участка 46, при этом нижняя выпуклость 60 расположена в направлении D вниз относительно верхней выпуклости 58.
Есть преимущества, связанные с таким способом выполнения режущего инструмента 40 в отношении удержания индексируемой режущей пластины 20 в державке 42 для режущей пластины надежным и прочным способом, заключающиеся в том, что для каждого индексируемого положения индексируемой режущей пластины 20 режущая сила Fc усиливает зажимной контакт между тремя из четырех опорных зон 28a, 28b, 28c, 28d и тремя активными зонами 52, 54, 56, и также расходящиеся в направлении назад первая и вторая активные зоны 52, 54 физически предотвращают индексируемую режущую пластину 20 от «вытягивания» из державки 42 для режущей пластины в направлении F вперед.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг. 4, одна из двух выступающих опорных поверхностей 30 находится в зажимном контакте с базовой поверхностью 62 гнезда под режущую пластину державочного участка 46, при этом базовая поверхность 62 продолжается в поперечном направлении к поверхности 50 боковой стенки.
Также в некоторых вариантах осуществления настоящего изобретения индексируемая режущая пластина 20 может включать в себя центральное отверстие 64, соосное с центральной осью C, продолжающееся между и открытое наружу к двум противоположным торцевым поверхностям 22. Для этих вариантов осуществления, как показано на фиг. 3 и 4, крепежное средство 44 может быть выполнено в форме зажимного винта 66, проходящего через центральное отверстие 64 и сцепляющегося с резьбовым отверстием 68 в базовой поверхности 62 державочного участка 46. Для этих вариантов осуществления, как показано на фиг. 7, резьбовое отверстие 68 может быть эксцентрическим по отношению к центральному отверстию 64 с резьбовой осью T резьбового отверстия 68, расположенного на воображаемой линии L в направлении F, D вперед и вниз по отношению к центральной оси C. Затягивание зажимного винта 66 в резьбовом отверстии 68 побуждает индексируемую резьбовую пластину 20 двигаться в направлении F, D вперед и вниз, тем самым обеспечивая зажимной контакт между тремя из четырех опорных зон 28a, 28b, 28c, 28d и тремя активными зонами 52, 54, 56.
Хотя настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены различные изменения и дополнения, не выходящие за рамки сущности или объема изобретения, определенного в приложенной формуле изобретения.
Режущий инструмент содержит индексируемую режущую пластину с четырьмя режущими участками, закрепляемую на державочном участке в четырех индексируемых положениях посредством крепежного средства. Режущая пластина содержит две противоположные торцевые поверхности с периферийной боковой поверхностью и центральную ось, продолжающуюся между ними. При этом периферийная боковая поверхность имеет ровно четыре опорные зоны. Державка для режущей пластины содержит державочный участок и корпусной участок, при этом державочный участок содержит поверхность боковой стенки с первой, второй и третьей активными зонами. Режущая пластина разделена на четыре воображаемых квадранта вокруг ее центральной оси, и четыре опорные зоны расположены целиком в двух из четырех воображаемых квадрантов, и для каждого индексируемого положения три из четырех опорных зон находятся в зажимном контакте с тремя активными зонами. 2 н. и 17 з.п. ф-лы, 7 ил.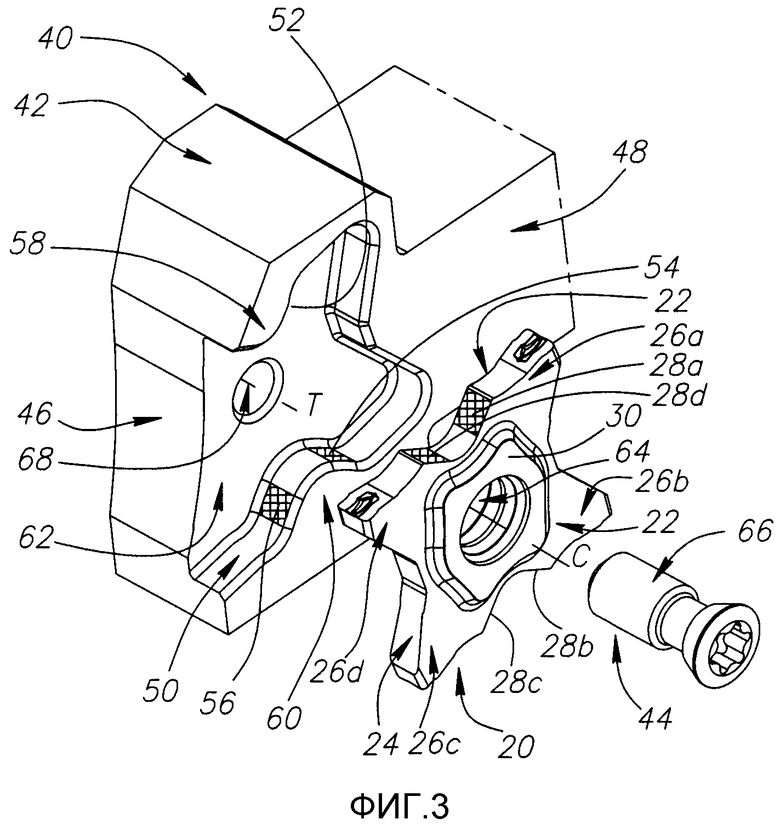
1. Индексируемая режущая пластина (20), содержащая две противоположные торцевые поверхности (22) с периферийной боковой поверхностью (24) и центральной осью (С), продолжающейся между ними, при этом
режущая пластина (20) содержит четыре режущих участка (26а, 26b, 26с, 26d) и четыре разнесенные опорные зоны (28а, 28b, 28с, 28d), причем каждая из четырех опорных зон (28а, 28b, 28с, 28d) представляет отдельную область периферийной боковой поверхности (24), выполненной с возможностью осуществления зажимного контакта с соответствующей областью сопрягаемого компонента по меньшей мере в одном индексируемом положении режущей пластины (20), при этом
режущая пластина (20) разделена на четыре воображаемых квадранта (Q1, Q2, Q3, Q4) вокруг центральной оси (С), а
четыре опорные зоны (28а, 28b, 28с, 28d) выполнены с возможностью расположения целиком в двух (Q1, Q3) из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4).
2. Индексируемая режущая пластина (20) по п. 1, в которой на виде сбоку на режущую пластину (20) каждый из четырех режущих участков (26а, 26b, 26с, 26d) расположен на расстоянии от ближайшей из четырех опорных зон (28а, 28b, 28с, 28d).
3. Индексируемая режущая пластина (20) по п. 1, в которой каждая из четырех опорных зон (28а, 28b, 28с, 28d) выполнена плоской, при этом каждая из четырех опорных зон (28а, 28b, 28с, 28d) образует внешний опорный угол (α1), меньший чем 180°, с другой одной из четырех плоских опорных зон (28d, 28с, 28b, 28а).
4. Индексируемая режущая пластина (20) по п. 3, в которой внешний опорный угол (α1) имеет величину между 60° и 140°.
5. Индексируемая режущая пластина (20) по п. 1, в которой четыре режущих участка (26а, 26b, 26с, 26d) выполнены идентичными и каждый содержит режущую кромку (32а, 32b, 32с, 32d), образованную пересечением передней поверхности (34а, 34b, 34с, 34d) и задней поверхности (36а, 36b, 36с, 36d), при этом четыре передние поверхности (34а, 34b, 34с, 34d) и четыре задние поверхности (36а, 36b, 36с, 36d) расположены на периферийной боковой поверхности (24).
6. Индексируемая режущая пластина (20) по п. 5, в которой периферийная боковая поверхность (24) включает в себя две пары противоположных боковых поверхностей (38а, 38b), при этом четыре режущие кромки (32а, 32b, 32с, 32d) образованы на пересечениях между двумя парами противоположных боковых поверхностей (38а, 38b), причем вторая пара противоположных боковых поверхностей (38b) включает в себя четыре передние поверхности (34а, 34b, 34с, 34d) и четыре опорные зоны (28а, 28b, 28с, 28d).
7. Индексируемая режущая пластина (20) по п. 5, имеющая зеркальную симметрию относительно первой плоскости (Р1), содержащей центральную ось (С).
8. Индексируемая режущая пластина (20) по п. 7, в которой четыре опорные зоны (28а, 28b, 28с, 28d) целиком расположены в первом и третьем воображаемых квадрантах (Q1, Q3), при этом первая плоскость (Р1) делит пополам первый и третий воображаемые квадранты (Q1, Q3).
9. Индексируемая режущая пластина (20) по п. 7, в которой каждая передняя поверхность (34а, 34b, 34с, 34d) ближе к первой плоскости (Р1), чем ее соответствующая задняя поверхность (36а, 36b, 36с, 36d).
10. Индексируемая режущая пластина (20) по п. 7, имеющая зеркальную симметрию относительно второй плоскости (Р2), содержащей центральную ось (С) и перпендикулярной первой плоскости (Р1).
11. Индексируемая режущая пластина (20) по п. 1, в которой на виде сбоку на режущую пластину (20) каждая из четырех опорных зон (28а, 28b, 28с, 28d) образует V-образную форму со смежной одной из четырех опорных зон (28а, 28b, 28с, 28d).
12. Режущий инструмент (40), содержащий индексируемую режущую пластину (20) с четырьмя режущими участками (26а, 26b, 26с, 26d), державку (42) для режущей пластины и крепежное средство (44), при этом
режущая пластина (20) содержит две противоположные торцевые поверхности (22) с периферийной боковой поверхностью (24) и центральную ось (С), продолжающуюся между ними, причем периферийная боковая поверхность имеет четыре отдельные разнесенные опорные зоны (28а, 28b, 28с, 28d),
державка (42) для режущей пластины содержит державочный участок (46) и корпусной участок (48), при этом державочный участок (46) содержит поверхность (50) боковой стенки с первой, второй и третьей активными зонами (52, 54, 56),
режущая пластина (20) выполнена с возможностью закрепления на державочном участке (46) в любом из четырех индексируемых положений посредством крепежного средства (44), при этом
режущая пластина (20) разделена на четыре воображаемых квадранта (Q1, Q2, Q3, Q4) вокруг центральной оси (С), при этом четыре опорные зоны (28а, 28b, 28с, 28d) выполнены с возможностью расположения целиком в двух (Q1, Q3) из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4), причем
для каждого индексируемого положения три из четырех опорных зон (28а, 28b, 28с, 28d) находятся в зажимном контакте с тремя активными зонами (52, 54, 56).
13. Режущий инструмент (40) по п. 12, в котором корпусной державочный участок (48) для режущей пластины продольно продолжается от державочного участка (46) в направлении (R) назад, при этом первая и вторая активные зоны (52, 54) расходятся в направлении (R) назад.
14. Режущий инструмент (40) по п. 12, в котором каждая из двух противоположных торцевых поверхностей (22) режущей пластины включает в себя выступающую опорную поверхность (30), перпендикулярную центральной оси (С).
15. Режущий инструмент (40) по п. 14, в котором одна из двух выступающих опорных поверхностей (30) находится в зажимном контакте с базовой поверхностью (62) державочного участка (46), при этом базовая поверхность (62) продолжается в поперечном направлении к поверхности (50) боковой стенки.
16. Режущий инструмент (40) по п. 15, в котором режущая пластина (20) содержит центральное отверстие (64), которое продолжается между и открывается наружу к двум противоположным торцевым поверхностям (22) и выполнено соосным с центральной осью (С).
17. Режущий инструмент (40) по п. 16, в котором крепежное средство (44) выполнено в виде зажимного винта (66), проходящего через центральное отверстие (64) режущей пластины (20) и зацепляющегося с резьбовым отверстием (68) в базовой поверхности (62) державочного участка (46).
18. Режущий инструмент (40) по п. 17, в котором резьбовое отверстие (68) выполнено эксцентрично по отношению к центральному отверстию (64).
19. Режущий инструмент (40) по п. 12, в котором державочный участок (46) выполнен жестким и неупругим.
| US 7597508 B2, 06.10.2009 | |||
| Сборный резец | 1976 |
|
SU665992A1 |
| SU 1269916 A2, 15.11.1986 | |||
| Сборный канавочный резец | 1986 |
|
SU1407688A1 |

