Настоящее изобретение касается шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении шнековыми валами, применения шнековых элементов в многовальных шнековых машинах, способа экструзии пластических масс с применением этих шнековых элементов, в также способа создания шнековых элементов.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (см., например, германский патент DP 862 668). В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, по ссылке [1] ([1] - книга Klemens  . Der
. Der  Doppelschneckenextruder, Hanser Verlag
Doppelschneckenextruder, Hanser Verlag  2007, S. 96-109). В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера ([1], стр. 97). Поэтому профиль шнека на первом валу называют создающим профилем шнека. Профиль шнека на втором валу следует из профиля шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно. Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами.
2007, S. 96-109). В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера ([1], стр. 97). Поэтому профиль шнека на первом валу называют создающим профилем шнека. Профиль шнека на втором валу следует из профиля шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно. Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами.
На нынешнем уровне техники известны шнековые элементы, профиль сечения которых на гребне шнека имеет по меньшей мере один перегиб, образующий резкий переход к боковой стороне профиля шнека, причем гребень состоит из дуги окружности, имеющей радиус, равный наружному диаметру профиля, и центр в центре вращения профиля. Этот перегиб в области перехода к боковой стороне профиля образует на шнековом элементе кант. Одна из важных задач, которые реализуют на многовальных машинах - это диспергирование жидких фаз или расплавов, которые не удается смешать друг с другом с образованием гомогенной массы, или диспергирование твердых веществ в полимерных расплавах. Из технической литературы известно (см., например, Chang Dae Han: "Multiphase Flow in Polymer Processing", Academic Press, New York 1981), что для сложных задач диспергирования оптимально сочетание тангенциального и растягивающего потока. В канале шнека имеется как раз такая форма потока, когда с одной стороны масса подвергается сдвигу в силу вращения валов, а с другой - одновременно подвергается растяжению ввиду схождения канала шнека к гребню. В области гребня шнека, однако, имеется только тангенциальный поток (течение сдвига), которое при сложном диспергировании практически не способствует этому диспергированию. С другой стороны, самая большая доля поступающей энергии подвергается диссипации в щели между гребнем шнека и корпусом либо соседним валом. Поэтому велик вклад этой области в нагрев полимерной массы и, следовательно, в возможное ее термическое повреждение, при этом ничто не способствует выполнению задач по диспергированию. Исключение составляют круглые диски, расположенные эксцентрично, которые, как известно, можно разместить с точной взаимной очисткой скоблением. У них нет области гребня с чисто тангенциальным потоком. Известна их отличная эффективность в диспергировании, но у них опять же значительна энергоподача, поскольку на большой окружности они образуют очень узкую щель. Кроме того, число их витков Z ограничено единицей.
В международных заявках WO 2009/152968 А1 и WO 2011/069896 А1, все содержание которых в целом включено в настоящую заявку посредством ссылки, описаны также шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении шнековыми валами. Эти шнековые элементы разработаны так, что для соответствия вышеуказанной проблематике в осевом сечении они характеризуются профилями, которые можно представить в виде непрерывно дифференцируемой кривой профиля. Оптимальной эффективности шнековых элементов во всех областях применения это, однако, еще не дало достигнуть.
В европейской заявке ЕР 1093905 А2, в которой в числе прочего раскрыт двухшнековый экструдер, уже рассматривает проблему избегания диссипационного нагрева материала, подлежащего экструзии, при высокой эффективности дисперсивного и распределительного смешения, но решение предлагается неудовлетворительное.
В DE 102008026862 А1 также освещается улучшение эффективности дисперсивного и распределительного смешивания многовальных экструдеров, но не рассматривает проблему диссипационного нагрева материала, подлежащего экструзии.
В европейской заявке ЕР 087536 А2, хотя и подчеркивается с одной стороны улучшение эффективности дисперсивного и распределительного смешивания в многовальных экструдерах, а с другой стороны - щадящая обработка, но не улучшение эффективности дисперсивного и распределительного смешивания в сочетании с щадящей обработкой.
В европейской заявке ЕР 0002131 А1 раскрыты многовальные экструдеры с улучшенным месильным воздействием на пластмассы. Эта заявка не рассматривает, однако, ни yлучшение эффективности дисперсивного или распределительного смешивания, ни проблему диссипационного разогрева подлежащего экструзии материала.
В международной заявке WO 2001/006516 А1 раскрыты многовальные экструдеры с повышенной эффективностью дисперсивного смешивания. В этой заявке не рассматривают, однако, проблему диссипационного нагрева материала, подлежащего экструзии.
Поэтому с учетом нынешнего уровня техники поставлена задача предложить шнековые элементы для многовальных шнековых машин, имеющие при, по возможности, минимальной энергоподаче эффективность диспергирования, улучшенную по сравнению с нынешним уровнем техники.
Согласно изобретению решают задачу посредством шнековых элементов для многовальных шнековых машин, обладающих признаками пункта 1 формулы изобретения, и способа создания этих шнековых элементов с признаками пункта 10. Предпочтительные варианты исполнения и применения изобретения приведены в подчиненных пунктах и других независимых пунктах формулы изобретения.
Неожиданно было обнаружено, что задача решается посредством шнековых элементов, профиль которых по всему сечению можно представить кривой профиля, которая не является непрерывно дифференцируемой, а имеет на своей траектории перегиб, который находится в пределах наружного радиуса кривой профиля, причем отношение радиуса кривизны профиля шнека к наружному радиусу профиля составляет от 0,05 до 0,95. Это справедливо, в частности, в точке PA, которая очищает корпус. Перегиб считается местом резкого изменения шага или геометрического разрыва в шаге кривой профиля. Кроме того, термин "в пределах наружного радиуса кривой профиля" означает, что перегиб находится не на дальности наружного радиуса кривой профиля, а в месте с радиусом, который при отсчете от центра вращения либо же, соответственно, от оси вращения данного шнекового элемента меньше, чем наружный радиус кривой профиля.
В предпочтительной форме исполнения изобретения отношение радиуса кривизны профиля шнека к наружному радиусу профиля составляет от 0,2 до 0,8, предпочтительно от 0,3 до 0,7, особо предпочтительно от 0,35 до 0,65. Это справедливо, в частности, в точке РА, которая очищает корпус. Если кривая профиля на отдельных участках составлена из различных функций, то радиус кривизны может при необходимости изменяться прерывисто, то есть значения предела радиуса кривой для величин при приближении к некоторой точке в одном направлении вращения могут быть иными, нежели при приближении к некоторой точке в противоположном направлении вращения. Если такой переход имеет место как раз на дальности наружного радиуса профиля, то предпочтительные диапазоны предпочтительно справедливы по меньшей мере для одного из обоих предельных значений.
Соответственно, предметом изобретения являются шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении шнековыми валами, причем эти шнековые элементы попарно точно очищают друг друга скоблением, а составленные из этих шнековых элементов шнековые валы имеют два или более ходов шнека, причем создающий и создаваемый профили шнека по всему сечению можно в каждом случае представить кривой, которая имеет по меньшей мере один перегиб или геометрический разрыв в шаге кривой профиля, отличающиеся тем, что по меньшей мере один перегиб или по меньшей мере один разрыв располагается не на дальности наружного радиуса кривой профиля, причем отношение радиуса кривизны профиля шнека к наружному радиусу профиля составляет от 0,05 до 0,95. Это справедливо, в частности, в точке PA, которая очищает корпус. При вращении с одинаковой скоростью в одном направлении вокруг двух осей вращения, расположенных параллельно друг другу на расстоянии а, шнековые элементы согласно изобретению должны всегда касаться друг друга по меньшей мере в одной точке.
При этом изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки. Хотя по меньшей мере один перегиб образует кант в профиле шнекового элемента, он находится не на гребне шнека, но смещен в радиальном направлении внутрь, так что он может внести свой вклад в диспергирование полимерной массы, не способствуя существенно ее нагреву.
В предпочтительной форме исполнения изобретения профили сечения (в дальнейшем кратко именуемые профилями или профилями шнеков) шнековых элементов согласно изобретению по всей их протяженности, за исключением указанного по меньшей мере одного перегиба, можно представить в виде непрерывно дифференцируемой кривой. Предпочтительно создавать участки непрерывно дифференцируемых кривых профиля в соответствии с описанным в международной заявке WO 2011/069896 А1 способом.
Как упомянуто выше применительно к создающему и создаваемому профилю шнека, можно предварительно задать профиль сечения одного шнекового элемента, причем профиль сечения другого шнекового элемента можно простым образом вывести из этого предварительно заданного профиля. Профили шнеков либо же, соответственно, шнековые элементы в настоящем тексте из соображений простоты также называют соответствующими профилями либо же, соответственно, элементами. При этом создающий или задаваемый профиль должен удовлетворять лишь немногим, простым в реализации критериям. Профиль соответствующего шнекового элемента выводят или создают простым образом либо начертательно (графически), либо путем расчетов. Это позволяет конструировать необычайно разнообразные соответствующие шнековые элементы. Кривая, которая описывает профиль сечения шнекового элемента, должна удовлетворять следующим критериям, чтобы на основании кривой можно было создать профиль сечения соответствующего шнекового элемента: кривая должна быть замкнутой, кривая должна быть непрерывной, кривая должна быть выпуклой, кривая на отдельных участках должна быть непрерывно дифференцируема, и в каждой точке кривая должна иметь радиус кривизны, который меньше межосевого расстояния а между шнековыми элементами или равен ему.
В предпочтительной форме исполнения изобретения создающий профиль сечения одного элемента в плоскости образуется непрерывной, непрерывно дифференцируемой на отдельных участках, замкнутой, выпуклой кривой  , а создаваемый профиль сечения другого шнекового элемента образуется из кривой
, а создаваемый профиль сечения другого шнекового элемента образуется из кривой  в соответствии со следующим соотношением (1):
в соответствии со следующим соотношением (1):
 ,
,
причем
- в каждой точке кривая имеет радиус кривизны ρ, который меньше межосевого расстояния а шнековых элементов или равен ему;
- для каждой точки кривой в пределах непрерывно дифференцируемого участка существует нормированный нормальный вектор  длины 1, который в данной конкретной точке перпендикулярен касательной к кривой и yказывает в направлении центра круга кривизны, принадлежащего к данной конкретной точке кривой ;
длины 1, который в данной конкретной точке перпендикулярен касательной к кривой и yказывает в направлении центра круга кривизны, принадлежащего к данной конкретной точке кривой ;
-  - это вектор, который направлен в плоскости сечения от центра вращения создающего профиля к центру вращения создаваемого профиля и имеет длину а.
- это вектор, который направлен в плоскости сечения от центра вращения создающего профиля к центру вращения создаваемого профиля и имеет длину а.
В этом контексте кривую на отдельных участках можно описать одной единственной математической функцией. В качестве примеров следует назвать известные специалисту функции, как то: круговые, эллиптические, параболические или гиперболические функции. Кроме того, например, можно представлять функции в форме
в силу чего, в зависимости от формы функции f(s) при реализации шнековых элементов получается произвольно выбираемая щель между корпусом с радиусом го и вращающимся шнековым элементом. Функция f(s) может представлять собой линейную или квадратичную функцию s, гиперболическую функцию или экспоненциальную функцию.
Кроме того, следует назвать функции, значения которых определяются контрольными точками, как, например, В-сплайн-функции, функции Безье, рациональные функции Безье, а также неоднородные рациональные В-сплайны (NURBS). Функции Безье, рациональные функции Безье NURBS предпочтительны, поскольку их часто применяют в конструировании с применением систем CAD (Computer Aided Design, САПР - системы автоматизированного проектирования), и там они служат для того, чтобы путем сдвига контрольных точек задавать произвольные формы в геометрически наглядном виде. Особо предпочтительны квадратичные и кубические (т.е., где n=2 и n=3) функции Безье и кубические рациональные функции Безье.
В качестве примера здесь следует привести функции Безье. Как известно, функции Безье имеют форму Pi

причем  - это координаты контрольных точек, а
- это координаты контрольных точек, а  - многочлен Бернштейна.
- многочлен Бернштейна.
Рациональные функции Безье степени n, которые описаны, например, в книге М. S. Floater ,,Derivatives of rational  curves", Сотр. Aid. Geom. Design 9, 1992, 161-174, как известно, имеют форму
curves", Сотр. Aid. Geom. Design 9, 1992, 161-174, как известно, имеют форму

причем представляет координаты контрольных точек функции, a wi их весомость.
Кривую можно равным же образом описать на отдельных участках различными математическими функциями, причем функции на участках предпочтительно соответствуют функциям, упомянутым в предыдущем абзаце. Особый случай описания математическими функциями по отдельным участкам представляет собой описание посредством дуг окружности. То есть, возможно описать часть или всю кривую , а, соответственно, и часть или создающий профиль сечения одного шнекового элемента через дуги окружности. Из вышеприведенного соотношения (1), а именно 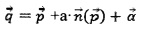 , следует, что в этом случае также и кривая и, соответственно, создаваемый профиль сечения другого шнекового элемента составлен из дуг окружности.
, следует, что в этом случае также и кривая и, соответственно, создаваемый профиль сечения другого шнекового элемента составлен из дуг окружности.
Кривая как минимум на отдельных участках должна быть непрерывно дифференцируема. Таким образом, отдельные участки кривой , заданной на отдельных участках, не обязательно должны переходить друг в друга на границах с возможностью непрерывного дифференцирования. Если два участка кривых встречаются друг с другом в точке перегиба, то для этой точки перегиба либо же, соответственно, места перегиба, вектор касательной и вектор нормали не определены. Таким образом из отношения (1) для места перегиба профиля одного шнекового элемента нельзя непосредственно вывести соответствующий участок кривой другого шнекового элемента. Каждому перегибу в профиле сечения одного шнекового элемента соответствует дуга окружности в профиле другого шнекового элемента. Размер дуги окружности задается ее центральным углом и радиусом. В дальнейшем центральный угол дуги окружности для краткости называется углом дуги окружности. Положение дуги окружности задается положением его центра и положением обеих его конечных точек. Дуга окружности в профиле сечения одного шнекового элемента, соответствующая перегибу в профиле сечения другого шнекового элемента, всегда имеет радиус, размер которого соответствует межосевому расстоянию а. Кроме того, дуга окружности, соответствующая перегибу, всегда характеризуется углом, который соответствует тому углу, под которым встречаются друг с другом касательные к участкам кривых в точке перегиба. И наоборот, соответственно, справедливо утверждение, что соответствующий участок профиля кривой представляет собой «перегиб», если yчасток профиля кривой - это дуга окружности с радиусом а.
В связи с этим целесообразно описывать перегиб дугой окружности, радиус которой равен 0. На перегибе происходит переход первого участка кривой во второй участок кривой посредством поворота на угол дуги окружности с радиусом, равным нулю. Касательная к первому участку кривой в центре дуги окружности с радиусом, равным нулю, пересекается с касательной ко второй дуге окружности также в центре дуги окружности под углом, соответствующим углу дуги окружности. Если yчесть дугу окружности, то все соседствующие участки кривой (первый участок кривой → дуга окружности с радиусом, равным нулю → второй участок кривой) переходят друг в друга по касательной. Целесообразно рассматривать дугу окружности с радиусом, равным нулю, как дугу окружности, радиус которой равен eps, причем eps - это очень малое положительное действительное число, стремящееся к 0 (eps<<1, eps→0). Из соответствующего профиля сечения формируется дуга окружности с тем же углом и радиусом, равным межосевому расстоянию. Эта ситуация поясняется в международной заявке на патент WO2011/069896 A1 (WO 2011/069896 А1, страница 8, строки 5-11).
Поэтому в предпочтительных формах исполнения изобретения профили шнековых элементов также можно описать исключительно последовательностью (сборкой, группой) дуг окружности. Профиль шнека создающего и создаваемого шнековых элементов согласно изобретению образуются в общей сложности n дугами окружности, причем n больше или равно четырем. У каждой из n дуг окружностей имеются начальная и конечная точки. В начальных и конечных точках некоторые дуги окружности могут тангенциально (по касательной) переходить друг в друга, так что они отчасти образуют непрерывно дифференцируемую кривую профиля. В месте перегиба либо же, соответственно, резкого изменения шага или геометрического разрыва в шаге кривой профиля конкретные дуги окружности, однако, не переходят друг в друга по касательной, но пересекаются друг с другом под некоторым углом, предпочтительно под углом от 90° до 180°, более предпочтительно от 120° до 180°, а еще более предпочтительно от 140° до 180°.
Положение каждой отдельной дуги окружности j (j варьирует от 1 до n) можно однозначно зафиксировать, задав две различные точки. При этом целесообразно определять (фиксировать) положение дуги окружности, задавая центр и/или начальную или конечную точку. Размер одной отдельной дуги окружности j задан радиусом rj и yглом αj описываемым при движении радиуса вокруг центра от начальной к конечной точке, причем радиус rj больше 0 и меньше, чем межосевое расстояние а между валами, а угол αj в радианах больше или равен 0 и меньшей или равен 2π, причем π - это отношение длины окружности к ее диаметру.
В предпочтительной форме исполнения изобретения шнековые элементы отличаются тем, что
- создающий профиль шнека и созданный профиль шнека располагаются в одной плоскости,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека на расстоянии а друг от друга, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- число дуг окружности всего создающего профиля шнека n больше или равно четырем (n≥4),
- наружный радиус ra создающего профиля шнека больше нуля (ra>0) и меньше межосевого расстояния а (ra<а),
- внутренний радиус ri создающего профиля шнека больше нуля (ri>0) и меньше наружного радиуса или равен ему (ri<ra),
- дуги окружности образуют замкнутый профиль шнека, т.е., суммы углов αj всех дуг окружности j равны 2π:, причем π - отношение длины окружности к ее радиусу (π≈3,14159),
- дуги окружности образуют выпуклый профиль шнека,
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса ra создающего профиля шнека в точке PA,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса n создающего профиля шнека в точке PI,
- число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n,
- наружный радиус создаваемого профиля шнека ra' равен разности межосевого расстояния и внутреннего радиуса создающего профиля шнека (ra'=а-ri),
- внутренний радиус создаваемого профиля шнека ri' равен разности межосевого расстояния и наружного радиуса создающего профиля шнека (ri'=а-ra),
- угол αj' j'-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- сумма радиуса rj' j'-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- центр j'-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j'-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j'-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же, соответственно, n',
- начальная точка j'-ой дуги окружности создаваемого профиля шнека располагается относительно центра j'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
В предпочтительной форме исполнения изобретения профили шнековых элементов согласно изобретению характеризуются тем, что их можно сконструировать с помощью циркуля и yгольника. Переход по касательной от j-ой к (j+1)-oft дуге окружности создающего профиля шнека можно сконструировать, описывая вокруг конечной точки j-ой дуги окружности окружность радиусом rj+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой j-ой дуги окружности, становится центром (j+1)-ой дуги окружности. На практике для конструирования профилей шнека вместо циркуля и yгольника целесообразно применять компьютерную программу.
Шнековые элементы согласно изобретению могут быть симметричны или асимметричны; предпочтительно, чтобы шнековые элементы согласно изобретению были симметричны. Симметричные шнековые элементы согласно изобретению могут обладать осевой или точечной (центральной) симметрией; предпочтительно, чтобы шнековые элементы согласно изобретению обладали осевой симметрией. Предпочтительно, чтобы у шнековых элементов в каждом случае в кривой профиля имелись два места разрыва в пределах одного наружного радиуса кривой профиля, например, смещенные друг относительно друга по кривой профиля под углом в 180° или π в радианах. Предпочтительно, чтобы каждое из этих мест находилось на выходной стороне гребня кривой профиля. В предпочтительной форме исполнения изобретения число витков Z таких обладающих осевой симметрией шнековых элементов согласно изобретению находится в пределах от 2 до 8, особо предпочтительно от 2 до 4. Соответственно, кривую профиля сечения симметричных шнековых элементов согласно изобретению можно разделить на участки профиля, которые переходят друг в друга путем отражения относительно центров либо же, соответственно, осей симметрии профиля. Число дуг окружности n, образующих один из участков профиля, предпочтительно находится в пределах от 2 до 8, особо предпочтительно в пределах от 3 до 6.
Предпочтительно, чтобы кривую профиля сечения шнековых элементов согласно изобретению, обладающих осевой симметрией, можно было разделить на 2 Z участков профиля, которые можно преобразовать друг в друга посредством отражения относительно оси симметрии профиля. Профиль обладающего осевой симметрией шнекового элемента с числом витков Z в силу своей симметрии, таким образом, можно полностью определить посредством участка профиля в секторе 360°/(2⋅Z), располагающегося между двумя осями симметрии профиля. Остальные части профиля получают отражением этого участка относительно Z осей симметрии, пересекающихся в центре вращения и делящих угол 360° вокруг центра вращения на 2⋅Z углов размером 360°/(2⋅Z). Кроме того, в случае шнековых элементов, обладающих осевой симметрией, профили шнеков на соседних валах (создающий и создаваемый профиль) одинаковы, либо же они перекрывают друг друга при вращении. Аналогичное утверждение справедливо для профилей шнеков, обладающих центральной симметрией, когда симметричные части можно в каждом случае преобразовать друг в друга отражением относительно центра симметрии.
В предпочтительной форме исполнения изобретения участок профиля шнекового элемента согласно изобретению, обладающего осевой симметрией, отличается тем, что между точкой PA, которая располагается на дальности наружного радиуса профиля, и точкой PI, которая находится на внутреннем радиусе профиля, он состоит из дуг окружностей. Дуги окружности переходят друг в друга и образуют по наибольшей части yчастка профиля непрерывно дифференцируемую кривую, но участок профиля включает в себя по меньшей мере одно место, в котором дуги окружности не переходят друг в друга по касательной, а образуют перегиб либо же, соответственно, встречаются друг с другом под углом от 90° до 180°. В особо предпочтительной форме исполнения участок профиля шнекового элемента согласно изобретению между точками PA и PI состоит ровно из трех дуг окружности. С использованием трех дуг окружностей профиль в области точки PA, очищающей стенку цилиндра, можно выполнить тоньше, выбрав меньший радиус, что позволяет дополнительно уменьшить диссипацию энергии. В другой форме исполнения изобретения центрально-симметричный профиль шнека с числом витков Z можно разделить на Z симметричных частей, причем симметричные части можно преобразовать друг в друга отражением относительно центра симметрии либо же, соответственно, относительно центра вращения профиля. В случае шнековых элементов, обладающих центральной симметрией, профили шнеков на соседних валах (создающий и создаваемый профиль) одинаковы, либо же они перекрывают друг друга при вращении.
В предпочтительной форме исполнения изобретения участок профиля шнекового элемента согласно изобретению отличается тем, что он составлен из нескольких дуг окружности, которые по касательной переходят друг в друга и образуют непрерывно дифференцируемую кривую между двумя местами, в которых данная конкретная дуга окружности не переходит по касательной в соседствующий участок профиля, но пересекается с ним под некоторым углом от 90° до 180°, более предпочтительно под некоторым углом приблизительно от 120° до 180°, а еще более предпочтительно под некоторым углом приблизительно от 140° до 180°. Иными словами, конечные точки каждого участка профиля в этой форме исполнения образуют места перегиба на кривой профиля.
В предпочтительной форме исполнения изобретения отношение RA=ra/а наружного радиуса ra шнекового элемента к межосевому расстоянию а для двухходовых шнеков согласно изобретению составляет от 0,54 до 0,7, а особо предпочтительно - от 0,58 до 0,63, для трехходовых шнеков оно находится в пределах между 0,53 и 0,57, а особо предпочтительно - между 0,54 и 0,56, а для четырехходовых шнеков от 0,515 до 0,535.
Шнековые элементы согласно изобретению можно выполнять как транспортировочные элементы, или как месильные элементы, или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр. 234-237), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом транспортировочный элемент может быть правым или левым. Шаг t транспортировочного элемента может, например, принимать значения от 0,1 до 10 величин наружного диаметра, причем под шагом подразумевают длину по оси, необходимую для полного оборота профиля шнека. Величина шага t предпочтительно находится в пределах от 0,3 до 3 значений наружного диаметра. Из практических соображений транспортировочному элементу предпочтительно придают длину, получаемую при yмножении t/Z на целое число.
Месильный элемент, как известно, отличается тем (см., например, [1], стр. 237-240), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным. Длина месильных дисков по оси предпочтительно находится в пределах от 0,02 до 2 значений наружного диаметра. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,001 до 0,1 значений наружного диаметра.
Смесительные элементы, как известно (см., например, [1], стр. 242-244), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Величина их шага t предпочтительно находится в пределах от 0,1 до 10 значений наружного диаметра. Из практических соображений смесительному элементу, аналогично транспортировочному, предпочтительно придают осевую длину, получаемую при yмножении t/Z на целое число. Предпочтительно, чтобы проемы имели форму U-образного или v-образного паза. Если смесительный элемент переделывают из активного в транспортировке элемента, то пазы предпочтительно выполняют с противоположным друг другу направлением перемещения или параллельно оси.
Также предметом настоящего изобретения является способ создания шнековых элементов согласно изобретению, которые при равнонаправленном вращении с одинаковой скоростью вокруг двух расположенных параллельно друг другу на расстоянии а осей вращения всегда по меньшей мере в одной точке соприкасаются друг с другом.
В предпочтительной форме исполнения способа один (создающий) профиль сечения одного элемента в плоскости Е, перпендикулярной осям вращения, образуется непрерывной, непрерывно дифференцируемой на отдельных участках, замкнутой, выпуклой кривой , а профиль сечения другого шнекового элемента (создаваемый) образуется из кривой в соответствии со следующим соотношением (1): , причем
- в каждой точке кривая имеет радиус кривизны ρ, который меньше межосевого расстояния а шнековых элементов или равен ему;
- для каждой точки кривой в пределах непрерывно дифференцируемого участка существует нормированный нормальный вектор длины 1, который в данной конкретной точке перпендикулярен касательной к кривой и yказывает в направлении центра круга кривизны, принадлежащего к данной конкретной точке кривой ;
-  представляет собой вектор, который направлен от точки пересечения оси вращения создающего профиля с плоскостью Е к точке пересечения оси вращения создаваемого профиля с плоскостью Е и имеет длину а.
представляет собой вектор, который направлен от точки пересечения оси вращения создающего профиля с плоскостью Е к точке пересечения оси вращения создаваемого профиля с плоскостью Е и имеет длину а.
Создание конкретных профилей согласно вышеуказанной формуле можно представить на примере точки на кривой . Кривые профиля , , создают в плоскости,
перпендикулярной осям вращения шнековых элементов. Оси вращения находятся на расстоянии a друг от друга. Длина вектора равна а, вектор направлен от одной оси вращения к другой. Из каждой точки кривой одного (создающего) профиля можно создать точку на соответствующей кривой q другого (создаваемого) профиля. Для получения точки на соответствующей кривой в точке кривой проводят касательную  к кривой, строят нормированный нормальный вектор
к кривой, строят нормированный нормальный вектор  к этой касательной и yдлиняют его в а раз {то есть,
к этой касательной и yдлиняют его в а раз {то есть,  }, а затем, наконец, прибавляют к этому вектору вектор .
}, а затем, наконец, прибавляют к этому вектору вектор .
Как уже изложено выше, шнековые элементы в предпочтительных формах исполнения изобретения отличаются профилем, который составлен из дуг окружности, образуя кривую, которая имеет на своем протяжении по меньшей мере одно место перегиба либо же, соответственно, место разрыва шага, причем это по меньшей мере одно место находится внутри наружного радиуса кривой профиля. Предпочтительно, чтобы способ согласно изобретению для создания шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами на межосевом расстоянии а с двумя или более ходами шнека характеризовался профилями шнека, которые во всем своем сечении образуются n дугами окружности, причем n - это целое число, большее или равное 4.
Способ согласно изобретению для создания шнековых профилей согласно изобретению предпочтительно отличается тем, что
- наружный радиус ra создающего профиля шнека выбирают больше нуля (ra>0) и меньше межосевого расстояния а (ra<а),
- внутренний радиус ri создающего профиля шнека выбирают больше 0 (ri>0) и меньше наружного радиуса ra или равным ему (ri≤ra),
- дуги окружности, задавая их положение и размер, последовательно располагают так, чтобы дуги окружности образовывали замкнутый выпуклый профиль шнека, причем каждая из дуг окружности создающего профиля шнека располагалась бы в пределах или на границе кольца с наружным радиусом ra и внутренним радиусом ri, центр которого лежит в центре вращения создающего профиля шнека, по меньшей мере одна из дуг окружности создающего профиля шнека касалась бы наружного радиуса ra создающего профиля шнека в точке РA, а по меньшей мере одна из дуг окружности создающего профиля шнека касалась бы внутреннего радиуса ri создающего профиля шнека в точке PI,
- n' дуг окружности создаваемого профиля шнека формируют из n дуг окружности создающего профиля шнека посредством того, что
 число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n,
число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n,
наружный радиус создаваемого профиля шнека ra' равен разности межосевого расстояния а и внутреннего радиуса ri создающего профиля шнека (ra'=а-ri),
внутренний радиус создаваемого профиля шнека ri' равен разности межосевого расстояния а и наружного радиуса ra создающего профиля шнека (ri'=а-ra),
угол αj' j'-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
сумма радиуса rj' j'-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
центр j'-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j'-ой дуги окружности создаваемого профиля шнека находится от центра вращения С создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения С создающего профиля шнека, а линия, соединяющая центр j'-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же, соответственно, n',
начальная точка j'-ой дуги окружности создаваемого профиля шнека располагается относительно центра j'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
Способ согласно изобретению в предпочтительном варианте, в котором профиль шнека составлен из дуг окружности, неожиданным образом можно реализовывать с помощью исключительно угольника и циркуля. В принципе, это даже позволяет создавать профиль сечения шнекового элемента исключительно от руки, а профиль сечения соответствующего шнекового элемента - графически выводить из заданного в графическом виде профиля.
Рекомендуется, однако, реализовывать способ создания шнековых профилей на компьютере. Целесообразно реализовывать способ согласно изобретению на компьютерной системе, поскольку координаты и размеры профилей, представлены в форме, которая поддается дальнейшей обработке на компьютере. Кроме того, и в этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (CNC - Computerized Numerical Control) для создания шнековых элементов.
Таким образом, предметом настоящего изобретения является также компьютерная система для реализации способа согласно изобретению создания шнековых профилей согласно изобретению на компьютере. Предпочтительно, чтобы компьютерная система имела графический интерфейс пользователя (GUI), который дает пользователю возможность просто вводить произвольно выбираемые величины для создания профилей с помощью устройств ввода, например, мыши и/или клавиатуры. Особо предпочтительно, чтобы у компьютерной системы имелась возможность задавать контуры профилей с помощью контрольных точек и при необходимости весомости в случае функций, значения которых определяются контрольными точками, как, например, В-сплайн-функции, функции Безье, рациональные функции Безье, а также неоднородные рациональные В-сплайны (NURBS), причем это можно было бы осуществлять в виде чисел (координат), графически или же посредством комбинации графического и числового ввода. Кроме того, предпочтительно, чтобы компьютерная система имела графический вывод, с помощью которого рассчитанные профили шнеков можно было бы визуализировать на графическом устройстве вывода, как, например, на экране и/или принтере.
Предпочтительно, чтобы компьютерная система имела возможность экспортировать рассчитанные профили, т.е., сохранять их в форме пригодного к записи набора данных, которые включают в себя геометрические размеры рассчитанных шнековых элементов, на носителе данных в целях дальнейшего применения или переносить их на подключенное устройство. Предпочтительно, чтобы компьютерная система была сконструирована так, чтобы она могла рассчитывать как профили сечения, так и сгенерированные на основе профилей сечения шнековые элементы, а рассчитанные геометрические параметры выводить в формате, которые можно применять на машине для изготовления таких тел, например, на станке, например, на фрезеровочном станке, чтобы изготавливать реальные шнековые элементы. Такие форматы известны специалисту.
Также предметом настоящего изобретения является также компьютерный программный продукт со средствами программного кода для реализации способа согласно изобретению создания шнековых профилей согласно изобретению на компьютере.
В предпочтительной форме исполнения изобретения пользователю компьютерного программного продукта предлагается предпочтительно графическая оболочка, с помощью каковой он может ввести подлежащие выбору параметры (число дуг создающего и создаваемого профилей шнека, радиусы, углы). Предпочтительно, чтобы при этом компьютерная система оказывала ему поддержку, выдавая сообщения и yказания, если в сиу выбора значений параметров получаются шнековые профили, которые не обеспечивают попарной точной очистки скоблением. Предпочтительно, чтобы при вводе параметров поддержка состояла в указании допустимых диапазонов параметров. Под допустимыми значениями параметров подразумевают такие сочетания значений параметров, которые дают в итоге шнековые профили, попарно точно очищающие друг друга скоблением.
В предпочтительной форме исполнения изобретения на компьютере виртуальным способом конструируют не только профили, но и целые шнековые элементы. Предпочтительно выводить результаты конструирования на экран или на принтер в виде чертежей. Также допустимо выводить результат в виде файла, который в предпочтительной форме исполнения можно передавать на фрезеровочный обрабатывающий центр с поддержкой САПР (CAD) для создания соответствующих шнековых элементов.
После того как трехмерные профили описанным образом созданы, шнековые элементы можно изготовить, например, с помощью фрезеровочного станка, токарного станка или станка для вихревой обработки. Предпочтительные материалы для изготовления таких тел - это различные сорта стали, в особенности азотированные стали, хромистые, инструментальные и нержавеющие стали, металлические композиты, изготовленные методом порошковой металлургии на основе железа, никеля или кобальта, а также инженерно-керамические материалы, как, например, оксид циркония или карбид кремния, если тела представляют собой шнеки для экструдеров.
Способ согласно изобретению для создания профилей шнеков согласно изобретению позволяет с самого начала выполнять профиль шнека таким образом, чтобы он лучше всего подходил для поставленной задачи. Шнековые элементы, известные на нынешнем техническом уровне, большей частью не приспособлены к выполнению конкретной задачи оптимальным образом. Напротив, изготовители поставляют шнековые элементы (транспортировочные, месильные и смесительные элементы) из фиксированного набора, независимо от конкретной задачи. Способ согласно изобретению для изготовления шнековых элементов согласно изобретению позволяет практически произвольно формировать профиль самоочищающихся шнековых элементов и, стало быть, тончайшей настройкой параметров оптимизировать их для конкретного применения. В связи с этим следует отметить, что число дуг окружности для создания профилей шнека неограниченно. Это позволяет, применяя достаточно высокое количество дуг, с желательной точностью аппроксимировать шнековые профили, которые исходно не состоят из дуг окружности и соответственно не являются самоочищающимися. При этом получающийся профиль, аппроксимированный до дуг окружности, разумеется, оказывается самоочищающимся.
Следует также указать, что из профиля шнека (создающего или создаваемого) можно рассчитать профиль продольного сечения. Предпочтительно использовать каждую дугу профиля шнека, чтобы с помощью явной функции рассчитать принадлежащую к этой дуге окружности часть продольного сечения. Для расчета удаления s точки на дуге окружности какого-либо профиля шнека на первом этапе определяют точку пересечения (Sx, Sy) прямой g, характеризуемой тем, что указанная прямая находится в плоскости профиля шнека, проходит через центр вращения профиля шнека, а ориентация прямой задана углом ϕ, с дугой окружности kb, характеризуемой радиусом r и положением центра (Мх, My). На втором этапе рассчитывают удаление точки пересечения (Sx, Sy) от центра вращения профиля шнека. Расчет точки пересечения прямой с дугой можно представить функцией в явном виде. То же самое справедливо для расчета удаления. Поэтому для удаления справедливо s=s(ϕ, r, Мх, My). Угол ϕ при известном шаге t шнекового элемента можно с помощью ϕ/2π*t перевести в осевую координату z_ax, так что для расстояния окажется справедливо s=s(z_ax, r, Мх, My)=s(ϕ/2π*t, r, Мх, My). Функция s(z_ax, r, Мх, My) описывает искомое продольное сечение дуги окружности профиля шнека.
Кроме того, предметом настоящего изобретения является применение шнековых элементов согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухвальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде месильных, транспортировочных или смесительных элементов. Также можно сочетать друг с другом месильные, транспортировочные и смесительные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, например, с известными на нынешнем техническом уровне.
Шнековые элементы согласно изобретению образуют в многовальных шнековых машинах с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами сплошной канал по всей их образующей. При этом ширина канала попеременно увеличивается и yменьшается. Такой канал называют также каналом конвергентно-дивергентного типа. Во время работы в таком конвергентно-дивергентном канале по всей его длине имеется сочетание тангенциального и растягивающего потока, дающее очень высокую эффективность диспергирования. В сравнении с обычными шнековыми элементами, известными на нынешнем уровне техники, энергопоступление уменьшается. Круглые диски с эксцентрическим расположением также образуют конвергентно-дивергентный канал. Размер участка образующей, отличающегося очень узкой щелью, шнековых элементов согласно изобретению, однако, меньше, чем у круглых дисков с эксцентриковым расположением. Поэтому в сравнении с применением в многовальных шнековых машинах круглых дисков с эксцентриковым расположением энергопоступление при использовании шнековых элементов согласно изобретению. Предпочтительно, чтобы профили шнековых элементов были попарно сдвинуты относительно центра вращения, лежащего по центру отверстия в корпусе.
Шнековые элементы согласно изобретению пригодны для экструзии пластических и вискоэластичных масс: это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Под пластической массой (пластмассой) подразумевают деформируемую массу. Примеры пластических масс - это расплавы полимеров, прежде всего термопластов, а также эластомеры, смеси расплавов полимеров или дисперсий расплавов полимеров с твердыми веществами, жидкостями или газами.
Предпочтительно применять термопластические полимеры или смеси полимеров из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат,, а также простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, а также полиэфирсульфона, полиолефин, в особенности полиэтилен и полипропилен, а также полиимид, полиакрилат, в особенности поли(метил)метакрилат, а также полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол и сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола, а также поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс.
Под вискоэластичными материалами подразумевают такие материалы и смеси, которые обладают эластичностью, зависимой от времени, температуры и частоты. Вискоэластичность характеризуется частично эластичным, частично вязким поведением. Релаксация материала после устранения внешней силы неполная, остаточная энергия уходит в форме процессов текучести (ползучести).
Примеры вискоэластичных материалов - это стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Подлежащие экструзии пластичные или вискоэластичные полимеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности, стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
Добавки (присадки) можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов, либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, пластификаторы, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, масла-разбавители, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примеры наполнителей и армирующих веществ - это сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
Как изложено выше, шнековые элементы согласно изобретению особо пригодны для экструзии вискоэластичных масс. Этапы способа, которые можно реализовать с помощью этих элементов, это, например, введение со смешиванием или диспергирование твердых веществ, или жидкостей, или газов. Твердые вещества могут представлять собой, например, вышеуказанные твердые добавки. В качестве примеров жидкостей можно назвать вышеупомянутые добавки в жидкой форме, но также, например, и воду. Газы могут представлять собой, например, азот или кислород. Поэтому предметом настоящего изобретения также является способ экструзии вискоэластичных масс в двухшнековом или многовальном экструдере с применением шнековых элементов согласно изобретению.
Ниже приведено пояснение изобретения на примерах с опорой на прилагаемые чертежи, составленные на основании примеров исполнения, причем приведенные ниже признаки как в каждом случае по отдельности, так и в комбинации могут представлять собой аспект изобретения. Представлены:
Фиг. 1 Кривые профилей шнековых элементов согласно изобретению в многовальной шнековой машине согласно примеру исполнения изобретения;
Фиг. 2 Кривые профилей шнековых элементов согласно изобретению в многовальной шнековой машине согласно другому примеру исполнения изобретения;
Фиг. 3 Кривые профилей шнековых элементов согласно изобретению в многовальной шнековой машине согласно другому варианту примера исполнения на Фиг. 2.
Из практических соображений при дальнейшем описании использована декартова система координат, начало координат которой образовано центром вращения С шнекового элемента. Ось х (ось абсцисс) декартовой системы координат проходит через точку PA; ось у (ось ординат) пересекает ось х в точке С под прямым углом. Такая система координат показана на фигуре 1.
Имеет смысл работать с безразмерными величинами, чтобы упростить применение в экструдерах различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние А, поскольку изменить эту величину у экструдера невозможно.
Для фигур действуют следующие условия: начало координат х и y располагается в центре вращения одного из валов. Значения всех углов приведены в радианах. Все прочие размеры нормированы на межосевое расстояние и представлены большими буквами: А=а/а; Rj=rj/a; RA=ra/a; RJ=ri/a Т=t/a и т.д. Мх и My - это абсцисса и ордината центра создающей профиль дуги окружности, R - это нормированный на межосевое расстояние а радиус, а α - угол дуги окружности. Прочие обозначения: RG - нормированный радиус корпуса, RV - нормированный виртуальный радиус корпуса, RA - нормированный наружный радиус профиля с точной очисткой скоблением, RF - нормированный наружный радиус подлежащего изготовлению шнека, S - нормированный люфт (зазор) между шнеками, D - нормированный зазор между шнеком и корпусом, VPR - нормированный модуль сдвига профиля, VPW - угол сдвига профиля в радианах, VLR - нормированный модуль сдвига левого вала, VLW - угол сдвига левого вала, VRR - нормированный модуль сдвига правого вала, VRW - угол сдвига правого вала.
На фигуре 1 показаны в сечении два расположенных на расстоянии А друг от друга, точно очищающихся скоблением, двухходовых шнековых элемента согласно изобретению 10, 10', имеющие в каждом случае создающий и создаваемый профиль 11, 11'. Точки, обозначенные через С и С', указывают центры вращения профилей 11, 11' либо же, соответственно, оси вращения валов W, W', на которых размещены шнековые элементы. Центр вращения С создающего шнекового элемента 10 находится на расстоянии А от центра вращения С' соответствующего (создаваемого) шнекового элемента 10'. Начало координат на этой и на всех последующих фигурах означает центр вращения С вала W. Вокруг центра вращения С можно описать окружность (внутреннюю окружность) с внутренним радиусом RI и окружность (наружную окружность) с нормированным наружным радиусом RA шнекового элемента 10. Внутренняя и наружная окружности формируют кольцо. Вокруг профиля можно обвести окружность нормированного наружного радиуса RA. Отверстие 12 в корпусе представлено концентричной ей окружностью, имеющей увеличенный в сравнении с нормированным наружным радиусом RA на величину люфта (зазора) D радиус RG (то есть, RG=RA+D).
Шнековый элемент 10 характеризуется числом витков Z=2 и выпуклой кривой профиля 11, которая образована несколькими дугами окружности. Кривую профиля 11 можно разделить на 2⋅Z, то есть на четыре участка профиля, которые можно преобразовать друг в друга посредством отражения относительно оси симметрии профиля. Таким образом, профиль 11 шнекового элемента 10 можно полностью определить посредством участка профиля в секторе 360°/(2⋅Z), то есть 90°, располагающегося между двумя осями симметрии профиля. Показанный на фигуре 11 создающий профиль 11 обладает осевой симметрией по осям х и у, так что весь профиль 11 можно сформировать отражением четверти между точками PA и PI относительно осей х и у. Все точки участка профиля между точками PA и PI, а также получающегося из него цельного профиля 11 шнекового элемента 10 находятся на кольце между нормированным внутренним радиусом RI и нормированным наружным радиусом RA. Профиль 11 отличается тем, что в пределах участка профиля в секторе 90° имеется только одна точка PA, расстояние от которой до центра вращения соответствует нормированному наружному радиусу RA шнекового элемента. Иными словами, на участке профиля имеется только одна точка PA, лежащая на окружности с центром в центре вращения С и нормированным наружным радиусом RA (наружной окружности). Продолжая отражать участок профиля между PA и PI относительно прямой, которая проходит через точки С и PA (то есть, относительно оси абсцисс), и относительно прямой, которая проходит через точки С и PI (то есть, относительно оси ординат), можно сконструировать цельный профиль 11 шнекового элемента 10 (создающего). Профиль 11' соответствующего (создаваемого) шнекового элемента 10' в этом случае получается при повороте профиля 11 шнекового элемента 10 на угол 90°.
Для создания участка профиля между точками PA и PI точка PA обозначает начальную точку первой дуги окружности 1 с радиусом R1<RA и центром M1, находящимся на соединительном отрезке С-PA. Точка PA располагается на наружной окружности. Точка PI обозначает начало дуги окружности 3 с радиусом R3=А-R1. Центр ее М3 лежит на соединительном отрезке C-PI. (Участок) между дугой окружности 1 и дугой окружности 3 замыкает дуга окружности 2 с радиусом R2=А и центром М2 таким образом, что дуга окружности 2 переходит по касательной в дугу окружности 3, но образует место (точку) перегиба K под углом θ с дугой окружности 1, так что место перегиба K представляет собой геометрический разрыв в шаге кривой профиля 11. Угол θ предпочтительно находится в пределах от 140° до 180°.
Далее, на фигуре 2 показаны в сечении два расположенных на расстоянии А друг от друга, точно очищающихся скоблением, двухходовых шнековых элемента 10, 10', у которых участки профиля можно совместить друг с другом не отражением относительно оси, но у которых участки профиля центрально-симметричны относительно центров вращения С, С', так что весь профиль шнека 11, 11' получается путем отражения первой половины относительно центра вращения С либо же, соответственно, С'. Таким образом, у шнековых элементов 10, 10' имеется тот же самый центрально-симметричный профиль шнека 11, 11' в форме создающего и создаваемого профиля. Правый шнековый элемент 10' повернут относительно левого шнекового элемента 10 на 90°. Каждый из показанных профилей шнеков 11, 11' составлен из двух симметричных участков профиля, а на переходах участков имеют место перегибы K, K', которые обозначены стрелкой.
Для создания участка профиля точка PA может обозначать начальную точку первой дуги окружности 1 с радиусом R1<RA и центром M1, находящимся на соединительном отрезке С-PA. Точка PA располагается на наружной окружности. Точка PI обозначает начало дуги окружности 2 с радиусом R2 и центром М2, располагающимся на отрезке С-Р1. Дуга окружности 2 примыкает к дуге окружности 1 таким образом, что дуги окружности 1, 2 пересекаются под углом θ и образуют место перегиба K, которое представляет геометрическую неравномерность в шаге кривой профиля 11. Угол θ предпочтительно составляет от 140° до 180°. Кроме того, точка PI означает начальную точку дуги окружности 3 с радиусом R3=А-R1 и центром М3, который тоже лежит на отрезке C-PI, так что дуга окружности 2 переходит в дугу окружности 3 по касательной. Затем дуга окружности 3 переходит по касательной еще в одну дугу окружности 4 с радиусом R4=А и центром М4, и половина кривой профиля 11 дополняется последней дугой окружности 5 до противоположной точки РA на наружной окружности. Дуга окружности 5 имеет радиус R5=А-R2 и центр М5, который располагается на отрезке РA-С и проходит по касательной из дуги 4 к точке PA.
Верхняя половина кривой профиля 11, которая проходит между точками РA-РA и образована серией дуг окружности 1-2-3-4-5, соответствует нижней половине кривой профиля 11, которую можно создать центрально-симметричным отражением верхней половины относительно центра вращения С. Равным же образом профили шнеков 11, 11' в этом примере исполнения можно представить так, что кривые профиля включают в себя две непрерывно дифференцируемые половины, которые в каждом случае состоят из серии переходящих друг в друга по касательной дуг окружности 2-3-4-5-1 и пересекаются в соответствующих местах перегиба K, K'. То есть, точки перегиба K, K' можно также рассматривать как конечные точки соответствующих участков профиля. Это лучше представить штриховой линией через места перегиба K' и центр вращения С' создаваемого профиля шнека 11' на фигуре 2. Каждый участок профиля как таковой может составляться из нескольких дуг окружности, которые переходят друг в друга по касательной и образуют непрерывно дифференцируемую кривую между двумя местами перегиба K, K'. На участках перегиба K, K' соответствующие дуги окружности не переходят в соседний участок профиля по касательной, а находятся под углом θ к нему.
Еще одна форма исполнения шнековых элементов согласно изобретению представлена в качестве примера на фигуре 3. Она представляет собой вариант примера исполнения на фигуре 2 с несколько другими размерами, но в принципе имеет ту же центрально-симметричную конструкцию с пятью дугами окружности 1-5 и двумя местами перегиба K, K'.
Шнековые элементы для шнековой машины либо же, соответственно, для двухшнекового или многовального экструдера обычно помещают в корпус. При этом шнековые элементы и корпус выполнены так, что благодаря вращению шнековых элементов осуществляется не только попарная очистка соседствующих шнековых элементов скоблением, но присутствует и очистка внутренних стенок корпуса благодаря вращению шнековых элементов. До сих пор рассмотрены только шнековые профили с точной очисткой скоблением. В машинах, изготовленных для промышленности, необходимо, однако, отступить от геометрических параметров точной очистки скоблением постольку, поскольку при очистке сохраняется точно заданный зазор S либо же, соответственно, D, причем в рамках настоящего изобретения термины "очистка/очищать" применяют как синонимы терминов "очистка скоблением/очищать скоблением". Это необходимо, чтобы избежать "задиров" металла, чтобы уравновесить допуски при изготовлении и чтобы избежать избыточного рассеивания энергии в зазорах.
Как изложено, например, в публикации [1] на страницах 27-30, как правило, в сборках шнековых элементов и корпуса на практике всегда имеются так называемые зазоры. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазор между шнеком и корпусом обозначен как „δ”, а зазор между шнеком и шнеком как „s”. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Таким образом, применяемые на практике шнековые элементы из-за имеющихся зазоров, строго говоря, не обладают тем свойством, что при равнонаправленном вращении с одинаковой скоростью вокруг параллельно расположенных осей они касаются друг друга по меньшей мере в одной точке. Тем не менее, для создания шнековых элементов на практике обычно, как изложено в [1], сначала исходят из точно очищающих скоблением контуров (профилей), а затем вводят зазоры. Соответственно, согласно изобретению сначала предпочтительно виртуально создают шнековые элементы, которые при равнонаправленном вращении с одинаковой скоростью вокруг параллельно расположенных осей всегда соприкасаются по меньшей мере в одной точке. Исходя из этих, предпочтительно виртуальных, геометрических параметров, предусматривают зазоры, которые препятствуют, чтобы применяемые на практике шнековые элементы «задирались», то есть чтобы шнековые элементы взаимно очищались скоблением с разрушением их поверхности.
Специалисту известны методы, предназначенные для того, чтобы вывести профиль шнека с зазором из заданного профиля шнека с точной очисткой скоблением. Известные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр. 28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты. При yвеличении межосевого расстояния конструируют профиль шнека меньшего диаметра и раздвигают на величину зазора между шнеками. В методе с эквидистантой продольного сечения кривую профиля в продольном сечении (параллельно оси вращения данного элемента) сдвигают на половину зазора между шнеками перпендикулярно кривой профиля внутрь, в направлении оси вращения. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой взаимно очищают друг друга шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Специалисту в технологии экструдеров известно также и эксцентрическое размещение шнековых элементов в корпусе с сохранением очистки скоблением [шнеков друг друга] попарно и корпуса (см., например, [1] стр. 108, 246 и 249). Правила создания профилей шнеков с заданными зазорами S, а также применение корпусов, зазоров и/или эксцентрического размещения можно надлежащим образом использовать для шнековых элементов согласно изобретению 10, 10', которые при равнонаправленном вращении вокруг двух параллельно расположенных осей касаются друг друга таким образом, что всегда имеется соприкосновение по меньшей мере в одной точке.
На фигурах 1-3 рассмотрены исключительно двухходовые шнековые элементы 10, 10'. Те же самые принципы, однако, применимы к шнековым элементам с тремя и более ходами. Процедура в случае трехходовых шнековых элементов аналогична процедуре, используемой для двухходовых профилей. Наружный радиус профиля уменьшают относительно радиуса корпуса, а профили попарно сдвигают, причем центральное положение центра вращения относительно корпуса сохраняется. Для трехходовых профилей тоже возможна конструкция с эксцентрическим вращением. Особый интерес представляют профили шнеков, позволяющие шнекам взаимно полностью очищать друг друга скоблением, а корпус при этом очищается только одним гребнем. Создание зазоров при взаимной очистке профилей и при очистке корпуса осуществляют в полном соответствии со способом работы, описанным для двухходовых профилей.
Трехходовые профили можно согласно изобретению применять в качестве непрерывного транспортировочного червяка или в качестве месильных дисков.
Четырехходовые профили шнека с осевой симметрией можно полностью задать участком профиля шнека размером 45°. Создание эксцентрических профилей и создание зазоров при очистке осуществляют подобно таковому в случаях двухходовых и трехходовых профилей, и здесь оно не показано. Четырехходовые профили также можно применять в качестве непрерывного транспортировочного червяка или в качестве месильных дисков. Профили согласно изобретению, имеющие более четырех витков, можно изготовить аналогичным образом. Точно так же можно аналогично изменять ширину зазоров и создавать эксцентриковые профили.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УЛУЧШЕННОЙ ЭФФЕКТИВНОСТЬЮ ДИСПЕРГИРОВАНИЯ И УМЕНЬШЕННЫМ ПОСТУПЛЕНИЕМ ЭНЕРГИИ | 2009 |
|
RU2516172C2 |
| ОДНОХОДОВЫЕ ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ЛИНИИ ГРЕБНЯ | 2009 |
|
RU2531279C2 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2516399C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ СО СНИЖЕННОЙ ЭНЕРГОПОДАЧЕЙ ПРИ ПОВЫШЕНИИ ДАВЛЕНИЯ | 2009 |
|
RU2516552C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2500533C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ВИСКОЭЛАСТИЧНЫХ МАСС, ПРИМЕНЕНИЕ И СПОСОБ | 2010 |
|
RU2550175C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ГРЕБНЯ | 2009 |
|
RU2522624C9 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2516152C9 |
| СПОСОБ КОНСТРУИРОВАНИЯ СОПРИКАСАЮЩИХСЯ ТЕЛ С ОДНОНАПРАВЛЕННЫМ ВРАЩЕНИЕМ И КОМПЬЮТЕРНАЯ СИСТЕМА ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2010 |
|
RU2554647C9 |


Изобретение относится к шнековым элементам для многовальных шнековых машин. Техническим результатом является улучшение эффективности диспергирования при минимальной энергоподаче. Технический результат достигается шнековыми элементами для многовальных шнековых машин с попарно вращающимися в одном направлении шнековыми валами. Причем эти шнековые элементы попарно точно очищаются скоблением, а составленные из этих шнековых элементов шнековые валы имеют два или более хода шнеков. При этом профили шнеков по всему сечению можно представить соответствующими кривыми профиля. Причем каждая кривая профиля на своем протяжении имеет по меньшей мере одно место перегиба, которое находится в пределах наружного радиуса кривой профиля. При этом отношение радиуса кривизны профиля шнека к наружному радиусу профиля в точке, которая очищает корпус, составляет от 0,2 до 0,8, а отношение наружного радиуса шнекового элемента к расстоянию для двухходовых шнековых элементов составляет от 0,54 до 0,7, для трехходовых шнековых элементов оно находится между 0,53 и 0,57, а для четырехходовых шнековых элементов оно находится между 0,515 и 0,535. 5 н. и 10 з.п. ф-лы, 3 ил.
1. Шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении шнековыми валами (W, W'), причем эти шнековые элементы попарно точно очищаются скоблением, а составленные из этих шнековых элементов шнековые валы имеют два или более хода шнеков, причем профили шнеков (11, 11') по всему сечению можно представить соответствующими кривыми профиля, отличающиеся тем, что каждая кривая профиля (11, 11') на своем протяжении имеет по меньшей мере одно место перегиба (K, K'), которое находится в пределах наружного радиуса (ra, ra') кривой профиля, причем отношение радиуса кривизны профиля шнека к наружному радиусу профиля в точке PA, которая очищает корпус, составляет от 0,2 до 0,8, а отношение наружного радиуса ra шнекового элемента к расстоянию а для двухходовых шнековых элементов составляет от 0,54 до 0,7, для трехходовых шнековых элементов оно находится между 0,53 и 0,57, а для четырехходовых шнековых элементов оно находится между 0,515 и 0,535.
2. Шнековые элементы по п. 1, причем каждая кривая профиля представляет собой непрерывную, замкнутую, выпуклую кривую, которая за исключением по меньшей мере одного места перегиба (K, K') также непрерывно дифференцируема.
3. Шнековые элементы по п. 2, причем профиль (11) одного шнекового элемента (10) образуется кривой  а профиль (11') другого шнекового элемента образуется из кривой
а профиль (11') другого шнекового элемента образуется из кривой  согласно следующему отношению (1):
согласно следующему отношению (1):

причем
- в каждой точке кривая  имеет радиус кривизны ρ, который меньше межосевого расстояния а шнековых элементов (10, 10') или равен ему;
имеет радиус кривизны ρ, который меньше межосевого расстояния а шнековых элементов (10, 10') или равен ему;
- для каждой точки кривой  в пределах непрерывно дифференцируемого участка существует нормированный нормальный вектор
в пределах непрерывно дифференцируемого участка существует нормированный нормальный вектор  длины 1, который в данной конкретной точке перпендикулярен касательной к кривой
длины 1, который в данной конкретной точке перпендикулярен касательной к кривой  и указывает в направлении центра круга кривизны, принадлежащего к данной конкретной точке кривой
и указывает в направлении центра круга кривизны, принадлежащего к данной конкретной точке кривой 
-  - это вектор, который направлен от точки вращения (С) создающего профиля (11) к точке вращения (С') создаваемого профиля (11') и имеет длину а.
- это вектор, который направлен от точки вращения (С) создающего профиля (11) к точке вращения (С') создаваемого профиля (11') и имеет длину а.
4. Шнековые элементы по п. 1, причем каждый профиль шнека, соответственно, каждая кривая профиля (11, 11') составлена из нескольких дуг окружности (1-5), причем соответствующие дуги окружности (1-5) по меньшей мере в одном месте перегиба (K, K') образуют друг с другом угол (θ) от 90° до 180°, предпочтительно от 140° до 180°.
5. Шнековые элементы по п. 1, причем каждый профиль шнека, соответственно, любую кривую профиля (11, 11') можно подразделить на участки профиля, которые можно преобразовать друг в друга путем отражения относительно центра или оси.
6. Шнековые элементы по п. 5, причем каждый участок профиля составлен из нескольких дуг окружности (1-5), причем количество дуг окружности (1-5), которые образуют один из участков профиля, составляет предпочтительно от 2 до 8, особо предпочтительно - от 3 до 6.
7. Шнековые элементы по п. 5, причем один из участков профиля простирается между точкой (PA, PA'), которая находится на наружном радиусе (ra, ra') профиля (11, 11'), и точкой (PI, PI'), которая находится на внутреннем радиусе (ri, ri'') профиля (11, 11'), и включает по меньшей мере одно место перегиба (K, K').
8. Шнековые элементы по п. 5, причем каждый участок профиля включает непрерывно дифференцируемую кривую между двумя местами перегиба (K, K').
9. Шнековые элементы по одному из пп. 1-8, причем отношение радиуса кривизны профиля шнека к наружному радиусу профиля составляет от 0,3 до 0,7, предпочтительно от 0,35 до 0,65, предпочтительно в точке PA, которая очищает корпус.
10. Способ создания шнековых элементов (10, 10') по одному из пп. 1-9, причем для формирования профилей шнеков (11, 11') создают кривую профиля в плоскости, перпендикулярной оси вращения (С, С'), и данная кривая профиля на своем протяжении имеет по меньшей мере одно место перегиба (K, K'), соответственно, одно место разрыва в наклоне кривой, причем это место (K, K') находится в пределах наружного радиуса (ra, ra') кривой профиля, и причем отношение радиуса кривизны профиля шнека к наружному радиусу профиля в точке PA, которая очищает корпус, составляет от 0,2 до 0,8, а отношение наружного радиуса ra шнекового элемента к расстоянию а для двухходовых шнековых элементов составляет от 0,54 до 0,7, для трехходовых шнековых элементов оно находится между 0,53 и 0,57, а для четырехходовых шнековых элементов оно находится между 0,515 и 0,535.
11. Способ создания шнековых элементов (10, 10') по п. 10, отличающийся тем, что на первом этапе для формирования профилей шнеков (11, 11') создают кривую профиля в плоскости, перпендикулярной оси вращения (С, С'), и данная кривая профиля на своем протяжении имеет по меньшей мере одно место перегиба (K, K'), соответственно, одно место разрыва в наклоне кривой, причем это место (K, K') находится в пределах наружного радиуса (ra, ra') кривой профиля, а на втором этапе вводят зазоры.
12. Применение шнековых элементов по одному из пп. 1-9, или созданных способом по п. 10 или 11, в шнековой машине.
13. Применение по п. 12, причем шнековые элементы (10, 10') на всей своей окружности попарно очищаются с постоянным зазором, либо причем шнековые элементы (10,10') попарно очищаются с зазором, который не постоянен по всей окружности.
14. Шнековая машина, в частности экструдер, с попарно вращающимися в одном направлении шнековыми валами (W, W'), причем шнековые валы имеют шнековые элементы (10, 10') по одному из пп. 1-9, или созданные способом по п. 10 или 11.
15. Способ экструзии пластических масс, отличающийся тем, что применяют шнековые элементы по одному из пп. 1-9, или созданные способом по п. 10 или 11, или шнековую машину по п. 14.
| WO 2011073181 А1, 23.06.2011 | |||
| Устройство для регулирования интенсивности света | 1980 |
|
SU875356A1 |
| Койка для согревания больных | 1922 |
|
SU2131A1 |
| Гидростатический уровнемер | 1983 |
|
SU1093905A2 |
| МНОГОШНЕКОВЫЕ ЭКСТРУДЕРЫ-СМЕСИТЕЛИ С МОДУЛЬНЫМИ СМЕСИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 1995 |
|
RU2145281C1 |
| DE 102008016862 A1, 08.10.2009. | |||

