Изобретение касается шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применения шнековых элементов в многовальных шнековых машинах, а также способа создания шнековых элементов.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (патент Германии DP 862668). В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, в книге Klemens Kohlgrüber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag München 2007, S.96 ff [1]. В ней описаны конструкции одноходовых, двух- и трехходовых профилей.
Специалисту известно, что в области гребней шнека в расплаве особенно большое количество энергии подвергается диссипации (рассеиванию), что ведет к сильному местному перегреву продукта. Это представлено, например, в [1], начиная со стр.160. Этот локальный перегрев может повредить продукту, например изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например, гелеобразных включений или крапин. Особо вреден при этом большой наклон гребня.
Энергопоступление в двухшнековом экструдере осуществляется в форме электроэнергии, которая дорого стоит, так что из экономических и экологических соображений следует стремиться к снижению энергоподачи. Кроме того, высокое энергопоступление означает высокую температуру продукта, что опять же может отрицательно повлиять на качество. Кроме того, высокое энергопоступление во многих процессах ограничивает также возможную производительность двухшнекового экструдера и, следовательно, экономичность.
Энергопоступление в двухшнековом экструдере определяется такими параметрами процесса как производительность (объем прохождения) и скорость вращения, свойствами продукта, а также геометрическими параметрами используемых шнековых валов. Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами. Как правило, в настоящее время применяют шнековые элементы с двухходовыми или трехходовыми профилями, поскольку из-за большого угла наклона гребня энергопоступление при использовании одноходового шнекового профиля очень высоко.
В известном уровне техники (см., например, [1], стр.101) геометрические характеристики шнековых элементов с точной очисткой скоблением задают, указывая следующие независимые величины: число витков Z, расстояние между осями А и диаметр корпуса (соответствует диаметру контура точной очистки скоблением DE). При этом число витков представляет собой число дуг окружности каждого элемента, очищающих внешнюю стенку. Угол такой круговой дуги относительно центра вращения называют углом наклона гребня (винтовой линии) KW0. Внешний радиус профиля в области угла гребня равен радиусу корпуса. В известном уровне техники KW0 не является величиной, регулируемой в зависимости от поставленной задачи, а определяется уравнением 1 (Ур.1)

где KW0 - это угол гребня профиля с точной очисткой скоблением в дуговой мере, а π - отношение длины окружности к ее диаметру (π≈3,14159). Сумма углов гребня пары элементов с плотным зацеплением SKW0 автоматически составляет

Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнеками должен быть промежуток (зазор, люфт). Геометрические параметры изготовленных шнеков специалист получает на основе контура шнеков с точной очисткой скоблением, используя известные методы, как это описано, например, в [1]. В книге [1], начиная со стр.28, описаны различные возможные стратегии работы с подающими элементами. При использовании приведенных в этом тексте продольных или пространственных эквидистант углы гребня KWAO шнеков, изготовленных в реальности, как это, например, представлено в [1] на стр.100, уменьшаются по сравнению с углом KW0. В частности, к уменьшению KWAO ведет значительный зазор между шнеками. Большой зазор между шнеками, предназначенный для уменьшения угла гребня, однако, невыгоден, поскольку из-за этого уменьшается эффект взаимной очистки шнеков, а продолжительность пребывания материалов на поверхности шнековых элементов возрастает, что ведет к локальному повреждению продукции и, следовательно, к ухудшению ее качества. Кроме того, специалисту известно, что увеличение зазоров отрицательно влияет на эффективность шнековых элементов в плане транспортировки и формирования давления, так что, если необходимо выполнять некоторую конкретную технологическую задачу, то зазоры нельзя делать слишком большими.
Если во время работы участки двухшнекового экструдера частично заполнены расплавом, что делают, например, для дегазации или формируя резерв для зоны набора давления, то расплав вращается перед гребнем [1]. При этом у каждого шнекового профиля имеется одна сторона, которая "толкает" расплав, и одна, которая "тянет" расплав. Шнековый вал вращается так, что "толкающая" сторона движется впереди, а тянущая следует за ней. При частичном заполнении расплав вращается перед "толкающей" стороной. Диссипация энергии и эффективность, например, процессов дегазации в этом вращающемся расплаве зависят - помимо угла гребня и зазоров - также и от геометрических параметров канала расплава перед "толкающей" стороной. Возможность настроить эти геометрические параметры на поставленную задачу на нынешнем техническом уровне отсутствует.
Во время работы валы многовальных экструдеров со стороны привода, которая одновременно является стороной загрузки продукта, удерживаются в трансмиссии (приводе). На стороне выхода продукта они покоятся в расплавленном продукте, поскольку внешняя подвеска в зоне выхода продукта представляла бы собой препятствие. До загрузки многовального экструдера продуктом в процессе запуска валы без смазки соприкасаются гребнями с материалом корпуса. Это может вызывать износ, повреждение вала и корпуса, а также загрязнение продукта. Во избежание избыточного износа гребней необходим определенный минимальный угол гребней. Следовательно, было бы желательно иметь возможность свободно выбирать этот угол гребней.
Двухшнековые экструдеры также могут подвергаться износу. В случае чистых полимеров он возможен в зоне расплава. Продукты, заполненные твердыми наполнителями и армирующими веществами, например, тальком, карбонатом кальция или же в особенности стекловолокном, вызывают особенно сильный износ. Также возможно коррозионное воздействие, если продукт, например, содержит или выделяет кислоты. Подобные абразивные или коррозионные воздействия особенно сказываются на кантах, ограничивающих гребень профиля, где возможны утрата материала или выкрашивание. Такие изменения в гребне профиля решительным образом влияют на эффективность работы многовального экструдера, что нежелательно. Закругленные края были бы в значительно меньшей степени подвержены таким воздействиям, но на нынешнем техническом уровне их применение невозможно без потери свойства самоочистки.
Поэтому, принимая во внимание известный уровень техники, поставлена задача предложить шнековые элементы с плотным зацеплением для многовальных шнековых машин, на которые не распространяются вышеуказанные ограничения, действующие для шнековых элементов известного уровня техники. Поставлена задача предложить шнековые элементы, у которых снижена энергоподача. Кроме того, поставлена задача предложить шнековые элементы, у которых можно так сформировать геометрические параметры толкающей и тянущей сторон в зависимости от конкретной поставленной цели, чтобы обработка продукта в многовальной шнековой машине была обеспечена оптимальным образом.
Неожиданно были найдены шнековые элементы с уменьшенным по сравнению с нынешним техническим уровнем углом гребня, которые решают эту задачу.
Соответственно, предметом изобретения являются шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, отличающиеся тем, что сумма SKW всех углов наклона гребня KWk пары элементов можно выбирать свободно, она больше 0 и меньше
 ,
,
причем Z означает число витков, А расстояние между осями двух шнековых элементов, a DE - наружный диаметр шнековых элементов, а также все шнековые элементы, получаемые из указанных шнековых элементов посредством настройки зазоров. При суммировании по всем углам линий гребней индекс k изменяется от 1 до 2*Z. У шнековых элементов согласно изобретению геометрические параметры толкающей и тянущей стороны можно отдельно регулировать по потребности, а канты, ограничивающие гребни, можно по потребности закруглять.
При этом изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Число витков Z шнековых элементов согласно изобретению предпочтительно составляет 2, 3, 4, 5, 6, 7 или 8; особо предпочтительные его значения - от 2 до 4.
Наружный радиус профиля шнека составляет RE=DE/2, внутренний диаметр DK, а внутренний радиус RK=DK/2. Поэтому всегда справедливо A=RE+RK.
Профиль шнековых элементов согласно изобретению ("профиль шнека", "шнековый профиль") предпочтительно формируется из дуг окружности, которые переходят друг в друга по касательной (тангенциально). Эти профили шнека состоят по меньшей мере из 6*Z дуг окружности.
Размер дуги окружности задается ее центральным углом и радиусом. В дальнейшем центральный угол дуги окружности для краткости называется углом дуги окружности. Положение дуги окружности задается положением его центра и положением обеих его конечных точек.
Профиль шнековых элементов согласно изобретению отличается тем, что радиус одной или нескольких дуг окружности может иметь нулевое значение. В этом случае в профиле имеются один или несколько перегибов,
Предварительно заданный профиль шнека на первом валу двухшнекового экструдера ("формирующий") однозначно определяет профиль шнека на соседнем втором валу ("формируемого"). Соответственно, профиль шнека на первом валу двухшнекового экструдера называют формирующим профилем шнека, в то время как профиль шнека на соседнем втором валу двухшнекового экструдера называют формируемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Профили шнеков согласно изобретению всегда замкнутые и выпуклые. Сумма углов отдельных дуг окружности для каждого элемента всегда составляет 2π.
Шнековые элементы согласно изобретению отличаются тем, что в каждом случае дуга окружности создаваемого профиля шнека "соответствует" дуге окружности создающего профиля шнека. Под понятием "соответствовать" подразумевают, что
- углы соответствующих дуг имеют равную величину,
- сумма радиусов соответствующих дуг равна расстоянию между осями,
- в каждом случае одна из линий, соединяющих центр дуги окружности создающего профиля шнека с ее конечными точками, проходит параллельно одной из линий, соединяющих центр соответствующей дуги окружности создаваемого профиля шнека с ее конечными точками,
- направления на конечные точки дуги окружности создающего профиля шнека от центра дуги окружности в каждом случае противоположны направлениям на конечные точки соответствующей дуги окружности создаваемого профиля шнека от центра дуги окружности,
- центр дуги окружности создающего профиля шнека находится от центра соответствующей дуги окружности создаваемого профиля шнека на таком расстоянии, которое соответствует расстоянию между осями,
- линия, соединяющая центр дуги окружности создающего профиля шнека с центром соответствующей дуги окружности создаваемого профиля шнека параллельна линии, соединяющей центр вращения создающего профиля шнека с центром вращения создаваемого профиля шнека,
- направление, в котором надо сдвинуть центр дуги окружности создающего профиля шнека, чтобы перекрыть центр соответствующей дуги создаваемого профиля шнека, идентично тому, в котором необходимо сдвинуть центр вращения создающего профиля шнека, чтобы перекрыть центр вращения создаваемого профиля шнека.
На фигуре 1 показан пример двух соответствующих дуг окружности. Центр вращения создающего шнека - DR, а центр вращения создаваемого шнека - DL. На этой фигуре дуга окружности 1 - создающая, а дуга окружности 1' - создаваемая.
У создающего профиля шнека шнекового элемента согласно изобретению Z дуг окружности, радиусы которых равны RE, и центры которых совпадают с центром вращения ("дуги гребня").
У создающего профиля шнека шнекового элемента согласно изобретению Z дуг окружности, радиусы которых равны RK, и центры которых совпадают с центром вращения ("дуги паза"), У соответствующего создаваемого профиля шнека также Z дуг гребня и Z дуг паза.
Сумму углов дуг гребня и дуг окружности в создающем профиле шнека согласно изобретению можно выбирать произвольно, она больше 0 и меньше
.
Сумма углов всех дуг гребня создаваемого и создающего профиля шнека равна сумме углов гребня и паза создающего профиля шнека, и согласно изобретению она больше 0 и меньше
.
В предпочтительном варианте исполнения шнековых элементов согласно изобретению дуги гребня и дуги паза расположены так, что при движении вокруг профиля они появляются попеременно, т.е. при круговом движении за каждой дугой гребня следует дуга паза, а за каждой дугой паза - дуга гребня. В случае создаваемого профиля шнека из этого неизбежным образом следует, что дуги гребня и дуги паза расположены так, что при движении вокруг профиля они появляются попеременно, т.е. при круговом движении за каждой дугой гребня следует дуга паза, а за каждой дугой паза - дуга гребня.
В предпочтительной форме исполнения шнековых элементов согласно изобретению для создающего шнекового элемента можно найти линию "K1", которая проходит из центра вращения элемента к точке на дуге гребня так, что существуют еще (Z-1) других линий, которые пересекаются с первой линией в центре вращения создающего шнекового элемента и образуют там с ней угол 2*(i-1)*π/Z и в каждом случае пересекают еще одну дугу гребня профиля согласно изобретению, причем i принимает все значения от 2 до Z. В дальнейшем эти линии обозначают как Ki.
Кроме того, для этой предпочтительной формы исполнения справедливо, что каждая из линий, выходящих из центра вращения и располагающихся относительно линии "K1" под углом (2*j-1)*π/Z, пересекает дугу паза, причем j принимает все значения от 1 до Z. В дальнейшем эти линии обозначают как Nj.
Две линии Ki и Nj называют "соседствующими", если угол между этими линиями составляет точно π/Z. Это справедливо для линий K1 и N1, K2 и N2, …, а также для линий N1 и K2, N2 и K3, … вплоть до NZ и K1.
В нижеследующем изложении профиль шнека между двумя соседствующими линиями Ki и Nj называют "частью профиля". Можно считать, что весь профиль шнека образован 2*Z частями профиля
Две части профиля называют "соседствующими", если они отграничены друг от друга общей линией Ki или Nj.
Количество дуг окружности в каждой части профиля согласно изобретению составляет по меньшей мере четыре. Если у двух дуг окружности, которые переходят друг в друга непосредственно на одной из линий Ki или Nj, одинаковы центры и радиусы, то при подсчете дуг окружности для всего профиля необходимо объединить эти две дуги окружности в одну единственную дугу так, что это число дуг окружности для всего профиля в совокупности может быть меньше, чем сумма количеств дуг окружности для каждой отдельной части круга.
Две части профиля называют соответствующими друг другу, если друг другу соответствуют все части кругов обеих частей профиля.
В предпочтительной форме исполнения шнековых элементов согласно изобретению по меньшей мере одна дуга окружности создающего профиля шнека, соседствующая с дугой гребня, представляет собой дугу окружности с радиусом 0 (т.е. заостренный кант), а по меньшей мере одна дуга окружности создающего профиля шнека, соседствующая с дугой паза, представляет собой дугу окружности с радиусом, равным расстоянию между осями А. Это необходимым образом означает, что по меньшей мере одна дуга окружности создаваемого профиля шнека, соседствующая с дугой гребня, представляет собой дугу окружности с радиусом 0 (т.е. заостренный кант), а по меньшей мере одна дуга окружности создаваемого профиля шнека, соседствующая с дугой паза, представляет собой дугу окружности с радиусом, равным расстоянию между осями А.
Еще в одной предпочтительной форме исполнения шнековых элементов согласно изобретению по меньшей мере одна дуга окружности создающего профиля шнека, соседствующая с дугой гребня, представляет собой дугу окружности с радиусом больше 0 и меньше 0,1 от величины диаметра шнека DE, а по меньшей мере одна, дуга окружности создающего профиля шнека, соседствующая с дугой паза, представляет собой дугу окружности с радиусом, меньшим, чем расстояние между осями А и большим, чем A-0,1*DE. Это необходимым образом означает, что по меньшей мере одна дуга окружности создаваемого профиля шнека, соседствующая с дугой гребня, представляет собой дугу окружности с радиусом больше 0 и меньше 0,1 от величины диаметра шнека DE, а по меньшей мере одна дуга окружности создаваемого профиля шнека, соседствующая с дугой паза, представляет собой дугу окружности с радиусом, меньшим, чем расстояние между осями А и большим, чем A-0,1*DE.
В предпочтительной форме исполнения профиль шнека шнековых элементов согласно изобретению идентичен и обладает точечной симметрией относительно центра вращения данного профиля, возможно, за исключением поворота на π/Z для четных Z. Этот профиль отличается тем, что он состоит из двух видов частей профиля (ниже обозначаемых как "X" и "Y"). Часть профиля Х относится к создающему профилю шнека, а часть профиля Y относится к создаваемому профилю шнека. Посредством вращения профиля Х вокруг центра вращения создающего профиля шнека на 2πk/Z, причем k принимает все целочисленные значения от 1 до Z-1, происходит дополнение профиля шнека в конкретных частях. Посредством вращения профиля Y вокруг центра вращения создаваемого профиля шнека на 2πk/Z, причем k принимает все целочисленные значения от 1 до Z-1, происходит дополнение профиля шнека в конкретных частях. Кроме того, создающий профиль шнека дополняется частями профиля Y, причем таким образом, что части профиля Y копируют на создающий профиль с создаваемого профиля шнека посредством сдвига на межосевое расстояние в направлении от центра вращения создаваемого профиля шнека к центру вращения создающего профиля шнека, а в случае четного Z - дополнительно посредством поворота на π/Z. Кроме того, создаваемый профиль шнека дополняется частями профиля X, причем таким образом, что части профиля Х копируют на создаваемый профиль с создающего профиля шнека посредством сдвига на межосевое расстояние в направлении от центра вращения создающего профиля шнека к центру вращения создаваемого профиля шнека, а в случае четного Z - дополнительно посредством поворота на π/Z. Число дуг окружности в части равно четырем или более, предпочтительно - равно шести или более.
Еще в одной предпочтительной форме исполнения шнековых элементов согласно изобретению профиль шнека на обоих валах идентичен и обладает точечной симметрией относительно центра вращения данного профиля, возможно, за исключением поворота на π/Z для четных Z, а дополнительно отличается тем, что все линии Ki и Nj представляют собой оси симметрии профиля. В этом случае профиль однозначно определяется частью профиля между линиями K1 и N1, и его получают, начиная с этой части профиля, для каждой соседствующей части профиля посредством зеркального отражения относительно оси симметрии между этими частями профиля. Для описания профилей шнеков, обладающих как точечной, так и осевой симметрией, вводят линию FP. FP располагается на минимальном расстоянии от центра вращения, составляющем А/2 пересекает линии K1 и N1 и располагается перпендикулярно биссектрисе угла, образованного N1 и K1.
Часть профиля между линиями K1 и N1 этой предпочтительной формы исполнения шнековых элементов согласно изобретению отличается тем, что дуги окружности части профиля переходят друг в друга тангенциально в точке, которая лежит на FP. Таким образом, FP представляет собой касательную к этим дугам окружности. Точка, в которой дуги окружности касаются FP, делит часть профиля Х еще на две части профиля, Х1 и Х2. Часть профиля Х1 включает в себя дуги окружности, начиная от K1 до точки соприкосновения с FP, а часть профиля Х2 - включает в себя дуги окружности, начиная от точки соприкосновения с FP до N1. Часть профиля Y1 на создаваемом шнеке - это та часть, которая соответствует дугам Х1. Посредством отражения относительно прямой, проходящей перпендикулярно через середину отрезка между центрами вращения обоих профилей шнека, и посредством последующего поворота вокруг центра вращения создаваемого профиля на π/Z часть профиля Y1 переносят на часть профиля Х2. Законченная таким образом часть профиля Х позволяет посредством дальнейших отражений относительно линий N1, K2, N2, … полностью сформировать создающий профиль шнека. Профиль шнека на создаваемом шнеке получают посредством сдвига профиля создающего шнека и - если Z четное - посредством поворота на π/Z вокруг центра вращения создаваемого профиля.
В шнековых профилях шнековых элементов согласно изобретению возможны зазоры, составляющие величину в пределах от 0,1 до 0,001 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазор между шнеком и корпусом обозначают через δ, а зазор между шнеком и шнеком - через s. Также зазоры могут быть постоянными либо же варьироваться в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Специалисту известны методы, предназначенные для того, чтобы вывести профиль шнека с зазором из заданного профиля шнека с точной очисткой скоблением. Известные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты. При увеличении межосевого расстояния конструируют профиль шнека меньшего диаметра и раздвигают на величину зазора между шнеками. В методе с эквидистантой продольного сечения кривую профиля в продольном сечении (параллельно оси вращения данного элемента) сдвигают на половину зазора между шнеками перпендикулярно кривой профиля внутрь, в направлении оси вращения. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно - пространственную эквидистанту.
Отношение RE/A наружного радиуса RE шнекового элемента к межосевому расстоянию А для двухходовых шнеков согласно изобретению предпочтительно составляет от 0,54 до 0,7, а особо предпочтительно - от 0,58 до 0,63, для трехходовых шнеков оно предпочтительно находится в пределах между 0,53 и 0,57, а особо предпочтительно - между 0,54 и 0,56, а для четырехходовых шнеков предпочтительны значения от 0,515 до 0,535.
Шнековые элементы согласно изобретению можно выполнять как транспортировочные элементы, или как месильные элементы, или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом Транспортировочный элемент может быть правым или левым. Шаг транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, причем под шагом подразумевают длину по оси, необходимую на полный оборот профиля шнека, а длина по оси транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин диаметра шнека.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным в отношении перемещения. Длина месильных дисков по оси предпочтительно находится в пределах от 0,05 до 10 значений межосевого расстояния. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,002 до 0,1 значений диаметра шнека.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Шаг их предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, а длина элементов по оси предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния. Проемы предпочтительно имеют форму U-образного или v-образного паза, которые предпочтительно располагают в направлении, противоположном таковому подачи, или же параллельно оси. Предпочтительно наличие нескольких проемов, расположенных под постоянным углом друг к другу.
Также предметом настоящего изобретения является применение шнековых элементов согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухвальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде месильных, смесительных или транспортировочных элементов. Также можно сочетать друг с другом месильные, транспортировочные и смесительные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, например с известными на нынешнем техническом уровне.
Кроме того, предметом настоящего изобретения является способ создания шнековых элементов согласно изобретению. Способ согласно изобретению позволяет конструировать соответствующие части профилей только с помощью циркуля и угольника, так что он прост и понятен. Выгодно также реализовать его в виде компьютерной программы.
Сначала задают определяющие величины Z, DE и А шнековых элементов, подлежащих конструированию. Затеи изображают центры вращения создающей и создаваемой частей профилей на расстоянии А друг от друга. Линию K1, которая ведет к точке на дуге гребня, целесообразно выбирать так, чтобы она начиналась в центре вращения создающего профиля и направлялась к центру вращения создаваемого профиля.
Линию N1 чертят в центре вращения создающей части профиля под углом π/Z к линии K1. Рассчитывают величины RE=DE/2 и RK=A-RE. Затем задают число дуг окружности n части профиля. Предпочтительно, чтобы число дуг окружности n составляло 6, однако оно может также быть меньше или больше.
На следующем этапе выбирают угол гребня α и проводят дугу окружности, имеющую угловую величину между 0 и α, предпочтительно α/2, и радиус RE, с центром этого круга в центре создающего шнека, причем конец дуги располагается на линии K1, а дугу проводят в направлении N1. Для угла паза выбирают угол β, который может быть равен α, однако это условие не обязательно. Для этого проводят дугу β/2 от линии N1 в направлении K1, представляющую дугу паза.
Следующим шагом проводят касательную дугу окружности 2, которая продолжает дугу гребня. Угол и радиус этой дуги окружности можно выбирать, причем радиус дуги окружности должен быть меньше межосевого расстояния или равен ему. При выборе может случиться, что на последующих этапах оказывается невозможно замкнуть часть профиля, поскольку окажутся нарушены условия "замкнутый профиль" или "выпуклый профиль". Если это случится, то необходимо уменьшить угол или радиус и предпринять новую попытку. Дуга окружности может также иметь радиус 0.
Чтобы сконструировать касательную дугу окружности, всегда проводят перпендикуляр из конечной точки уже имеющейся дуги окружности в направлении центра этой имеющейся дуги окружности создающего профиля шнека. Этот перпендикуляр называют "разграничением" двух дуг окружности. Каждому разграничению ставят в соответствие направление от центра дуги окружности к конечной точке конкретной дуги окружности. Центры обеих касающихся дуг окружности всегда лежат на разграничении. Центр искомой дуги окружности получают путем построения окружности с центром в конечной точке имеющейся дуги окружности и радиусом, равным таковому искомой дуги окружности. Точка пересечения этой окружности с разграничением и есть искомый центр.
Дугу окружности, радиус которой равен нулю, рассматривают как дугу окружности с очень малым радиусом eps, причем eps стремится к 0, так что по-прежнему можно сконструировать тангенциальный переход. В качестве альтернативы можно рассматривать дугу, радиус которой равен нулю так, чтобы профиль шнека в месте расположения этой дуги имел перегиб, причем величина перегиба задавалась бы угловым размером этой дуги окружности.
Затем можно присоединить одну или несколько касающихся дуг окружности 3, 4, … вплоть до n-4. Для дуг окружности n-3, n-2 и n-1 задают радиусы r(n-3), r(n-2) и r(n-1). Если гребень создаваемого профиля шнека должен иметь острый кант, то радиус дуги n-1 выбирают равным А.
Затем профиль замыкают следующим образом: вокруг центра дуги окружности n-3 проводят окружность радиусом r(n-3)-r(n-2). Вокруг центра дуги окружности n-1 проводят окружность радиусом r(n-1)-r(n-2). Та из двух точек пересечения этих окружностей, которая располагается между N1 и K1 в их конкретном направлении, представляет собой центр окружности n-2. Тогда разграничение дуги окружности n-1 получают, соединяя центр дуги окружности n-1 с центром дуги окружности n-2, соответственно же и для разграничения дуги окружности n-3 и n-2. Затем проводят дуги n-3, n-2 и n-1 в пределах их разграничений.
Соответствующую часть профиля создаваемого шнека затем формируют следующим образом: все центры дуг окружности М1, М2, вплоть до Mn сдвигают параллельно линии, проведенной между центром вращения создающего профиля и центром вращения создаваемого профиля, на межосевое расстояние в направлении создаваемого профиля и получают таким образом соответствующие точки М1', М2', вплоть до Mn'. Разграничения, пересекающиеся в точках M1-Mn, сначала также сдвигают параллельно линии, проведенной между центром вращения создающего профиля и центром вращения создаваемого профиля, на межосевое расстояние в направлении создаваемого профиля. Эти перенесенные разграничения в каждом случае пересекаются в соответствующих точках M1', M2', вплоть до Mn'. Если в каждом случае продлевать их против исходного направления через точки M1', M2'…Mn', а на каждом из продленных разграничений отмерить соответствующий радиус r1', r2' вплоть до rn', начиная в каждом случае от центра M1', M2' вплоть до Mn' так, чтобы сумма радиусов ri и ri' для всех соответствующих дуг окружности i и i' всегда равнялась межосевому расстоянию, то получаются разграничения дуг окружности 1', 2' вплоть до n' и таким образом сами соответствующие дуги окружности.
Рекомендуется реализовывать способ создания шнековых профилей на компьютере. В этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (числовым программным управлением, CNC - Computerized Numerical Control) для создания шнековых элементов. Таким образом, предметом настоящего изобретения является также компьютерный программный продукт со средствами программного кода для реализации способа согласно изобретению создания шнековых профилей, согласно изобретению, на компьютере. В предпочтительной форме исполнения пользователю компьютерного программного продукта предлагается предпочтительно графическая оболочка, с помощью которой он может ввести подлежащие выбору параметры (число дуг создающего и создаваемого профилей шнека, радиусы, углы). Предпочтительно, чтобы при этом компьютерная система оказывала ему поддержку, выдавая сообщения и указания, если в силу выбора значений параметров получаются шнековые профили, которые не обеспечивают попарной точной очистки скоблением. Предпочтительно, чтобы при вводе параметров поддержка состояла в указании допустимых диапазонов параметров. Под допустимыми значениями параметров подразумевают такие сочетания значений параметров, которые дают в итоге шнековые профили, попарно точно очищающие друг друга скоблением.
В предпочтительной форме исполнения на компьютере виртуальным способом конструируют не только профили, но и целые шнековые элементы. Предпочтительно выводить результаты конструирования на экран или на принтер в виде чертежей. Также допустимо выводить результат в виде файла, который в предпочтительной форме исполнения можно передавать на фрезеровочный обрабатывающий центр с поддержкой системы автоматизированного проектирования (CAD) для создания соответствующих шнековых элементов.
После того как профили описанным образом созданы, шнековые элементы согласно изобретению можно изготовить, например, с помощью фрезеровочного станка, токарного станка или станка для вихревой обработки. Предпочтительные материалы для изготовления шнековых элементов - это различные сорта стали, в особенности азотированные стали, хромистые, инструментальные и нержавеющие стали, металлические композиты, изготовленные методом порошковой металлургии на основе железа, никеля или кобальта, инженерно-керамические материалы, как, например, оксид циркония или карбид кремния.
Способ согласно изобретению позволяет с самого начала выполнять профиль шнека таким образом, чтобы он лучше всего годился для поставленной задачи. Шнековые элементы, известные из уровня техники, большей частью не приспособлены к выполнению конкретной задачи оптимальным образом. Напротив, изготовители поставляют шнековые элементы (транспортировочные, месильные и смесительные элементы) из фиксированного набора, независимо от конкретной задачи. Способ согласно изобретению позволяет практически произвольно формировать профиль самоочищающих шнековых элементов и, стало быть, тончайшей настройкой параметров оптимизировать их для конкретного применения. В связи с этим следует отметить, что число дуг окружности для создания профилей шнека неограничено. Это позволяет, применяя достаточно высокое количество дуг, с желательной точностью аппроксимировать шнековые профили, которые исходно не состоят из дуг окружности и соответственно не являются самоочищающимися. При этом получающийся профиль, аппроксимированный до дуг окружности, разумеется, оказывается самоочищающимся.
Следует также указать, что из профиля шнека (создающего или создаваемого) можно рассчитать профиль продольного сечения. Предпочтительно использовать каждую дугу профиля шнека, чтобы с помощью явной функции рассчитать принадлежащую к этой дуге окружности часть продольного сечения. Для расчета удаления S точки на дуге окружности какого-либо профиля шнека на первом этапе определяют точку пересечения (Sx, Sy) прямой g, характеризуемой тем, что указанная прямая находится в плоскости профиля шнека, проходит через центр вращения профиля шнека, а ориентация прямой задана углом φ с дугой окружности kb, характеризуемой радиусом r и положением центра (Mx, My). На втором этапе рассчитывают удаление точки пересечения (Sx, Sy) от центра вращения профиля шнека. Расчет точки пересечения прямой с дугой можно представить функцией в явном виде. То же самое справедливо для расчета удаления. Поэтому для удаления справедливо s=s(φ, r, Mx, My). Угол φ при известном шаге t шнекового элемента можно с помощью φ/2π*t перевести в осевую координату z_ax, так что для расстояния окажется справедливо s=s(z_ax, r, Mx, My)=s((φ/2π*t, r, Mx, My). Функция s(z_ax, r, Mx, My) описывает искомое продольное сечения дуги окружности профиля шнека.
Далее следует пояснение изобретения на основании примеров и фигур, однако оно не ограничивается таковыми.
На фигуре 1 схематически показан пример двух соответствующих дуг окружности создающего и создаваемого профиля шнека в сечении. Центр вращения создающего профиля шнека - DR, а центр вращения создаваемого профиля шнека - DL. На этой фигуре дуга окружности 1 - создающая, а дуга окружности 1' - создаваемая дуга. У дуги окружности 1 имеет центр M1, радиус ее составляет r1, а угол α1 дуги окружности 1' имеется центр M1', радиус ее составляет r1, а угол α1', который согласно изобретению равен α1. Сумма радиусов r1 и r1' согласно изобретению равна межосевому расстоянию А. Показанные пунктиром соединительные линии между центром M1 дуги 1 и ее конечными точками образуют разграничения дуги окружности 1. В каждом случае они проходят параллельно разграничениям соответствующей дуги окружности 1', т.е. параллельно показанным пунктиром линиям, соединяющим центр M1' дуги окружности 1' с ее конечными точками.
Направления на конечные точки дуги окружности 1 от центра M1 дуги окружности в каждом случае противоположны направлениям на конечные точки соответствующей дуги окружности 1' от центра дуги окружности M1'. Расстояние от центра M1 дуги окружности 1 до центра M1' соответствующей дуги окружности 1' равно межосевому расстоянию.
Линия, соединяющая центр M1 дуги окружности 1 с центром M1' соответствующей дуги окружности 1', проходит параллельно линии, соединяющей центр вращения DR с центром вращения DL.
Направление, в котором надо сдвинуть центр M1 дуги окружности 1, чтобы перекрыть центр M1' соответствующей дуги 1' шнека, идентично тому, в котором необходимо сдвинуть центр вращения DR, чтобы перекрыть центр вращения DL.
Фигура 2 изображает поперечные сечения профилей двухходовых шнековых элементов, известных на нынешнем техническом уровне. Межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, внутренний диаметр, соответственно, равен 38 мм, а угол гребня KW0 в радианах 0,3788 (соответствует 21,7°). Сумма всех углов гребня SKW0 в радианах составляет 1,5152.
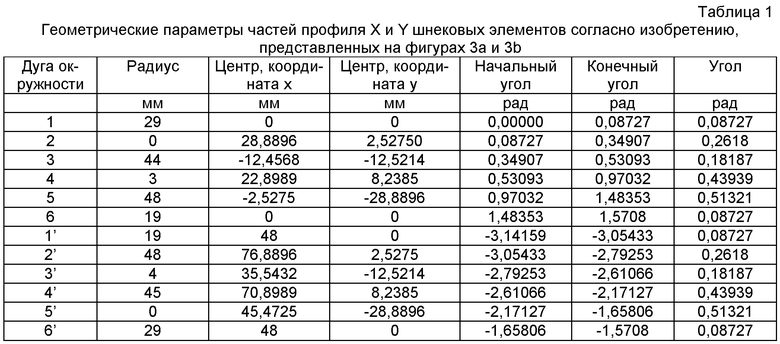
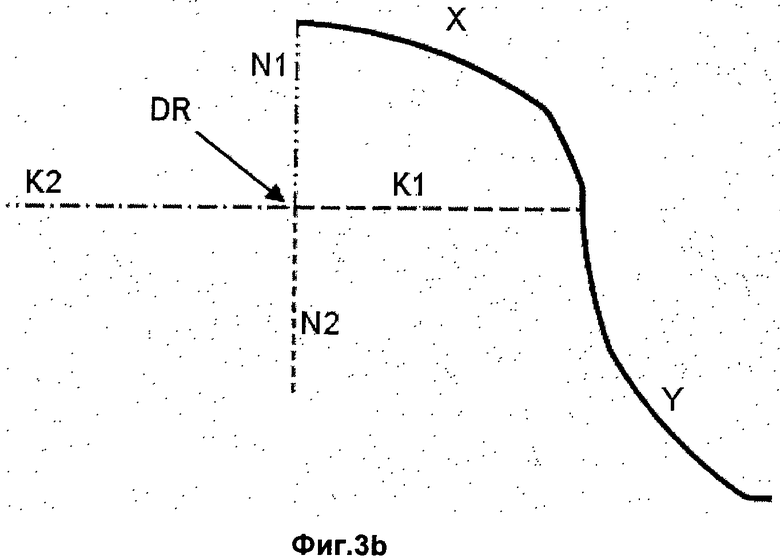
На фигурах 3а и 3b схематически представлены примеры поперечного сечения части профиля Х создающего профиля шнека и соответствующей ему части профиля Y создаваемого профиля двухходовых шнековых элементов согласно изобретению. Часть профиля Х образована дугами окружности 1, 2, 3, 4, 5 и 6. Часть профиля Y образована соответствующими этим дугам части профиля Х дугами 1', 2', 3', 4', 5' и 6'. Каждая дуга однозначно определяется своими центрами М1, М2, …, М6 и М1', М2', …, М6', углами и радиусами (см. Фиг.3а).
В настоящем примере межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, а внутренний диаметр 38 мм. Дуга окружности 1 - дуга гребня части создающего профиля, а дуга окружности 6 - дуга паза. Радиус дуги 2 равен нулю, т.е. создающий профиль имеет перегиб на дуге гребня.
Для ясности изображения на фигуре 3b обозначения дуг и центров отсутствуют. Части профиля Х и Y идентичны частям профиля, показанным на фигуре 3а.
Весь профиль пары шнековых элементов - создающего и создаваемого - можно сформировать из части профиля X, расположенной между соседствующими линиями K1 и N1 (см., например, Фиг.4 и текст ее описания). Линия K1 проходит горизонтально, а линия N1 перпендикулярно линии, соединяющей центры вращения.
В нижеследующей таблице 1 в системе координат, начало отсчета которой находится центре вращения создающего шнекового вала, ось X проходит в направлении центра вращения создаваемого шнекового вала, а ось у этой системы координат перпендикулярна оси х (на изображениях она направлена вверх), представлены радиусы дуг окружности, конечные углы дуг окружности, а также углы дуг окружности, представленных на фигурах 3а и 3b. Начальный угол дуги окружности - это тот угол разграничения дуги окружности, который в математическом смысле имеет наименьшую положительную величину. При таком подходе в том случае, когда начальный угол больше нуля, а конечный угол меньше нуля, к конечному углу следует прибавить 2*π.
На фигуре 4 схематически изображены поперечные сечения шнековых элементов согласно изобретению с точечно-симметричным профилем шнека, получающимся согласно фигурам 3а или 3b, если с соблюдением точечной симметрии продолжить части профиля, показанные на фигурах 3а и 3b. Все углы гребня идентичны и равны 0,17454 (10°). В качестве примера показан угол гребня KW. Сумма всех углов гребня SKW составляет 0,698, менее половины того значения, которым характеризуется элемент нынешнего технического уровня. Это очевидное преимущество по сравнению с нынешним техническим уровнем. Этот профиль шнека обладает также еще и тем преимуществом, что при вращении по часовой стрелке толкающая сторона образует значительно больший угол с корпусом, чем тянущая сторона, что при частичном заполнении опять же означает меньшую энергоподачу. Также направление вращения можно изменить на противоположное, что вызовет повышенное растяжение на гребне.
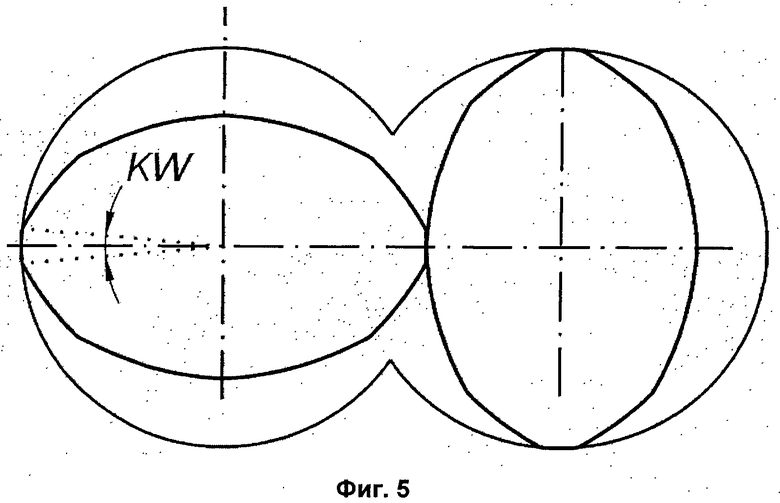
Фигура 5 представляет собой схематическое изображение сечения шнековых элементов согласно изобретению, профиль которых обладает точечной и зеркальной симметрией. В настоящем примере межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, внутренний диаметр, соответственно, 38 мм, а каждый из углов гребня 0,175 (10°). В качестве примера показан угол гребня KW. Сумма всех углов гребня SKW составляет 0,69813, менее половины суммы углов гребня, которой характеризуется элемент нынешнего технического уровня. В этом случае преимущество состоит в уменьшенной диссипации энергии.
Фигура 6 схематически изображает поперечные сечения профилей двухходовых шнековых элементов, известных на нынешнем техническом уровне. Межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 56 мм, внутренний диаметр равен 40 мм, а угол гребня KW0 0,4886. Сумма всех углов гребня SKW0 на обоих элементах равна 1,954. Если этот профиль шнека сравнить с таковым на фигуре 2, то явственно видна присутствующая на нынешнем техническом уровне и неблагоприятная зависимость угла гребня от отношения между межосевым расстоянием и диаметром согласно уравнению 1.
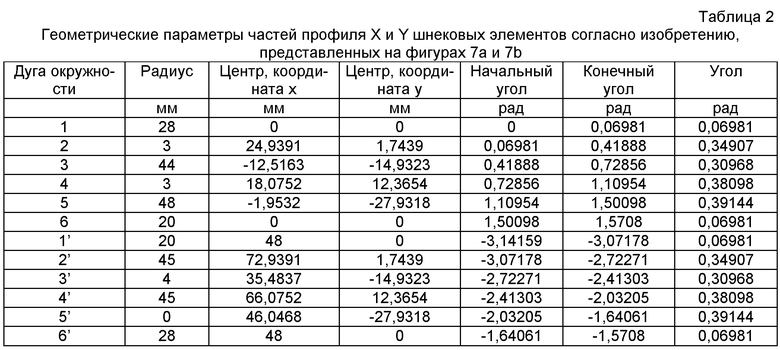
На фигурах 7а и 7b показаны две соответствующие друг другу части профиля Х (создающий профиль шнека) и Y (создаваемый профиль шнека) шнековых элементов согласно изобретению. Часть профиля Х образована дугами окружности 1, 2, 3, 4, 5 и 6. Часть профиля Y образована соответствующими дугами окружности 1', 2', 3', 4', 5' и 6'. Центры дуг окружности изображены маленькими кружками. Разграничения дуг окружности изображены тонкими линиями. В настоящем примере межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 56 мм, внутренний диаметр 40 мм. Дуга окружности 1 - дуга гребня, а дуга окружности 6 - дуга паза части создающего профиля. Радиус дуги окружности 2, примыкающей к дуге гребня, больше нуля, т.е., в отличие от профиля, показанного на фигурах 3а и 3b, не имеет никакого канта.
Дуга окружности 5', расположенная рядом с дугой 6', имеет радиус 0, т.е. создаваемый профиль имеет перегиб на дуге гребня. Центр дуги окружности 5' совпадает с перегибом. "Величину перегиба" задают посредством соответствующего угла, т.е. переход от дуги окружности 4' к дуге окружности 6' осуществляют поворотом на угол дуги окружности 5'. Иными словами, касательная к дуге окружности 4' в центре дуги окружности 5' пересекается с касательной к дуге окружности 6' также в центре дуги окружности 5' под углом, соответствующим углу дуги окружности 5'. Принимая во внимание дугу окружности 5', можно, однако, сказать, что все соседствующие дуги переходят друг в друга (4'→5', 5'→6') по касательной согласно изобретению.
Показанные на фигуре 7b части профиля Х и Y идентичны частям профиля, показанным на фигуре 7а. Для ясности изображения на фигуре 7b не показаны обозначения дуг, центров и разграничений. Вместо этого изображены линии K1 и N1. Линия K1 проходит горизонтально, а линия N1 - перпендикулярно линии, соединяющей центры вращения. Весь профиль пары шнековых элементов - создающего и создаваемого - можно сформировать из части профиля X, расположенной между соседствующими линиями K1 и N1 (см., например, Фиг.8 и текст ее описания).
На фигуре 7с для всех дуг окружности фиг.7а показаны координаты x и у (Mx и My) центров, радиусы R и углы α. Угловые величины приведены в радианах, все остальные размеры нормированы на межосевое расстояние (отнесены к нему) и поэтому безразмерны.
В нижеследующей таблице 2 в системе координат, начало отсчета которой находится в центре вращения создающего шнекового вала, ось X проходит в направлении центра вращения создаваемого шнекового вала, а ось у этой системы координат перпендикулярна оси X (на изображениях она направлена вверх), представлены радиусы дуг окружности, конечные углы дуг окружности, а также углы дуг окружности на фигурах 7а и 7b.
Фигура 8 схематически изображает в сечении шнековые элементы согласно изобретению с профилем, обладающим точечной симметрией, получаемым из фигуры 7, если продолжать его с точечной симметрией. В настоящем примере величина всех углов гребня составляет 0,14. В качестве примера изображен угол гребня KW. Сумма всех углов гребня SKW равна 0,56. Таким образом, такой профиль шнека позволяет уменьшить угол гребня примерно в 3,5 раза, что существенно снижает поступление энергии. Кроме того - при вращении против часовой стрелки - кант толкающей стороны закруглен, что дает преимущества в смысле износа.
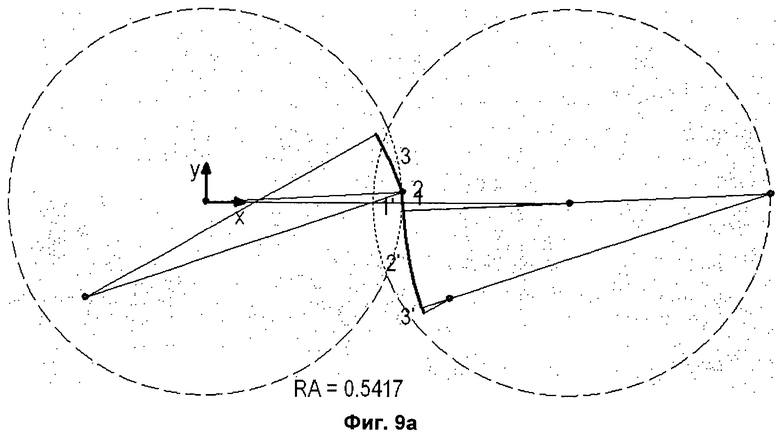
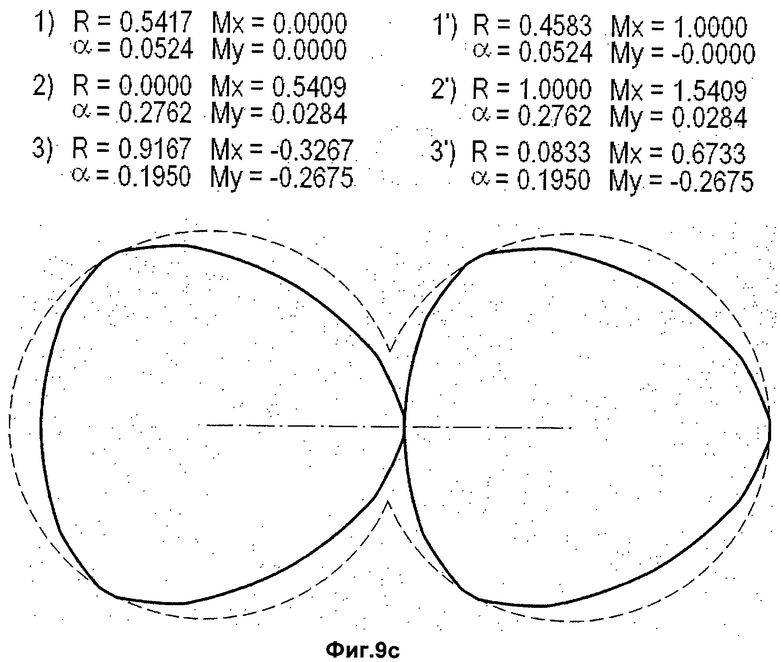
На фигурах 9а и 9b показаны две соответствующие друг другу части профиля Х (создающий профиль шнека) и Y (создаваемый профиль шнека) шнековых элементов согласно изобретению. Часть профиля Х образована дугами окружности 1, 2 и 3. Часть профиля Y образована соответствующими дугами окружности 1', 2'и 3'. Центры дуг окружности изображены маленькими кружками. Разграничения дуг окружности изображены тонкими линиями. В настоящем примере межосевое расстояние равно А=48 мм, диаметр профиля шнека 52 мм, а число ходов Z=3 мм.
Показанные на фигуре 9b части профиля Х и Y идентичны частям профиля, показанным на фигуре 9а. Для ясности изображения на фигуре 9b не показаны обозначения дуг, центров и разграничений. Вместо этого изображены линии K1 и N1, биссектриса W-K1N1 и прямая FP, проходящая перпендикулярно биссектрисе. Прямая FP касается дуги окружности 3 в одной из ее конечных точек (является там касательной). Исходя из части профиля X можно сконструировать весь профиль предпочтительной формы исполнения симметричного трехходового шнекового элемента (см. фиг.10 и текст ее описания).
На фигуре 9с для всех дуг окружности фиг.9а показаны координаты x и у (Мх и My) центров, радиусы R и углы α. Угловые величины приведены в радианах, все остальные размеры нормированы на межосевое расстояние (отнесены к нему) и поэтому безразмерны.
В нижеследующей таблице 3 в системе координат, начало отсчета которой находится центре вращения создающего шнекового вала, ось Х проходит в направлении центра вращения создаваемого шнекового вала, а ось у этой системы координат перпендикулярна оси X (на изображениях она направлена вверх), представлены радиусы дуг окружности, конечные углы дуг окружности, а также углы дуг окружности на фигурах 9а и 9b.

Фигура 10 схематически изображает в сечении шнековые элементы согласно изобретению с профилем, обладающим зеркальной и точечной симметрией, получаемым из фигуры 9а или 9b, если продолжать его с зеркальной симметрией. Значения всех углов гребней составляют 0,1048 (6°), в то время как угол гребня KW0 в обычных шнековых элементах равен 0,2576.
На фигуре 11а в качестве примера показаны две соответствующие друг другу части профиля Х1 (создающий профиль шнека) и Y1 (создаваемый профиль шнека) шнековых элементов согласно изобретению, обладающих точечной и зеркальной симметрией. Часть профиля Х1 образована дугами окружности 1 и 2. Часть профиля Y1 образована соответствующими дугами окружности 1' и 2'. Дуги окружности 2 и 2' касаются прямой FP. Указаны угловые величины дуг окружности в радианах и координаты центров дуг в системе координат, начало отсчета которой находится в центре вращения левого профиля. Отношение наружного радиуса к межосевому расстоянию равно 0,6042.
На фигуре 11b показано, как посредством отражения относительно прямой, проходящей перпендикулярно через середину отрезка между центрами вращения обоих профилей шнека, и посредством последующего поворота вокруг центра вращения создаваемого профиля на π/Z можно продолжить профиль, показанный на фигуре 11а. Это продление позволяет получить части профиля Х2 и Y2. Описание дуг окружности соответствует таковому на фигуре 11а.
Фигура 11с демонстрирует продление профиля с фиг.11b посредством поворота и отражения с получением всего создающего и создаваемого общего профиля. Угол гребня шнековых профилей, получаемых таким образом, составляет 0,2795. При таком отношении наружного радиуса к межосевому расстоянию шнековый элемент нынешнего технического уровня имел бы угол гребня KW0, равный 0,379. Соответственно, сумма всех углов гребня SKW равна 1,117, а сумма всех углов гребня на нынешнем техническом уровне - 1,515. Цельный профиль на этой фигуре в каждом случае образован 12 дугами окружностей, минимальным количеством дуг для профиля с Z=2.
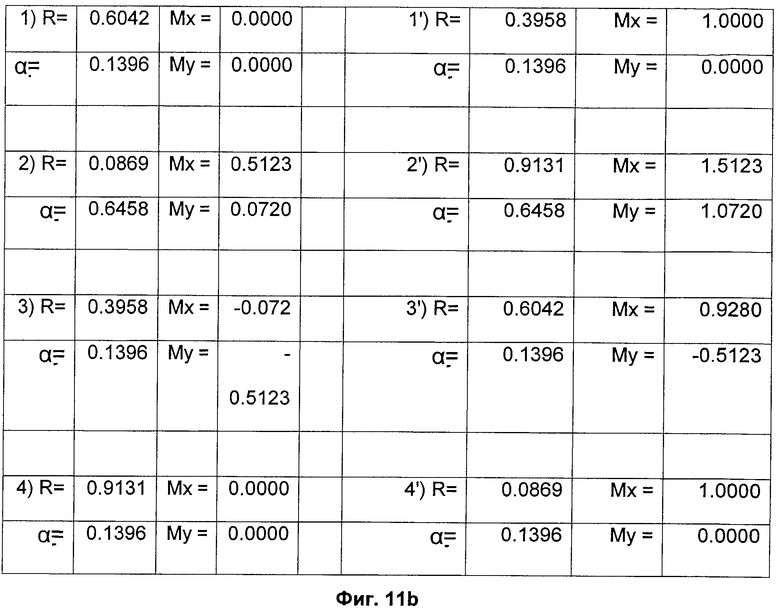
На фигуре 12а показаны две соответствующие друг другу части профиля Х1 (создающий профиль шнека) и Y1 (создаваемый профиль шнека) примеров шнековых элементов согласно изобретению, обладающих точечной и зеркальной симметрией. Часть профиля Х1 образована дугами окружности 1, 2 и 3. Часть профиля Y1 образована соответствующими дугами окружности 1', 2'и 3'. Расстояние между центрами вращения нормировано на 1. Дуга окружности 3 касается прямой FP. В таблице 4 приведены радиусы, углы, начальные точки и центры дуг окружности.

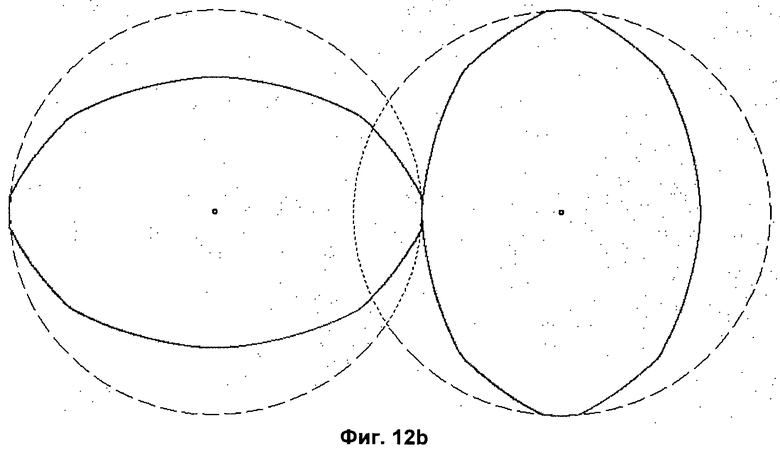
На фигуре 12b изображен профиль с точной очисткой скоблением, получаемый из такового на фигуре 12а посредством отражения. продолжения и поворота согласно изобретению. Угол гребня KW контура шнека с точной очисткой скоблением составляет 0,1598. Сумма всех углов гребня SKW равна 0,3196. На нынешнем техническом уровне угол гребня контура с точной очисткой скоблением KW0 равняется 0,399, а сумма всех углов гребня SKW0 0,799.
Фигура 12с представляет профиль, сконструированный с опорой на профиль с точной очисткой скоблением, представленный на фигуре 12b, по методу пространственной эквидистанты. Диаметр корпуса составляет 0,61, а зазоры между корпусом и шнеком δ и между различными шнеками s в каждом случае равны 0,02. Шаг составляет 1,2.
Выполненный угол гребня этого профиля KWA=0,208. Сумма всех приведенных углов гребня SKWA равна 0,319.
На фигуре 12d показан профиль с тем же зазором и тем же шагом, что и на фигуре 12с, соответствующий нынешнему техническому уровню. Выполненный угол гребня этого профиля KWA0 равен 0,329, а сумма всех выполненных углов гребня - 0,658.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УЛУЧШЕННОЙ ЭФФЕКТИВНОСТЬЮ ДИСПЕРГИРОВАНИЯ И УМЕНЬШЕННЫМ ПОСТУПЛЕНИЕМ ЭНЕРГИИ | 2009 |
|
RU2516172C2 |
| ОДНОХОДОВЫЕ ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ЛИНИИ ГРЕБНЯ | 2009 |
|
RU2531279C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ МНОГОВАЛЬНЫХ ШНЕКОВЫХ МАШИН | 2014 |
|
RU2673517C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ВИСКОЭЛАСТИЧНЫХ МАСС, ПРИМЕНЕНИЕ И СПОСОБ | 2010 |
|
RU2550175C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ СО СНИЖЕННОЙ ЭНЕРГОПОДАЧЕЙ ПРИ ПОВЫШЕНИИ ДАВЛЕНИЯ | 2009 |
|
RU2516552C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2516399C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2500533C2 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2513427C9 |
| СПОСОБ КОНСТРУИРОВАНИЯ СОПРИКАСАЮЩИХСЯ ТЕЛ С ОДНОНАПРАВЛЕННЫМ ВРАЩЕНИЕМ И КОМПЬЮТЕРНАЯ СИСТЕМА ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2010 |
|
RU2554647C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |















Изобретение относится к шнековым элементам для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применению таких шнековых элементов и способу изготовления этих шнековых элементов. Техническим результатом заявленного изобретения является снижение энергоподачи и оптимизация обработки продукта в многовальной шнековой машине. Технический результат достигается шнековыми элементами для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно очищающими друг друга скоблением шнековыми валами. Шнековые элементы имеют два или более хода шнека Z с межосевым расстоянием А и наружным диаметром DE. Причем сумма углов гребня пары элементов больше 0 и меньше чем

а шнековые профили имеют зазоры в пределах от 0,001 до 0,1 относительно наружного диаметра DE. 3 н. и 10 з.п. ф-лы, 24 ил., 4 табл.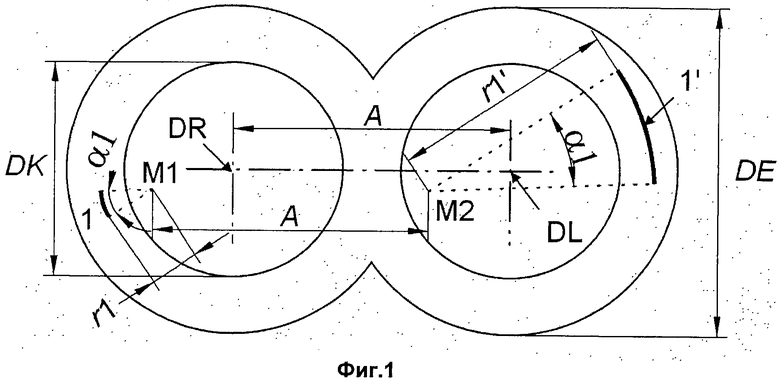
1. Шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно очищающими друг друга скоблением шнековыми валами, имеющие два или более хода шнека Z, с межосевым расстоянием А и наружным диаметром DE, отличающиеся тем, что сумма углов гребня пары элементов больше 0 и меньше чем

и шнековые профили имеют зазоры в пределах от 0,001 до 0,1 относительно наружного диаметра DE.
2. Шнековые элементы по п.1, отличающиеся тем, что профили создающего и создаваемого профиля шнека в каждом случае составлены из 6*Z или более дуг окружности с радиусом больше нуля или равным нулю и меньше или равным А, причем дуги окружности в конечных точках переходят друг в друга тангенциально.
3. Шнековые элементы по п.2, причем в каждом случае одна пара так называемых соответствующих дуг окружности создаваемого и создающего профиля шнека отличается тем, что
- углы соответствующих дуг имеют равную величину,
- сумма радиусов соответствующих дуг равна расстоянию между осями,
- в каждом случае одна из линий, соединяющих центр дуги окружности создающего профиля шнека с ее конечными точками, проходит параллельно одной из линий, соединяющих центр соответствующей дуги окружности создаваемого профиля шнека с ее конечными точками,
- направления на конечные точки дуги окружности создающего профиля шнека от центра дуги окружности в каждом случае противоположны направлениям на конечные точки соответствующей дуги окружности создаваемого профиля шнека от центра дуги окружности,
- центр дуги окружности создающего профиля шнека находится от центра соответствующей дуги окружности создаваемого профиля шнека на таком расстоянии, которое соответствует расстоянию между осями,
- линия, соединяющая центр дуги окружности создающего профиля шнека с центром соответствующей дуги окружности создаваемого профиля шнека параллельна линии, соединяющей центр вращения создающего профиля шнека с центром вращения создаваемого профиля шнека,
- направление, в котором надо сдвинуть центр дуги окружности создающего профиля шнека, чтобы перекрыть центр соответствующей дуги создаваемого профиля шнека, идентично тому, в котором необходимо сдвинуть центр вращения создающего профиля шнека, чтобы перекрыть центр вращения создаваемого профиля шнека.
4. Шнековые элементы по п.1, отличающиеся тем, что по меньшей мере за одной дугой гребня профиля следует дуга окружности радиусом 0.
5. Шнековые элементы по п.1, отличающиеся тем, что по меньшей мере за одной дугой гребня профиля следует дуга окружности радиусом больше 0 и меньше 1/10 диаметра шнека.
6. Шнековые элементы по п.1, отличающиеся тем, что дуги гребня и дуги паза при движении вокруг профиля встречаются попеременно.
7. Шнековые элементы по п.1, отличающиеся тем, что количество осей симметрии шнековых элементов соответствует числу ходов.
8. Шнековые элементы по п.1, отличающиеся тем, что шнековые элементы обладают точечной симметрией, но не зеркальной симметрией.
9. Шнековые элементы по одному из пп.1-8, выполненные как транспортировочные элементы.
10. Шнековые элементы по одному из пп.1-8, выполненные как месильные элементы.
11. Шнековые элементы по одному из пп.1-8, выполненные как смесительные элементы.
12. Применение шнековых элементов по одному из пп.1-11 в многовальной шнековой машине.
13. Способ изготовления шнековых элементов по одному из пп.1-11 для многовальных шнековых машин с вращающимися попарно в одном направлении и попарно очищающими друг друга скоблением шнековыми валами, отличающийся тем, что для формирования создающего и создаваемого профилей шнеков в каждом случае объединяют 6*Z или более дуг окружности с радиусом большим нуля или равным нулю и меньшим или равным А, причем дуги окружности в конечных точках переходят друг в друга по касательной (тангенциально), а сумма углов гребней пары элементов меньше чем
| 0 |
|
SU160124A1 | |
| US 5487602 А, 30.01.1996 | |||
| WO 0209919 A2, 07.02.2002 | |||
| Экструдер самоочищающегося типа | 1979 |
|
SU1190979A3 |
| Смешивающе-месильная установка непрерывного действия для пластифицируемых масс | 1983 |
|
SU1279522A3 |

