Изобретение касается шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применения шнековых элементов в многовальных шнековых машинах, а также способа экструзии пластических масс.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (см., например, патент Германии DP 862 668). В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, по ссылке [1] ([1] - книга Klemens Kohlgruber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag Munchen 2007, S.96 ff). В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экстудера. Поэтому профиль шнека на первом валу двухшнекового экструдера называют создающим профилем шнека. Профиль шнека на втором валу двухшнекового экструдера определяется профилем шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами.
Под пластической массой (пластмассой) подразумевают деформируемую массу. Примеры пластических масс - это расплавы полимеров, прежде всего термопластов, а также эластомеры, смеси расплавов полимеров или дисперсий расплавов полимеров с твердыми веществами, жидкостями или газами.
Значительную роль экструзия пластических масс играет, в частности, при изготовлении, подготовке и обработке полимеров. Под экструзией подразумевают обработку вещества или смеси веществ в двухшнековом или многовальном экструдере с вращением в одном направлении, который подробно описан в [1].
При изготовлении полимеров экструзию проводят, например, для дегазации полимеров (см., например, [1] стр.191-212).
При подготовке полимеров экструзию проводят, например, для подмешивания добавок или для смешения различных полимеров, которые отличаются друг от друга, например, по химическому составу, молекулярной массе или структуре молекул (см., например, [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, которое обычно пластифицируют, добавляя и подмешивая заполнители и/или армирующие вещества, размягчители, усилители сцепления, средства, облегчающие скольжение, стабилизаторы, красители и т.д. Подготовка часто включает в себя также и удаление летучих компонентов, как, например, воздуха и воды. Подготовка может также включать в себя химическую реакцию, как, например, прививку, модификацию функциональных групп или модификацию молекулярной массы посредством целенаправленного его увеличения или уменьшения.
При обработке полимеров последние обычно переводят в форму полуфабриката, готового к применению продукта или детали. Обработку можно осуществлять, например, методами литья под давлением, экструзии, выдувания пленки, вытягивания пленки или формования волокна. При обработке возможны также смешение полимеров с наполнителями и добавками и присадками, а также химическая модификация, например вулканизация.
Действия с пластическими массами во время экструзии включают в себя одну или несколько из следующих операций: перемещение (транспортировка), расплавление, диспергирование, смешение, дегазация и повышение давления.
Как широко известно и описано, например, в [1] на страницах 169-190, смешение можно подразделить на дистрибутивное и дисперсивное смешивание. Под дистрибутивным (распределительным) смешиванием подразумевают равномерное распределение различных компонентов в некотором рассматриваемом объеме. Дистрибутивное смешивание имеет место, например, при смешивании однородных или совместимых друг с другом полимеров. При дисперсивном смешивании сначала распределяют частицы твердого вещества, капли жидкости или пузыри газа. При распределении необходимо прилагать достаточно значительные усилия сдвига, чтобы преодолеть, например, поверхностное натяжение на границе раздела между расплавом полимера и присадкой.
В публикации [1], начиная со страницы 73, описано перемещение расплава и повышение давления. Зоны транспортировки расплава в шнеках экструдеров предназначены для того, чтобы переместить продукт из одной рабочей зоны в другую, а также ввести в него наполнители. Зоны транспортировки расплава заполнены, как правило, частично, как, например, при транспортировке продукта из одной рабочей зоны в другую, при дегазации, а также в зонах выдержки. Энергия, необходимая для перемещения, подвергается диссипации и отрицательным образом проявляется в повышении температуры полимерного расплава. Поэтому в зоне транспортировки следует применять шнековые элементы, рассеивающие как можно меньше энергии. Для целей исключительно перемещения расплава обычно применяют винтовые элементы с шагом резьбы, равным диаметру экструдера D [1].
Перед элементами, "потребляющими" давление внутри экструдера, как, например, перед элементами обратной транспортировки, смесительными элементами, месильными элементами с обратным перемещением или нейтральными в отношении перемещения, а также перед потребителями давления вне экструдера, как, например, пластинами с дюзами, экструзионными инструментами и фильтрами для расплава в экструдере образуется зона затора, перемещение в которой осуществляется при полном заполнении и в которой необходимо повышение давления в целях преодоления "потребителя" давления. Зону повышения давления экструдера, в которой создают давление, необходимое для выноса расплава, называют зоной выноса. Энергия, поданная в расплав полимера, разделяется на полезную мощность для повышения давления и для транспортировки расплава и на рассеиваемую мощность, которая отрицательным образом проявляется в повышении температуры расплава. В зоне повышения давления наблюдается сильное обратное течение расплава через гребни шнека и, следовательно, повышенная энергоподача [1]. Поэтому в зоне повышения давления следует применять шнековые элементы, рассеивающие как можно меньше энергии.
Кроме того, специалисту известно ([1], стр.129-146), что при повышении давления в двухходовых транспортировочных элементах с известным профилем шнека по Эрдменгеру коэффициент полезного действия составляет порядка 10%. При указанном коэффициенте полезного действия в 10% повышение давления на 50 бар при плотности расплава в 1000 кг/м3 и теплоемкости расплава в 2000 Дж/кг/К означает повышение температуры на 25 К ([1], стр.120). Этот нагрев может повредить продукту, например изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например путем формирования гелеобразных включений или крапин.
Если при экструзии полиэтилена и сополимеров полиэтилена температура слишком высока, то возрастают молекулярная масса, степень разветвления и поперечной сшивки. Кроме того, полиэтилен и сополимеры полиэтилена реагируют с кислородом воздуха в известном специалисту цикле автоокисления ([2] Hepperle, J.: Schadigungsmechanismen bei Polymeren. Polymeraufbereitung 2002, VDI-K, VDI-Verlag GmbH, [3] Zweifel, H.: Stabilization of Polymeric Materials. Springer, Berlin, 1997, [4] Schwarzenbach, К. et al.: Antioxidants., в книге Zweifel, H. (Hrsg.): Plastics Additives Handbook. Hanser, München, 2001, [5] Cheng, H.N., Schilling, F.C., Bovey, F.A.: 13C Nuclear Magnetic Resonance Observation of the Oxidation of Polyethylene, Macromolecules 9 (1976) S.363-365) с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии сополимеров на основе полиэтилена и винилацетата в случае слишком высокой температуры дополнительно образуется интенсивно пахнущая и вызывающая коррозию уксусная кислота.
Если при экструзии полипропилена и сополимеров полипропилена температура слишком высока, то возрастает молекулярная масса. Кроме того, полипропилен и сополимеры полипропилена реагируют с кислородом воздуха в цикле автоокисления с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии поливинилхлорида в случае слишком высокой температуры продукт выделяет вызывающий коррозию газообразный хлороводород, причем соляная кислота в свою очередь катализирует дальнейшее отщепление самой же соляной кислоты.
При экструзии полистирола в случае чрезмерно высокой температуры образуются вредный для здоровья стирол, а также димеры и тримеры стирола, причем молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии сополимера полистирола и акрилонитрила (САН) продукт в случае термической нагрузки желтеет, что ведет к снижению прозрачности, образуются канцерогенный мономер акрилонитрил, а также стирол, при этом молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии ароматических поликарбонатов продукт, в случае избыточной термической нагрузки, в частности, под влиянием кислорода, желтеет, что приводит к ухудшению прозрачности, и демонстрирует снижение молекулярной массы, особенно под влиянием воды. Кроме того, при повышенной температуре отщепляются мономеры, например бисфенол А.
При экструзии сложных эфиров, таких как, например, полиэтилентерефталат, полибутилентерефталат и политриметилентерефталат, в случае слишком высокой температуры и влияния воды наблюдаются снижение молекулярной массы и сдвиг концевых групп в молекуле. Проблему это представляет собой прежде всего при вторичной утилизации полиэтилентерефталата. При высокой температуре от полиэтилентерефталата отщепляется уксусный альдегид, что может, например, приводить к изменениям вкуса у содержимого бутылок для напитков.
При экструзии термопластов, модифицированных по ударной вязкости с помощью диеновых каучуков, в частности с помощью бутадиенового каучука, в особенности при экструзии полистиролов модифицированного по ударной вязкости типа (HIPS) и модифицированного по ударной вязкости САН (акрилонитрил-бутадиен-стирола, АБС) в случае слишком высокой температуры отщепляются канцерогенный бутадиен и акрилонитрил, а также ядовитый винилциклогексен. Кроме того, в диеновом каучуке формируются поперечные сшивки, так что ухудшаются механические свойства продукта.
При экструзии полиоксиметилена в случае слишком высокой температуры отщепляется ядовитый формальдегид.
При экструзии полиамидов, как то: полиамида 6, полиамида 6,6, полиамида 4,6, полиамида 11 и полиамида 12, слишком высокая температура приводит к окрашиванию продукта, и к снижению молекулярной массы и отделению мономеров и димеров, и, следовательно, к ухудшению механических качеств, прежде всего в присутствии воды.
При экструзии термопластических полиуретанов слишком высокая температура приводит к изменению структуры молекул из-за переуретанизации, а в присутствии воды - к снижению молекулярной массы. Оба процесса нежелательным образом влияют на свойства термопластического полиуретана.
При экструзии полиметилметакрилата в случае избыточной термической нагрузки отщепляется метилметакрилат со снижением молекулярной массы, что вызывает неприятный запах и ухудшение механических свойств.
При экструзии полифениленсульфида слишком высокая температура вызывает отщепление содержащих серу органических и неорганических соединений, имеющих неприятный запах и способных вызвать коррозию экструзионных инструментов. Кроме того, при этом образуются низкомолекулярные олигомеры и мономеры и снижается молекулярная масса, что ухудшает механические свойства полифениленсульфида.
При экструзии полифениленсульфона в случае слишком высокой температуры отщепляются органические соединения, прежде всего в присутствии воды. Также уменьшается молекулярная масса, из-за чего ухудшаются механические свойства.
При экструзии полифениленэфира в случае избыточной температуры отщепляются низкомолекулярные органические соединения, при этом снижаете молекулярная масса. Это ведет к ухудшению механических свойств продукта.
При экструзии бутадиеновых каучуков, как, например, полибутадиена (BR), натурального каучука (NR) и синтетического полиизопрена (IR), бутилового каучука (IIR), хлорбутилового каучука (CIIR), бромбутилового каучука (BIIR), стирол-бутадиенового каучука (SBR), полихлоропрена (CR), бутадиен-акрилонитрилового каучука (NBR), частично гидрированного будадиен-акрилонитрилового каучука (HNBR), а также сополимеров этилена, пропилена и диенов (EPDM) в случае слишком высокой температуры из-за поперечной сшивки формируется гель, что приводит к ухудшению механических свойств изготовленных из него деталей. В хлорбутиловом и бромбутиловом каучуках при повышенной температуре возможно отщепление вызывающих коррозию газов хлороводорода или бромоводорода соответственно, которые в свою очередь опять же катализируют дальнейшее разложение полимера.
Смеси каучуков, содержащие вулканизаторы, как, например, серу или пероксиды, из-за слишком высокой температуры при экструзии подвергаются преждевременной вулканизации. Из-за этого из этих смесей каучуков уже нельзя ничего изготовить.
При экструзии смесей одного или нескольких полимеров в случае слишком высоких температур проявляются недостатки экструзии каждого отдельного полимера.
Энергопоступление в двухшнековом экструдере определяется такими параметрами процесса, как производительность (объем прохождения) и скорость вращения, свойствами продукта, а также геометрическими параметрами используемых шнековых валов.
На нынешнем техническом уровне (см., например, [1], стр.101) геометрические характеристики шнековых элементов с точной очисткой скоблением задают, указывая следующие независимые величины: число витков z, расстояние между осями f и наружный радиус ra контура точной очистки скоблением. Угол гребня (наклон винтовой линии), в области которого все точки профиля очищают корпус, на нынешнем техническом уровне не является величиной, регулируемой в зависимости от поставленной задачи, а определяется уравнением 1 (Ур.1)

где KW0 - это угол гребня профиля с точной очисткой скоблением в дуговой мере, а π - отношение длины окружности к ее диаметру (π≈3,14159).
Сумма углов гребня пары элементов с плотным зацеплением SKW0 в соответствии с известным уровнем техники автоматически составляет

Профили шнеков можно выполнять одноходовыми или многоходовыми. Известные профили шнеков ровно с одним ходом характеризуются хорошей транспортировочной способностью и жесткостью при повышении давления. Также у них очень широкий гребень шнека, который очищает корпус шнека при наличии узкого зазора. Специалисту известно, что в области гребней шнека ввиду узости щели подвергается диссипации в расплаве особенно большое количество энергии, что ведет к сильному местному перегреву продукта. Особо вреден при этом большой наклон гребня (винтовой линии).
В равнонаправленных двухшнековых экструдерах из известного технического уровня применяют поэтому преимущественно двухходовые профили шнека, имеющие узкий гребень. В них, однако, повышение давления значительно менее эффективно, чем у одноходовых профилей шнеков.
Энергия привода поступает в двухшнековый экструдер в форме электроэнергии, которая дорого стоит, так что и из экономических и экологических соображений следует стремиться к снижению энергоподачи. Кроме того, высокое энергопоступление во многих процессах ограничивает также возможную производительность двухшнекового экструдера и, следовательно, экономичность.
В патенте США US 3900187 описаны одноходные шнековые профили с уменьшенным углом гребня. Шнековые элементы с такими профилями при достаточно эффективном повышении давления характеризуются меньшим воздействием сдвига, чем остальные известные одноходные шнековые элементы. В публикации US 3900187 раскрыто лишь только создание профилей шнеков, обладающих осевой симметрией, в процессе которого граничащий с гребнем шнека участок боковой части профиля представляют дугой окружности, центр которой располагается на перпендикуляре к оси симметрии профиля, проходящем через центр вращения. Таким образом, эти профили в публикации US 3900187 нельзя "настроить" на конкретные поставленные задачи, а применение их ограничено.
Таким образом, с учетом нынешнего технического уровня поставлена задача представить шнековые элементы, обеспечивающие сравнимое с известными одноходными шнековыми элементами повышение давления, но оказывающие на обрабатываемый материал меньшее воздействие сдвига и, следовательно, не ухудшающие качество продукта. Желательно максимальное разнообразие искомых шнековых элементов, чтобы было возможно отрегулировать нагрузки сдвигом и растяжением, передаваемые вращающимися профилями шнека на подлежащие обработке полимеры, в соответствии с конкретным поставленным заданием.
Неожиданно были найдены шнековые элементы, позволяющие решить эту задачу, у которых сумма углов гребня пары элементов меньше чем 
Соответственно, предметом изобретения являются шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, в каждом случае только с одним ходом шнека, с межосевым расстоянием а и наружным радиусом га, отличающиеся тем, что сумма углов гребня создающего и создаваемого профиля шнека меньше чем 
Профили поперечного сечения шнековых элементов согласно изобретению - ниже также для краткости именуемые просто профилями шнеков - можно однозначно описать последовательностью дуг окружности.
Профили шнековых элементов согласно изобретению в сечении предпочтительно состоят из n дуг окружностей, причем n - это целое число, большее 4. У каждой из n дуг окружностей имеются начальная и конечная точки.
Положение каждой отдельной дуги окружности j (j варьирует от 1 до n) можно однозначно зафиксировать, задав две различные точки. При этом целесообразно определять (фиксировать) положение дуги окружности, задавая центр и начальную или конечную точку. Размер одной отдельной дуги окружности j задан радиусом rj и углом αj, описываемым при движении радиуса вокруг центра от начальной к конечной точке, причем радиус rj больше 0 и меньше, чем межосевое расстояние а между валами, или равен ему, а угол αj в радианах больше или равен 0 и меньше или равен 2π, причем π - это отношение длины окружности к ее диаметру {π≈3,14159).
В профилях шнековых элементов согласно изобретению возможны также один или несколько "перегибов". Целесообразно рассматривать перегиб как дугу окружности с радиусом r=0. "Величина перегиба" задана угловым размером соответствующей дуги окружности с радиусом r=0, т.е. в случае перегиба происходит переход первой дуги окружности посредством поворота на угол второй дуги окружности r=0 в третью дугу окружности. Иными словами, касательная к первой дуге окружности в центре второй дуги окружности с радиусом r=0 пересекается с касательной к третьей дуге окружности также в центре второй дуги окружности под углом, соответствующим углу второй дуги окружности. Если учесть вторую дугу окружности, то все соседствующие дуги окружности (первая → вторая → третья) переходят друг в друга по касательной. Целесообразно рассматривать дугу окружности с радиусом r=0 как дугу, радиус которой равен eps, причем eps - это очень малое положительное действительное число, стремящееся к 0 (eps<<1, eps→0).
В профиле согласно изобретению дуги окружности в начальных и конечных точках всегда переходят друг в друга по касательной (тангенциально).
Участки профиля шнека, идентичные наружному радиусу шнека, называют участками гребня. Участки профиля шнека, идентичные внутреннему радиусу шнека, называют участками паза. Участки профиля шнека, меньшие, чем наружный радиус шнека, и большие, чем внутренний радиус, называются боковыми участками.
Шнековые элементы согласно изобретению в поперечном сечении отличаются тем, что
- создающий профиль шнека и создаваемый профиль шнека располагаются в одной плоскости,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека на расстоянии а друг от друга, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- число дуг окружности создаваемого профиля шнека равно n,
- наружный радиус ra создающего профиля шнека больше или равен 0 (ra≥0) и меньше межосевого расстояния или равен ему (ra≤a),
- внутренний радиус ri создающего профиля шнека больше 0 (ri>0) и меньше межосевого расстояния или равен ему (ri≤ra),
- дуги окружности создающего профиля шнека формируют замкнутый профиль, т.е. сумма αj всех дуг окружности j равна 2π,
- дуги окружности создающего профиля шнека образуют замкнутый профиль,
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- только одна из дуг окружности создающего профиля шнека имеет наружный радиус ra создающего профиля шнека,
- только одна из дуг окружности создающего профиля шнека имеет внутренний радиус ri создающего профиля шнека,
- число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n,
- наружный радиус создаваемого профиля шнека ra' равен разности межосевого расстояния и внутреннего радиуса ri создающего профиля шнека (ra'=a-ri),
- внутренний радиус создаваемого профиля шнека ri' равен разности межосевого расстояния и наружного радиуса ra создающего профиля шнека (ri'=а-ra),
- угол αj' j'-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- сумма радиуса rj j'-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- центр j'-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j'-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j'-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- начальная точка j'-ой дуги окружности создаваемого профиля шнека располагается относительно центра j'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- сумма углов гребня создающего и создаваемого профиля шнека меньше чем
- в случае профилей шнеков, обладающих осевой симметрией, ни один из центров боковых окружностей не лежит на перпендикуляре к оси симметрии профиля, проходящем через центр вращения.
Сумма углов гребня создающего и создаваемого профиля шнека меньше
чем



В шнековых элементах согласно изобретению в каждом случае профиль поперечного сечения состоит предпочтительно из пяти или более дуг окружности с радиусом, большим или равным нулю и меньшим или равным а, причем дуги окружности в своих конечных пунктах переходят друг в друга тангенциально.
В каждом случае профили шнековых элементов согласно изобретению могут быть асимметричны или симметричны относительно оси, проходящей через центр вращения данного шнекового элемента. Профили шнековых элементов согласно изобретению, отличающихся осевой симметрией, отличаются тем, что ни один из центров дуг окружности, образующих боковую область, не располагается на перпендикуляре к оси симметрии профиля, проходящей через центр вращения.
Для профилей шнековых элементов согласно изобретению характерно, что их можно сконструировать только с помощью циркуля и угольника. Так, переход по касательной от j-ой к (j +1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки j-ой дуги окружности окружность радиусом rj+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой j-ой дуги окружности, становится центром (j+1)-ой дуги окружности.
Рекомендуется реализовывать способ создания шнековых профилей на компьютере. В этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (CNC - Computerized Numerical Control) для создания шнековых элементов.
Нормированный на межосевое расстояние радиус шнековых элементов согласно изобретению предпочтительно находится в пределах от 0,51 до 0,7, особо предпочтительно - в пределах от 0,52 до 0,66, а крайне предпочтительно - в пределах от 0,57 до 0,63.
Шнековые элементы согласно изобретению можно выполнять как транспортировочные элементы, или как месильные элементы, или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. В зависимости от направления вращения валов транспортировочный элемент выполняют правоходным или левоходным. В каждом случае посредством противоположно направленного вращения получают элементы обратной подачи. Шаг транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, причем под шагом подразумевают длину по оси, необходимую на полный оборот профиля шнека, а длина по оси транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин диаметра шнека.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме смесительных дисков. Расположение смесительных дисков может быть правоходным, левоходным или же нейтральным. Длина смесительных дисков по оси предпочтительно находится в пределах от 0,05 до 10 значений межосевого расстояния. Расстояние между двумя смесительными дисками по оси предпочтительно находится в пределах от 0,002 до 0,1 значений диаметра шнека.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Шаг их предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, а длина элементов по оси предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния. Проемы предпочтительно имеют форму u-образного или v-образного паза, которые предпочтительно располагают в направлении, противоположном таковому подачи, или же параллельно оси.
После конструирования шнековых элементов согласно изобретению на компьютере с учетом вышеуказанных конструктивных признаков элементы можно изготовить, например, с помощью фрезеровочного станка. Предпочтительные материалы для изготовления шнековых элементов - это различные сорта стали, в особенности азотированные стали, хромистые, инструментальные и нержавеющие стали, а также металлические композиты, изготовленные методом порошковой металлургии на основе железа, никеля или кобальта.
Специалисту известно, что профили шнеков с точной очисткой скоблением нельзя непосредственно применять в двухшнековом экструдере. Напротив, между шнеками необходимы зазоры (люфт). В книге [1], начиная с стр.28, описаны возможные стратегии осуществления этого. В шнековых профилях шнековых элементов согласно изобретению возможны зазоры, составляющие величину в пределах от 0,001 до 0,1 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Возможные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты, причем все они известны специалисту. При увеличении межосевого расстояния конструируют профиль шнека меньшего диаметра и раздвигают на величину зазора между шнеками. При использовании метода эквидистанты продольного сечения кривую профиля в продольном сечении (параллельно оси) сдвигают внутрь на половину зазора между двумя шнеками. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно - пространственную эквидистанту.
Профили шнековых элементов согласно изобретению можно сконструировать одним из способов, описанных в заявке на патент РСТ/ЕР 2009/003549.
Также предметом настоящего изобретения является применение шнековых элементов согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухвальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде смешивающих, смесительных или транспортировочных элементов. Также можно сочетать друг с другом месильные, транспортировочные и смесительные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, например с известными на нынешнем техническом уровне.
Кроме того, предметом настоящего изобретения является способ экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов согласно изобретению, отличающийся тем, что сумма углов гребня пары шнековых элементов меньше чем
Пластические массы, которые можно с высокой эффективностью и одновременно при щадящем отношении к продукту экструдировать согласно изобретению, - это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Предпочтительно применять пластмассы и растворы полимеров, особо предпочтительно - термопластические полимеры. В качестве термопластического полимера предпочтительно применять по меньшей мере один полимер из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, а также простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, а также полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, а также полиимид, полиакрилат, в особенности поли(метил)метакрилат, а также полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол и сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола, а также поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс.
Прочие предпочтительные применяемые материалы - это эластомеры. В качестве эластомера предпочтительно применяют по меньшей мере один из материалов, принадлежащий к группе, которую образуют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Эти термопласты и эластомеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
В предпочтительной форме исполнения к пластическим массам, в особенности к расплавам полимеров и смесям полимерных расплавов, добавляют присадки. Их можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов, либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примеры наполнителей и армирующих веществ - это сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
Далее следует пояснение изобретения на основании примеров и фигур, однако оно не ограничивается таковыми.
На фигурах применяют следующую номенклатуру.
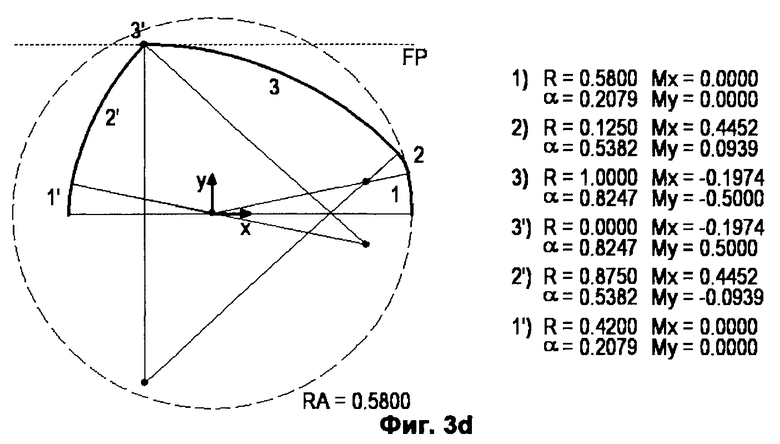
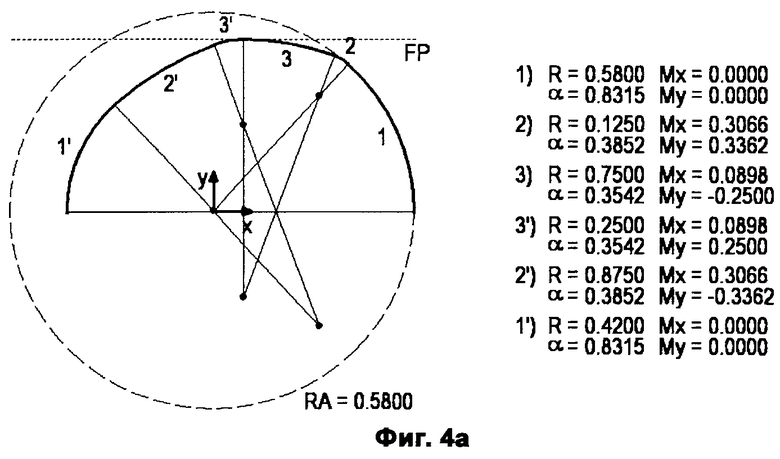
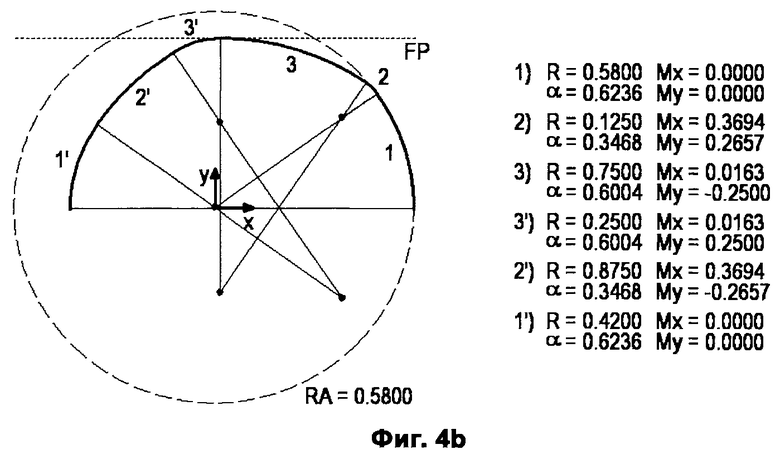
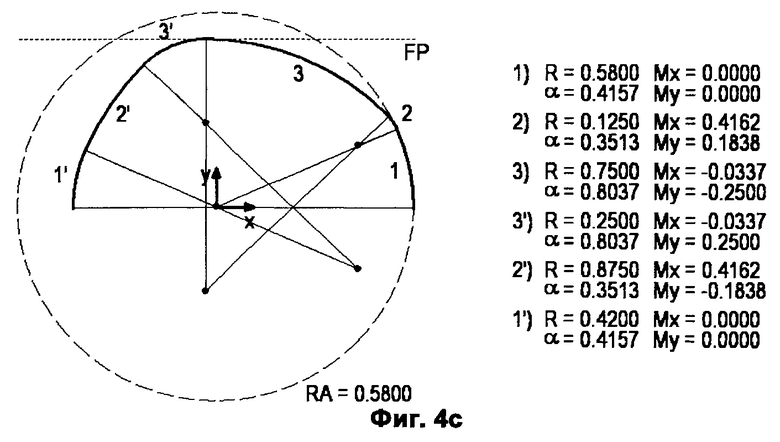
Все величины нормированы на межосевое расстояние а. Нормированные величины обозначают прописными буквами. Пример: нормированный наружный радиус: RA=ra/а.
Величины углов приведены в радианах.
Mx и My - это х-абсцисса и у-ордината центра создающей профиль дуги окружности в декартовой системе координат, начало которой находится в центре вращения профиля шнека.
Дугу окружности с радиусом r=ra обозначают через 1. Она определяет контур гребня шнека.
Дугу окружности с радиусом r=ri обозначают через 1. Она определяет контур участка паза в профиле шнека.
Дуги окружности 2 и 2', 3 и 3' и т.д. задают боковые участки профиля шнека.
R - это радиус, нормированный на межосевое расстояние, а α - угол дуги окружности.
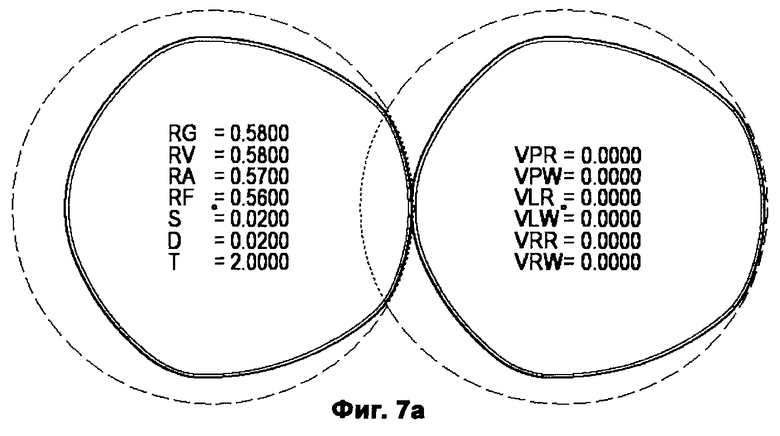
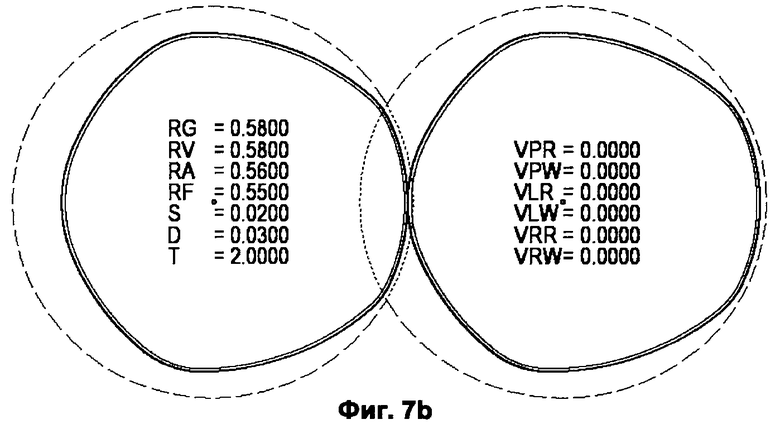
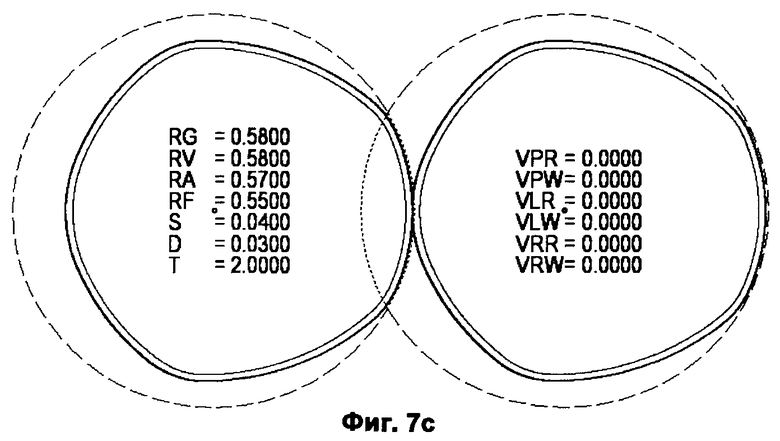
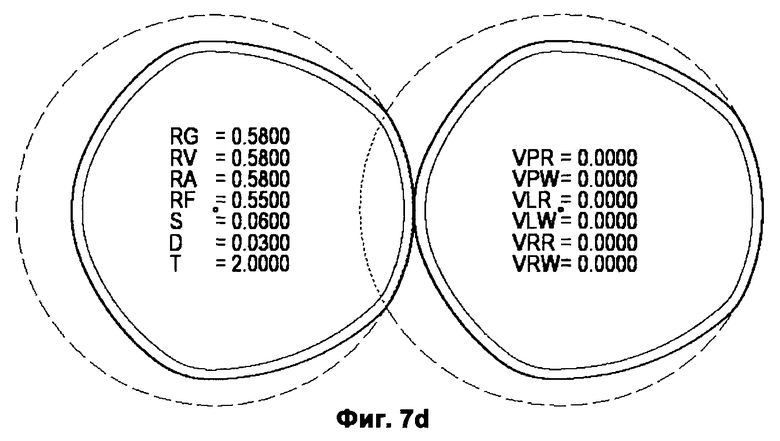
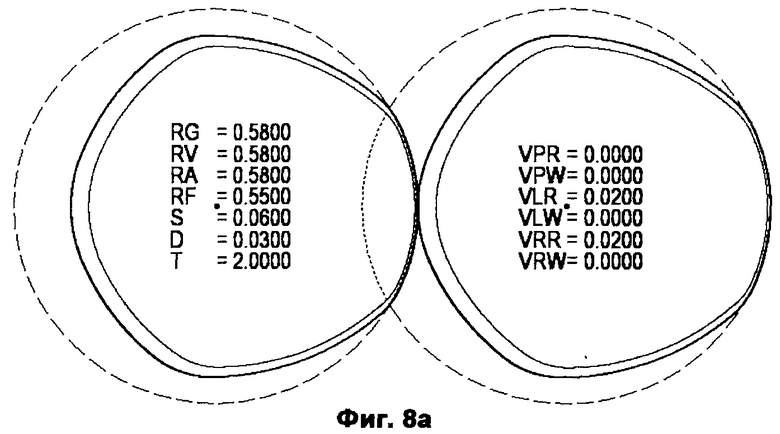
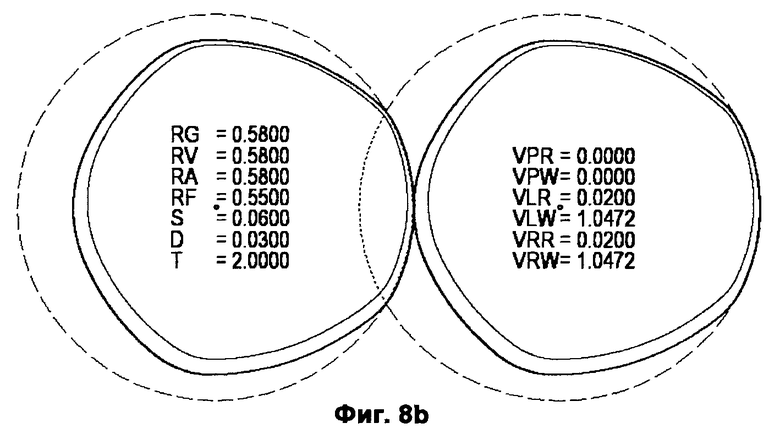
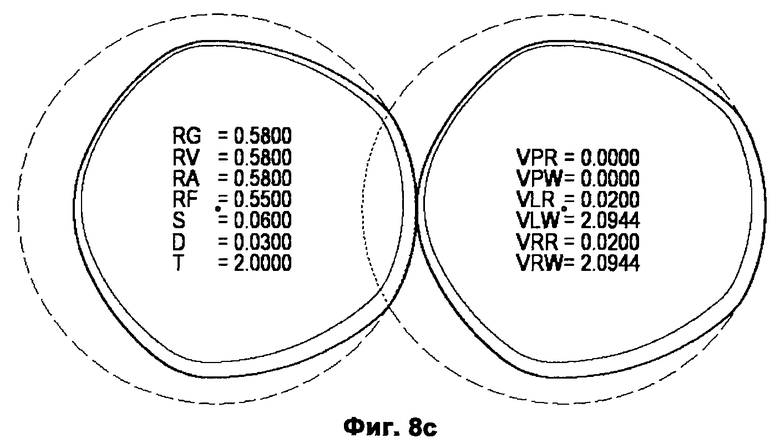
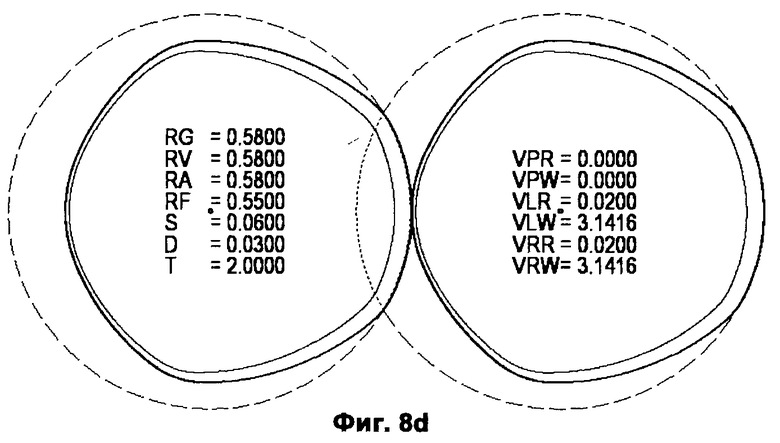
Прочие обозначения: RG - нормированный радиус корпуса, RV - нормированный виртуальный радиус корпуса, RA - нормированный наружный радиус профиля с точной очисткой скоблением, RF - нормированный наружный радиус подлежащего изготовлению шнека, S - нормированный люфт (зазор) между шнеками, D - нормированный зазор между шнеком и корпусом, VPR - нормированный модуль сдвига профиля, VPW - угол сдвига профиля в радианах, VLR - нормированный модуль сдвига левого вала, VLW - угол сдвига левого вала, VRR - нормированный модуль сдвига правого вала, VRW - угол сдвига правого вала.
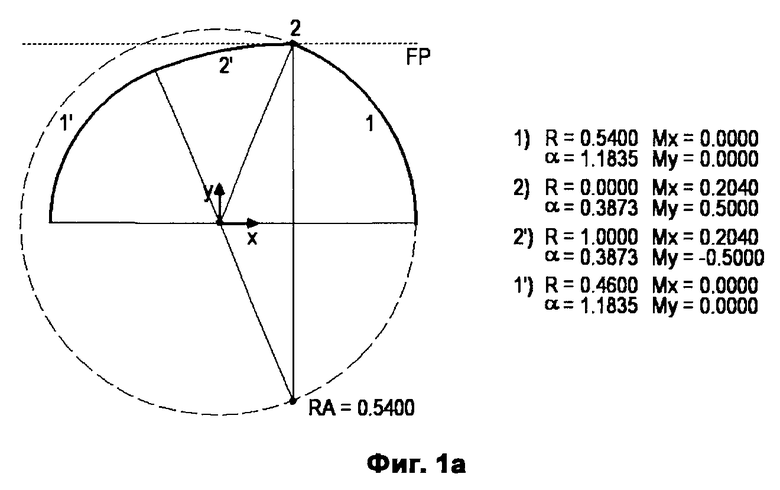
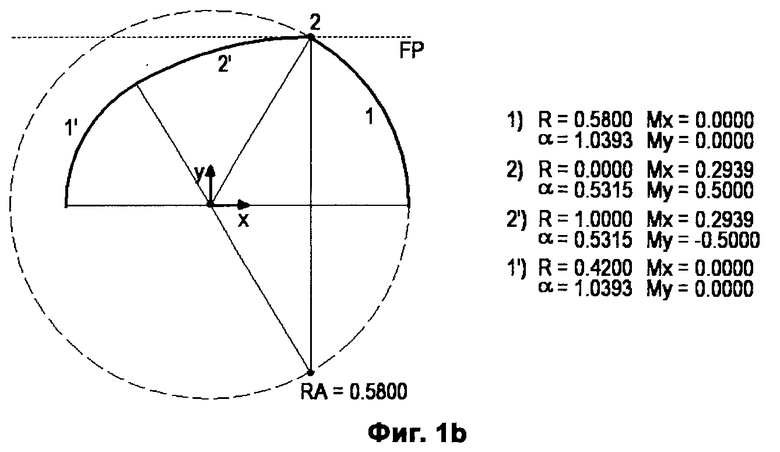
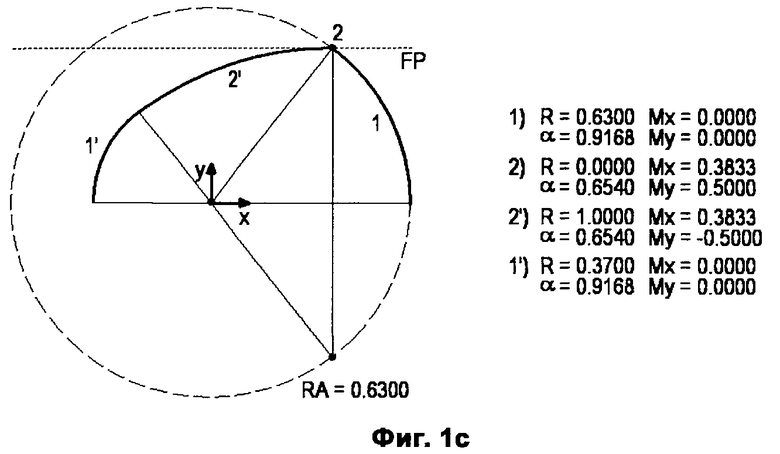
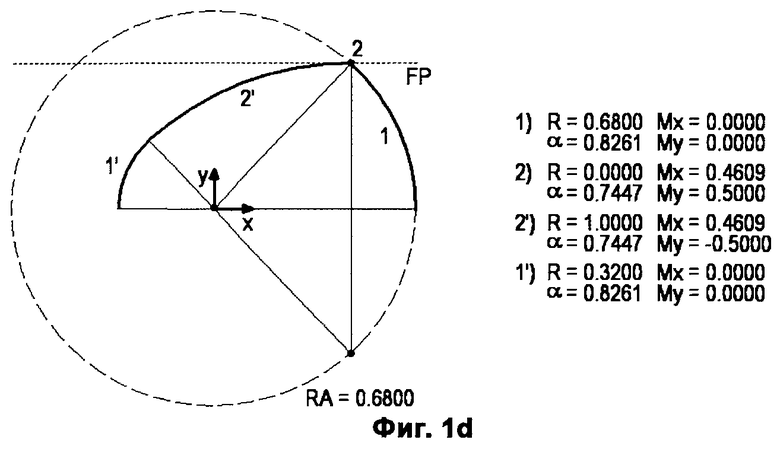
На фигурах 1а-1d показано по одной части одноходных самоочищающихся профилей шнеков известного уровня техники в сечении, как они описаны в [1].
Начало координат обозначает центр вращения. Дуги окружности 1, 2, 2' и 1' образуют половину профиля шнека. Другая половина получается отражением показанного профиля относительно горизонтальной прямой, проходящей через центр вращения. Непредставленный профиль шнека второго вала получают посредством сдвига (параллельного переноса) показанного и отраженного профиля шнека на величину А (нормированное межосевое расстояние) вдоль горизонтальной прямой, проходящей через центр вращения Кроме того, дуга окружности 1' представляет собой создаваемую дугу окружности для создающей дуги 1 так же, как дуга окружности 2' представляет собой создаваемую дугу окружности для создающей дуги окружности 2.
Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Вне пределов профиля шнека наружный радиус шнека обозначен тонкой штриховой линией.
На фигурах 1а-1d нормированный наружный радиус RA последовательно увеличивают, и от профиля с неглубоким вырезом (фиг.1а) переходят к глубокому профилю (фиг.1d).
В каждом случае дуга окружности 1 представляет половину гребня шнека, а ее угол α1 - половину угла гребня. При конструировании в а соответствии с [1] величина α1 равна 
На фигуре 1с половина угла гребня составляет, например, 52,5 градусов, а сумма всех углов гребня обоих шнековых валов получается равной 210 градусам.
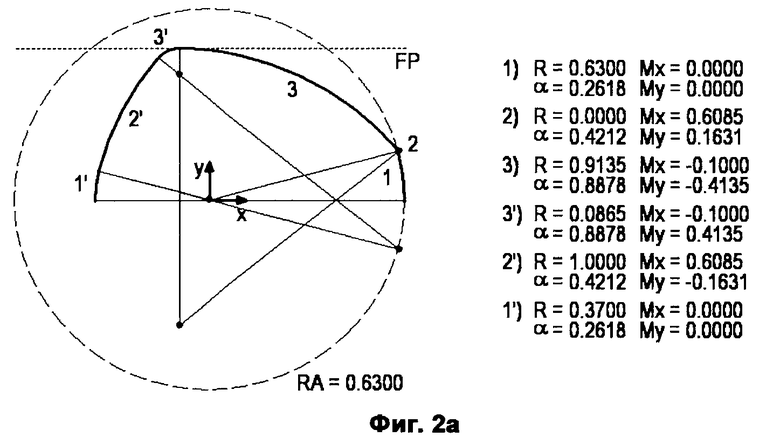
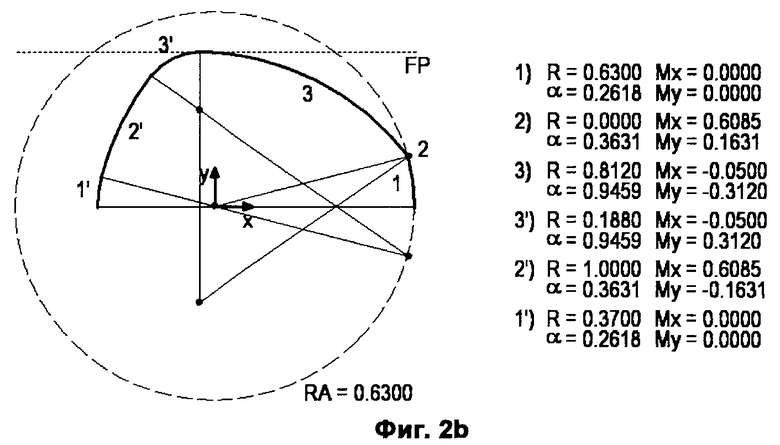
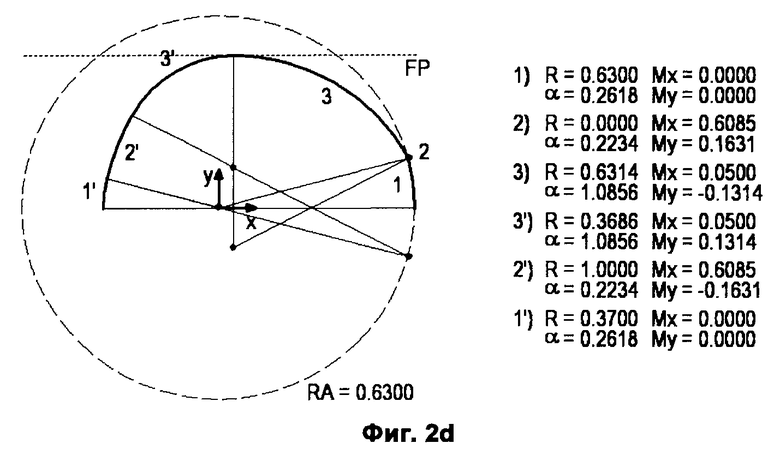
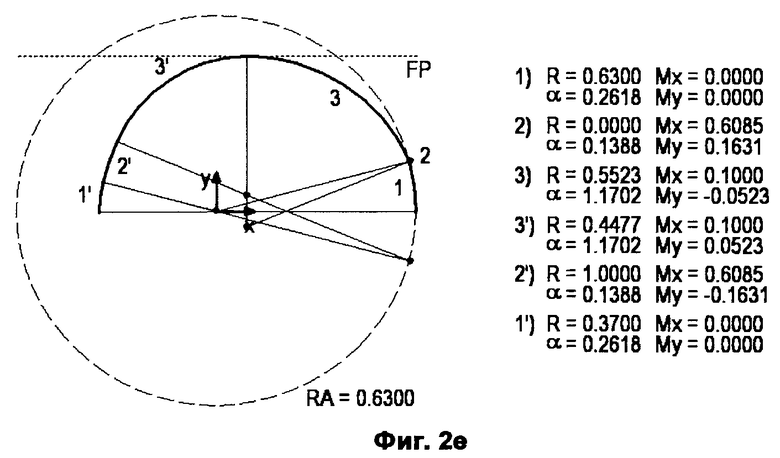
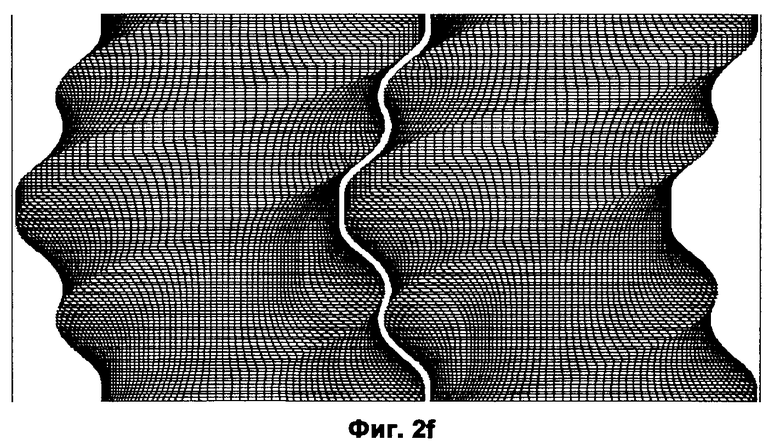
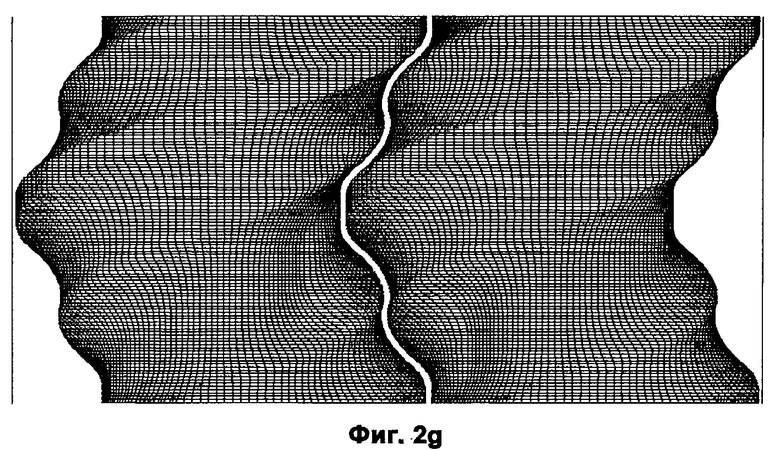
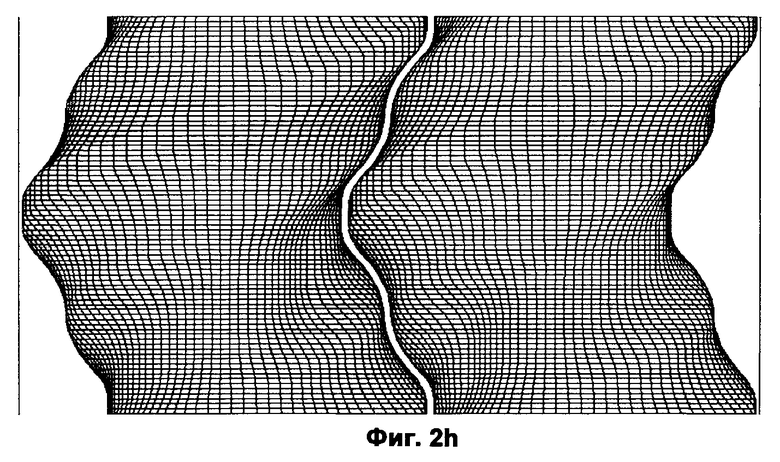
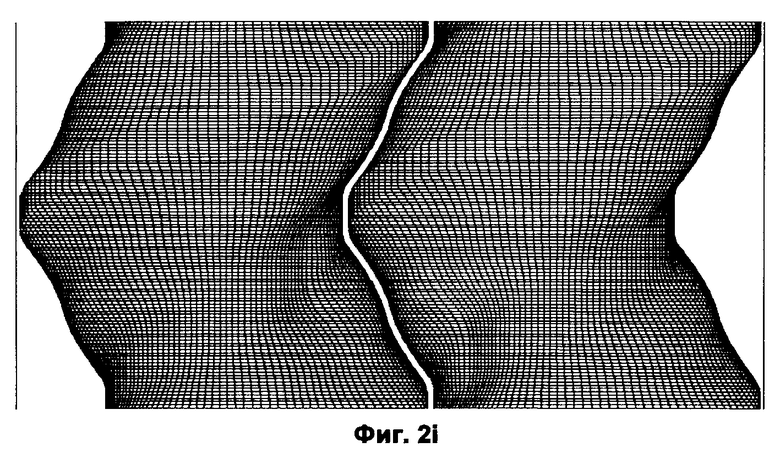
На фигурах 2а, 2b, 2d и 2е в качестве примера показаны сечения частей профилей шнеков согласно изобретению с уменьшенным углом гребня. Цельные профили, обладающие осевой симметрией, можно создать отражением показанных частей профилей относительно горизонтальной прямой, проходящей через центр вращения. Профиль второго шнекового вала можно получить из продемонстрированного и отраженного посредством параллельного переноса (сдвига) вдоль горизонтальной прямой, проходящей через центр вращения, на величину А. Кроме того, дуга окружности 1' представляет собой создаваемую дугу окружности для создающей дуги 1 так же, как дуги окружности 2' и 3' представляют собой создаваемые дуги окружности для создающих дуг окружности 2 и 3.
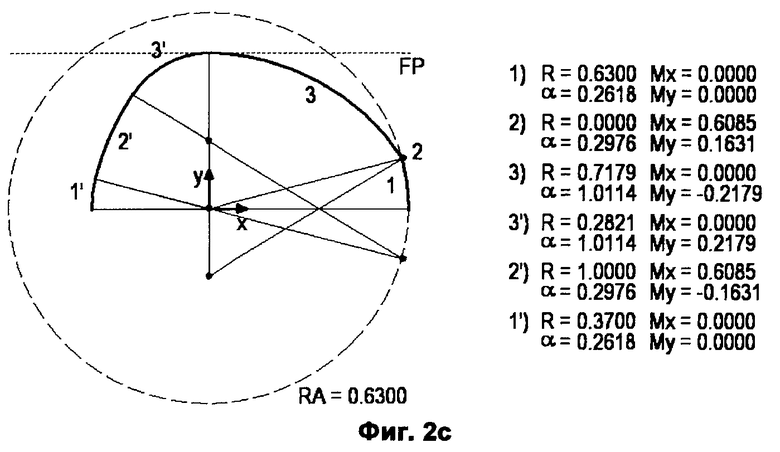
Отношение RA имеет значение 0,63, как и на фигуре 1с, но половина угла гребня α1 была уменьшена до 15 градусов, а сумма по углам гребней обоих шнековых валов - соответственно до 60 градусов. На фигурах 2а-2d в каждом случае выбран радиус R2=0, так что при переходе от гребня шнека к борту образуется кант, а соответствующий R2 радиус R2' приобретает максимальное значение R2'=А. Значение радиуса R3 на фигурах варьировало от R3=0,9135 (фигура 2а) до R3=0,5523 (фигура 2е). На фигурах 2а-2е подчеркнуты возможности изменений конструкции согласно изобретению, включающих при заданном угле гребня и заданном соотношении RA конструкции от угловатых профилей (фигура 2а) вплоть до сильно закругленных профилей (фигура 2е). На фигуре 2с представлена конструкция согласно публикации патента US 3900187, где при заданном угле гребня и заданном соотношении RA возможности вариации отсутствуют. Согласно патенту США US 3900187 центр бокового круга, примыкающего к гребню шнека (на фигуре 2 это окружность 3) на перпендикуляре к оси симметрии профиля, проходящей через центр вращения (на фигуре 2 это ось координат у). Следует обратить внимание, какое влияние на угол между касательными к боковой части профиля шнека и к окружности корпуса в точке перехода между гребнем шнека и бортом оказывают изменения R3 на фигурах 2а-2е. В зависимости от требований процесса можно согласно изобретению выбирать между конструкцией с очень острым углом, как это показано на фигуре 2е, что ведет к тому, что подлежащий обработке материал в силу вращения шнекового вала в значительной степени втягивается в зазор между гребнем шнека и стенкой корпуса, и конструкцией с более значительным углом, где борта шнека в большей степени толкают материал впереди себя.
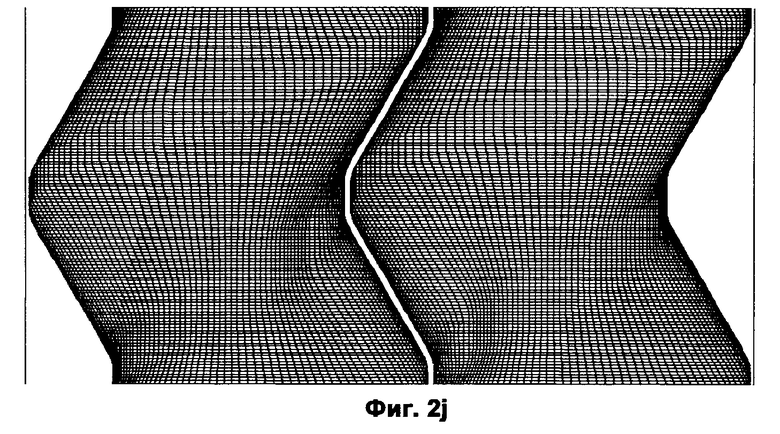
На фигурах 2f-2j в целях пояснения показаны продольный разрез шнековых валов, выполненных из профилей шнеков 2а-2е и построенных как транспортировочная резьба.
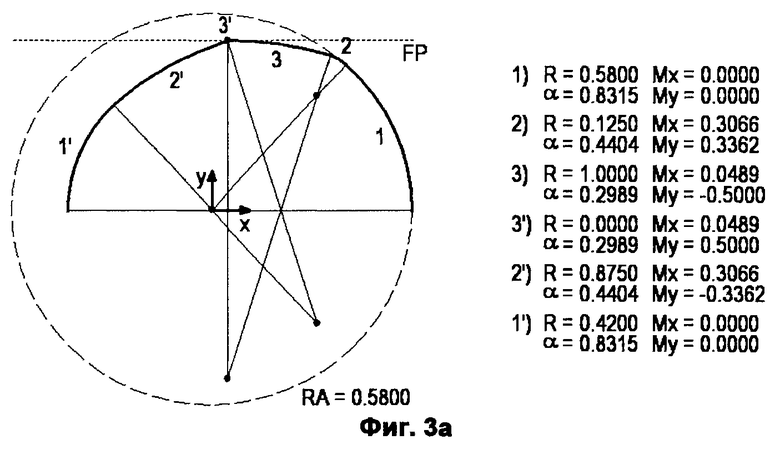
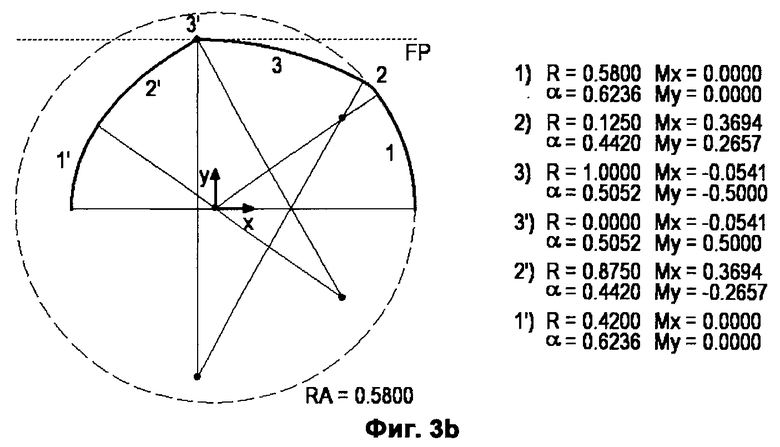
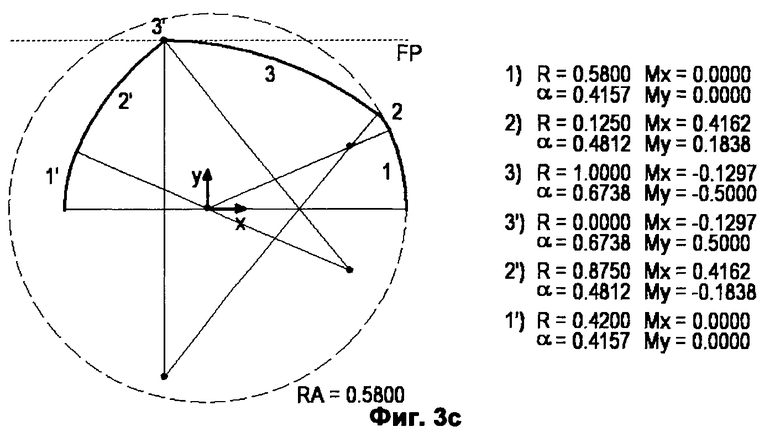
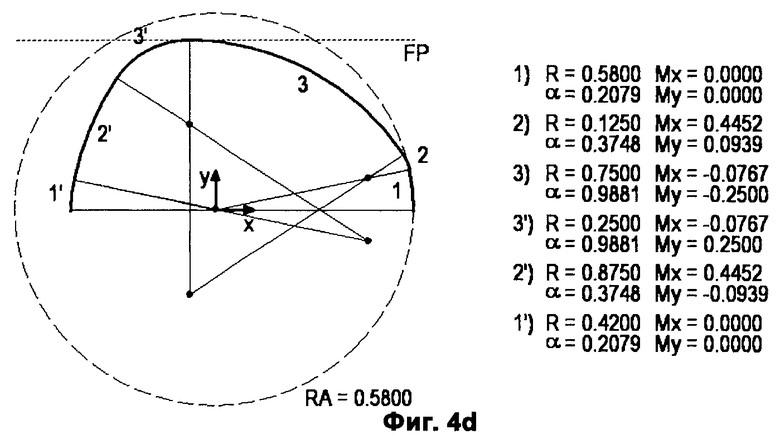
На фигурах 3а-3d в качестве примера показана часть создающего профиля шнека согласно изобретению с RA=0.58 при варьировании угла гребня α1 от 47,6 градусов на фигуре 3а до 11,9 градусов на фигуре 3d. Переход от гребня шнека к борту на фигурах 3а-3d закруглен благодаря выбору радиуса R2, отличного от нуля. Значение радиуса R3, напротив, выбрали максимальным R3=А, так что соответствующий радиус R3' исчезает. Поэтому в боковой части профиля шнека формируется кант, который, однако, вращается на большем расстоянии от корпуса. На фигурах 3а-3d представлены возможные варианты выраженности этого канта: при выборе малого угла гребня α1 и большого бокового угла α3 кант выражен резко (фигура 3d), а при выборе большого угла гребня α1 и малого бокового угла α3 кант выражен лишь незначительно (фигура 3а).
На фигурах 4а-4d показаны части профилей шнеков согласно изобретению, не имеющие перегибов. Значение половинного угла гребня α1 аналогично фигурам 3а-3d варьирует от 47,6 градусов на фигуре 4а до 11,9 градусов на фигуре 4d. Радиусы бортов выбрали на уровне R2=0,125 и R3=0,75. Варьируя ширину гребня, в этом случае можно создать спектр профилей шнеков, простирающийся от профилей с выраженными участками высокого и низкого сдвигового воздействия (фигура 4а) до профилей с гомогенным распределением скорости бокового сдвига по образующей профиля (фигура 4d).
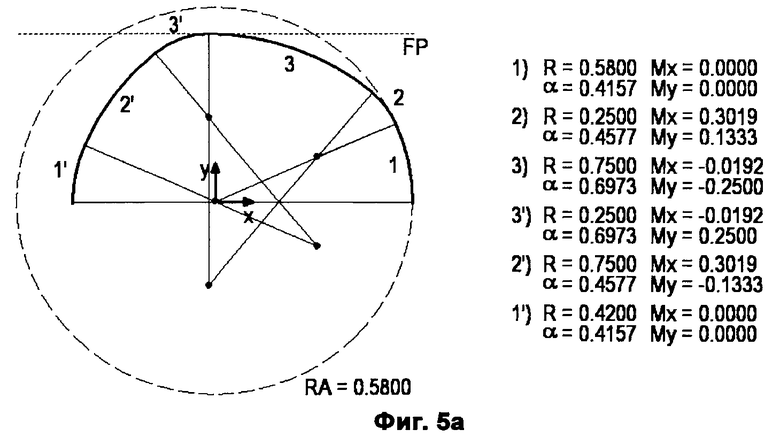
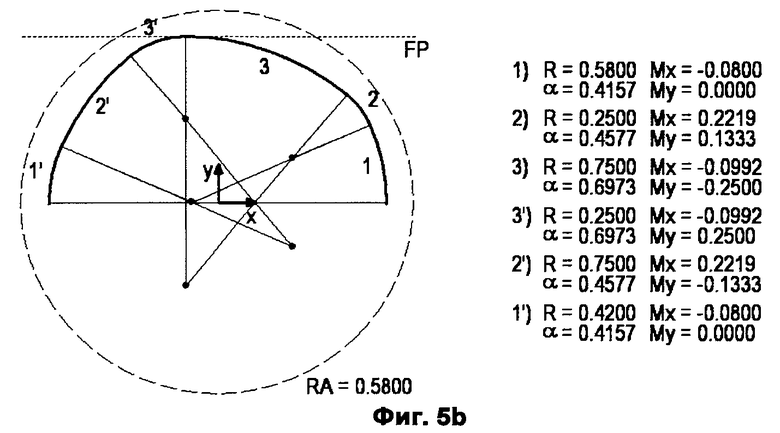
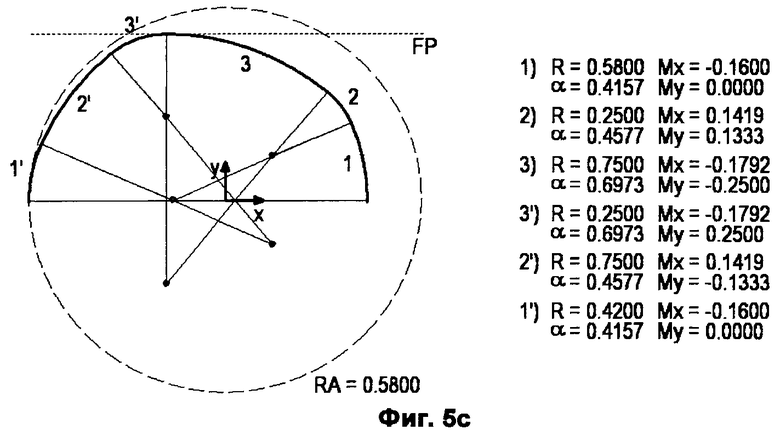
На фигурах 5а-5с в качестве примера изображено создание пары самоочищающихся шнековых валов посредством параллельного переноса профиля шнека согласно изобретению в направлении оси х. Если центры вращения обоих валов лежат на оси х, то профили при фиксации центров вращения можно сдвигать в пределах радиуса корпуса по оси х. При этом сохраняется полное взаимное очищение шнековых профилей. На фигуре 5а показан исходный профиль с половинным углом гребня α1, равным 23,8°, и боковыми радиусами R2=0,25, а также R3=0,75. На фигуре 5b профиль сдвинут по оси х в отрицательном направлении. В этом случае высверленное отверстие в корпусе очищается с сильно увеличенным зазором. Поэтому зоны с высоким сдвиговым воздействием между гребнем шнека и корпусом более не существует. На фигуре 5с показано максимально возможное смещение профиля (параллельный перенос). Основание шнека либо же паз исходного профиля исполняют теперь роль гребня шнека, и наоборот.
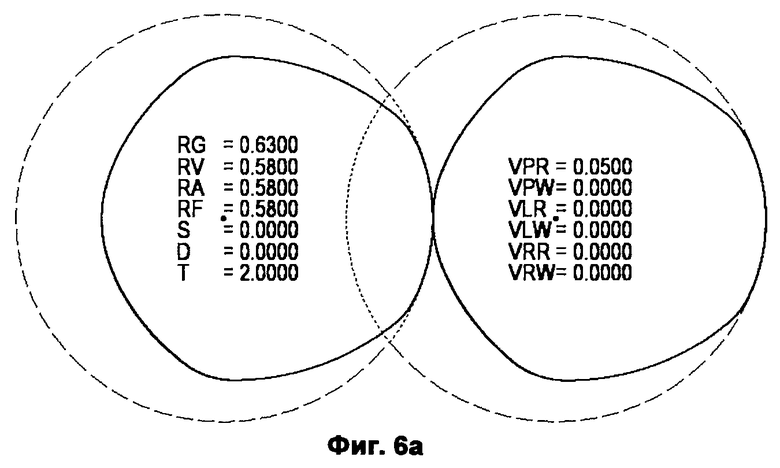
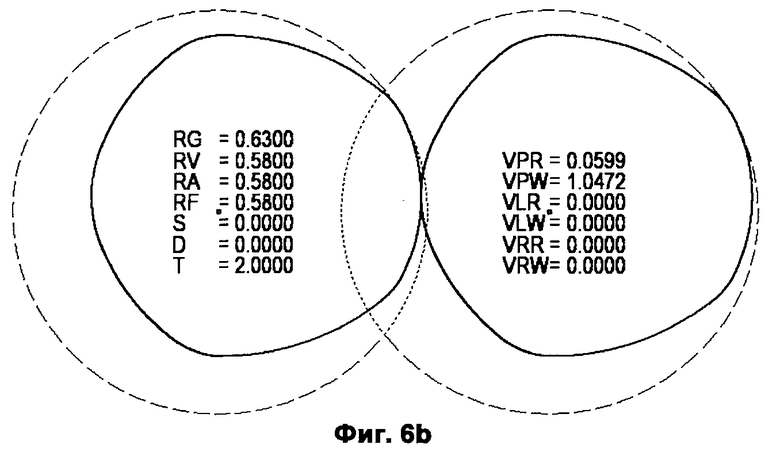
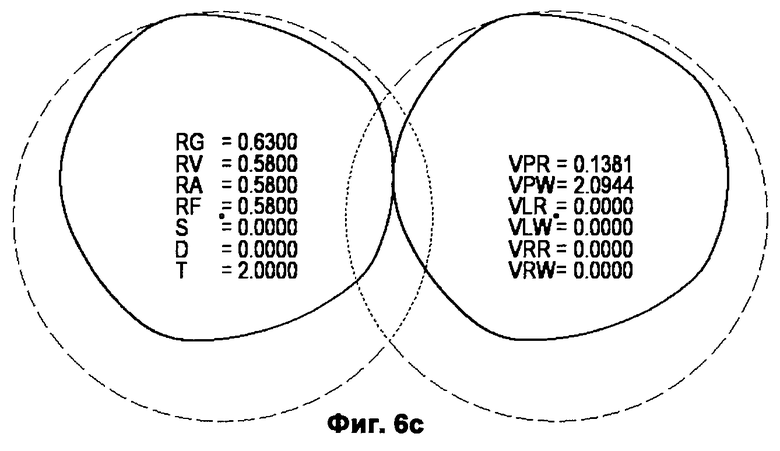
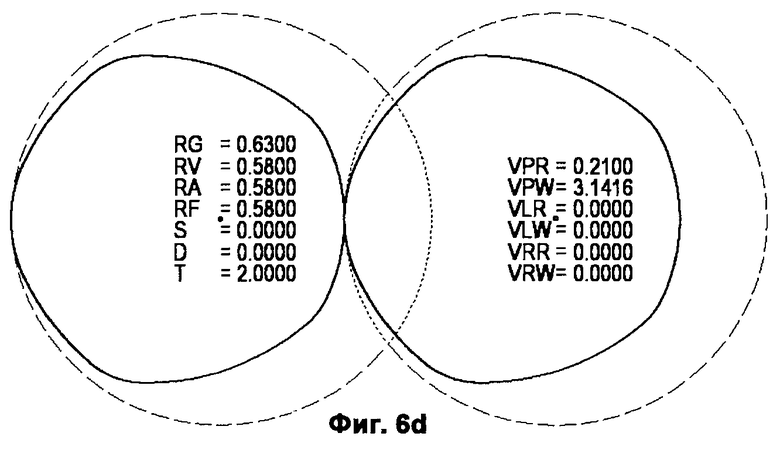
Особая форма исполнения шнековых элементов согласно изобретению представлена в качестве примера на фигурах 6а-6d.
Показанный профиль шнека можно получить из части профиля, показанной на фигуре 5а, посредством отражения относительно горизонтальной прямой, проходящей через центр вращения. Профиль второго вала соответствует профилю первого вала, сдвинутому на величину А вдоль оси симметрии.
Эта форма исполнения отличается тем, что сверленые отверстия в корпусе исполняют с нормированным радиусом RG=0,63, который больше наружного радиуса профилей шнека RA=0,58. Профили шнека попарно сдвинуты (смещены параллельным переносом) относительно центров отверстий в корпусе. Центры вращения (представленные маленькими окружностями), однако, остаются в середине отверстий в корпусе. Таким образом, создают шнековые элементы с эксцентриковым вращением. Сдвиг в пределах отверстия в корпусе можно выбирать произвольно. На фигурах 6а-6d показаны примеры четырех вариантов сдвига одного и того же профиля шнека, при которых в каждом случае очистку отверстия в корпусе проводит другой радиус.
До сих пор рассмотрены шнековые профили с точной очисткой скоблением. В машинах, изготовленных для промышленности, необходимо, однако, отступить от геометрических параметров точной очистки скоблением, постольку-поскольку сохраняются точно заданные зазоры при очистке. Это необходимо, чтобы избежать "задиров" металла, чтобы уравновесить допуски при изготовлении и чтобы избежать избыточного рассеивания энергии в зазорах. Тактика создания равномерных зазоров может быть различной. Больше всего распространено формирование зазоров, эквидистантных в продольном сечении через машину. Способ работы при изготовлении соответствующих профилей шнеков приведен в [1], начиная со страницы 103.
На фигурах 7а-7d приведены примеры профилей шнековых элементов согласно изобретению с зазорами (люфтами). На фигуре 4а нормированный на межосевое расстояние зазор S при очистке шнеков друг другом выбран той же величины, что и нормированный зазор D при очистке корпуса. На фигуре 7b зазор S меньше, чем D, а на фигурах 7с и 7d, наоборот, D меньше, чем S.
С помощью фигур 8а-8d показано, что эксцентрические профили можно согласно изобретению также получать, конструируя профиль шнека с зазорами, а затем сдвигая профили в пределах зазоров. Профили с фигур 8а-8d идентичны профилю с иллюстрации 7d. На фигуре 8а сдвиг относительно прямой, проходящей через центры вращения шнековых элементов, осуществляется под углом 0°, на фигуре 8b - под углом 60°, на фигуре 8с - под углом 120°, а на фигуре 8d - под углом 180°.
На фигурах 8а-8d показаны примеры сдвига обоих валов с одинаковым вектором. В принципе, однако, возможно также, чтобы векторы сдвига обоих валов в пределах зазоров отличались друг от друга. В этом случае получают профили, зазор которых при очистке изменяется по мере вращения валов.
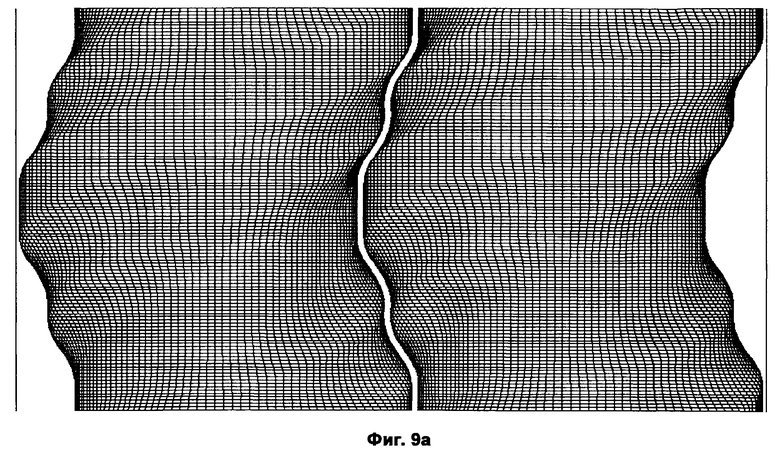
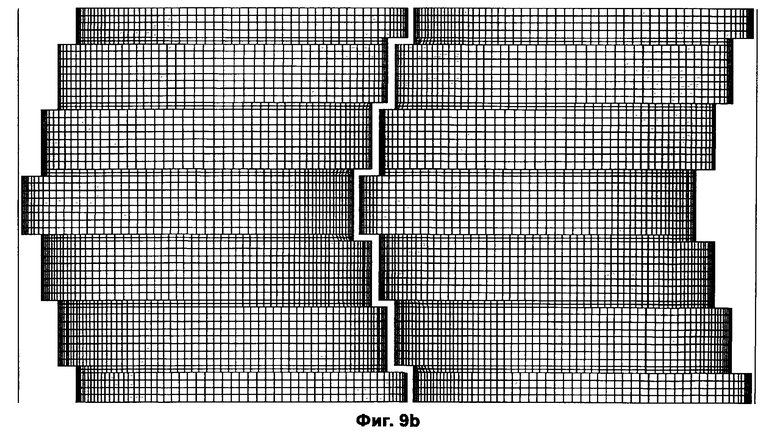
Известно, что транспортировочный эффект пары профилей обусловлен тем, что профили постоянно поворачиваются со смещением в осевом направлении подобно винту. Таким образом, возникает транспортировочный червяк. Фигура 9а в качестве примера демонстрирует продольное сечение транспортировочного червяка согласно изобретению. Смешивающие элементы, эффективность диспергирования у которых повышена по сравнению с транспортировочным червяком, получают, размещая призматические диски самоочищающихся профилей на оси со сдвигом друг относительно друга. Пример месильного элемента с семью месильными дисками, размещенными на оси со сдвигом на угол 30°, приведен на фигуре 9b.
На всех фигурах без исключения показаны симметричные профили шнеков. Возможно также, однако, создавать и асимметричные профили шнеков. Это подробно изложено в заявке РСТ/ЕР 2009/003549. Например, из половин профиля шнека, представленных на фигурах 2а и 2b, можно составить асимметричный профиль шнека, для чего, например, профиль, показанный на фиг.2b, отражают относительно оси х, а отраженной частью дополняют недостающий участок профиля на фиг.2а.
На фигурах для описания создающего или создаваемого профиля шнека используют максимум 12 дуг окружности. Способ согласно изобретению, однако, никоим образом не ограничен максимумом в 12 дуг окружности. Напротив, для создания профилей шнеков можно использовать сколько угодно дуг окружности. В частности, это позволяет, применяя достаточно высокое количество дуг, с желательной точностью аппроксимировать шнековые профили, которые исходно не состоят из дуг окружности и, соответственно, не являются самоочищающимися.
Из профиля поперечного сечения шнекового вала можно рассчитать профиль продольного сечения. Предпочтительно использовать каждую дугу профиля шнека, чтобы с помощью явной функции рассчитать принадлежащую к этой дуге окружности часть продольного сечения.
Для расчета удаления s точки на дуге окружности какого-либо профиля шнека от оси вращения на первом этапе определяют точку пересечения (Sx, Sy) прямой g, характеризуемой тем, что указанная прямая находится в плоскости профиля шнека, проходит через центр вращения профиля шнека, а ориентация прямой задана углом φ, с дугой окружности kb, характеризуемой радиусом r и положением центра (MX, My). На втором этапе рассчитывают удаление s точки пересечения (Sx, Sy) от центра вращения профиля шнека. Расчет точки пересечения прямой с дугой можно представить функцией в явном виде. То же самое справедливо для расчета удаления. Поэтому для удаления справедливо s=s(φ,r,Mx,My). Угол φ при известном шаге t шнекового элемента можно с помощью φ/2π*t перевести в осевую координату z_ax, так что для расстояния окажется справедливо s=s(z_ax,r,Mx,My)=s(φ/2π*t,r,Mx,My). Функция s(z_ax,r,Mx,My) описывает искомое продольное сечения дуги окружности профиля шнека.
Ниже в качестве примера описан способ, посредством которого можно конструировать профили шнековых элементов согласно изобретению.
Способ создания самоочищающихся шнековых элементов с плотным зацеплением, вращающихся в одном направлении, расстояние а между осями вращения создающего и создаваемого профилей шнека у которых можно варьировать, отличается тем, что создающий профиль шнека формируется из n дуг окружности, а создаваемый профиль шнека - из n' дуг окружности, причем
- создающий профиль шнека и создаваемый профиль шнека располагаются в одной плоскости,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- выбирают число дуг окружности n создающего профиля шнека, причем n - это целое число, большее или равное 1,
- выбирают наружный радиус ra создающего профиля шнека, причем ra может принимать значения, большие 0 (ra>0) и меньшие или равные межосевому расстоянию (ra≤а),
- выбирают внутренний радиус ri создающего профиля шнека, причем ri может принимать значения, большие или равные 0 (ri≥0) и меньшие или равные ra (ri≤ra),
- дуги окружности создающего профиля шнека располагаются вокруг оси вращения создающего профиля шнека в направлении по часовой или против часовой стрелки соответственно нижеследующим правилам расположения так, что:
- все дуги окружности создающего профиля шнека переходят друг в друга по касательной таким образом, что получается замкнутый выпуклый профиль, причем дуга окружности, радиус которой равен 0, предпочтительно рассматривают как дугу окружности, радиус которой составляет eps, причем eps - это очень малое вещественное положительное число, стремящееся к нулю (eps<<1, eps→0),
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса ra создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса ri создающего профиля шнека,
- величину первой дуги окружности создающего профиля шнека, заданной углом α1 и радиусом r1, выбирают так, чтобы угол α1 в радианах был больше или равен 0 и меньше или равен 2π, причем под π подразумевается отношение длины окружности к ее диаметру (π=3,14159), а радиус r1 был больше или равен 0 и меньше межосевого расстояния а или равен ему, а расположение этой первой дуги окружности создающего профиля шнека, получаемое при размещении двух различных точек этой первой дуги окружности, задают в соответствии с указанными правилами расположения, причем первой подлежащей размещению точкой этой первой дуги окружности предпочтительно является начальная точка этой первой дуги окружности, а второй подлежащей размещению точкой этой первой дуги окружности предпочтительно является центр этой первой дуги окружности,
- величины дальнейших n-2 дуг окружности создающего профиля шнека, заданых углами α2, …, αn-1 и радиусами r2, …, rn-1, выбирают так, чтобы углы α2, …, αn-1 в радианах были больше или равны 0 и меньше или равны 2π, а радиусы r2, …, rn-1 были больше или равны 0 и меньше межосевого расстояния а или равны ему, а размещение этих остальных n-2 дуг окружности создающего профиля шнека задают в соответствии с указанными правилами расположения,
- величина последней дуги окружности создающего профиля шнека, заданной углом αn и радиусом rn, определяется тем, что сумма n углов n дуг окружности создающего профиля шнека в радианах равняется 2π, причем угол αn в радианах больше или равен 0 и меньше или равен 2π, а радиус rn замыкает создающий профиль шнека, причем радиус rn больше или равен 0 и меньше межосевого расстояния а или равен ему, а размещение этой последней дуги окружности создающего профиля шнека задают в соответствии с указанными правилами расположения,
- n' дуг окружности создаваемого профиля шнека формируют из n дуг окружности создающего профиля шнека посредством того, что
- число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n, причем n' - целое число,
- наружный радиус создаваемого профиля шнека ra' равен разности при вычитании внутреннего радиуса ri создающего профиля шнека из межосевого расстояния (ra*=a-ri),
- внутренний радиус создаваемого профиля шнека ri' равен разности при вычитании наружного радиуса ra создающего профиля шнека из межосевого расстояния (ri'=а-ra),
- угол αj' i'-ой дуги окружности создаваемого профиля шнека равен углу αj i-ой дуги окружности создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n' (α1'=α1,…,α_n'=αn),
- сумма радиуса ri' i'-ой дуги окружности создаваемого профиля шнека и радиуса ri i-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n' (r1'+r1=а,…,rn'+rn=а),
- центр i'-ой дуги окружности создаваемого профиля шнека находится от центра i-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр i'-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра i-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр i'-ой дуги окружности создаваемого профиля шнека с центром i-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- начальная точка i'-ой дуги окружности создаваемого профиля шнека располагается относительно центра i'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка i-ой дуги окружности создающего профиля шнека относительно центра i-ой дуги окружности создающего профиля шнека, причем i и i' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n'(i'=i).
Согласно изобретению дуги создающего и создаваемого профилей шнеков следует выбирать или согласовывать друг с другом так, чтобы сумма углов гребня создающего и создаваемого профилей шнека была меньше чем
Из описанного способа создания ровных самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, вытекают следующие свойства создаваемого профиля шнека:
- создаваемый профиль шнека замкнутый,
- создаваемый профиль шнека выпуклый,
- каждая дуга окружности создаваемого профиля шнека переходит в следующую дугу окружности создаваемого профиля шнека по касательной таким образом, что получается замкнутый выпуклый профиль, причем дугу окружности, радиус которой равен 0, предпочтительно рассматривают как дугу окружности, радиус которой составляет eps, причем eps - это очень малое вещественное положительное число, стремящееся к нулю (eps<<1, eps→0),
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra' и внутренний радиус ri', центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создаваемого профиля шнека касается наружного радиуса ra' создаваемого профиля шнека,
- по меньшей мере одна из дуг окружности создаваемого профиля шнека касается внутреннего радиуса ri' создаваемого профиля шнека.
Из описанного способа создания ровных самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, также вытекает, что только в том случае, когда внутренний радиус ri создающего профиля шнека равен разности при вычитании наружного радиуса ra создающего профиля шнека из межосевого расстояния (ri=a-ra), наружный радиус ra' создаваемого профиля шнека будет равен наружному радиусу ra создающего профиля шнека, а внутренний радиус ri' создаваемого профиля шнека будет равен внутреннему радиусу ri создающего профиля шнека.
Если в создающем профиле шнека имеется дуга окружности с радиусом ri=0, то в месте этой дуги окружности наблюдается перегиб профиля шнека, размер которого характеризуется углом αi. Если в создаваемом профиле шнека имеется дуга окружности с радиусом ri'=0, то в месте этой дуги окружности наблюдается перегиб профиля шнека, размер которого характеризуется углом αi'.
Кроме того, описанный способ создания ровных самоочищающихся профилей шнеков с плотным зацеплением, вращающихся в одном направлении, отличается тем, что его можно реализовывать с помощью исключительно угольника и циркуля. Так, переход по касательной от i-ой к (i+1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки i-ой дуги окружности окружность радиусом ri+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой i-ой дуги окружности, становится центром (i+1)-ой дуги окружности. На практике для конструирования профилей шнека вместо циркуля и угольника целесообразно применять компьютерную программу.
Профили шнеков, изготовленные общим способом, не зависят от числа витков z.
Создаваемый профиль шнека может быть не идентичен создающему профилю шнека. Из изложения специалисту легко понять, что описанный способ, в частности, пригоден для того, чтобы создавать переходные элементы между шнековыми элементами с различным числом витков. Начиная с z-ходного профиля шнека, возможно шаг за шагом изменять создающий и создаваемый профили шнека так, чтобы в конце концов получить профиль шнека с числом витков z', отличным от z. При этом во время перехода допускается уменьшение или увеличение числа дуг окружности.
В случае симметричных профилей способ можно упростить, конструируя только части профилей шнека, а недостающие части создавая из сконструированных посредством операций симметричного отображения. Это подробно описано в международной заявке РСТ/ЕР 2009/003549.
Рекомендуется реализовывать способ создания шнековых профилей на компьютере. В этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (CNC - Computerized Numerical Control) для создания шнековых элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2516399C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ВИСКОЭЛАСТИЧНЫХ МАСС, ПРИМЕНЕНИЕ И СПОСОБ | 2010 |
|
RU2550175C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ МНОГОВАЛЬНЫХ ШНЕКОВЫХ МАШИН | 2014 |
|
RU2673517C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2500533C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УЛУЧШЕННОЙ ЭФФЕКТИВНОСТЬЮ ДИСПЕРГИРОВАНИЯ И УМЕНЬШЕННЫМ ПОСТУПЛЕНИЕМ ЭНЕРГИИ | 2009 |
|
RU2516172C2 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ СО СНИЖЕННОЙ ЭНЕРГОПОДАЧЕЙ ПРИ ПОВЫШЕНИИ ДАВЛЕНИЯ | 2009 |
|
RU2516552C9 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ГРЕБНЯ | 2009 |
|
RU2522624C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2513427C9 |
Изобретение касается шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применения таких шнековых элементов, а также способа экструзии пластических масс. Техническим результатом заявленного изобретения является обеспечение сравнимого с известными одноходными шнековыми элементами повышения давления, при уменьшении воздействия сдвига, оказываемого на обрабатываемый материал. Технический результат достигается шнековыми элементами для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно полностью очищающимися скоблением шнековыми валами, в каждом случае только с одним ходом шнека, с межосевым расстоянием а и наружным радиусом ra. Причем сумма углов гребня пары валов меньше чем  . В случае профилей шнеков, обладающих осевой симметрией, ни один из центров боковых окружностей не лежит на перпендикуляре к оси симметрии профиля, проходящем через центр вращения. При этом профили шнековых элементов в сечении состоят из n дуг окружностей, причем n - это целое число, больше 4. У каждой из n дуг окружностей имеются начальная и конечная точки, а дуги окружности в начальных и конечных точках всегда переходят друг в друга тангенциально. 3 н. и 12 з.п. ф-лы, 39 ил.
. В случае профилей шнеков, обладающих осевой симметрией, ни один из центров боковых окружностей не лежит на перпендикуляре к оси симметрии профиля, проходящем через центр вращения. При этом профили шнековых элементов в сечении состоят из n дуг окружностей, причем n - это целое число, больше 4. У каждой из n дуг окружностей имеются начальная и конечная точки, а дуги окружности в начальных и конечных точках всегда переходят друг в друга тангенциально. 3 н. и 12 з.п. ф-лы, 39 ил.
1. Шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно полностью очищающимися скоблением шнековыми валами, в каждом случае только с одним ходом шнека, с межосевым расстоянием а и наружным радиусом ra, причем сумма углов гребня пары валов меньше чем , а в случае профилей шнеков, обладающих осевой симметрией, ни один из центров боковых окружностей не лежит на перпендикуляре к оси симметрии профиля, проходящем через центр вращения, отличающиеся тем, что профили шнековых элементов в сечении состоят из n дуг окружностей, причем n - это целое число, больше 4, у каждой из n дуг окружностей имеются начальная и конечная точки, а дуги окружности в начальных и конечных точках всегда переходят друг в друга тангенциально.
2. Шнековые элементы по п.1, отличающиеся тем, что профиль поперечного сечения состоит предпочтительно из пяти или более дуг окружности с радиусом, большим или равным нулю и меньшим или равным а, причем дуги окружности в своих начальных и конечных точках переходят друг в друга тангенциально.
3. Шнековые элементы по п.1, отличающиеся тем, что они выполнены как смесительные или транспортировочные элементы.
4. Шнековые элементы по п.1, отличающиеся тем, что они выполнены как месильные элементы.
5. Шнековые элементы по п.1, отличающиеся тем, что имеются зазоры между шнековыми элементами и корпусом и/или между соседствующими шнековыми элементами.
6. Шнековые элементы по одному из пп.1-5, отличающиеся тем, что нормированный на межосевое расстояние радиус шнековых элементов находится в пределах от 0,52 до 0,66.
7. Применение шнековых элементов по одному из пп.1-6 в многовальной шнековой машине.
8. Применение по п.7, отличающееся тем, что шнековые элементы по всей своей образующей попарно очищают друг друга при постоянной ширине щели.
9. Применение по п.7, отличающееся тем, что шнековые элементы попарно очищают друг друга, причем ширина щели не постоянна по ходу образующей.
10. Применение по п.7, отличающееся тем, что профили шнековых элементов попарно сдвинуты относительно центра вращения, лежащего по центру отверстия в центре корпуса.
11. Способ экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов по одному из пп.1-6.
12. Способ по п.11, отличающийся тем, что пластические массы - это термопласты или эластомеры.
13. Способ по п.12, отличающийся тем, что в качестве термопласта применяют поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола, поливинилхлорид либо же смесь по меньшей мере двух из вышеуказанных термопластов.
14. Способ по п.12, отличающийся тем, что в качестве эластомеров применяют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперчу, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук или сочетание по меньшей мере двух из указанных эластомеров.
15. Способ по одному из пп.11-14, отличающийся тем, что к пластическим массам добавляют наполнители, или армирующие вещества, или присадки к полимерам, или органические или неорганические пигменты, или их смеси.
| Способ гидрофобизации дисперсной двуокиси кремния | 1980 |
|
SU1013402A1 |
| US 5487602 А, 30.01.1996 | |||
| СРЕДСТВО ДЛЯ ЛЕЧЕНИЯ И ПРОФИЛАКТИКИ ЧЕСОТКИ | 1994 |
|
RU2076707C1 |
| US 5573332 A, 12.11.1996 | |||
| Экструдер самоочищающегося типа | 1979 |
|
SU1190979A3 |
| Смешивающе-месильная установка непрерывного действия для пластифицируемых масс | 1983 |
|
SU1279522A3 |

