Изобретение касается новых шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применения шнековых элементов в многовальных шнековых машинах, а также способа экструзии пластических масс.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно. Подробный обзор таких шнековых экструдеров приведен в следующей публикации [1] - Kohlgrüber: Der gleichläufige Doppelschneckenextruder. Hanser Verlag, München, 2007.
В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, в публикации [1] на стр.96-109. В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера. Поэтому профиль шнека на первом валу двухшнекового экструдера называют создающим профилем шнека. Профиль шнека на втором валу двухшнекового экструдера определяется профилем шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами. Пара шнековых элементов состоит из шнекового элемента с создающим профилем шнека и шнекового элемента с создаваемым профилем шнека.
Как, например, изложено в [1] на страницах 96-109, известный шнековый профиль, названный по главному изобретателю профилем по Эрдменгеру, можно однозначно задать тремя величинами: числом ходов (витков) z, наружным радиусом шнека ra и межосевым расстоянием а. Число витков z - это целое число, большее или равное 1. Еще одна важная величина профиля шнека - это внутренний радиус ri. Еще одна важная величина профиля шнека - это глубина витка h.
Участки профиля шнека, идентичные наружному радиусу шнека, называют участками гребня. Угол [образуемый прямой] между начальной и конечной точкой области гребня относительно центра вращения шнекового профиля, называют углом гребня. Область гребня, касающаяся наружного радиуса шнека только в одной точке, характеризуется углом гребня 0 - начальная и конечная точки совпадают. Участки профиля шнека, идентичные внутреннему радиусу шнека, называют участками паза. Угол [образуемый прямой] между начальной и конечной точкой области паза относительно центра вращения шнекового профиля, называют углом паза. Область паза, касающаяся наружного радиуса шнека только в одной точке, характеризуется углом паза 0 - начальная и конечная точки совпадают. Участки профиля шнека, имеющие радиус меньше, чем наружный радиус шнека и больше, чем внутренний радиус, называются боковыми участками. Соответственным образом, угол [образуемый прямой] между начальной и конечной точкой области боковой области относительно центра вращения шнекового профиля, называют боковым углом. Область многовального экструдера, в котором два отверстия в корпусе взаимно проникают друг в друга, называют областью промежутка. Две точки пересечения сверленых отверстий в корпусе называют углами корпуса [совокупность - пазухой или двуугольником корпуса].
Угол гребня δ_kw z-ходового шнекового профиля по Эрдменгеру рассчитывают как δ_kw=π/-2*arccos(0,5*a/ra), причем π - это отношение длины окружности к ее диаметру (π≈3,14159) [1]. Соответственно, сумма углов гребня двухходовых шнековых элементов со шнековым профилем по Эрдменгеру, равняется 2*π-8*arccos(0,5*a/ra).
Кроме того, в [1] подробно изложены строение, функция и способ работы двухвальных и многовальных экструдеров. Отдельная глава (стр.227-248) посвящена шнековым элементам и способам их работы. В ней подробно описаны строение и функция транспортировочных, месильных и смесительных элементов. Для перехода между различными шнековыми элементами с различным числом ходов часто в качестве распорной втулки используют подкладные диски. В особых случаях используют так называемые переходные элементы, которые позволяют осуществить плавный переход между двумя шнековыми профилями с различным числом витков, причем в каждой точке перехода имеет место самоочищающаяся пара профилей шнеков.
Под пластической массой (пластмассой) подразумевают деформируемую массу. Примеры пластических масс - это расплавы полимеров, прежде всего термопластов и эластомеров, смеси расплавов полимеров или дисперсий расплавов полимеров с твердыми веществами, жидкостями или газами.
Значительную роль экструзия пластических масс играет, в частности, при изготовлении, подготовке и обработке полимеров. Под экструзией подразумевают обработку вещества или смеси веществ в двухшнековом или многовальном экструдере с вращением в одном направлении, который подробно описан в [1].
При изготовлении полимеров экструзию проводят, например, для дегазации полимеров (см., например, [1] стр.191-212).
При подготовке полимеров экструзию проводят, например, для подмешивания добавок или для смешения различных полимеров, которые отличаются друг от друга, например, по химическому составу, молекулярной массе или структуре молекул (см., например,. [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, которое обычно расплавляют и, добавляя и подмешивая заполнители и/или армирующие вещества, размягчители, усилители сцепления, средства, облегчающие скольжения, стабилизаторы, красители и т.д. Подготовка часто включает в себя также и удаление летучих компонентов, как, например, воздуха и воды. Подготовка может также включать в себя химическую реакцию, как, например, прививку, модификацию функциональных групп или модификацию молекулярной массы посредством целенаправленного его увеличения или уменьшения.
При обработке полимеров последние обычно переводят в форму полуфабриката, готового к применению продукта или детали. Обработку можно осуществлять, например, методами литья под давлением, экструзии, выдувания пленки, вытягивания пленки или формования волокна. При обработке возможны также смешение полимеров с наполнителями и добавками и присадками, а также химическая модификация, как, например, вулканизация.
Действия с пластическими массами во время экструзии включают в себя одну или несколько из следующих операций: перемещение (транспортировка), расплавление, диспергирование, смешение, дегазация и повышение давления.
Как широко известно и описано, например, в [1] на страницах 169-190, смешение можно подразделить на дистрибутивное и дисперсивное смешивание. Под дистрибутивным (распределительным) смешиванием подразумевают равномерное распределение различных компонентов в некотором рассматриваемом объеме. Дистрибутивное смешивание имеет место, например, при смешивании однородных полимеров. При дисперсивном смешивании сначала распределяют частицы твердого вещества, капли жидкости или пузыри газа. При распределении необходимо прилагать достаточно значительные усилия сдвига, чтобы преодолеть, например, поверхностное натяжение на границе раздела между расплавом полимера и присадкой. Под смешиванием ниже всегда подразумевают дистрибутивное и/или дисперсивное смешивание.
В публикации [1], начиная со страницы 73, описано перемещение расплава и повышение давления. Зоны транспортировки расплава в шнеках экструдеров предназначены для того, чтобы переместить продукт из одной рабочей зоны в другую, а также ввести в него наполнители. Зоны транспортировки расплава заполнены, как правило, частично, как, например, при транспортировке продукта из одной рабочей зоны в другую, при дегазации, а также в зонах выдержки. Энергия, необходимая для перемещения, подвергается диссипации и отрицательным образом проявляется в повышении температуры полимерного расплава. Поэтому в зоне транспортировки следует применять шнековые элементы, рассеивающие как можно меньше энергии. Для целей исключительно перемещения расплава обычно применяют винтовые элементы с шагом резьбы, равным внутреннему диаметру экструдера D [1].
Перед элементами, "потребляющими" давление внутри экструдера, как, например, перед элементами обратной транспортировки, смесительными элементами, месильными элементами с обратным перемещением или нейтральными в отношении перемещения, а также перед потребителями давления вне экструдера, как, например, пластинами с дюзами, экструзионными инструментами и фильтрами для расплава в экструдере образуется зона затора, перемещение в которой осуществляется при полном заполнении, и в которой необходимо повышение давления в целях преодоления "потребителя" давления. Зону повышения давления экструдера, в которой создают давление, необходимое для выноса расплава, называют зоной выноса. Энергия, поданная в расплав полимера, разделяется на полезную мощность для повышения давления и для транспортировки расплава и на рассеиваемую мощность, которая отрицательным образом проявляется в повышении температуры расплава. В зоне повышения давления наблюдается сильное обратное течение расплава через гребни шнека и, следовательно, повышенная энергоподача [1]. Поэтому в зоне повышения давления следует применять шнековые элементы, рассеивающие как можно меньше энергии.
Специалисту известно, что в области гребней шнека подвергается диссипации в расплаве особенно большое количество энергии, что ведет к сильному местному перегреву продукта. Это представлено, например, в [1], начиная со стр.160, для двухходового транспортировочного элемента с известным шнековым профилем по Эрдменгеру. Этот локальный перегрев может повредить продукту, например, изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например, гелеобразных включений или крапин. Особо вреден при этом большой наклон винтовой линии. Кроме того, высокое энергопоступление во многих процессах ограничивает также возможную производительность двухшнекового экструдера и, следовательно, экономичность.
Кроме того, специалисту известно ([1], стр.129-146), что при повышении давления в двухходовых транспортировочных элементах с известным профилем шнека по Эрдменгеру коэффициент полезного действия составляет порядка 10%. При указанном коэффициенте полезного действия в 10% повышение давления на 50 бар при плотности расплава в 1000 кг/м3 и теплоемкости расплава в 2000 Дж/кг/К означает повышение температуры на 25 К ([1], стр.120). Этот нагрев может повредить продукту, например, изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например, путем формирования гелеобразных включений или крапин.
Если при экструзии полиэтилена и сополимеров полиэтилена температура слишком высока, то возрастают молекулярная масса, степень разветвления и поперечной сшивки. Кроме того, полиэтилен и сополимеры полиэтилена реагируют с кислородом воздуха в известном специалисту цикле автоокисления ([2] Hepperle, J.: Schadigungsmechanismen bei Polymeren. Polymeraufbereitung 2002, VDI-K, VDI-Verlag GmbH, [3] Zweifel, H.: Stab1lization of Polymeric Materials. Springer, Berlin, 1997, [4] Schwarzenbach, К. et al.: Antioxidants., в книге Zweifel, H. (Hrsg.): Plastics Additives Handbook. Hanser, Munchen, 2001, [5] Cheng, H.N., Schilling, F.C., Bovey, F.A.: 13C Nuclear Magnetic Resonance Observation of the Oxidation of Polyethylene, Macromolecules 9 (1976) S.363-365) с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии сополимеров на основе полиэтилена и винилацетата в случае слишком высокой температуры дополнительно образуется интенсивно пахнущая и вызывающая коррозию уксусная кислота.
Если при экструзии полипропилена и сополимеров полипропилена температура слишком высока, то возрастает молекулярная масса. Кроме того, полипропилен и сополимеры полипропилена реагируют с кислородом воздуха в цикле автоокисления с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии поливинилхлорида в случае слишком высокой температуры продукт выделяет вызывающий коррозию газообразный хлороводород, причем соляная кислота в свою очередь катализирует дальнейшее отщепление самой же соляной кислоты.
При экструзии полистирола в случае чрезмерно высокой температуры образуются вредный для здоровья стирол, а также димеры и тримеры стирола, причем молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии сополимера полистирола и акрилонитрила (САН) продукт в случае термической нагрузки желтеет, что ведет к снижению прозрачности, образуются канцерогенный мономер акрилонитрил, а также стирол, при этом молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии ароматических поликарбонатов продукт в случае избыточной термической нагрузки, в частности, под влиянием кислорода, желтеет, что приводит к ухудшению прозрачности, и демонстрирует снижение молекулярной массы, особенно под влиянием воды. Кроме того, при повышенной температуре отщепляются мономеры, например, бисфенол А.
При экструзии сложных эфиров, как, например, полиэтилентерефталата, полибутилентерефталата и политриметилентерефталата, в случае слишком высокой температуры и влияния воды наблюдаются снижение молекулярной массч и сдвиг концевых групп в молекуле. Проблему это представляет собой прежде всего при вторичной утилизации полиэтилентерефталата. При высокой температуре от полиэтилентерефталата отщепляется уксусный альдегид, что может, например, приводить к изменениям во вкусе содержимого бутылок для напитков.
При экструзии термопластов, модифицированных по ударной вязкости с помощью диеновых каучуков, в частности, с помощью бутадиенового каучука, в особенности при экструзии полистиролов модифицированного по ударной вязкости типа (HIPS) и модифицированного по ударной вязкости САН (акрилонитрил-бутадиен-стирола, АБС) в случае слишком высокой температуры отщепляются канцерогенный бутадиен, а также ядовитый винилциклогексен. Кроме того, в диеновом каучуке формируются поперечные сшивки, так что ухудшаются механические свойства продукта.
При экструзии полиоксиметилена в случае слишком высокой температуры отщепляется ядовитый формальдегид.
При экструзии полиамидов, как то: полиамида 6, полиамида 6,6, полиамида 4,6, полиамида 11 и полиамида 12 слишком высокая температура приводит к окрашиванию продукта и к снижению молекулярной массы и отделению мономеров и димеров, и, следовательно, к ухудшению механических качеств, прежде всего в присутствии воды.
При экструзии термопластических полиуретанов слишком высокая температура приводит к изменению структуры молекул из-за переуретанизации, а в присутствии воды - к снижению молекулярной массы. Оба процесса нежелательным образом влияют на свойства термопластического полиуретана.
При экструзии полиметилметакрилата в случае избыточной термической нагрузки отщепляется метилметакрилат со снижением молекулярной массы, что вызывает неприятный запах и ухудшение механических свойств.
При экструзии полифениленсульфида слишком высокая температура вызывает отщепление содержащих серу органических и неорганических соединений, имеющих неприятный запах и способных вызвать коррозию в экструзионных инструментах. Кроме того, при этом образуются низкомолекулярные олигомеры и мономеры, и снижается молекулярная масса, что ухудшает механические свойства полифениленсульфида.
При экструзии полифениленсульфона в случае слишком высокой температуры отщепляются органические соединения, прежде всего в присутствии воды. Также уменьшается молекулярная масса, из-за чего ухудшаются механические свойства.
При экструзии полифениленэфира в случае избыточной температуры отщепляются низкомолекулярные органические соединения, при этом снижаете молекулярная масса. Это ведет к ухудшению механических свойств продукта.
При экструзии бутадиеновых каучуков, как, например, полибутадиена (BR), натурального каучука (NR) и синтетического полиизопрена (IR), бутилового каучука (IIR), хлорбутилового каучука (CIIR), бромбутилового каучука (BIIR), стирол-бутадиенового каучука (SBR), полихлоропрена (CR), бутадиен-акрилонитрилового каучука (NBR), частично гидрированного будадиен-акрилонитрилового каучука (HNBR), а также сополимеров этилена, пропилена и диенов (EPDM) в случае слишком высокой температуры из-за поперечной сшивки формируется гель, что приводит к ухудшению механических свойств изготовленных из него деталей. В хлорбутиловом и бромбутиловом каучуках при повышенной температуре возможно отщепление вызывающих коррозию газов хлороводорода или бромоводорода, соответственно, которые в свою очередь опять же катализируют дальнейшее разложение полимера.
При экструзии смесей каучуков, содержащих вулканизаторы, как, например, серу или пероксиды, из-за слишком высокой температуры подвергаются преждевременной вулканизации. Из-за этого из этих смесей каучуков уже нельзя ничего изготовить.
При экструзии смесей одного или нескольких полимеров в случае слишком высоких температур проявляются недостатки экструзии каждого отдельного полимера.
Поэтому, исходя из известного уровня техники, поставлена задача предложить шнековые элементы для многовальных шнековых машин, одновременно характеризующиеся максимальным возможным коэффициентом полезного действия при повышении давления и минимальной возможной термической нагрузкой на продукт.
Неожиданно были найдены новые шнековые элементы, у которых угол гребня уменьшен по сравнению с нынешним техническим уровнем, и которые одновременно обладают максимальным возможным коэффициентом полезного действия при повышении давления и минимальной возможной термической нагрузкой на продукт.
Поэтому предметом изобретения являются шнековые элементы для многовальных шнековых машин, отличающиеся тем, что
- сумма углов гребня двухходовых шнековых элементов больше или равна 0 и меньше, чем 2*π-8*arccos(0,5*a/ra);
- количество областей гребня пары шнековых элементов больше 4;
- каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2.
Как уже сказано выше, сумма углов гребня двухходовых шнековых элементов со шнековым профилем по Эрдменгеру, составляет 2*π-8*arccos(0,5*a/ra). В сравнении со шнековыми элементами с двухходовым профилем по Эрдменгеру у шнековых элементов согласно изобретению сильно уменьшен по длине участок, который соответствует наружному радиусу шнека, и в котором, как известно, в подвергающийся экструзии материал поступает особо много энергии. Таким образом, энергоподача эффективно снижается, а опасность повреждения продукта уменьшается.
Сумма всех углов гребня пары шнековых элементов согласно изобретению меньше 2*π-8*arccos(0,5*a/ra), предпочтительно - меньше, чем 0,8*(2*π-8*arccos(0,5*a/ra)), особо предпочтительно - меньше, чем 0,6*(2*π-8*arccos(0,5*a/ra)), а наиболее предпочтительно - меньше, чем 0,4*(2*π-8*arccos(0,5*a/ra)).
Кроме того, сумма участков гребня у пары двухходовых шнековых элементов с профилем по Эрдменгеру составляет 4. Число участков гребня пары шнековых элементов согласно изобретению больше 4, предпочтительно оно равно 5 или 6, а особо предпочтительно равно 8. Число участков гребня одного шнекового элемента из пары шнековых элементов согласно изобретению предпочтительно равно 2 или 3, а особо предпочтительно равно 4.
Согласно изобретению каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2. Оба эти участка шнекового профиля можно назвать участками канала. В этих участках канала находится практически все вещество, подвергающееся экструзии.
Сумма углов участка шнекового профиля, состоящего из боковой области и области паза, предпочтительно больше, чем 2*π/3.
Создающий профиль шнека шнековых элементов согласно изобретению можно создавать индивидуально В частности, можно закруглить канты, ограничивающие области гребня
Предпочтительно шнековые элементы согласно изобретению отличаются тем, что у одной или нескольких областей гребня угол гребня равен 0. В таком случае очистку корпуса и очистку области паза соседнего шнекового элемента осуществляет область гребня, сведенная к минимуму. Благодаря этому до минимума уменьшается также и энергопоступление, и нагрузка на подвергающийся экструзии материал. Уплотнение осуществляется точечным способом, и оно достаточно для обеспечения потребного повышения давления.
Предпочтительно, чтобы шнековые элементы согласно изобретению отличались тем, что создаваемый профиль шнека после поворота на π/2 был бы идентичен создающему профилю шнека. Это обладает тем преимуществом, что для соседствующих валов не приходится изготавливать различные шнековые элементы.
Предпочтительные шнековые элементы - это те, которые на всех валах многовального экструдера или на обоих валах двухвального экструдера обладают идентичным профилем.
Неожиданно было обнаружено, что шнековые профили пары шнековых элементов согласно изобретению можно создавать с помощью заданной последовательности областей гребня, боковых областей и областей паза. Шнековые элементы согласно изобретению отличаются тем, что создающий и создаваемый профиль шнека имеют последовательность «участок канала - участок замыкания - участок канала - участок замыкания».
Под участком канала подразумевают последовательность боковых областей и областей паза. Предпочтительно, чтобы участок канала представлял собой последовательность «боковая область - область паза - боковая область - область паза - боковая область», а особо предпочтительно - последовательность «боковая область - область паза - боковая область».
Под участком замыкания (уплотнения) подразумевают либо область гребня либо последовательность областей гребня и боковых областей. Участок замыкания предпочтительно характеризуется последовательностью «область гребня - боковая область - область гребня».
В наглядном представлении получение профиля шнекового элемента согласно изобретению выглядит так, что, например, из двухходового шнекового профиля по Эрдменгеру «удаляют» участок области гребня этого профиля по Эрдменгеру. В силу этого уменьшается длина области гребня, а вместо непрерывной области гребня возникают две области, между которыми имеется «вырез». В таком случае для обеспечения самоочистки в области паза двухходового шнекового профиля по Эрдменгеру, имевшего место в начале, необходимо дополнительно «вставить» некоторый участок. Благодаря тому, что в шнековых элементах согласно изобретению встречаются по два участка шнековых профилей, состоящие в каждом случае из боковых областей и областей паза, и у которых сумма боковых углов и углов паза в каждом случае превышает π/2, а предпочтительно превышает 2*π/3, обеспечивают то, что самая большая часть проходящего экструзию материала по-прежнему находится в двух участках (участках канала), а из-за «вырезов» в прежних областях гребня двухходового шнекового профиля по Эрдменгеру не образуются какие-либо достойные упоминания дополнительные ходы (витки).
В предпочтительной форме исполнения изобретения «удаление» в области гребня и «восполнение" в области паза осуществляют так, что получается шнековый профиль, симметричный как по оси х, так и по оси у. Для задания такого симметричного шнекового профиля полностью должна быть известна только первая четверть этого шнекового профиля, поскольку остальные части шнекового профиля можно получить отражением относительно осей.
Неожиданно было обнаружено, что, исходя из четверти профиля шнековых элементов согласно изобретению, можно получить остальные профиши шнековых элементов согласно изобретению.
Стартовая точка - это четверть шнекового профиля, которую помещают в 1-й квадрант, системы координат ху, и посредством отражения которой относительно осей х и у получается профиль шнековых элементов согласно изобретению. Посредством отражения боковой области и области паза указанной четверти относительно оси 3 получают первый участок канала, который состоит из боковых областей и областей паза. Посредством отражения этого первого участка канала относительно оси х получают второй участок канала, который состоит из боковых областей и областей паза. Участки между двумя участками канала дополняют областью гребня или последовательностью областей гребня и боковых областей, предпочтительно - последовательностью "область гребня - боковая область - область гребня" таким образом, чтобы получить замкнутый профиль шнека. Такие участки также называют замыкающими участками. Угол [образуемый прямой] между начальной и конечной точкой замыкающего участка относительно центра вращения шнекового профиля, называют углом замыкания.
В предпочтительной форме исполнения второй участок канала получают поворотом первого участка канала на угол в пределах от π до π-[π/2-2*arccos(0,5*a/ra)] по часовой стрелке или против часовой стрелки вокруг центра вращения шнекового профиля. Выражение в квадратных скобках равно углу гребня шнекового элемента с двухходовым профилем шнека по Эрдменгеру. Из-за поворота первого участка канала на угол, меньший π, получается, что два замыкающих участка между участками, состоящими из боковых областей и областей паза, различаются по величине. Поворот на некоторый угол осуществляют так, чтобы угол замыкания одного из двух замыкающих участков предпочтительно превышал угол гребня двухходового профиля шнека по Эрдменгеру с соответствующим наружным радиусом не менее, чем в 1,2 раза, особо предпочтительно - не менее, чем в 1,6 раза, а наиболее предпочтительно - чтобы он был больше угла раскрытия корпуса, который рассчитывают как 2*arccos(0,5*a/ra). В этих случаях особо предпочтительно, чтобы второй из двух участков замыкания состоял из области гребня, в результате чего полученный профиль шнека будет состоять в общей сложности из 3 областей гребня.
Неожиданно было обнаружено, что первый участок канала можно составить из боковых областей и областей паза двух различных четвертей шнекового профиля. Второй участок канала можно составить из одной из двух четвертей первого участка канала или из сочетания двух четвертей первого участка канала. Возможно также составлять второй участок канала из одной или двух других четвертей. В частности, возможно, чтобы одна или несколько из четвертей имели своей основой двухходовой профиль шнека по Эрдменгеру. Во всех указанных случаях можно генерировать профили шнековых элементов согласно изобретению.
С помощью представленных простых методов создания профилей шнековых элементов согласно изобретению можно создавать как симметричные, так и асимметричные шнековые профили. Кроме того, можно изготавливать шнековые профили, у которых создаваемый шнековый профиль после поворота на π/2 идентичен создающему профилю шнека или отличен от него.
Нормированный на межосевое расстояние наружный радиус шнековых элементов согласно изобретению предпочтительно находится в пределах от 0,51 до 0,66, а особо предпочтительно - в пределах от 0,52 до 0,575.
Изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции из отдельных шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Шнековые элементы, подлежащие применению согласно изобретению, можно использовать как транспортировочные элементы, месильные элементы и/или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом Транспортировочный элемент может быть правым или левым. Шаг транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, причем под шагом подразумевают длину по оси, необходимую на полный оборот профиля шнека, а длина по оси транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 значений межосевого расстояния.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным. Длина месильных дисков по оси предпочтительно находится в пределах от 0,05 до 10 значений межосевого расстояния. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,002 до 0,1 значений межосевого расстояния.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Шаг их предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, а длина элементов по оси предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния. Проемы предпочтительно имеют форму u-образного или v-образного паза, которые предпочтительно располагают в направлении, противоположном таковому подачи, или же параллельно оси.
Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнеками должен быть промежуток (зазор, люфт). В книге [1], начиная с стр.28, описаны различные возможные стратегии осуществления этого. В шнековых профилях шнековых элементов согласно изобретению возможны зазоры, составляющие величину в пределах от 0,001 до 0,1 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Возможные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты, причем все они известны специалисту. При увеличении межосевого расстояния конструируют профиль шнека меньшего диаметра и раздвигают на величину зазора между шнеками. При использовании метода эквидистанты продольного сечения кривую профиля в продольном сечении (параллельно оси) сдвигают внутрь на половину зазора между двумя шнеками. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно - пространственную эквидистанту.
Профили шнековых элементов согласно изобретению можно сконструировать одним из способов, описанных в заявке на патент РСТ/ЕР 2009/003549. Ниже описан возможный способ.
Способ создания самоочищающихся шнековых элементов с плотным зацеплением, вращающихся в одном направлении, расстояние а между осями вращения создающего и создаваемого профилей шнека у которых можно варьировать, отличается тем, что создающий профиль шнека формируется из n дуг окружности, а создаваемый профиль шнека - из n' дуг окружности, причем
- создающий профиль шнека и созданный профиль шнека располагаются в одной плоскости,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- выбирают число дуг окружности n создающего профиля шнека, причем n - это целое число, большее или равное 1,
- выбирают наружный радиус ra создающего профиля шнека, причем ra может принимать значения, большие 0 (ra>0) и меньшие или равные межосевому расстоянию (ra≤а),
- выбирают внутренний радиус ri создающего профиля шнека, причем ri может принимать значения, большие или равные 0 (ri≥0) и меньшие или равные ra (ri≤ra),
- дуги окружности создающего профиля шнека располагаются вокруг оси вращения создающего профиля шнека в направлении по часовой или против часовой стрелки соответственно нижеследующим правилам расположения так, что:
- все дуги окружности создающего профиля шнека переходят друг в друга по касательной таким образом, что получается замкнутый выпуклый профиль, причем дуга окружности, радиус которой равен 0, предпочтительно рассматривают как дугу окружности, радиус которой составляет eps, причем eps - это очень малое вещественное положительное число, стремящееся к нулю (eps<<1, eps→0),
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- По меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса ra создающего профиля шнека,
- По меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса ri создающего профиля шнека,
- величину первой дуги окружности создающего профиля шнека, заданной углом α_1 и радиусом r_1, выбирают так, чтобы угол α_1 в радианах был больше или равен 0 и меньше или равен 2π, причем под π подразумевается отношение длины окружности к ее диаметру (π≈3,14159), а радиус r_1 был больше или равен 0 и меньше межосевого расстояния а или равен ему, а расположение этой первой дуги окружности создающего профиля шнека, получаемое при размещении двух различных точек этой первой дуги окружности, задают в соответствии с указанными правилами расположения, причем первой подлежащей размещению точкой этой первой дуги окружности предпочтительно является начальная точка этой первой дуги окружности, а второй подлежащей размещению точкой этой первой дуги окружности предпочтительно является центр этой первой дуги окружности,
- величины дальнейших n-2 дуг окружности создающего профиля шнека, заданных углами α_2, …, α_(n-1) и радиусами r_2, …, r_(n-1), выбирают так, чтобы углы α_2, …, α_(n-1) в радианах были больше или равны 0 и меньше или равны 2π, а радиусы r_2, …, r, (n-1) были больше или равны 0 и меньше межосевого расстояния а или равны ему, а размещение этих остальных n-2 дуг окружности создающего профиля шнека задают в соответствии с указанными правилами расположения,
- величину последней дуги окружности создающего профиля шнека, заданной углом α_n и радиусом r_n, определяется тем, что сумма n углов n дуг окружности создающего профиля шнека в радианах равняется 2π, причем угол α_n в радианах больше или равен 0 и меньше или равен 2π, а радиус r_n замыкает создающий профиль шнека, причем радиус r_n больше или равен 0 и меньше межосевого расстояния а или равен ему, а размещение этой последней дуги окружности создающего профиля шнека задают в соответствии с указанными правилами расположения,
- n' дуг окружности создаваемого профиля шнека формируют из n дуг окружности создающего профиля шнека посредством того, что
- число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n, причем n' - целое число,
- наружный радиус создаваемого профиля шнека ra' равен разности при вычитании внутреннего радиуса ri создающего профиля шнека из межосевого расстояния (ra'=a-ri),
- внутренний радиус создаваемого профиля шнека ri' равен разности при вычитании наружного радиуса ra создающего профиля шнека из межосевого расстояния (ri'=а-ra),
- угол α_i' i'-ой дуги окружности создаваемого профиля шнека равен углу α_i i-ой дуги окружности создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n' (α_1'=α_1,…,α_n'=α_n),
- сумма радиуса r_i' i'-ой дуги окружности создаваемого профиля шнека и радиуса r_i i-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n' (r_1'+r_1=а,…, r_n'+r_n=а),
- центр i'-ой дуги окружности создаваемого профиля шнека находится от центра i-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр i'-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра i-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр i'-ой дуги окружности создаваемого профиля шнека с центром i-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- начальная точка i'-ой дуги окружности создаваемого профиля шнека располагается относительно центра i'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка i-ой дуги окружности создающего профиля шнека относительно центра i-ой дуги окружности создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n'(i'=i),
Согласно изобретению дуги создающего и создаваемого профилей шнека следует выбирать или согласовывать друг с другом так, чтобы сумма всех углов гребня пары шнековых элементов была больше или равна 0 и меньше или равна 2*π-8*arccos(0,5*a/ra), число областей гребня пары шнековых элементов было больше 4, а каждый шнековый элемент пары имел бы два участка шнекового профиля, которые в каждом случае состоят из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2.
Из описанного способа создания плоских самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, вытекают следующие свойства создаваемого профиля шнека:
- создаваемый профиль шнека замкнутый,
- создаваемый профиль шнека выпуклый,
- каждая дуга окружности создаваемого профиля шнека переходит в следующую дугу окружности создаваемого профиля шнека по касательной таким образом, что получается замкнутый выпуклый профиль, причем дугу окружности, радиус которой равен 0, предпочтительно рассматривают как дугу окружности, радиус которой составляет eps, причем eps - это очень малое вещественное положительное число, стремящееся к нулю (eps<<1, eps→0),
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra' и внутренний радиус ri', центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создаваемого профиля шнека касается наружного радиуса ra' создаваемого профиля шнека,
- По меньшей мере одна из дуг окружности создаваемого профиля шнека касается внутреннего радиуса ri' создаваемого профиля шнека,
Из описанного способа создания ровных самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, также вытекает, что только в том случае, когда внутренний радиус ri создающего профиля шнека равен разности при вычитании наружного радиуса ra создающего профиля шнека из межосевого расстояния (ri=a-ra), наружный радиус ra' создаваемого профиля шнека будет равен наружному радиусу ra создающего профиля шнека, а внутренний радиус ri' создаваемого профиля шнека будет равен внутреннему радиусу ri создающего профиля шнека.
Если в создающем профиле шнека имеется дуга окружности с радиусом r_i=0, то в месте этой дуги окружности наблюдается перегиб профиля шнека, размер которого характеризуется углом α_i. Если в создаваемом профиле шнека имеется дуга окружности с радиусом r,i'=0, то в месте этой дуги окружности наблюдается перегиб профиля шнека, размер которого характеризуется углом α,i'.
Кроме того, описанный способ создания ровных самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, отличается тем, что его можно реализовывать с помощью исключительно угольника и циркуля. Так, переход по касательной от i-ой к (i+1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки i-ой дуги окружности окружность радиусом r_(i+1), а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой i-ой дуги окружности, становится центром (i+1)-ой дуги окружности. На практике для конструирования профилей шнека вместо циркуля и угольника целесообразно применять компьютерную программу.
Профили шнеков, изготовленные общим способом, не зависят от числа витков z.
Создаваемый профиль шнека может быть не идентичен создающему профилю шнека. Из изложения специалисту легко понять, что описанный способ, в частности, пригоден для того, чтобы создавать переходные элементы между шнековыми элементами с различным числом витков. Начиная с z-ходового профиля шнека, возможно шаг за шагом изменять создающий и создаваемый профили шнека так, чтобы в конце концов получить профиль шнека с числом витков z', отличным от z. При этом во время перехода допускается уменьшение или увеличение числа дуг окружности.
В случае симметричных профилей способ можно упростить, конструируя только части профилей шнека, а недостающие части создавая из сконструированных посредством операций симметричного отображения. Это подробно описано в международной заявке РСТ/ЕР 2009/003549.
Рекомендуется реализовывать способ создания шнековых профилей на компьютере. В этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (CNC - Computerized Numerical Control) для создания шнековых элементов.
После того как профили описанным образом созданы, шнековые элементы согласно изобретению можно изготовить, например, с помощью фрезеровочного станка. Предпочтительные материалы для изготовления шнековых элементов - это различные сорта стали, в особенности азотированная и нержавеющая сталь.
Также предметом настоящего изобретения является применение шнековых элементов согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухзальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде месильных или транспортировочных элементов. Также можно сочетать друг с другом месильные и транспортировочные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, известными из уровня техники.
Применение новых шнековых элементов согласно изобретению в многовальных шнековых машинах отличается тем, что в силу уменьшения областей гребня минимизируется термическая нагрузка на продукт в области гребня. Благодаря применению согласно изобретению удается увеличить коэффициент полезного действия при повышении давления, а в силу меньшего энергопоступления минимизировать нагрев продукта.
Кроме того, предметом настоящего изобретения является способ экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов согласно изобретению, отличающийся тем, что
- сумма углов гребня двухходовых шнековых элементов больше или равна 0 и меньше, чем 2*π-8*arccos(0,5*a/ra);
- количество областей гребня пары шнековых элементов больше 4;
- каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2.
Сумма всех углов гребня пары шнековых элементов согласно изобретению предпочтительно меньше, чем 0,8*(2*π-8*arccos(0,5*a/ra)), особо предпочтительно - меньше, чем 0,6*(2*π-8*arccos(0,5*a/ra)), а наиболее предпочтительно-меньше, чем 0,4*(2*π-8*arccos(0,5*a/ra)).
Число участков гребня пары шнековых элементов согласно изобретению предпочтительно равно 6, а особо предпочтительно равно 8. Число участков гребня шнекового элемента согласно изобретению предпочтительно равно 2, а особо предпочтительно равно 4.
Сумма углов участка шнекового профиля, состоящего из боковой области и области паза, предпочтительно больше, чем 2*π/3.
Создающий профиль шнека шнековых элементов согласно изобретению можно создавать индивидуально В частности, можно закруглить канты, ограничивающие области гребня
Пластические массы, которые можно с высокой эффективностью и одновременно при щадящем отношении к продукту экструдировать согласно изобретению, - это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Предпочтительно применять пластмассы и растворы полимеров, особо предпочтительно - термопластические полимеры. В качестве термопластического полимера предпочтительно применять по меньшей мере один полимер из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс.
Прочие предпочтительные применяемые материалы - это каучуки. В качестве каучука предпочтительно применяют по меньшей мере один из материалов, принадлежащий к группе, которую образуют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Эти термопласты и эластомеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности, стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
В предпочтительной форме исполнения к пластическим массам, в особенности к расплавам полимеров и смесям полимерных расплавов добавляют присадки. Их можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов, либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примерами их являются сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
Далее следует пояснение изобретения на основании примеров и фигур, однако, оно не ограничивается таковыми. Все фигуры созданы с помощью компьютерной программы.
Для создания и/или описания шнековых профилей и элементов разумно использовать безразмерные величины, чтобы упростить перенос соотношений на экструдеры различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно. Следовательно, для безразмерного межосевого расстояния справедливо А=а/а=1. Для безразмерного наружного радиуса шнекового профиля, следовательно, справедливо RA=ra/а. Безразмерный внутренний радиус шнекового профиля обозначается как RI=ri/а. Безразмерную же глубину витка шнекового профиля рассчитывают как Н=h/а=RA-RI.
Все геометрические величины на фигурах используют в безразмерной форме. Значения всех углов приведены в радианах.
На фигурах 1а и 2а, фигурах 3-6, фигурах 8 и 9, а также на фигуре 15а показаны по четверти профиля шнека шнекового элемента согласно изобретению в поперечном сечении. Все эти фигуры имеют одну и ту же структуру, которая подробно описана ниже. В середине фигур показана прямоугольная система координат (X-Y), в начале которой располагается центр вращения шнекового профиля. Дуги окружностей профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Прямая FP представлена тонкой пунктирной линией. Наружный радиус шнека RA обозначен тонкой штриховой линией, а его численное значение приводится на фигуре внизу справа с точностью до четырех значащих цифр. Справа от фигур для каждой дуги окружности приводят радиус R, угол α и координаты х и у центра дуги окружности Мх и My - в каждом случае с точностью до четырех значащих цифр. Эти данные позволяют однозначно определить профиль шнека. Шнековые профили в каждом случае обладают зеркальной симметрией по осям х и у, так что все профили можно сформировать отражением представленной четверти относительно осей х и у.
Шнековые профили, у которых четверть шнекового профиля состоит в общей сложности из n дуг окружности, ниже называют n-круговыми профилями шнека.
Нумерация дуг окружности n-кругового шнекового профиля фигурах 1а и 2а, фигурах 3-6, фигурах 8 и 9, а также на фигуре 15а проведена так, что первые n/2 дуг окружности пронумерованы в порядке возрастания от 1 до n/2, а последние n/2 дуг окружности - в порядке убывания от (n/2)' до 1'. Дуга окружности n/2 и дуга окружности (n/2)' касаются прямой FP. Каждая дуга окружности i профиля шнека соответствует дуге окружности i профиля шнека. Радиус дуги окружности i' рассчитывают из разности, получаемой при вычитании радиуса дуги окружности i из межосевого расстояния, то есть R_i'=A-R_i. Угол дуги окружности i' равен дуге окружности i, то есть, α_i'=α_i. Из этого следует, что область гребня с дугой окружности j равна области паза с дугой окружности j'. Из этого следует также следует, что область паза с дугой окружности j равна области гребня с дугой окружности j'.
Фигура 1: На фигуре 1а показана в сечении четверть двухходового профиля шнекового элемента по Эрдменгеру, соответствующего нынешнему техническому уровню и образованного 4 дугами окружности. Для шнековых профилей по Эрдменгеру характерно, что радиус R_1=RA, радиус R_2=0, радиус R_2'=A=1, а радиус R_1'=A-RA=RI. Углы α_1, α_2, α_2' и α_1' зависят от наружного радиуса шнека и от межосевого расстояния. Угол α_1 равен половине угла гребня двухходового шнекового профиля по Эрдменгеру. Таким образом, сумма углов гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру составляет по расчету 8*α_1. Вместо радиуса R_2 у шнекового профиля по Эрдменгеру имеется перегиб. "Величину перегиба" задают посредством угла α_2, т.е., переход от дуги окружности 1' к дуге окружности 2' осуществляют поворотом на угол α_2.
Безразмерный наружный радиус шнека на фигуре 1а составляет RA=0,54. Половина угла гребня равняется α_1=0,3981, а сумма углов гребня пары шнековых элементов составляет 8*α_1=3,1847.
На фигуре 1b в качестве примера показана пара шнековых элементов, выполненных как транспортировочные элементы, профиль которых основан на фигуре 1а. Зазор между двумя транспортировочными элементами составляет S=0,008. Зазор между обоими транспортировочными элементами и корпусом D=0,004. Длина транспортировочных элементов составляет Т=1,08. Длина транспортировочных элементов составляет 0,54, что соответствует повороту шнековых профилей на угол π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухзальных и многовальных экструдерах. Число элементов решетки по образующей равно 160, а в осевом направлении 80.
На фигуре 1с показан вид сверху пары шнековых элементов, соответствующих фигуре 1b. В свободном объеме между транспортировочными элементами и корпусом имеется возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 160, а в радиальном направлении 6. Оси вращения двух шнековых элементов обозначены маленькими кружками.
Фигура 2: На фигуре 2а показана четверть предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего из 8 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,54. Радиус R_1 равен 0,8206. максимальное безразмерное расстояние от дуги окружности 1 до наружного радиуса шнека по расчету составляет RA-(Mx+R_1)=0,54-(-0,2926+0,8206)=0,012. Сумма углов гребня α_1 и α_2 равна 0,3563. Область гребня задана дугой окружности 3, которая располагается по наружному радиусу шнека. Угол гребня α_3 равен 0,0419. Область паза задана дугой окружности 3', которая располагается по внутреннему радиусу. Угол паза α_3' равен 0,0419. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет 8*0,0419=0,3352 и таким образом всего около 0,105 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру. Половина участка, состоящего из боковых областей и областей паза, задана дугами окружности 4, 4', 3', 2' и 1'. Удвоенная сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3.
На фигуре 2b показан перпендикулярный осям вращения срез пары шнековых элементов согласно изобретению, профиль которых основан на фигуре 2а. Посредством отражения шнекового профиля с фигуры 2а относительно оси х и последующего отражения шнекового профиля с фигуры 2а и отраженного относительно оси х шнекового профиля с фигуры 2а относительно оси у получают создающий профиль шнека пары шнековых элементов согласно изобретению. Посредством поворота создающего профиля шнека на π/2 и последующего сдвига на А вдоль оси х получают создаваемый профиль шнека.
Создаваемый профиль шнека следует из создающего профиля шнека. Создающий и создаваемый профиль шнека взаимозаменяемы.
Корпус шнека, определяемый двумя взаимно проникающими сверлеными отверстиями радиусом по RA=0,54 и с межосевым расстоянием А=1, представлен тонкой штриховой линией. В области взаимопроникновения двух отверстий они представлены тонкой пунктирной линией. Центры обоих отверстий в корпусе идентичны двум центрам вращения шнековых профилей и в каждом случае обозначены маленьким кружком. Дуги окружности шнековых профилей обозначены толстой сплошной линией. Дуги окружности левого профиля шнека - создающего профиля шнека - пронумерованы последовательно (1-32), причем из соображений обзорности номера дуг окружности 2, 4, 13, 15, 18, 20, 29 и 31 опущены. Радиус дуг окружности 2, 4, 13, 15, 18, 20, 29 и 31 в каждом случае равен 0. Дуги окружности правого профиля шнека - создаваемого профиля шнека - пронумерованы последовательно (1'-32'), причем из соображений обзорности номера дуг окружности 5', 7', 10', 12', 21', 23', 26' и 28' опущены. Радиус дуг окружности 5', 7', 10', 12', 21', 23', 26' и 28' в каждом случае равен 0. Начало и конец области гребня или паза создающего и создаваемого профиля шнека обозначены тонкой сплошной линией.
Каждая дуга окружности i создающего профиля шнека соответствует дуге окружности создаваемого i' профиля шнека. Радиус дуги окружности i' рассчитывают из разности, получаемой при вычитании радиуса дуги окружности i из межосевого расстояния, то есть R_i'=A-R_i. Угол дуги окружности i' равен дуге окружности i, то есть, α_i'=α_i. Из этого следует, что область гребня создающего профиля шнека равна области паза создаваемого профиля шнека. Из этого также следует, что область паза создающего профиля шнека равна области гребня создаваемого профиля шнека.
Создающий профиль шнека состоит из 4 областей гребня kb1, kb2, kb3 и kb4. Создаваемый профиль шнека состоит из 4 областей паза nb1', nb2', nb3' и nb4', которые соответствуют 4 областям гребня создающего профиля шнека. Область гребня kb1 состоит из дуги окружности 3. Область гребня kb2 состоит из дуги окружности 14. Область гребня kb3 состоит из дуги окружности 19. Область гребня kb4 состоит из дуги окружности 30. Область паза nb1' состоит из дуги окружности 3'. Область паза nb2' состоит из дуги окружности 14'. Область паза nb3' состоит из дуги окружности 19'. Область паза nb4' состоит из дуги окружности 30'.
Создающий профиль шнека состоит из 4 областей паза nb1, nb2, nb3 и nb4. Создаваемый профиль шнека состоит из 4 областей гребня kb1', kb2', kb3' и kb4', которые соответствуют 4 областям паза создающего профиля шнека. Область паза nb1 состоит из дуги окружности 6. Область паза nb2 состоит из дуги окружности 11. Область паза nb3 состоит из дуги окружности 22. Область паза nb4 состоит из дуги окружности 27. Область гребня kb1' состоит из дуги окружности 6'. Область гребня kb2' состоит из дуги окружности 11'. Область гребня kb3' состоит из дуги окружности 22'. Область гребня kb4' состоит из дуги окружности 27'.
Число областей гребня пары шнековых элементов согласно изобретению, показанных на фигуре 2b, в сумме равно 8 и согласно изобретению превышает 4. Сумма углов гребня всех областей гребня составляет 8*0,0419=0,3352 и таким образом всего около 0,105 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру.
Первый участок создающего профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 4-13. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3. Второй участок создающего профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 20-29. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3.
Первый участок создаваемого профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 12'-21'. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3. Второй участок создаваемого профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 28'-32' и 1'-5'. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3.
Фигура 3: На фигурах 3а и 3b в каждом случае показана четверть еще одного предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Наружный радиус шнека составляет на фигурах 3а и 3b в каждом случае RA=0,54. Радиус R_1 на фигуре 3а равен 0,6976, а на фигуре 3b равен 0,9995. Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека рассчитано на фигуре 3а как 0,008, а на фигуре 3b как 0,016. Сумма углов гребня α_1 и α_2 на обеих фигурах равна 0,3563. Область гребня на обеих фигурах задана дугой окружности 3, которая в каждом случае располагается на наружном радиусе шнека. Угол гребня α_3 равен в каждом случае 0,0419. Область паза на обеих фигурах задана дугой окружности 3', которая в каждом случае располагается на внутреннем радиусе шнека. Угол паза α_3' равен в каждом случае 0,0419. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет для фигур 3а и 3b в каждом случае 8*0,0419=0,3352 и таким образом всего около 0,105 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру. Половина участка, состоящего из боковых областей и областей паза, в каждом случае задана дугами окружности 4, 4', 3', 2' и 1'. Удвоенная сумма соответствующих боковых углов и углов паза составляет в каждом случае 2,3456, и она больше, чем 2*π/3.
Посредством изменений радиуса R_1 и сдвига координаты х Мх_1 центра дуги окружности 1 можно изменять максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека, оставляя неизменным угол гребня области гребня.
Фигура 4: На фигурах 4а и 4b в каждом случае показана четверть еще одного предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Наружный радиус шнека составляет на фигурах 4а и 4b в каждом случае RA=0,54. Радиус R_1 на фигуре 4а равен 0,6990, а на фигуре 4b равен 0,9981. Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека рассчитано на фигуре 4а как 0,004, а на фигуре 4b как 0,008. Сумма углов гребня α_1 и α_2 на обеих фигурах равна 0,2531. Область гребня на обеих фигурах задана дугой окружности 3, которая в каждом случае располагается на наружном радиусе шнека. Угол гребня α_3 равен в каждом случае 0,1450. Область паза на обеих фигурах задана дугой окружности 3, которая в каждом случае располагается на внутреннем радиусе шнека. Угол паза α_3' равен в каждом случае 0,1450. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет для фигур 4а и 4b в каждом случае 8*0,1450=1,1600 и таким образом всего около 0,364 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру. Половина участка, состоящего из боковых областей и областей паза, в каждом случае задана дугами окружности 4, 4', 3', 2' и 1'. Удвоенная сумма соответствующих боковых углов и углов паза составляет в каждом случае 2,3456, и она больше, чем 2*π/3.
Посредством изменений радиуса R_1 и сдвига координаты х Мх_1 центра дуги окружности 1 можно изменять максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека, оставляя неизменным угол гребня области гребня. В сочетании с фигурами 3а и 3b очевидно, что можно также регулировать угол гребня области гребня.
В наглядном представлении получение профиля шнекового элемента согласно изобретению выглядит в числе прочего так, что выбирают координату х Мх_1 и радиус R_1 дуги окружности 1 и таким образом «удаляют» участок области гребня из двухходового шнекового профиля по Эрдменгеру. В таком случае для обеспечения самоочистки в области паза двухходового шнекового профиля по Эрдменгеру необходимо дополнительно «вставить» некоторый участок. Это осуществляют с помощью дуг окружности 2' и 1'.
Произвольный выбор величины угла гребня области гребня позволяет целенаправленно регулировать термическую нагрузку на продукт у шнековых элементов согласно изобретению и уменьшить ее по сравнению с двухходовыми шнековыми профилями по Эрдменгеру. В целом энергопоступление снижается, а коэффициент полезного действия при повышении давления возрастает.
Кроме того, фигуры 3а и 4b отличаются тем, что положение начальной точки дуги окружности 1 и положение конечной точки дуги окружности 1' в каждом случае идентичны. Путем отражения фигуры 3а относительно оси х и отражения отраженной фигуры 3а и фигуры 4b относительно оси у и путем соединения шнекового профиля с фигуры 4b, отраженного относительно оси у фигуры 4b, отраженной относительно осей х и у фигуры 3а отраженной относительно оси х фигуры 3а получают профиль шнекового элемента согласно изобретению, у которого углы гребня областей гребня имеют различные величины. Допускается формировать каждую четверть профиля шнека и, следовательно, углы гребня конкретных областей гребня независимо друг от друга и объединять их в профиль шнека для шнековых элементов согласно изобретению постольку, поскольку начальные точки дуги окружности 1 и конечные точки дуги окружности 1' в каждом случае идентичны.
Фигура 5: На фигурах 5а-5d в каждом случае показана четверть еще одного предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Наружный радиус шнека составляет на фигурах 5а-5d в каждом случае RA=0,54. Радиус R_1 на этих четырех фигурах в каждом случае равен 0,95, а максимальное безразмерное расстояние до наружного радиуса шнека в каждом случае по расчету составляет. Область гребня на четырех фигурах задана дугой окружности 3, которая в каждом случае располагается на наружном радиусе шнека. Угол гребня α_3 варьирует от 0,0461 до 0,1458. Область паза на четырех фигурах задана дугой окружности 3', которая в каждом случае располагается на внутреннем радиусе. Угол паза α_3' варьирует от 0,0461 до 0,1458. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению для фигур 5а-5d варьирует от 8*0,0461=0,3688 до 8*0,1458=1,1664 и соответственно составляет всего лишь от 0,116 до 0,366 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру. Половина участка, состоящего из боковых областей и областей паза, в каждом случае задана дугами окружности 4, 4', 3', 2' и 1'. Удвоенная сумма соответствующих боковых углов и углов паза составляет от 2,3456 до 2,4626, и она в каждом случае больше, чем 2*π/3.
На фигуре 5а область гребня начинается и заканчивается перегибом, т.е., радиус дуг окружности 2 и 4 равняется в каждом случае 0. На фигуре 5b область гребня начинается закруглением, а заканчивается перегибом, т.е., радиус дуги окружности 2 больше 0, а дуги окружности 4 равен 0. На фигуре 5 с область гребня начинается перегибом, а заканчивается закруглением, т.е., радиус дуги окружности 2 равен 0, а дуги окружности 4 больше 0. На фигуре 5d область гребня начинается и заканчивается закруглением, т.е., радиус дуг окружности 2 и 4 равняется в каждом случае больше 0.
Путем однократного или многократного поворота на π/2 и/или отражения относительно оси х и/или у из фигур 5а-5d можно составить другие предпочтительные профили шнековых элементов согласно изобретению. Это позволяет, например, создать профиль шнекового элемента согласно изобретению, области гребня которого различаются по величине. Кроме того, это позволяет, например, создать профиль шнекового элемента согласно изобретению, области гребня которого закруглены в направлении вращения шнекового элемента или против направления этого вращения.
Способ создания плоских самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, с числом витков z в качестве примера поясняют ниже на отделе профиля шнека на фигуре 5d.
Согласно изобретению профиль шнека и, таким образом, изображенный отдел профиля шнека располагаются в одной плоскости. Для простоты эту плоскость совмещают с плоскостью ху декартовой системы координат. Также для простоты центр вращения профиля шнека помещают в начало декартовой системы координат (х=0, у=0).
Число витков z согласно изобретению выбирают так, чтобы оно было больше или равно 1. В настоящем примере число витков выбирают равным z=2. Число дуг окружности n профиля шнека согласно изобретению выбирают так, чтобы n нацело делилось на 4*z, давая в частном р, В настоящем примере число дуг окружности выбирают равным n=32, из чего следует р=4. Безразмерный наружный радиус шнекового профиля RA выбирают так, чтобы он был больше 0 и меньше безразмерного межосевого расстояния А или равен ему. В настоящем примере безразмерный наружный радиус шнекового профиля выбирают равным RA=0,54. Безразмерный внутренний радиус шнекового профиля RI выбирают так, чтобы он был больше или равен 0 и меньше безразмерного наружного радиуса шнека RA или равен ему. В настоящем примере безразмерный внутренний радиус шнекового профиля выбирают равным RI=A-RA=0,46.
Дуги окружности шнекового профиля можно располагать вокруг оси вращения шнекового профиля по часовой стрелке или против нее. В настоящем примере дуги окружности располагают вокруг оси вращения шнекового профиля против часовой стрелки.
Профиль шнека разделяют на 2*z отделов, которые отличаются тем, что каждый отдел ограничен двумя прямыми, угол между которыми в радианах составляет π/z, и которые пересекаются в центре вращения шнекового профиля, причем обе эти прямые называют границами отдела. В настоящем примере получается, что профиль шнека разделяют на четыре отдела. Для простоты обе границы отделов размещают на оси х и у системы координат. В настоящем примере ниже рассматривают только тот отдел профиля шнека, который располагается в положительном направлении осей х и у.
Отдел профиля шнека подразделяют на первую и вторую части, причем первая часть состоит из р дуг окружности, а вторая часть - из р' дуг окружности, и причем р'=р. В настоящем примере получается, что р'=4. Дуги окружности первой части отдела шнекового профиля можно нумеровать в порядке возрастания или убывания. Дуги окружности второй части отдела шнекового профиля нумеруют в порядке, обратном дугам окружности первой части отдела шнекового профиля. В настоящем примере дуги первой части отдела шнекового профиля нумеруют в порядке возрастания, а дуги второй части отдела шнекового профиля, соответственно, в порядке убывания.
Угол α_1 1-й дуги первой части отдела шнекового профиля выбирают так, чтобы в радианах он был больше или равен 0 и меньше или равен π/(2*z). В настоящем примере угол этой первой дуги окружности выбирают равным α_1=0,1222. Безразмерный радиус R_1 1-й дуги первой части отдела шнекового профиля выбирают так, чтобы он был больше или равен 0 и меньше межосевого расстояния А или равен ему. В настоящем примере безразмерный радиус первой дуги окружности выбирают равным R_1=0,9500. Положение 1-й дуги окружности первой части отдела шнекового профиля выбирают так, чтобы 1-я дуга окружности лежала в пределах или на границах кольца с безразмерным наружным радиусом RA и безразмерным внутренним радиусом RI, центр которого размещается в центре вращения шнекового профиля. Положение предпочтительно задавать посредством размещения начальное и конечной точек первой дуги окружности. Начальная и конечная точки 1-й дуги окружности лежат на одной из границ отделов, из-за чего начальную точку получают из положения центра и безразмерного радиуса R_1. В настоящем примере центр 1-й дуги окружности помещают в точку с координатами Мх_1=-0,4175, Му_1=0,0000, а начальная точка, соответственно, имеет координаты х=0,5325, у=0,0000.
Углы α_2, …, α_(р-1) р-2 остальных дуг окружности, т.е., еще 2 дуг окружности первой части отдела профиля шнека выбирают так, чтобы в радианах они были больше нуля или равны ему и меньше или равны π/(2*z). В настоящем примере углы еще 2 дуг окружности выбирают равными α_2=0,1712 и α_3=0,0461. Безразмерные радиусы R_2, …, R_(p-1) 2 остальных дуг окружности первой части отдела профиля шнека выбирают так, чтобы они были больше или равны 0 и меньше безразмерного межосевого расстояния А или равны ему. В настоящем примере безразмерные радиусы еще 2 дуг окружности выбирают равными R_2=0,2414 и R_3=0,5400. Согласно правилам размещения дуги окружности располагают так, чтобы дуги окружности переходили друг в друга по касательной таким образом, чтобы получался замкнутый выпуклый профиль, причем дугу окружности, безразмерный радиус которой равен 0, предпочтительно рассматривают как дугу окружности, безразмерный радиус которой составляет eps, причем eps - это очень малое вещественное положительное число, стремящееся к нулю (eps<<1, eps→0), Из этих правил размещения следует, что конечная точка одной окружности идентична начальной точкой следующей за ней дуги окружности. Требуемое условие тангенциального перехода между первой дугой окружности и второй, следующей за ней дугой окружности выполняют посредством того, что центр этой второй следующей дуги окружности размещают на прямой, проходящей через конечную точку и центр этой первой дуги окружности, так, что расстояние от центра второй, последующей дуги окружности до конечной точки первой дуги окружности равняется радиусу второй, последующей дуги окружности, а профиль шнека выпуклый. Дугу окружности, радиус которой равен нулю, предпочтительно рассматривают как дугу окружности с очень малым радиусом eps, причем eps стремится к 0, так что по-прежнему можно сконструировать тангенциальный переход. В качестве альтернативы можно рассматривать дугу, радиус которой равен нулю так, чтобы профиль шнека в месте расположения этой дуги имел перегиб, причем величина перегиба задавалась бы угловым размером этой дуги окружности. В настоящем примере из описанных правил размещения вытекают следующие положения центров еще 2 дуг окружностей: Мх_2=0,2859, Му_2=0,0864 и Мх_3=0,0000, Му_3=0,0000. Третья дуга окружности создаваемого профиля шнека располагается на безразмерном наружном радиусе RA, и правило размещения, требующее, чтобы по меньшей мере одна дуга окружности соприкасалась с безразмерным наружным радиусом шнека RA оказывается выполнено.
Угол α_4 последней дуги окружности первой части отдела профиля шнека получают согласно изобретению, исходя из требования, чтобы сумма углов 4 дуг окружности первой части отдела профиля шнека в радианах равнялась π/(2*z), причем угол α_4 в радианах должен быть больше или равен 0 и меньше или равен π/(2*z). В настоящем примере угол этой последней дуги окружности получается равным α_4=0,4459. Безразмерный радиус R_4 последней дуги окружности первой части отдела шнекового профиля получают согласно изобретению, исходя из требования, чтобы конечная точка, относящаяся к этой последней дуге окружности, касалась в одной точке прямой FP, причем прямая FP проходит перпендикулярно к биссектрисе угла, образованного обеими границами данного отдела, и находится в направлении этого отдела на таком расстоянии от центра вращения профиля шнека, которое равно половине межосевого расстояния, причем как биссектриса, так и границы отдела проходят через центр профиля шнека. Прямая FP представлена на фигуре 5d в виде пунктирной линии. 4-ю дугу окружности первой части отдела шнекового профиля конструируют, прокладывая в конечной точке третьей дуги окружности касательную к третьей дуге окружности, причем точка пересечения касательной с прямой FP представляет собой центр круга, радиус которого равен длине отрезка между конечной точкой третьей дуги окружности и точкой пересечения касательной с прямой FP, и при этом точка пересечения круга с прямой FP, лежащая в выбранном относительно часовой стрелки направлении, представляет собой искомую точку соприкосновения четвертой дуги окружности в своей конечной точке с прямой FP. Через конечную точку 4-й дуги окружности проводят перпендикуляр к прямой FP. Точка пересечения этого перпендикуляра с прямой, заданной конечной точкой и центром 3-й дуги окружности, - это центр 4-й дуги. В настоящем примере рассчитанные координаты центра 4-й дуги окружности получаются Мх_4=0,3858, Му_4=0,1362, а безразмерный радиус 4-й дуги окружности получается равным R 4=0,1309.
Углы α_р', …, а_1' второй части отдела шнекового профиля определяются тем условием, что угол α_j' j'-той дуги окружности второй части отдела должен быть равен углу α_j j-той дуги окружности первой части отдела, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности р либо же р' (α_1'=α_1,…,α_p'=α_p), В настоящем примере углы второй части отдела по результатам расчета равны α_1'=α_1=0,1222, α_2'=α_2=0,1712, α_3'=α_3=0,0461 и α_4'=α_4=0,4459.
Безразмерные радиусы R_p', …, R_1' второй части отддела шнекового профиля определяются тем условием, что безразмерный радиус R_j' j'-той дуги окружности второй части отдела должен быть равен безразмерному радиусу R_j j-той дуги окружности первой части отдела, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности р либо же р' (R_r+R_1=A=1,…,R_p'+R_p=A=l). В настоящем примере расчет дает для второй части отдела следующие значения безразмерных радиусов: R_1'=A-R_1=0,0500, R_2'=A-R_2=0,7586, R_3'=A-R_3=0,4600 и R_4'=A-R_4=0,869L
Положение дуги окружности второй части отдела шнекового профиля согласно изобретению определяется тем условием, что дуги окружности переходят друг в друга по касательной, и что профиль шнека выпуклый. В настоящем примере для центров 4 дуг окружностей второй части отдела шнекового профиля получаются следующие координаты: Мх_1'=0,0000, Му_1'=0,4175, Мх_2'=-0,0864, Му_2'=-0,2859, Мх_3'=0,0000, Му_3'=0,0000 и Мх_4'=-0,1362, Му_4'=-0,3858. Третья дуга окружности второй части отдела профиля шнека располагается на безразмерном внутреннем радиусе RI, и правило размещения, требующее, чтобы по меньшей мере одна дуга окружности соприкасалась с безразмерным внутренним радиусом RI, оказывается выполнено.
Фигура 6: На фигурах 6а-6с в каждом случае показана четверть еще одного предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. На фигуре 6а наружный радиус шнека составляет RA=0,58, на фигуре 6b справедливо равенство RA=0,56, а на фигуре 6 с RA=0,52. Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека варьируется на фигурах 6а-6с от 0,006 до 0,02. Область гребня на трех фигурах задана дугой окружности 3, которая в каждом случае располагается на наружном радиусе шнека. Угол гребня α_3 варьируется от 0,0270 до 0,0698. Область паза на четырех фигурах задана дугой окружности 3', которая в каждом случае располагается на внутреннем радиусе. Угол паза α_3' варьируется от 0,0270 до 0,0698. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению для фигур 5а-5d варьирует от 8*0,0270=0,2160 (RA=0,58) до 8*0,0698=0,5584 (RA=0,56) и соответственно составляет всего лишь от 0,106 (RA=0,58) до 0,219 (RA=0,56) от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру. Половина участка, состоящего из боковых областей и областей паза, в каждом случае задана дугами окружности 4, 4', 3', 2' и 1'. Удвоенная сумма соответствующих боковых углов и углов паза составляет от 2,1272 (RA=0,58) до 2,6338 (RA=0,56), и она в каждом случае больше, чем 2*π/3.
Фигура 7: На фигуре 7 показано сечение перпендикулярно осям вращения предпочтительной пары шнековых элементов согласно изобретению с асимметричными профилями шнека. Корпус шнека, определяемый двумя взаимно проникающими сверлеными отверстиями радиусом no RA=0,54 и с межосевым расстоянием А=1, представлен тонкой штриховой линией. В области взаимопроникновения двух отверстий они представлены тонкой пунктирной линией. Центры обоих отверстий в корпусе идентичны двум центрам вращения шнековых профилей и в каждом случае обозначены маленьким кружком. Дуги окружности (в каждом случае 32) обоих шнековых профилей обозначены толстой сплошной линией. Дуги окружности левого профиля шнека - создающего профиля шнека - пронумерованы последовательно (1-16), причем из соображений обзорности номера дуг окружности 17-32 опущены. Дуги окружности правого профиля шнека - создаваемого профиля шнека - пронумерованы последовательно (1'-16'), причем из соображений обзорности номера дуг окружности 17'-32' опущены. Центры первых 16 дуг окружности изображены маленькими кружками. Центры каждой из этих первых 16 дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Под фигурой для каждой дуги окружности приводят радиус R, угол α и координаты х и у центра дуги окружности Мх и My - в каждом случае с точностью до четырех значащих цифр. Эти данные позволяют однозначно определить профиль шнека.
Несмотря на уменьшение количества подробно представленных дуг окружности до 16 на профиль шнека, ввиду создания фигур с помощью компьютерной программы возможно частичное перекрытие номеров дуг окружностей, см., например, дуги окружности 6 и 7 и дуги окружности 14' и 15'. Несмотря на то, что отдельные номера отчасти плохо видны, конструкция профилей все же ясна в контексте настоящего описания.
Создающий профиль шнека состоит из 4 областей гребня. Области гребня создающего профиля шнека состоят из дуг окружности 1, 12, 17 и 28. Боковая область между двумя областями гребня, принадлежащим к дугам окружности 1 и 28, больше, чем боковая область между двумя областями гребня, принадлежащим к дугам окружности 12 и 17. Создаваемый профиль шнека состоит из 4 областей паза, которые соответствуют 4 областям гребня создающего профиля шнека. Области паза создаваемого профиля шнека состоят из дуг окружности 1', 12', 17' и 28'.
Создающий профиль шнека состоит из 4 областей паза. Создаваемый профиль шнека состоит из 4 областей гребня, которые соответствуют 4 областям паза создающего профиля шнека. Области паза создающего профиля шнека состоят из дуг окружности 4, 9, 20 и 25. Области гребня создаваемого профиля шнека состоят из дуг окружности 4', 9', 20' и 25'.
Число областей гребня пары шнековых элементов согласно изобретению, показанных на фигуре 7, в сумме равно 8 и согласно изобретению превышает 4. Сумма углов гребня всех областей гребня составляет 4*0,0419+4*0,1450=0,7476 и таким образом всего около 0,235 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру с соответствующим наружным радиусом шнека.
Первый участок создающего профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает 7π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 2-11. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3. Второй участок создающего профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 18-27. Сумма соответствующих боковых углов и углов паза составляет 2,3456, и она больше, чем 2*π/3.
Первый участок создаваемого профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 10'-19'. Сумма соответствующих боковых углов и углов паза составляет 2,1709, и она больше, чем 2*π/3. Второй участок создаваемого профиля шнека, который состоит из боковых областей и областей паза, и у которого сумма углов гребня и углов паза превышает π/2, предпочтительно превышает 2*π/3, состоит из дуг окружности 26'-32' и 1'-3'. Сумма соответствующих боковых углов и углов паза составляет 2,5199, и она больше, чем 2*π/3.
В наглядном представлении профиль шнекового элемента согласно изобретению с фигуры 7 можно в числе прочего получить следующим образом: Боковую область и область паза первой четверти шнекового профиля (симметричного) отражают относительно оси у. Боковую область и область паза второй четверти шнекового профиля (симметричного) отражают относительно оси у и поворачивают на угол в пределах от π до π-[π/2-2*arccos(0,5*a/ra)] по часовой стрелке или против часовой стрелки вокруг центра вращения шнекового профиля. Выражение в квадратных скобках равно углу гребня шнекового элемента с двухходовым профилем шнека по Эрдменгеру. На фигуре 7 боковую область и область гребня первой четверти выбирают по фигуре 4b. Дуги окружности 2, 3, 4, 5 и 6 на фигуре 7 соответствуют дугам окружности 4, 4', 3', 2' и 1' с фигуры 4b. Боковая область и область паза второй четверти основана на фигуре 2а. Дуги окружности 18, 19, 4, 20, 21 и 22 соответствуют дугам окружности 4, 4', 3', 2' и 1' с фигуры 2а. Участки между двумя боковыми областями и областями паза дополняют областью гребня или последовательностью областей гребня и боковых областей, предпочтительно последовательностью "область гребня - боковая область - область гребня" таким образом, чтобы получить замкнутый профиль шнека. Такие участки ниже называют замыкающими участками. Угол [образуемый прямой] между начальной и конечной точкой замыкающего участка относительно центра вращения шнекового профиля, называют углом замыкания.
На фигуре 7 первый замыкающий участок, включающий в себя области гребня и боковые области, состоит из дуг окружности 12, 13, 14, 15, 16 и 17. Второй замыкающий участок состоит из дуг окружности 28, 29, 30, 31, 32 и 1. Из-за поворота второй четверти профиля шнека на угол, меньший или больший те, получается, что два замыкающих участка между участками, состоящими из боковых областей и областей паза, различаются по величине. Поворот на некоторый угол осуществляют так, чтобы угол замыкания одного из двух замыкающих участков предпочтительно превышал угол гребня двухходового профиля шнека по Эрдменгеру с соответствующим наружным радиусом не менее, чем в 1,2 раза, особо предпочтительно - не менее, чем в 1,6 раза, а наиболее предпочтительно - чтобы он был больше угла раскрытия корпуса, который рассчитывают как 2*arccos(0,5*A/RA). В этих случаях особо предпочтительно, чтобы второй из двух участков замыкания состоял из области гребня, в результате чего этот профиль шнека будет состоять в общей сложности из 3 областей гребня.
Фигура 8: На фигурах 8а и 8b в каждом случае показана четверть предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 4 дуг окружностей. Наружный радиус шнека на обеих фигурах составляет RA=0,54.
Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека рассчитано на фигуре 8а как 0,02, а на фигуре 8b как 0,016. Область гребня на обеих фигурах задана дугой окружности 2, которая в каждом случае располагается на наружном радиусе шнека. Угол гребня α_2 равен в каждом случае 0. Область паза в каждом случае задана точкой соприкосновения дуги окружности 2' и внутреннего радиуса шнека. Точка соприкосновения - это точка пересечения дуги окружности 2' с прямой, заданной центром дуги окружности 2' и центром вращения шнекового профиля (началом координат). Угол паза равен в каждом случае 0. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет для фигур 8а и 8b в каждом случае 0.
Половина участка, состоящего из боковых областей и областей паза, в каждом случае задана дугами окружности 2, 2' и 1'. Такие участки ниже называют участками канала. Угол [образуемый прямой] между начальной и конечной точкой участка канала относительно центра вращения шнекового профиля, называют углом канала. Половина замыкающего участка задана дугами окружности 1 и 2.
Дуга окружности 2 принадлежит как к замыкающему участку, так и к участку канала. Разделение угла дуги окружности 2 на замыкающий участок и участок канала осуществляют, представляя себе дугу окружности 2 как дугу с радиусом EPS (EPS<<1, EPS→0) и пересекая эту дугу окружности прямой, которая задана центром дуги окружности 2 и центром вращения шнекового профиля. Часть дуги окружности 2 и, таким образом, часть угла дуги окружности 2, которая располагается ниже точки пересечения, принадлежит к замыкающему участку, а другая часть - к участку канала. У прямой, которая проходит через центр дуги окружности 2 и через центр вращения шнекового профиля, угол наклона на обеих фигурах составляет в каждом случае arctan(My_2/Mx_2)=0,3980. Суммарный угол всего участка канала в каждом случае составляет n-2*угол наклона =2,3456, и в каждом случае он больше, чем 2*n/3.
Для фигур 8а и 8b характерно, что область гребня и область паза в каждом случае заданы точкой на наружном радиусе шнека или внутреннем радиусе, соответственно. В точке касания наружного радиуса шнека у профилей шнека в каждом случае имеется перегиб, т.е., радиус дуги окружности 2 в каждом случае равен 0.
Фигура 9: На фигурах 9а и 9b в каждом случае показана четверть еще одного предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 4 дуг окружностей. Наружный радиус шнека на обеих фигурах составляет RA=0,54. Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека рассчитано на фигуре 9а как 0,0148, а на фигуре 9b как 0,0122. Область гребня на обеих фигурах в каждом случае задана точкой соприкосновения дуги окружности 2 с наружным радиусом шнека. Точка соприкосновения - это точка пересечения дуги окружности 2 с прямой, заданной центром дуги окружности 2 и центром вращения шнекового профиля (началом координат). Угол гребня равен в каждом случае 0. Область паза в каждом случае задана точкой соприкосновения дуги окружности 2' и внутреннего радиуса шнека. Точка соприкосновения - это точка пересечения дуги окружности 2' с прямой, заданной центром дуги окружности 2' и центром вращения шнекового профиля (началом координат). Угол паза равен в каждом случае 0. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет для фигур 9а и 9b в каждом случае 0.
Половина участка канала задана в каждом случае частью дуги окружности 2 и дугами окружности 2' и 1'. У прямой, которая проходит через центр дуги окружности 2 и через центр вращения шнекового профиля, угол наклона на фигуре 9а составляет arctan(My_2 /Mx_2)=0,3597, а на фигуре 9b 0,3610. Суммарный угол всего участка канала на фигуре 9а составляет π-2* угол наклона =2,3456, а на фигуре 9b 2,4195, и в каждом случае он больше, чем 2*π/3.
Для фигур 9а и 9b характерно, что область гребня и область паза в каждом случае заданы точкой на наружном радиусе шнека или внутреннем радиусе, соответственно. В точке касания наружного радиуса шнека у профилей шнека в каждом случае перегиб отсутствует, т.е., радиус дуги окружности 2 в каждом случае больше 0. Таким образом, дуга окружности 2 касается прямой FP.
Фигура 10: На фигурах 10а и 10b показаны другие предпочтительные профили шнековых элементов согласно изобретению, у которых суммы углов гребня всех областей гребня равны 0. Построение фигур аналогично фигуре 7 и уже подробно описано в соответствующем разделе. Наружный радиус шнека на фигуре 10а составляет RA=0,54, а на фигуре 10b RA=0,63.
Области гребня левого шнекового профиля, создающего профиля шнека, в каждом случае состоят из дуг окружности 2, 7, 10 и 15. Области гребня правого шнекового профиля, создаваемого профиля шнека, в каждом случае состоят из дуг окружности 3', 6', 11' и 14'. На фигуре 10b показана та особенность, что дуги окружности 3'-6', а также 11'-14' совпадают друг с другом, и что создаваемый профиль шнека имеет только две области гребня, а пара шнековых элементов - всего в общей сложности шесть областей гребня.
Первый участок канала создающего профиля шнека в каждом случае задан дугами окружности 2, 3, 4, 5, 6 и 7. Второй участок канала создающего профиля шнека в каждом случае задан дугами окружности 10, 11, 12, 13, 14 и 15. Первый замыкающий участок между двумя участками каналов создающего профиля шнека задан дугами окружности 7, 8, 9 и 10. Второй замыкающий участок между двумя участками каналов создающего профиля шнека задан дугами окружности 15, 16, 1 и 2.
Дуги окружности 2, 7, 10 и 15 в каждом случае принадлежат как к участку канала, так и к замыкающему участку. Разделение углов этих дуг окружности на участки канала и замыкающие участки уже изложено в описании фигуры 8. На фигуре 10а угол замыкания обоих замыкающих участков создающего профиля шнека составляет в каждом случае 0,9600. Таким образом, угол замыкания обоих замыкающих участков равен около 1,206 от угла гребня двухходового шнекового профиля по Эрдменгеру с соответствующим наружным радиусом шнека. На фигуре 10b угол замыкания обоих замыкающих участков создающего профиля шнека составляет в каждом случае 0,5257. Таким образом, угол замыкания обоих замыкающих участков равен 2,000 от угла гребня двухходового шнекового профиля по Эрдменгеру с соответствующим наружным радиусом шнека.
Оба угла замыкания замыкающих участков профиля пары шнековых элементов согласно изобретению предпочтительно в каждом случае превышают угол гребня двухходового профиля шнека по Эрдменгеру с соответствующим наружным радиусом не менее, чем в 1,2 раза, особо предпочтительно - не менее, чем в 1,6 раза,. В этих случаях участки замыкания соответствующих профилей шнека предпочтительно состоят из области гребня.
На фигурах показаны шнековые профили с радиусом шнека 0,52, 0,54, 0,56, 0,58 и 0,63. Наружный радиус шнека ни в коем случае не ограничен приведенными значениями. Напротив, предпочтительно, чтобы радиус шнека находился в пределах 0,51-0,66, а особо предпочтительно - в пределах от 0,52 до 0,575.
На фигурах изображены шнековые профили, у которых четверть шнекового профиля состоит из 4 или 8 дуг окружности, либо же весь шнековый профиль состоит из 16 или 32 дуг окружности. Число дуг окружности ни в коем случае не ограничено приведенными значениями. Напротив, четверть шнекового профиля состоит по меньшей мере из 2 дуг окружности, а полный шнековый профиль - по меньшей мере из 6 дуг окружности. Верхний предел числа дуг окружности, из которых состоит шнековый профиль или часть шнекового профиля, не задан.
Неожиданно было обнаружено, что шнековые профили пары шнековых элементов согласно изобретению можно создавать с помощью заданной последовательности областей гребня, боковых областей и областей паза. Поэтому предметом изобретения являются новые шнековые элементы для многовальных шнековых машин, отличающиеся тем, что создающий и создаваемый шнековый профили характеризуются последовательностью «участок канала - участок замыкания - участок канала - участок замыкания». Под участком канала подразумевают последовательность боковых областей и областей паза, предпочтительно последовательность «боковая область - область паза - боковая область - область паза - боковая область», а особо предпочтительно последовательность «боковая область - область паза - боковая область». Под участком замыкания (замыкающим участком) подразумевают область гребня либо предпочтительно последовательность областей гребня и боковых областей, особо предпочтительно - последовательность «область гребня - боковая область - область гребня».
Все шнековые профили, показанные на иллюстрациях, можно подразделить на последовательность «замыкающий участок - участок канала - замыкающий участок».
На фигурах 11-13 представлены создающий и создаваемый профили шнека в корпусе шнека, имеющем форму восьмерки. В пределах обоих профилей шнека приведены численные значения следующих величин:
- RG: радиус обоих сверленых отверстий корпуса;
- RV: виртуальный радиус корпуса, меньший, чем радиус корпуса RG, или равный ему;
- RA: наружный радиус самоочищающихся шнековых профилей с плотным зацеплением;
- RF: наружный радиус шнековых профилей, подлежащих изготовлению;
- S: зазор между двумя подлежащими изготовлению профилями шнеков;
- D: зазор между подлежащими изготовлению профилями шнеков и корпусом
- Т: шаг транспортировочного, смесительного или переходного элемента;
- VPR: величина сдвига плоских самоочищающихся профилей шнеков с плотным зацеплением, если последние располагаются эксцентрически;
- VPW: угол (указание направления) сдвига плоских самоочищающихся профилей шнеков с плотным зацеплением, если последние располагаются эксцентрически;
- VLR: величина сдвига подлежащего изготовлению шнекового профиля левого вала в пределах зазоров;
- VLW: угол сдвига подлежащего изготовлению шнекового профиля левого вала в пределах зазоров;
- VRR: величина сдвига подлежащего изготовлению шнекового профиля правого вала в пределах зазоров;
- VRW: угол сдвига подлежащего изготовлению шнекового профиля правого вала в пределах зазоров;
Корпус шнека, определяемый двумя взаимно проникающими сверлеными отверстиями радиусом по RG и с межосевым расстоянием А=1, представлен тонкой штриховой линией. В области взаимопроникновения двух отверстий они представлены тонкой пунктирной линией. Центры обоих отверстий в корпусе идентичны двум центрам вращения шнековых профилей и в каждом случае обозначены маленьким кружком. Самоочищающиеся профили шнеков с тесным зацеплением обозначены толстой сплошной линией. Шнековые профили в изготовлении представлены тонкой сплошной линией.
Специалисту известно, что между наружным радиусом шнека RA самоочищающихся шнековых профилей с плотным зацеплением, виртуальным радиусом корпуса RV, зазором S между двумя подлежащими изготовлению профилями шнека и зазором D между подлежащими изготовлению профилями шнека и корпусом шнека справедливо следующее соотношение: RA=RV-D+S/2.
Специалисту также известно, что между наружным радиусом шнека RF подлежащих изготовлению профилей шнека, виртуальным радиусом корпуса RV и зазором D между подлежащими изготовлению профилями шнека и корпусом шнека справедливо следующее соотношение: RF=RV-D.
Обычно виртуальный радиус корпуса RV равен выполненному радиусу корпуса RG. Если виртуальный радиус корпуса RV выбран меньше, чем радиус корпуса RG, то между профилями шнека и корпусом получается дополнительный зазор. Этот зазор можно использовать для того, чтобы сдвигать создающий и создаваемый профили шнека относительно центра (эксцентрическое расположение) с сохранением самоочистки. Эксцентриковое расположение однозначно задают, указывая величину сдвига VPR и направление сдвига в форме угла VPW.
Фигура 11: На фигурах 11а-11d представлены предпочтительные формы исполнения эксцентрикового расположения профилей шнековых элементов согласно изобретению. Шнековый профиль на фигурах 11а-11с основан на фигуре 2а. Виртуальный радиус корпуса составляет RV=0,54, и он меньше, чем радиус корпуса RG (RG=0,55). Остальные геометрические показатели приведены на отдельных фигурах. Шнековые профили на фигурах 11а-11b в каждом случае смещены настолько, чтобы с корпусом соприкасалась ровно одна точка правого шнекового профиля и ни одна точка левого шнекового профиля. Величина необходимого для этого сдвига зависит от направления сдвига. Особый случай показан на фигуре 11с, где величина и направление сдвига шнековых профилей таковы, что оба шнековых профиля касаются корпуса строго в одной точке. Здесь сдвиг осуществляют под углом π/4. Кроме того, можно выбрать эксцентриковое расположение шнековых профилей, при котором ни одна точка шнекового профиля не касается корпуса.
Фигура 12: Как известно специалисту, на практике для всех шнековых элементов необходим определенный зазор (люфт) - как между ними самими, так и между элементами и корпусом. На фигурах 12а-152d показаны различные варианты зазоров. Геометрические показатели приведены на отдельных фигурах. На фигуре 12а представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями и зазоры между корпусом и подлежащими изготовлению шнековыми профилями имеют одинаковый размер. На фигуре 12b представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями меньше, чем зазоры между корпусом и подлежащими изготовлению шнековыми профилями. На фигуре 12с представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями больше, чем зазоры между корпусом и подлежащими изготовлению шнековыми профилями. На фигуре 12а показана еще одна форма исполнения в соответствии с фигурой 12с с особо большими зазорами. Величина типичных встречающихся на практике зазоров между подлежащими изготовлению шнековыми профилями находится в пределах 0,002-0,1. Величина типичных встречающихся на практике зазоров между подлежащими изготовлению шнековыми профилями и корпусом находится в пределах 0,002-0,1. Обычные зазоры, встречающиеся на практике, одинаковы по всей образующей шнекового профиля. Допускается, однако, изменять как зазор между подлежащими изготовлению шнековыми профилями, так и зазоры между корпусом и подлежащими изготовлению шнековыми профилями.
Фигура 13: Кроме того, можно сдвигать подлежащие изготовлению шнековые профили в пределах зазоров. На фигурах 13а-13d показаны возможные варианты сдвигов. Геометрические показатели приведены на отдельных фигурах. На фигурах 13а-13d величина сдвига обоих подлежащих изготовлению шнековых профилей составляет в каждом случае VLR=VRR=0,02. На фигурах 13а-13d направление сдвига обоих подлежащих изготовлению шнековых профилей в каждом случае поэтапно изменяют от VLW=VRW=0 до VLW=VRW=7t/2. Допускается сдвигать оба подлежащих изготовлению шнековых профиля независимо друг от друга в различных направлениях на разную величину.
На фигуре 14а в качестве примера показана пара шнековых элементов согласно изобретению, выполненных как транспортировочные элементы, профиль которых основан на фигуре 2а. Радиус корпуса составляет RG=0,54. Зазор между двумя транспортировочными элементами составляет 8=0,02. Зазор между обоими транспортировочными элементами и корпусом D=0,01. Шаг транспортировочных элементов составляет Т=1,2. Длина транспортировочных элементов составляет 1,2, что соответствует повороту шнековых профилей на угол 2π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
На фигуре 14b в качестве примера показана пара шнековых элементов согласно изобретению, выполненных как месильные элементы, профиль которых основан на фигуре 2а. Радиус корпуса составляет RG=0,54. Зазор между двумя месильными дисками обоих месильных элементов составляет S=0,02. Зазор между обоими месильными дисками обоих месильных элементов и корпусом D=0,01. Месильный элемент состоит из 7 месильных дисков, которые в каждом случае сдвинуты друг относительно друга поворотом вправо на π/6. Длина первого и последнего месильных дисков равна 0,09. Средние месильные диски длиной по 0,18. Длина паза между месильными дисками составляет 0,02. Корпус изображен тонкими сплошными линиями слева и справа от обоих месильных элементов. На поверхностях обоих месильных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
Примеры
Способность к повышению давления и потребляемую мощность шнековых элементов с двухходовым шнековым профилем по Эрдменгеру, соответствующих нынешнему техническому уровню, и шнековых элементов с новыми шнековыми профилями согласно изобретению рассчитали с помощью симуляции потока.
Как известно специалисту, и как написано в [1] на стр.129-146, поведение шнековых элементов, например, транспортировочных, месильных и смесительных элементов, во время эксплуатации можно описать с помощью характеристики зависимости производительности от разности давлений или от мощности. Чтобы облегчить применимость расчетов для экструдеров разных размеров, такие величины как перепад давления, мощность и производительность (объем прохождения) применяют в безразмерной форме. В случае пластической массы с ньютоновской текучестью зависимость производительности как от перепада давления, так и от мощности получается линейной. На характеристике зависимости производительности от перепада давления точки пересечения с осями обозначены как А1 и А2 ([1], стр.133). Рабочая точка А1 означает собственную производительность шнекового элемента. Рабочая точка А2 означает способность к повышению давления без расхода (прохождения). На характеристике зависимости производительности от мощности точки пересечения с осями обозначены как В1 и В2 ([1], стр.136). Точка B1 - это так называемая «турбинная точка». Если объем прохождения больше, чем B1, то происходит отдача мощности на шнековый вал. Рабочая точка В2 означает потребляемую мощность без расхода (прохождения).
В зоне повышения давления в мощность перемещения потока можно превратить только часть потребляемой мощности. Остальная подаваемая мощность (энергия) подвергается диссипации. Мощность потока рассчитывают как произведение производительности (прохождения) на перепад давления. Как очевидно специалисту, мощность перемещения потока в точках пересечения с осями А1 и А2 равняется 0 в каждом случае, поскольку нулю равна либо разность давлений (А1), либо производительность (А2). В области между А1 и А2 как разность давлений, так и объем прохождения больше 0, что дает положительную мощность перемещения потока. Если мощность прохождения потока в некоторой рабочей точке, заданной объемом прохождения, разделить на соответствующую этой рабочей точке мощность, отбираемую со шнековых валов, то получают коэффициент полезного действия при повышении давления в этой рабочей точке. Взяв производную коэффициента полезного действия по объему прохождения, а затем определив нулевую точку, можно найти максимальный КПД шнекового элемента.
Потоки в пределах пары шнековых элементов рассчитывали с помощью представленного на рынке программного обеспечения Fluent в версии 6.3.26. Введение в симуляцию потоков двухвальных шнеков изложено, например, в [1], стр.147-168.
В каждом случае в симуляции течения рассматривали шнековые элементы, длина которых равна половине шага. В симуляции течения в начале и конце оси этих шнековых элементов задали периодические граничные условия, чтобы рассчитать состояние гидродинамически набегающего потока. В качестве пластической массы использовали ньютоновский текучий материал.
Пример 1: Транспортировочный элемент с двухходовым шнековым профилем по Эрдменгеру, соответствующий нынешнему техническому уровню.
Геометрические параметры транспортировочного элемента приведены на фигуре 1 и в описании к фигуре 1. В отличие от расчетных решеток, показанных на фигурах 1b и 1с, для симуляции потока использовали расчетную решетку, имеющую в каждом направлении удвоенное число ячеек, то есть 320 элементов в направлении образующей, 160 элементов по оси и 12 элементов в радиальном направлении.
Осевые участки рассчитали следующим образом: А1=0,13 65, А2=18917, В1=0,4273, В2=8084. Максимальный коэффициент полезного действия при повышении давления получается равным 9,59%.
Пример 2: транспортировочный элемент согласно изобретению с новым шнековым профилем
Геометрические параметры транспортировочного элемента согласно изобретению следуют из фигуры 15. На фигуре 15а показана четверть предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего из 8 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,54. Радиус R_1 равен 0,7647. Максимальное безразмерное расстояние между дугой окружности 1 и наружным радиусом шнека по расчетам составляет 0,008. Область гребня задана дугой окружности 3, которая располагается на наружном радиусе шнека. Угол гребня α_3 равен 0,0839. Область паза задана дугой окружности 3', которая располагается на внутреннем радиусе шнека. Угол паза α_3' равен 0,0839. Сумма углов гребня всех областей гребня пары шнековых элементов согласно изобретению составляет 8*0,0839=0,6712 и таким образом всего около 0,211 от суммы углов гребня всех областей гребня пары шнековых элементов с двухходовым профилем по Эрдменгеру.
На фигуре 15b показана пара шнековых элементов, выполненных как транспортировочные элементы, профиль которых основан на фигуре 15а. Зазор между двумя транспортировочными элементами составляет S=0,008. Зазор между обоими транспортировочными элементами и корпусом D=0,004. Длина транспортировочных элементов составляет Т=1,08. Длина транспортировочных элементов составляет 0,54, что соответствует повороту шнековых профилей на угол π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 160, а в осевом направлении 80.
На фигуре 15с показан вид сверху пары шнековых элементов, соответствующих фигуре 15b. В свободном объеме между транспортировочными элементами и корпусом имеется возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 160, а в радиальном направлении 6. Оси вращения обоих шнековых элементов обозначены маленькими кружками.
В отличие от расчетных решеток, показанных на фигурах 15b и 15 с, для симуляции потока использовали расчетную решетку, имеющую в каждом направлении удвоенное число ячеек, то есть 320 элементов в направлении образующей, 160 элементов по оси и 12 элементов в радиальном направлении.
Осевые участки рассчитали следующим образом: А1=0,1324, А2=18721, В1=0,3436, В2=6434. Максимальный коэффициент полезного действия при повышении давления получается равным 12,11%. Собственная производительность А1 и возможности повышения давления А2 соответствуют результатам из примера 1 с точностью 1 или 2%. Показатели турбинной точки В1 и потребляемой мощности В2 в сравнении с примером 1 меньше примерно на 20%. Это приводит к повышению коэффициента полезного действия при повышении давления у шнековых элементов согласно изобретению примерно на 26,2% в сравнении со шнековыми элементами нынешнего технического уровня.
Шнековые элементы согласно изобретению представляют собой таковые, обладающие более высоким коэффициентом полезного действия, чем шнековые элементы нынешнего технического уровня. В то же время благодаря уменьшенной области гребня шнековые элементы согласно изобретению характеризуются меньшей термической нагрузкой на продукт, чем таковая, имеющая место в случае шнековых элементов нынешнего технического уровня.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ СО СНИЖЕННОЙ ЭНЕРГОПОДАЧЕЙ ПРИ ПОВЫШЕНИИ ДАВЛЕНИЯ | 2009 |
|
RU2516552C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2516152C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2516399C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ВИСКОЭЛАСТИЧНЫХ МАСС, ПРИМЕНЕНИЕ И СПОСОБ | 2010 |
|
RU2550175C9 |
| ОДНОХОДОВЫЕ ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ЛИНИИ ГРЕБНЯ | 2009 |
|
RU2531279C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УЛУЧШЕННОЙ ЭФФЕКТИВНОСТЬЮ ДИСПЕРГИРОВАНИЯ И УМЕНЬШЕННЫМ ПОСТУПЛЕНИЕМ ЭНЕРГИИ | 2009 |
|
RU2516172C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ МНОГОВАЛЬНЫХ ШНЕКОВЫХ МАШИН | 2014 |
|
RU2673517C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ГРЕБНЯ | 2009 |
|
RU2522624C9 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
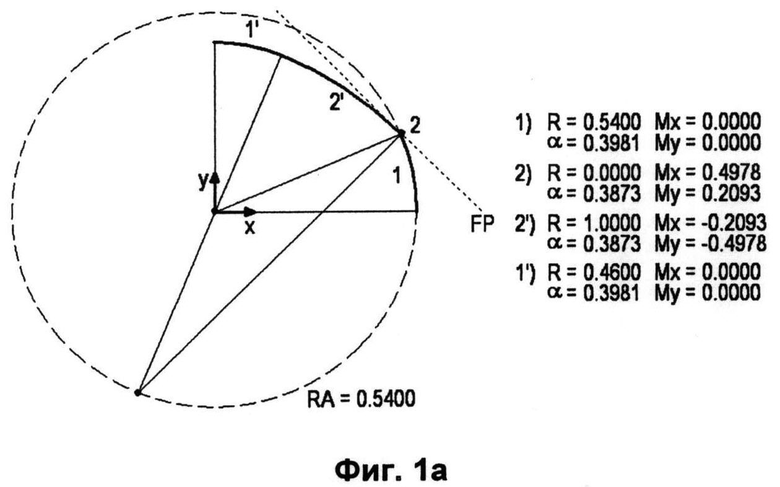
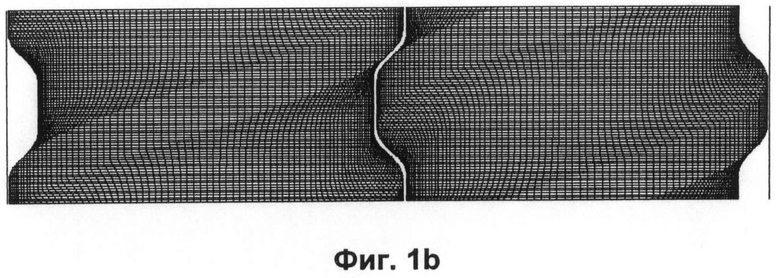
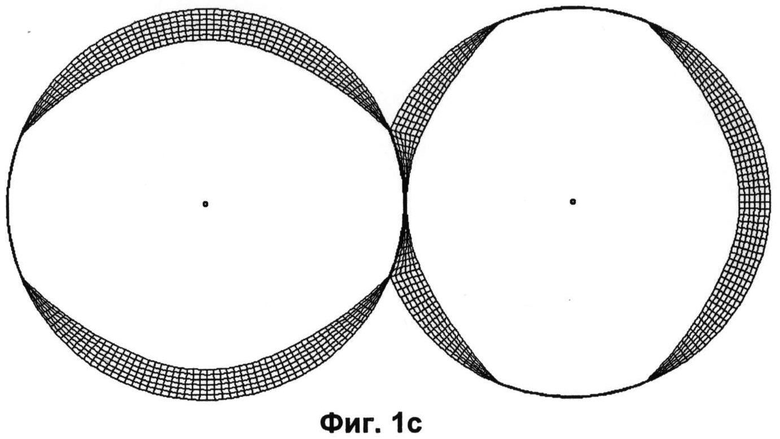
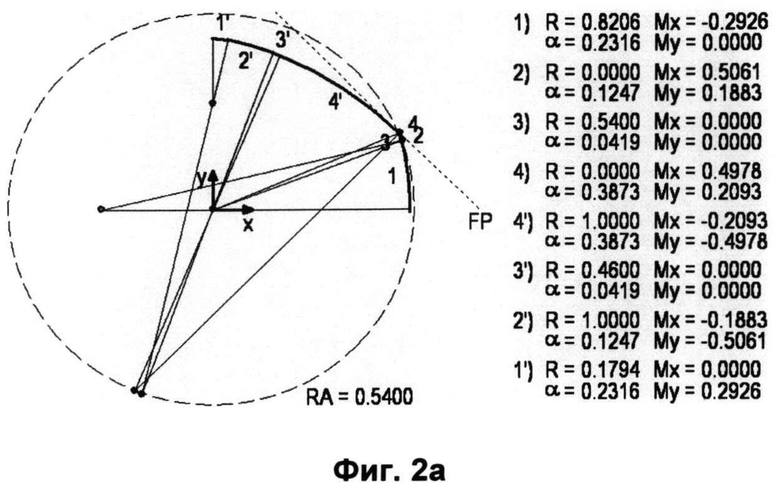
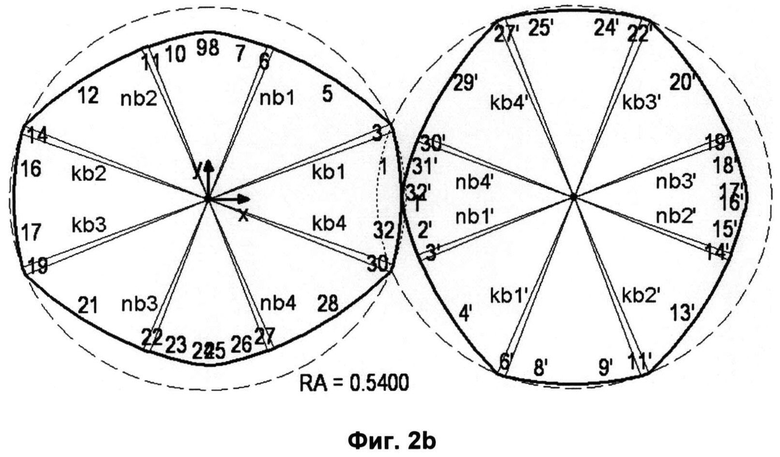
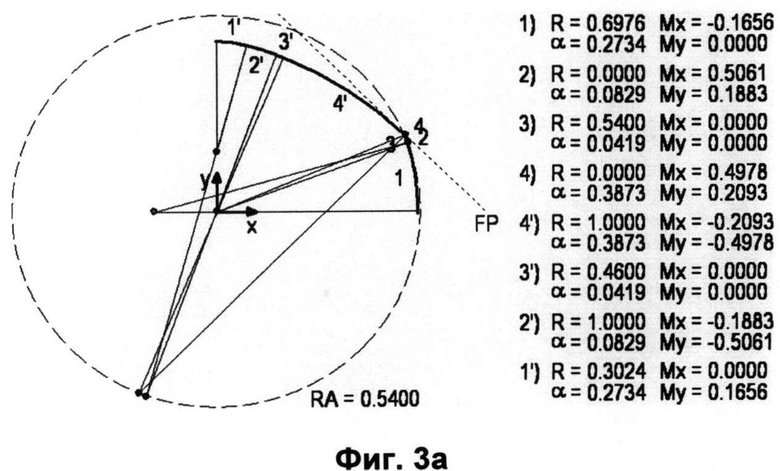
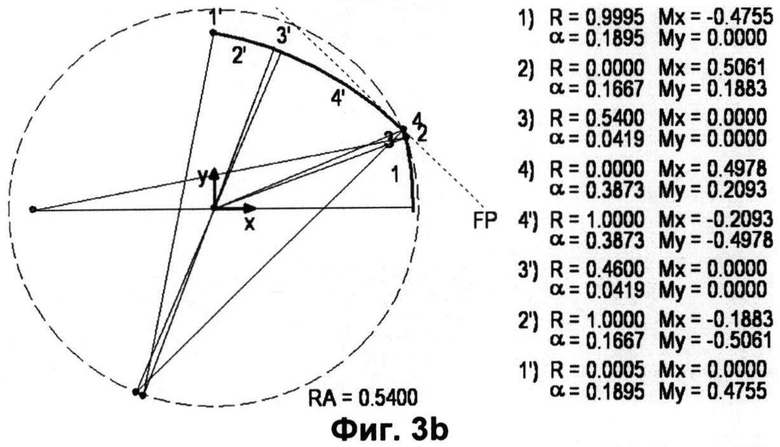
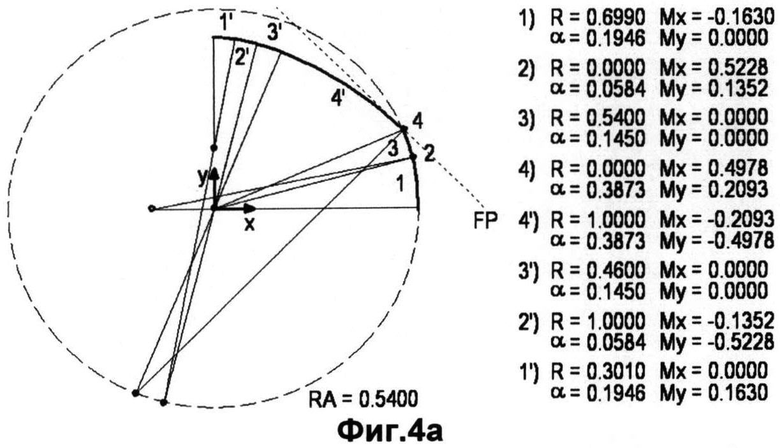
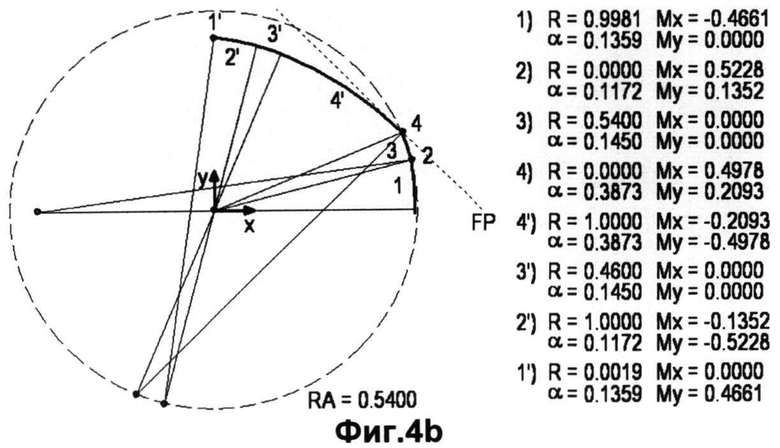
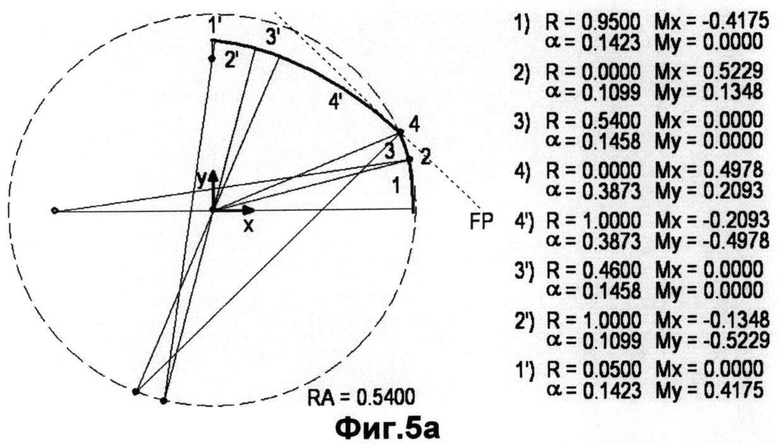
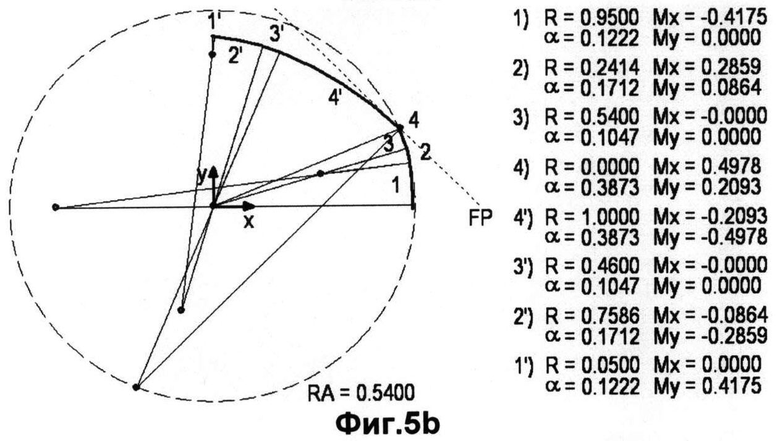
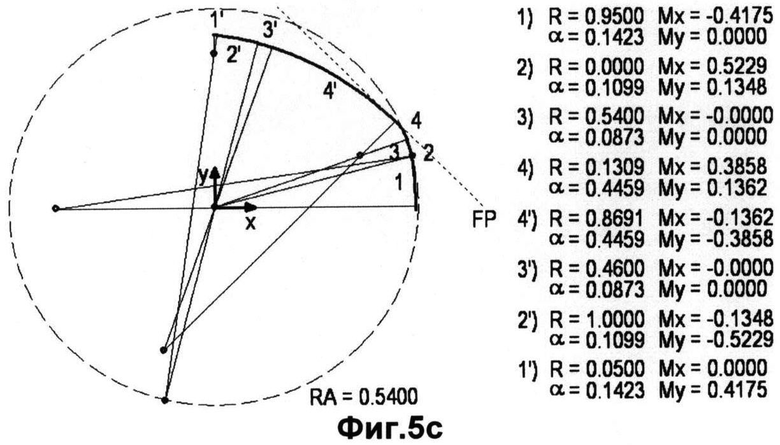
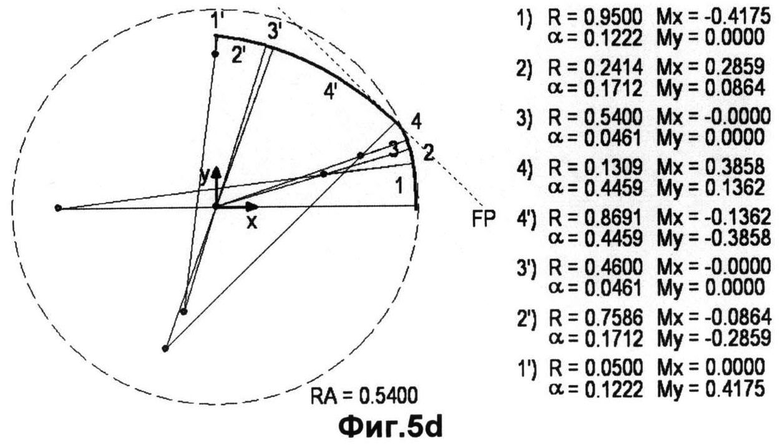
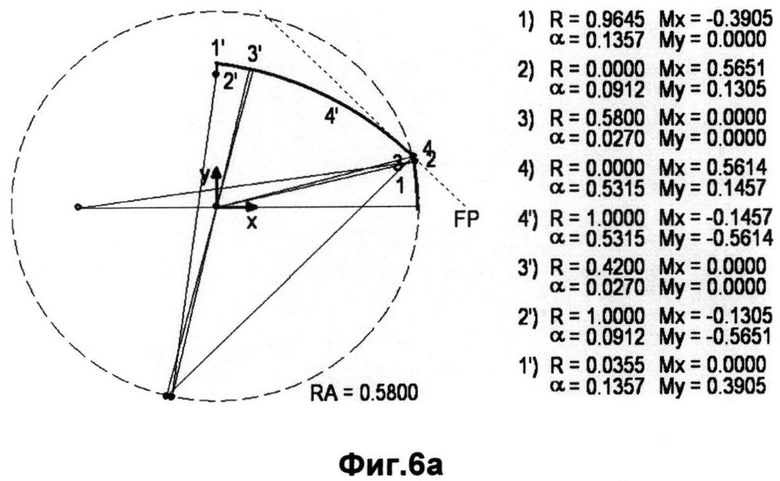
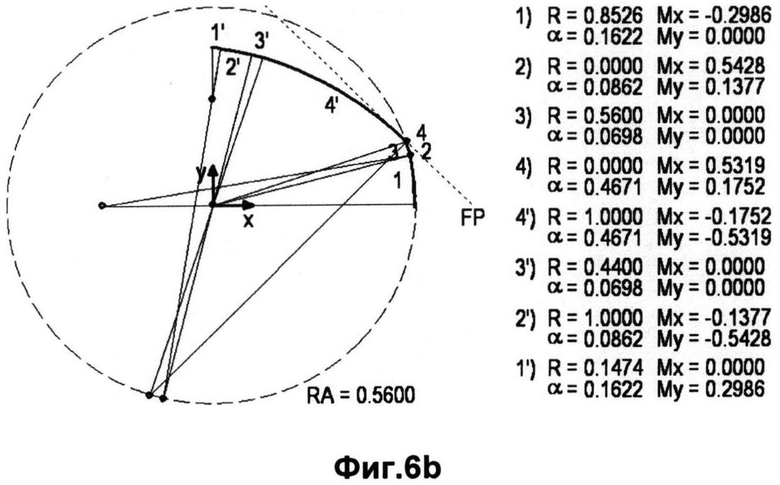
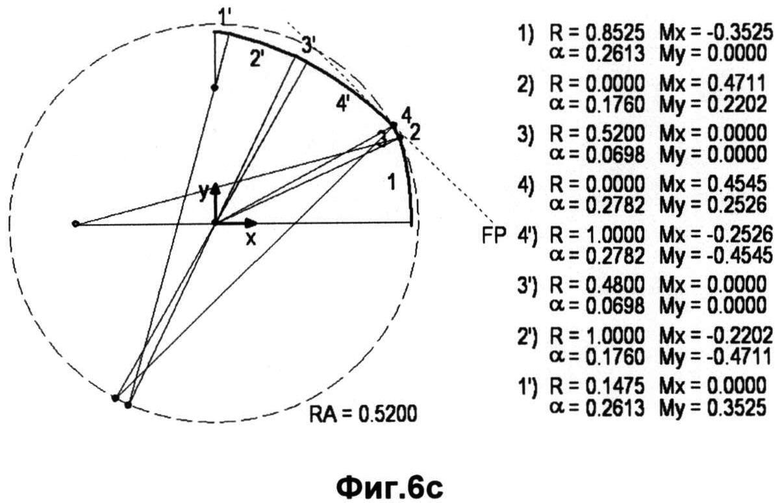
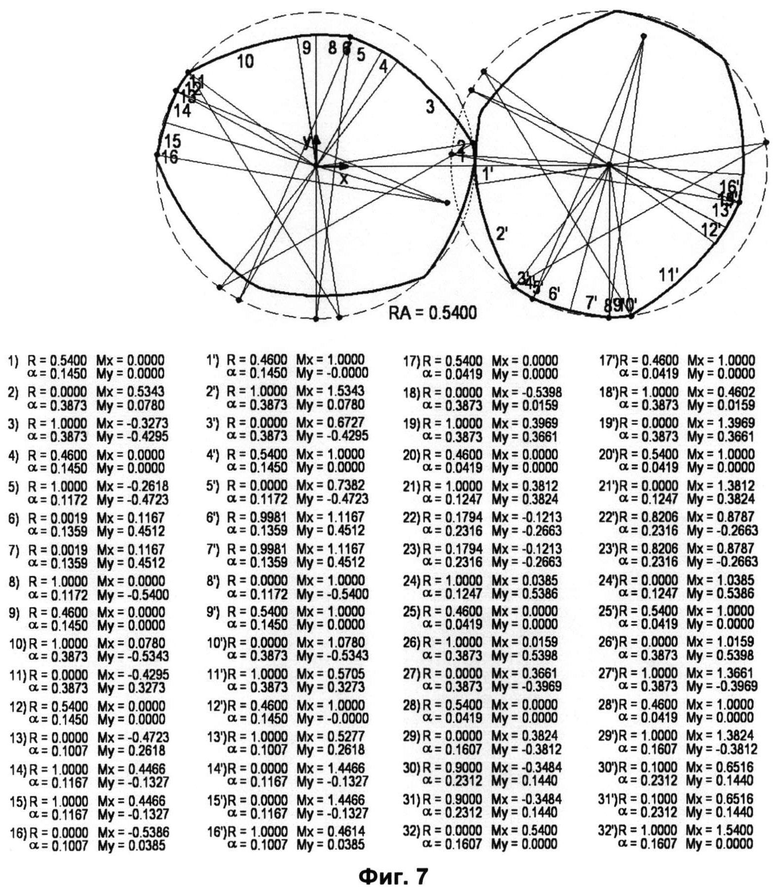
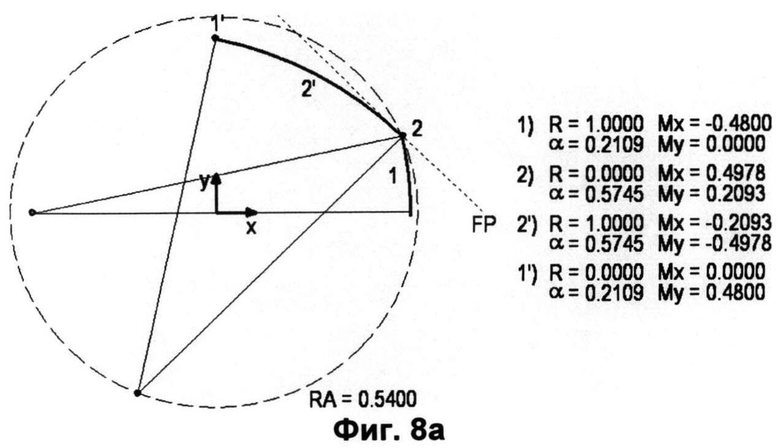
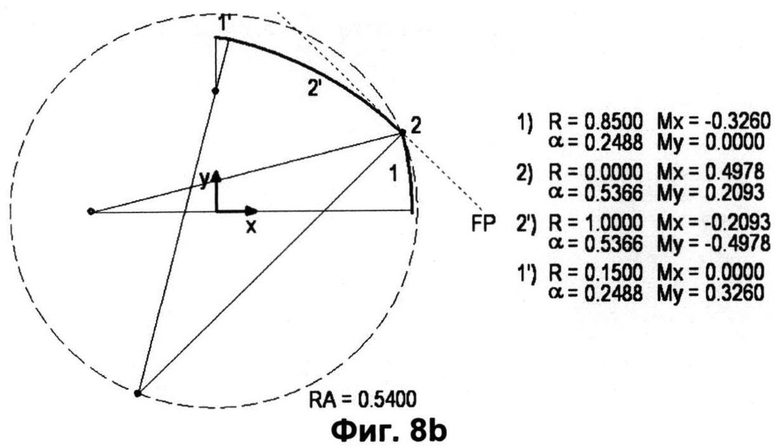
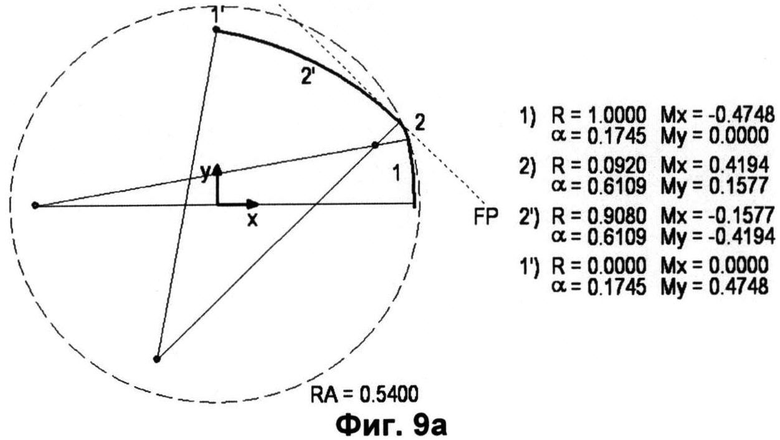
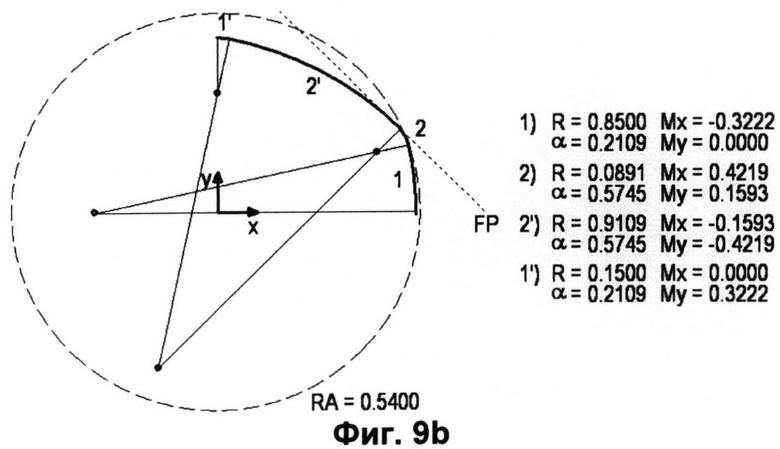
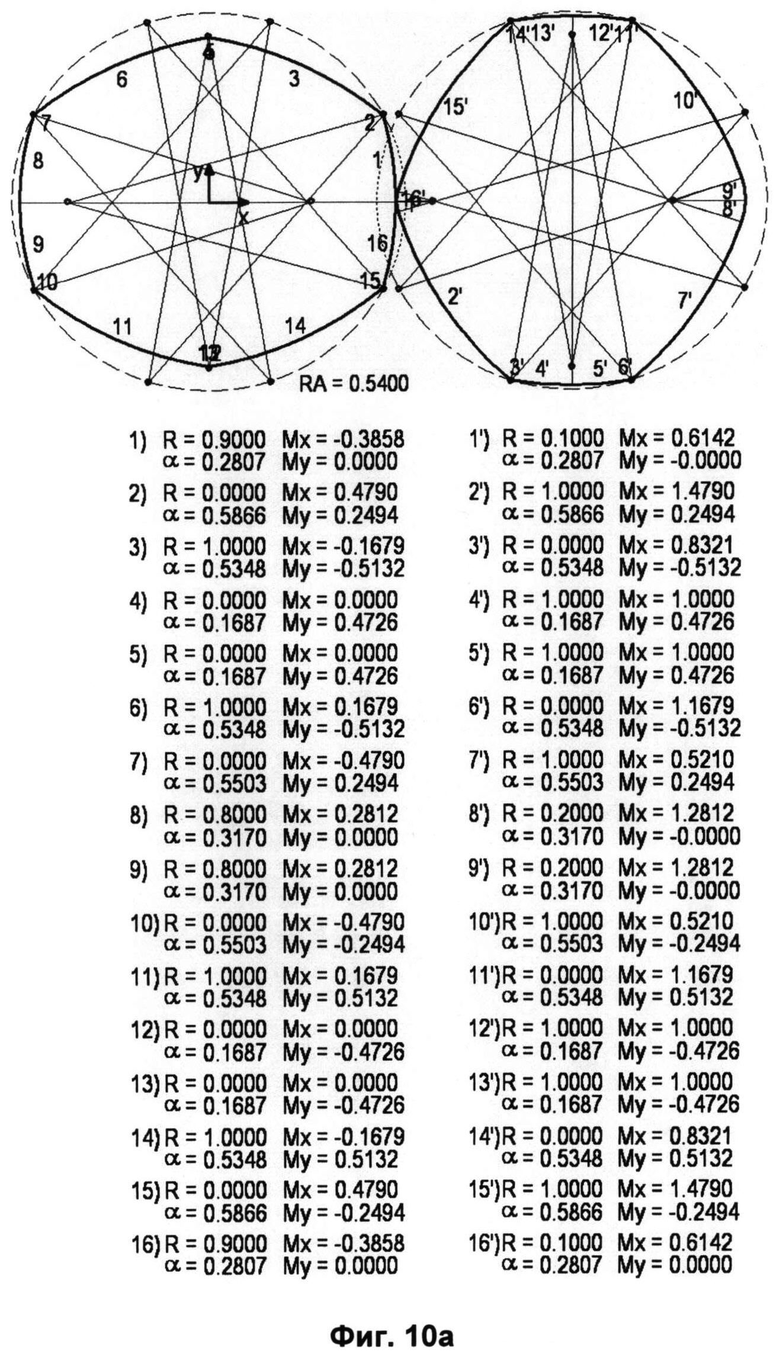
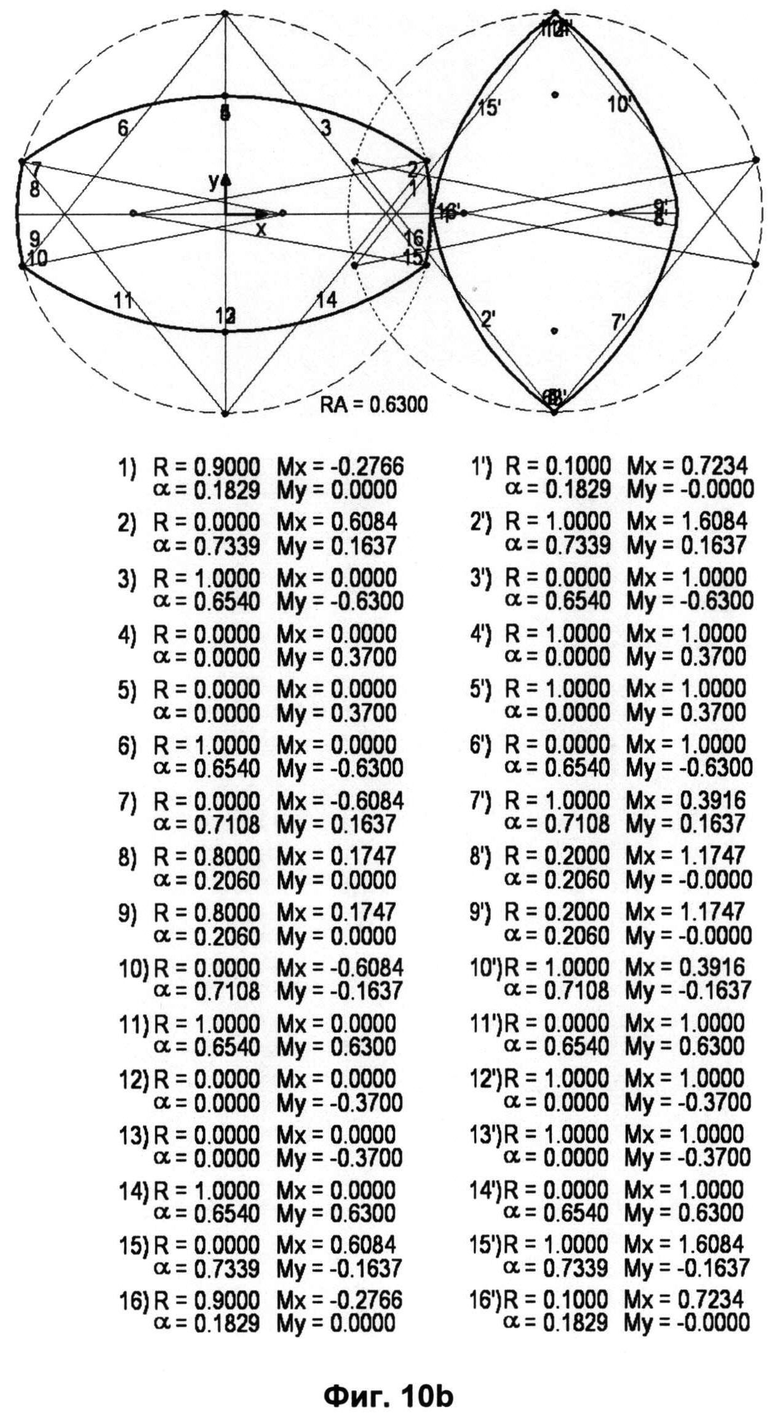
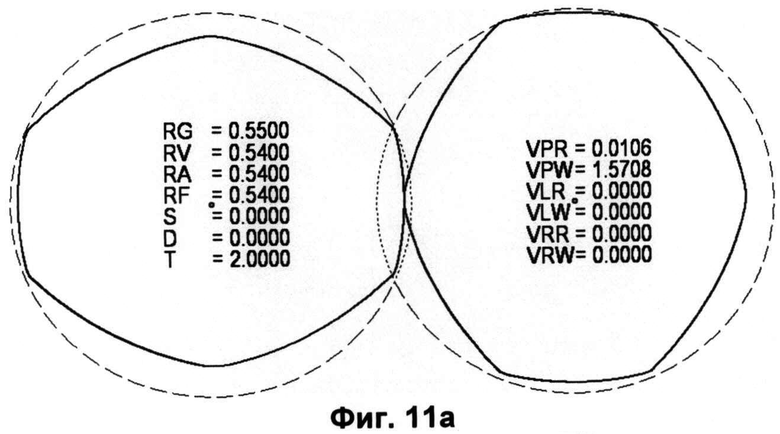
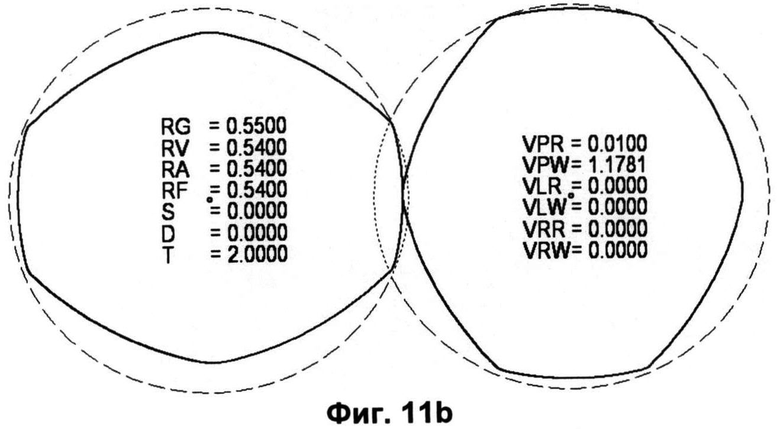
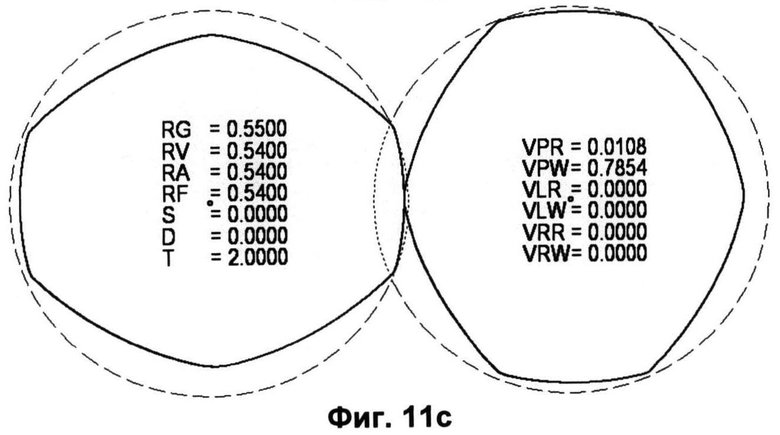
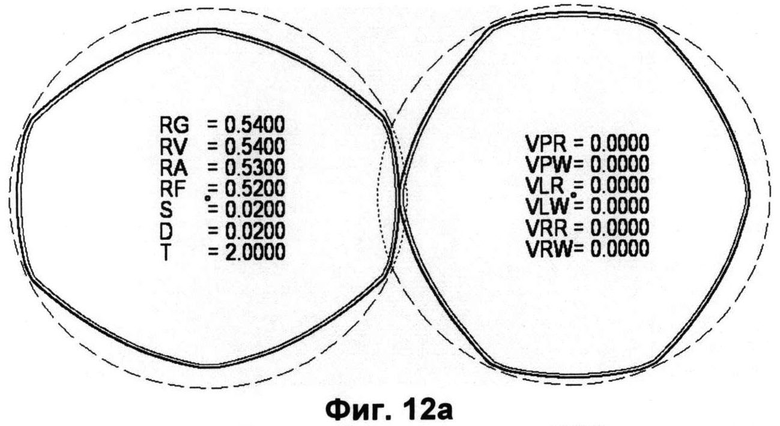
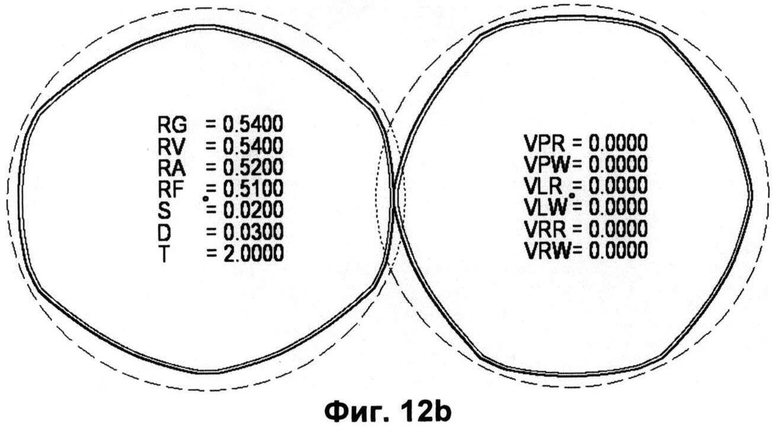
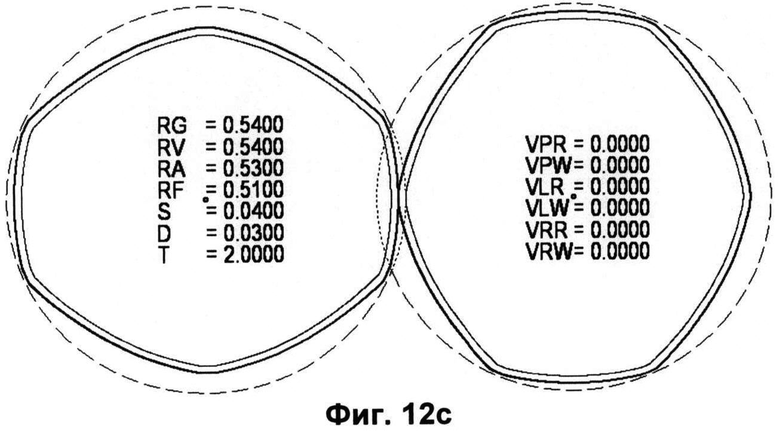
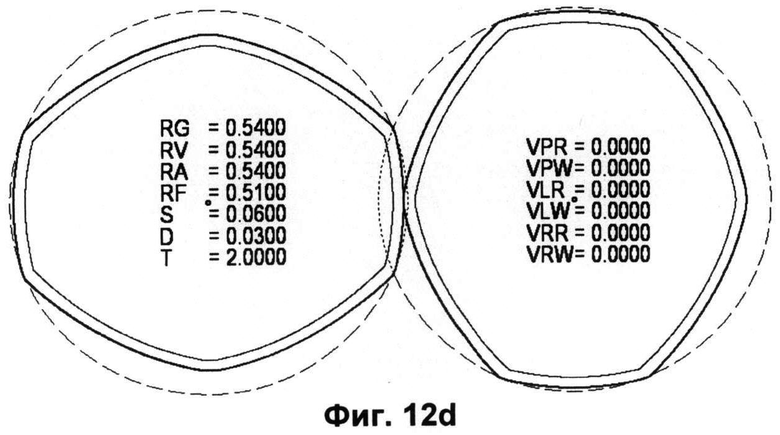
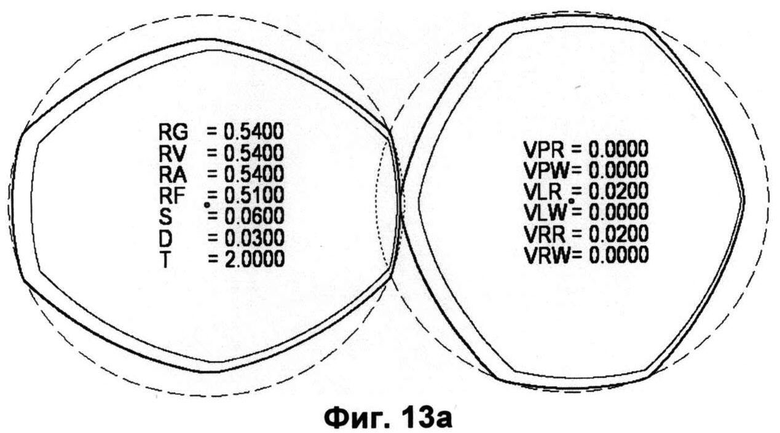
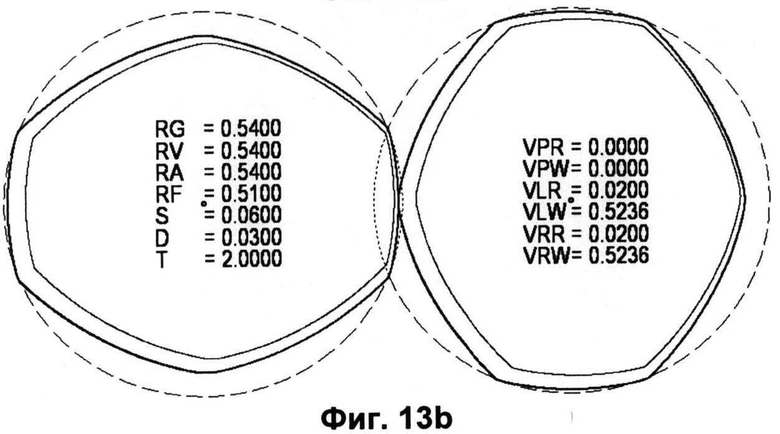
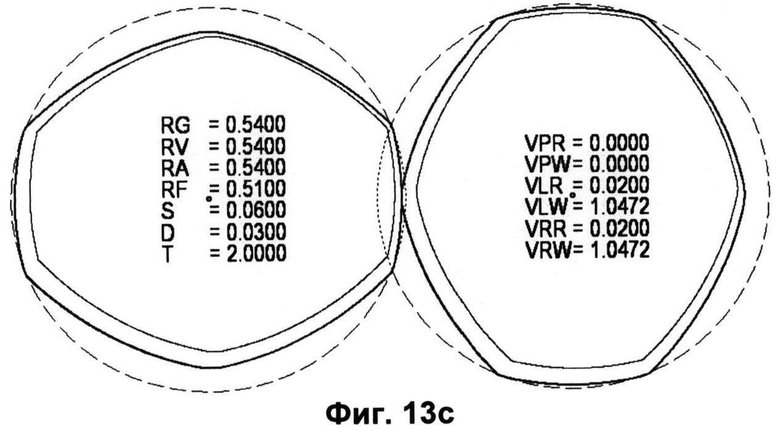
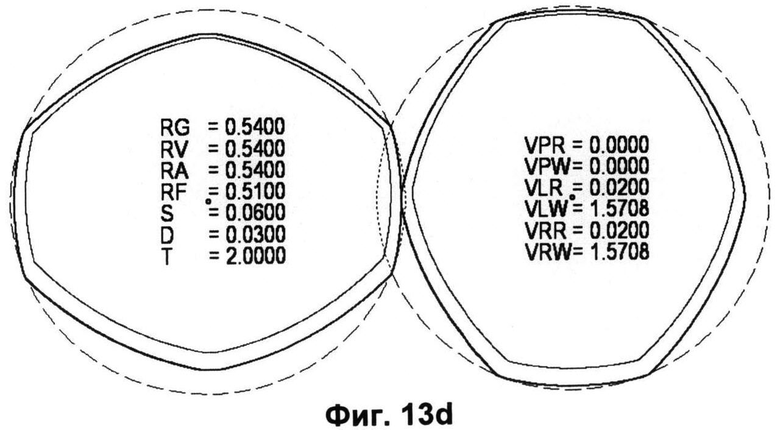
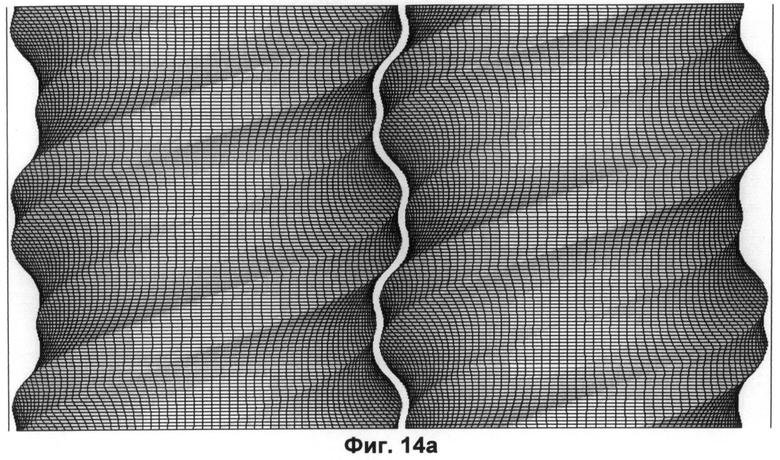
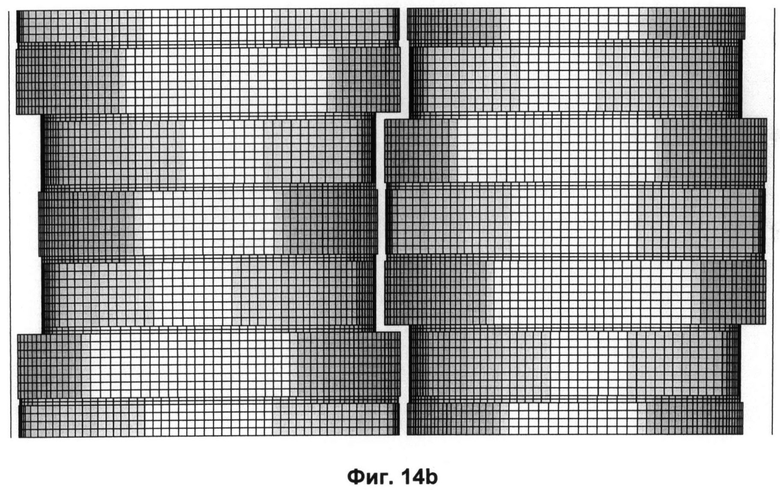
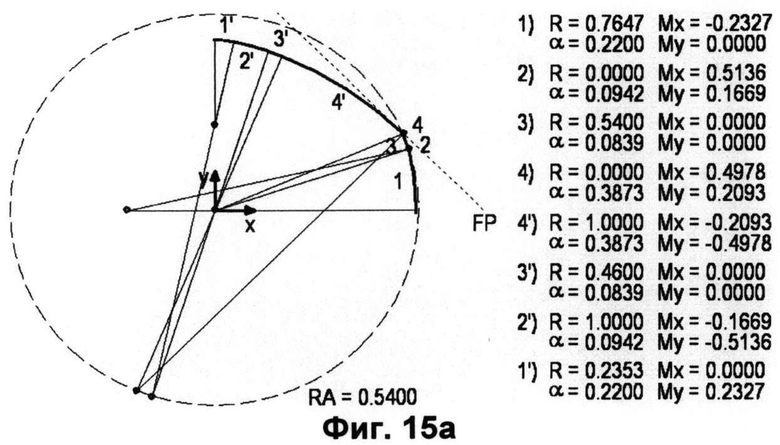
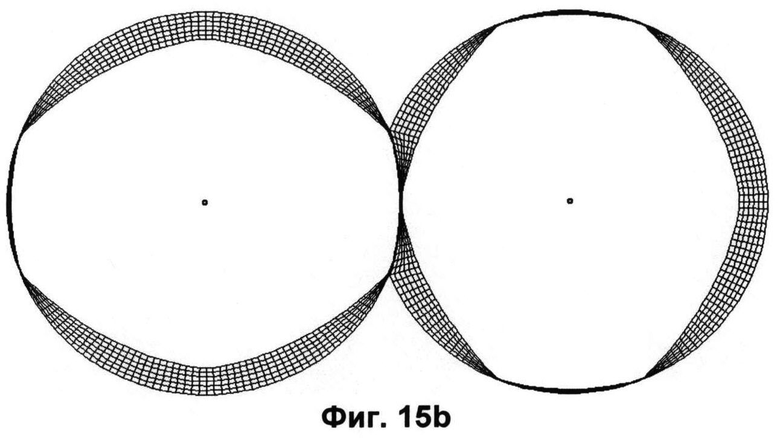
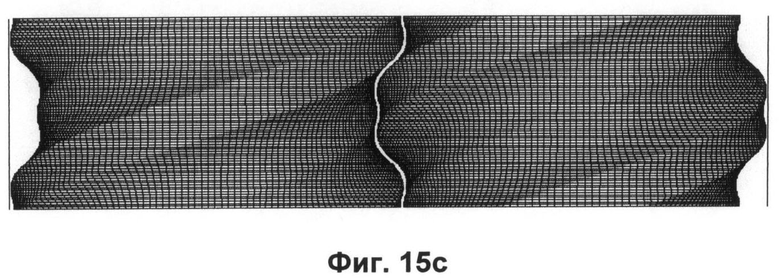
Изобретение касается шнековых элементов для многовальных шнековых машин, применения этих шнековых элементов и способа экструзии пластических масс. Техническим результатом заявленного изобретения является увеличение коэффициента полезного действия при повышении давления и минимальной термической нагрузкой на продукт. Технический результат достигается шнековыми элементами для многовальных шнековых машин, с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, в которых сумма углов гребня пары шнековых элементов больше или равна 0 и меньше, чем 2*π-8*arccos(0,5*a/ra). Количество областей гребня пары шнековых элементов больше 4. Причем каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2. 3 н. и 11 з.п. ф-лы, 39 ил., 2 пр.
1. Шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, отличающиеся тем, что
- сумма углов гребня пары шнековых элементов больше или равна 0 и меньше, чем 2·π-8·arccos(0,5·a/ra);
количество областей гребня пары шнековых элементов больше 4;
каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2.
2. Шнековые элементы по п.1, отличающиеся тем, что у одной или нескольких областей гребня угол гребня равен 0.
3. Шнековые элементы по п.1, отличающиеся тем, что создаваемый профиль шнека после поворота на π/2 идентичен создающему профилю шнека.
4. Шнековые элементы по п.1, отличающиеся тем, что создаваемый профиль шнека после поворота на π/2 отличен от создающего профиля шнека.
5. Шнековые элементы по п.1, отличающиеся тем, что создающий и создаваемый профили шнека имеют последовательность «участок канала - участок замыкания - участок канала - участок замыкания».
6. Шнековые элементы по п.5, отличающиеся тем, что угол замыкания по меньшей мере одного участка замыкания шнекового профиля пары шнековых элементов превышает угол гребня двухходового шнекового профиля по Эрдменгеру более чем в 1,2 раза.
7. Шнековые элементы по п.1, отличающиеся тем, что нормированный на межосевое расстояние радиус шнековых элементов находится в пределах от 0,51 до 0,66.
8. Шнековые элементы по одному из пп.1-7, отличающиеся тем, что шнековые элементы выполнены как транспортировочные элементы или смесительные элементы, для чего шнековые профили винтообразно продолжают в осевом направлении, или как месильные элементы, для чего шнековые профили продолжают в осевом направлении со сдвигом по отрезкам.
9. Применение шнековых элементов по одному из пп.1-8 в многовальной шнековой машине, предпочтительно в двухвальной шнековой машине.
10. Способ экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов, отличающийся тем, что
- сумма углов гребня пары шнековых элементов больше или равна 0 и меньше, чем 2·π-8·arccos(0,5·a/ra);
количество областей гребня пары шнековых элементов больше 4;
каждый шнековый элемент пары имеет два участка шнекового профиля, состоящие в каждом случае из боковой области и области паза, и у которых сумма бокового угла и угла паза в каждом случае больше π/2.
11. Способ по п.10, отличающийся тем, что пластические массы - это термопласты или эластомеры.
12. Способ по п.11, отличающийся тем, что в качестве термопласта применяют поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид либо же смесь по меньшей мере двух из вышеуказанных термопластов.
13. Способ по п.11, отличающийся тем, что в качестве эластомеров применяют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук или сочетание по меньшей мере двух из указанных эластомеров.
14. Способ по одному из пп.10-13, отличающийся тем, что к пластическим массам добавляют наполнители или армирующие вещества, или присадки к полимерам, или органические или неорганические пигменты, или их смеси.
| 0 |
|
SU160124A1 | |
| JP 2004262177 A, 24.09.2004 | |||
| Способ вибрационных испытаний изделий на резонансных частотах и устройство для его осуществления | 1984 |
|
SU1180718A1 |
| Экструдер самоочищающегося типа | 1979 |
|
SU1190979A3 |
| Смешивающе-месильная установка непрерывного действия для пластифицируемых масс | 1983 |
|
SU1279522A3 |

