Изобретение относится к металлургии, конкретнее к области специальной электрометаллургии, а именно к производству биметаллических слитков с износостойким наплавленным слоем методом электрошлаковой технологии.
Биметаллические слитки, состоящие из основного слоя из углеродистой, низколегированной или легированной стали и наплавленного (плакирующего) слоя из износостойкой стали, предназначены для последующей прокатки на биметаллические полосы и листы. Основными требованиями, предъявляемыми к таким слиткам, являются высокая прочность и гарантированная сплошность соединения слоев, равномерность толщины наплавленного слоя и его высокая износостойкость при удовлетворительном качестве поверхности. Требования, предъявляемые к геометрическим размерам - толщина заготовки основного слоя должна быть на много меньше его ширины, что облегчает последующую прокатку слитков на листы определенного размера, то есть повышает технологичность и приводит к снижению стоимости.
Известен способ получения биметаллического слитка с износостойким поверхностным слоем методом литейного плакирования, включающим заливку стали одного состава в изложницу (например, стали 60), в которой установлены одна или две плиты из стали другого состава (например, стали 10 или 20).
((Кобелев А.Г., Лысак В.И., Чернышев В.Н., Быков А.А., Востриков В.П. Производство металлических слоистых композиционных материалов С.82-88 2002 - г.Москва Издательство «Интермет Инжиниринг»)
Недостаток этого способа заключается в том, что при получении биметаллического слитка не достигается достаточная равномерность толщины получаемого слоя, а также низкий уровень прочности сцепления слоев и высокая вероятность возникновения отслоения полученного слоя в процессе дальнейшей горячей прокатки.
Известен способ получения биметаллического слитка, состоящего из основного и плакирующего слоев, включающий размещение в кристаллизаторе с зазором от одной из его стенок металлической заготовки, являющейся одним из слоев биметаллического слитка, установку расходуемых электродов в этом зазоре, наведение на поддоне в зазоре между стенкой кристаллизатора и заготовкой шлаковой ванны и переплав в ней расходуемых электродов с формированием второго слоя биметаллического слитка, отличающийся тем, что перед наведением шлаковой ванны электроды в зазоре относительно заготовки устанавливают на расстоянии, составляющем 0,3-0,5 расстояния от нижнего торца электродов до поддона, нагрев шлака и переплав расходуемых электродов ведут при мощности, составляющей 0,8-0,9 рабочей расчетной мощности, до высоты слитка, равной 1,0-2,5 ширины зазора, после чего увеличивают мощность до рабочей расчетной, а расстояние от электродов до заготовки увеличивают до величины, составляющей 0,6-1,1 расстояния от нижнего торца электродов до уровня металлической ванны. В кристаллизаторе размещают металлическую заготовку из материалов основного слоя биметаллического слитка или из материала плакирующего слоя биметаллического слитка. Изобретение обеспечивает повышение выхода годного и качества биметалла с основным слоем из низколегированной кремнемарганцевой стали и плакирующим слоем из высоколегированной хромоникелевой стали.
(Патент RU2083700, МПК C22B 9/18, B22D 19/02, опублик. 10.07.1997)
При указанных показателях мощности и других параметрах известного способа невозможно получить биметалл с износостойким поверхностным слоем.
Наиболее близким аналогом заявленного изобретения является способ получения биметаллического слитка, включающий размещение металлической заготовки, являющейся одним из слоев биметаллического слитка, с зазором от стенки кристаллизатора, установку в этом зазоре расходуемого электрода, наведение шлаковой ванны и переплав в ней расходуемого электрода с формированием наплавленного слоя биметаллического слитка при регламентированных значениях скорости формирования наплавленного слоя и сопротивления шлаковой ванны. Изобретение направлено на обеспечение равномерности толщины и химического состава наплавленного слоя из корозионностойкой стали, повышение качества поверхности биметаллического слитка при сохранении высокого качества соединения слоев. (Патент РФ 2087561, МПК C22B 9/18, опубл. 20.08.1997, прототип).
Способ обеспечивает высокую прочность сцепления и гарантированную сплошность соединения слоев (сталь 08Х18Н10Т + сталь 10), равномерность толщины наплавленного слоя при удовлетворительном качестве поверхности при наплавке заготовок толщиной более 350 мм и шириной менее 1000 мм. Однако его использование для получения биметаллических заготовок толщиной менее 350 мм и шириной более 1000 мм, более технологичных при производстве биметаллических листов, не обеспечивает требуемого качества соединения слоев: имеют место расслои или зоны с низкой прочностью сцепления слоев. При последующей прокатке таких слитков на листы возможно образование значительных по площади отслоений плакирующего слоя.
Задача, решаемая изобретением, заключается в обеспечении высокого качества биметаллических слитков с износостойким наплавленным слоем, предназначенных для последующей прокатки на листы и в рулоны высокой прочности и гарантированной сплошности соединения слоев, равномерной толщины плакирующего слоя и его высокой износостойкости, прочностных характеристик,
Техническим результатом изобретения является получение биметаллического слитка с износостойким плакирующим слоем при обеспечении высокой прочности и сплошности соединения слоев, а также высоких прочностных характеристиках биметалла в целом и высокого качества поверхности плакирующего слоя и низкой стоимости получаемой биметаллической продукции.
Указанный технический результат достигается тем, что в способе получения биметаллического слитка с износостойким наплавленным слоем, включающим размещение металлической заготовки, являющейся одним из слоев биметаллического слитка, с зазором от стенки кристаллизатора, установку в этом зазоре расходуемых электродов, наведение шлаковой ванны и переплав в ней расходуемых электродов с формированием наплавленного слоя биметаллического слитка, согласно изобретению, основной слой изготавливают из легированной стали, содержащей, мас.%:
углерод 0,10-0,50,
кремний 0,5-1,5,
марганец 0,5-1,5,
хром 0.5-1.5,
фосфор не более 0,025,
сера не более 0,025,
железо и неизбежные примеси - остальное,
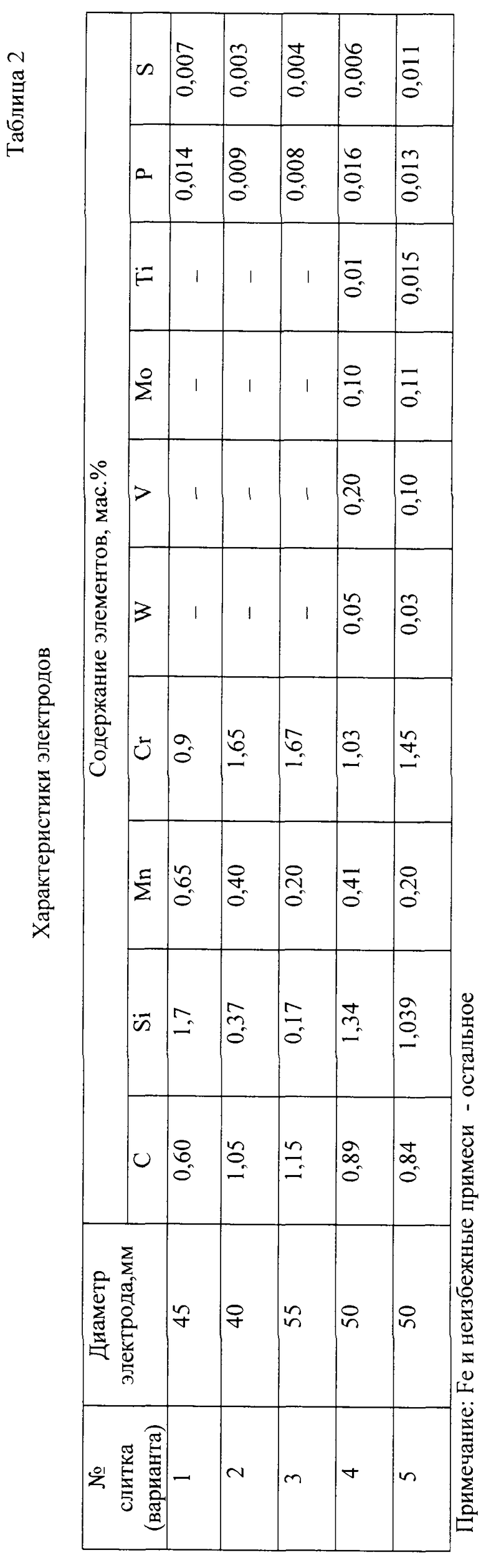
расходуемые электроды изготавливают в виде сортового круглого проката диаметром 40-60 мм из стали, содержащей мас.%:
углерод 0,6- 1,2,
кремний 0,15-1,8,
марганец 0,15-0,80,
хром 0.7-1.7,
фосфор не более 0,025,
сера не более 0,025,
железо и неизбежные примеси - остальное,
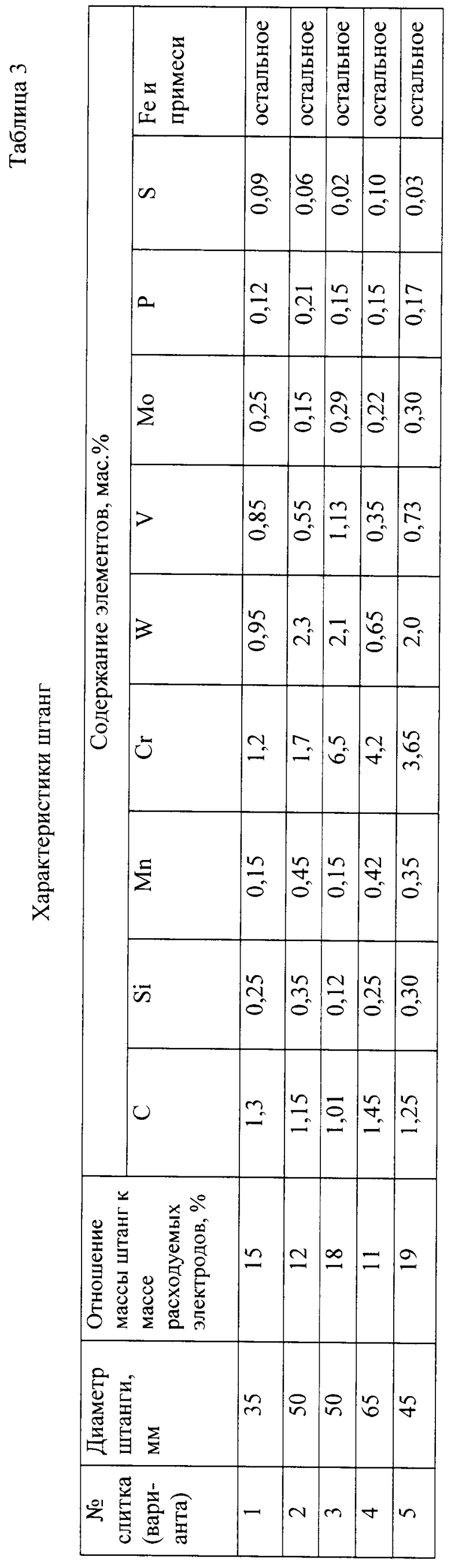
на поверхности стали основного слоя прикрепляют штанги в виде сортового проката диаметром 30-70 мм из стали, содержащей мас.%:
углерод 1,0-1,5,
кремний 0,1-0,5,
марганец 0,1-0,5,
хром 1,0-7,5,
вольфрам 0,5-2,5,
ванадий 0,3-1,2,
молибден до 0,3,
фосфор не более 0,025,
сера не более 0,025,
железо и неизбежные примеси - остальное,
при этом отношение массы штанг к массе расходуемых электродов составляет 10-20%, в процессе переплава расходуемых электродов происходит одновременный переплав штанг, обеспечивающий дополнительное легирование формирующегося наплавленного слоя элементами, входящими в состав стали переплавляемых штанг с получением наплавленного слоя из стали, содержащей, мас.%:
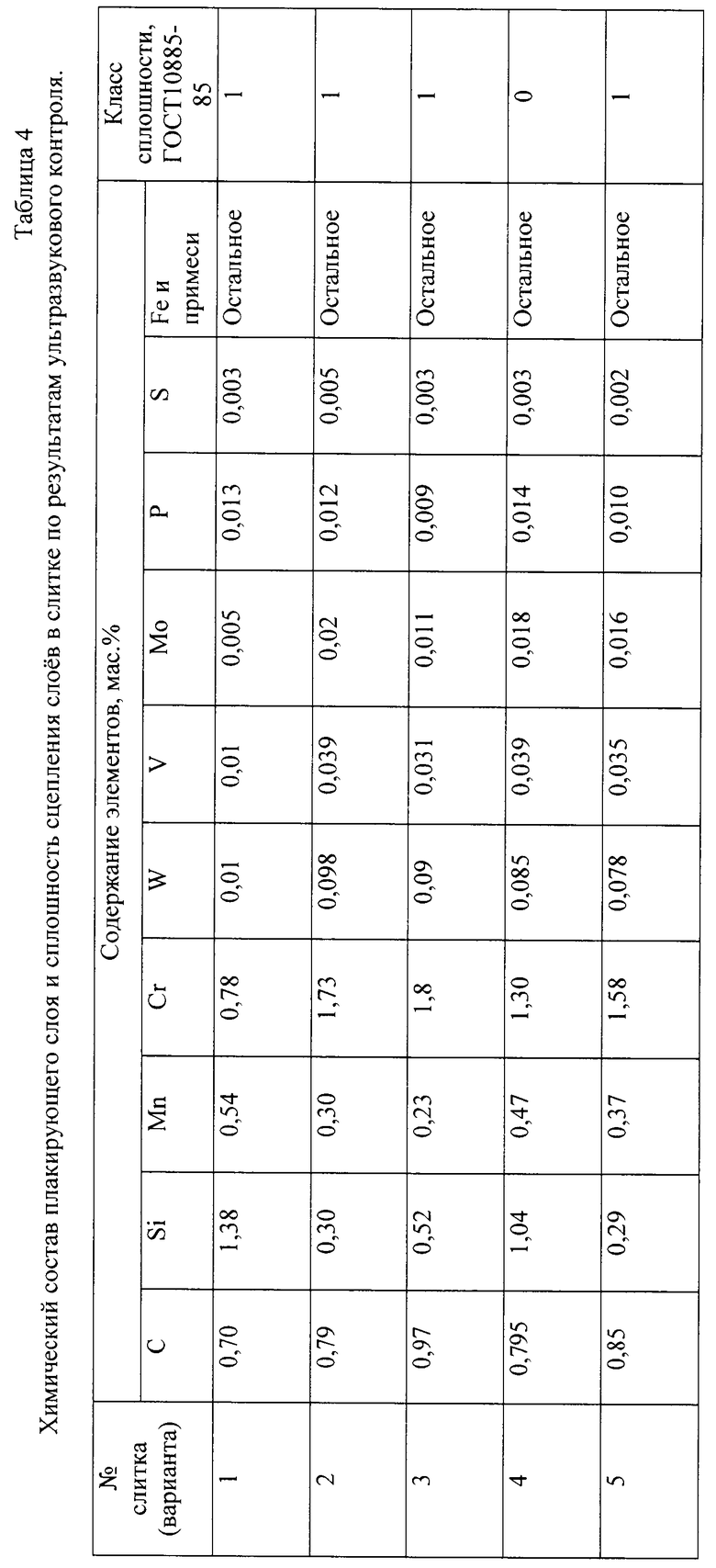
углерод 0,7-1,2,
кремний 0,1-1,7,
марганец 0,15-0,80,
хром 0.6 - 2,0,
вольфрам 0,02 - 1,0,
ванадий 0,02 - 0,2,
молибден до 0,3,
фосфор не более 0,025,
сера не более 0,025,
железо и неизбежные примеси - остальное.
Сталь расходуемых электродов дополнительно содержит, мас.%: ванадий 0,15-0,50, вольфрам до 0,2, молибден до 0,2, титан до 0,03.
Сущность изобретения заключается в следующем.
Использование в качестве основного слоя биметаллического слитка легированной стали указанного состава с ограниченным содержанием серы и фосфора способствует обеспечению высоких показателей прочности и износостойкости биметаллического материала в целом.
Расходуемые электроды изготавливают в виде сортового круглого проката диаметром 40-60 мм из стали, содержащей мас.%: углерод 0,6-1,2, кремний 0,15-1,8, марганец 0,15-0,80, хром 0.7-1.7, фосфор не более 0,025, сера не более 0,025, железо и неизбежные примеси - остальное. Размеры расходуемых электродов и химический состав стали, из которых они изготовлены, выбраны на основании полученных экспериментальных результатов.
Штанги в виде сортового проката диаметром 30-70 мм из стали, содержащей мас.%: углерод 1,0-1,5, кремний 0,1-0,5, марганец 0,1-0,5, хром 4,0-7,5, вольфрам 0,5-2,5, ванадий 0,3-1,2, молибден до 0,3, фосфор не более 0,025, сера не более 0,025, железо и неизбежные примеси - остальное, прикрепляют к поверхности стали основного слоя, при том, что отношение массы штанг к массе расходуемых электродов составляет 10-20%. В процессе переплава расходуемых электродов происходит одновременный переплав штанг, обеспечивающий дополнительное легирование формирующегося плакирующего слоя элементами, необходимыми для образования в нем наноразмерных частиц. Необходимое количество штанг, их размер и химический состав рассчитано таким образом, чтобы получить в формирующимся плакирующем слое содержание основных карбидообразующих элементов в количестве, достаточном для образования наноразмерных карбидов и обеспечении высоких показателей износостойкости плакирующего слоя.
Использование штанг из высоколегированных сталей вместо изготовления электродов из таких сталей обеспечивает низкую стоимость получаемой биметаллической продукции. Это связано с тем, что к расходуемым электродам для наплавки предъявляются более высокие требования к их геометрическим параметрам, качеству поверхности и другим показателям, в то время как для переплавляемых штанг соблюдение таких требований не обязательно.
Плакирующий слой биметаллического слитка, состоящий из стали, содержащей, мас.%: углерод 0,7-1,2, кремний 0,1-1,7, марганец 0,15-0,80, хром 0.6-2,0, вольфрам 0,02-1,0, ванадий 0,02-0,2, молибден до 0,3, фосфор не более 0,025, сера не более 0,025, железо и неизбежные примеси - остальное, обеспечивает высокий уровень износостойкости.
В результате совокупности вышеуказанных действий и регламентировании химического состава сталей основного слоя, электродов, штанг, наплавленного слоя, обеспечивается достижение заявленного технического результата: получение биметаллического слитка с износостойким плакирующим слоем при обеспечении высокой прочности и сплошности соединения слоев, а также высоких прочностных характеристиках биметалла в целом и высоко качества поверхности наплавленного слоя и низкой стоимости получаемой биметаллической продукции.
Примеры конкретного выполнения способа
Для получения биметаллического слитка наплавку заготовки основного слоя из легированной стали (химический состав стали указан в таблице 1) толщиной 470 мм, шириной 650 мм вели на установке ЭШН. В зазор, образованным поверхностью заготовки основного слоя и кристаллизатором, заливали предварительно расплавленный флюс марки АНФ-29. В образовавшуюся шлаковую ванну вводили расходуемые электроды, собранные из сортового круглого проката диаметром 40-60 мм. Химический состав стали электродов, их размеры приведены в таблице 2. К заготовке основного слоя предварительно прикрепляли штанги, представляющие собой сортовой прокат. Размер штанг, отношение массы штанг к массе расходуемых электродов и химический состав стали, из которой выполнены штанги, приведены в таблице 3.
После расплавления флюса начинали электрошлаковый переплав электродов с формированием наплавленного слоя.
По разработанной технологии изготовили 5 слитков. После наплавки проводили ультразвуковой контроль указанных слитков для контроля сплошности соединения слоев в соответствии с требованиями ГОСТ 10885-85 «Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия» и ГОСТ 22727-88 «Прокат листовой. Методы ультразвукового контроля»
Химический состав наплавленного слоя и свойства биметаллического слитка (результаты ультразвукового контроля) представлены в таблице 4.
Полученные слитки были прокатаны на стане 2800 на биметаллические листы толщиной 10 мм.
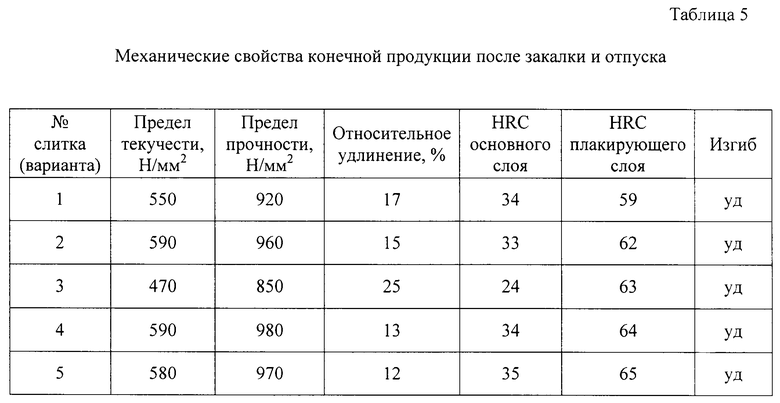
Для оценки служебных свойств биметалла от отожженных листов были отобраны образцы, на которых определяли механические свойства и твердость плакирующего слоя, после термической обработки, имитирующей термическую обработку готовых изделий: закалки от температуры 950°C с низкотемпературным отпуском при 200°C. Механические свойства и показатели твердости плакирующего слоя, полученные на образцах после закалки и отпуска, представлены в таблице 5.
За показатели износостойкости приняты твердость плакирующего слоя и предел прочность биметаллического проката после закалки и отпуска. Экспериментально установлено, что износостойкость можно считать высокой, если значение твердости составляет не менее 62 HRC, а значение предела прочности - не менее 950 Н/мм2.
Для варианта 3 из-за низкого содержания марганца в стали основного слоя получено низкое значение предела прочности.
Для варианта 1 из-за получения низкого содержания вольфрама и ванадия в стали плакирующего слоя получена его низкая твердость после закалки и отпуска.
Таким образом, удовлетворительную технологичность в сочетании с высоким ресурсом эксплуатации имеют варианты 2, 4 и 5 (слитки 2,4,5), соответствующие формуле изобретения.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ С ИЗНОСОСТОЙКИМ НАПЛАВЛЕННЫМ СЛОЕМ | 2012 |
|
RU2501634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2633412C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634522C1 |
| Биметаллический стальной рулонный прокат толщиной 2-30 мм и биметаллическая прямошовная труба среднего или малого диаметра, сделанная из него | 2024 |
|
RU2836254C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2011 |
|
RU2485188C1 |
| ДВУХСЛОЙНЫЙ СТАЛЬНОЙ ЛИСТОВОЙ ПРОКАТ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2532755C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2004 |
|
RU2255994C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННО-СТОЙКОЙ ИЗНОСОСТОЙКОЙ СТАЛИ | 2015 |
|
RU2620409C1 |
| Способ производства круглого проката из легированных сталей для изготовления крепёжных изделий холодным деформированием | 2017 |
|
RU2677037C1 |
Изобретение относится к металлургии. Способ включает размещение металлической заготовки с зазором от стенки кристаллизатора, установку в зазоре расходуемых электродов, наведение шлаковой ванны и переплав в ней расходуемых электродов. Основной слой изготавливают из легированной стали, содержащей, мас.%: углерод 0,10-0,50, кремний 0,5-1,5, марганец 0,5-1,5, хром 0,5-1,5, фосфор не более 0,025, сера не более 0,025. Расходуемые электроды изготавливают в виде сортового круглого проката диаметром 40-60 мм из стали, содержащей, мас.%: углерод 0,6-1,2, кремний 0,15-1,8, марганец 0,15-0,80, хром 0,7-1,7, фосфор не более 0,025, сера не более 0,025. На поверхности стали основного слоя прикрепляют штанги в виде сортового проката диаметром 30-70 мм из стали, содержащей, мас.%: углерод 1,0-1,5, кремний 0,1-0,5, марганец 0,1-0,5, хром 1,0-7,5, вольфрам 0,5-2,5, ванадий 0,3-1,2, молибден до 0,3, фосфор не более 0,025, сера не более 0,025, обеспечивающие при переплаве образование легированного наплавленного слоя из стали, содержащей, мас.%: углерод 0,7-1,2, кремний 0,1-1,7, марганец 0,15-0,80, хром 0,6-2,0, вольфрам 0,02-1,0, ванадий 0,02-0,2, молибден до 0,3, фосфор не более 0,025, сера не более 0,025. Отношение массы штанг к массе расходуемых электродов составляет 10-20%. Обеспечивается получение биметаллического слитка с износостойким плакирующим слоем с высокой прочностью и сплошностью соединения слоев. 1 з.п. ф-лы, 5 табл.
1. Способ получения биметаллического слитка с износостойким плакирующим слоем, включающий размещение металлической заготовки, являющейся одним из слоев биметаллического слитка, с зазором от стенки кристаллизатора, установку в этом зазоре расходуемых электродов, наведение шлаковой ванны и переплав в ней расходуемых электродов с формированием наплавленного слоя биметаллического слитка, отличающийся тем, что основной слой изготавливают из легированной стали, содержащей, мас.%:
используют расходуемые электроды, изготовленные в виде сортового круглого проката диаметром 40-60 мм из стали, содержащей, мас.%:
на поверхности стали основного слоя прикрепляют штанги в виде сортового проката диаметром 30-70 мм из стали, содержащей, мас.%:
при этом отношение массы штанг к массе расходуемых электродов составляет 10-20%, и осуществляют переплав штанг, с обеспечением в процессе переплава расходуемых электродов дополнительного легирования формирующегося плакирующего слоя элементами, входящими в состав стали, переплавляемых штанг, с получением плакирующего слоя из стали, содержащей, мас.%:
2. Способ по п.1, отличающийся тем, что сталь расходуемых электродов дополнительно содержит, мас.%:
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1995 |
|
RU2083700C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1996 |
|
RU2087561C1 |
| АНТИТЕЛО К EPHA2 | 2008 |
|
RU2525133C2 |

