Изобретение относится к машиностроению, а именно к станкам для чистовой обработки деталей типа колец высокоточных подшипников.
Известно устройство для абразивной обработки, содержащее станину, смонтированную на ней с возможностью возвратно-поступательного перемещения вдоль оси шпинделя изделия инструментальную головку, в пиноли которой размещен шпиндель, несущий многобрусковый патрон, расположенный под углом к оси шпинделя изделия [1].
Недостатком данного устройства является сложность наладки технологического оборудования, так как практически невозможно обеспечить соосность осей инструментальной головки и изделия, а при вращении головки -отсутствие вибраций.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для абразивной обработки [2], содержащее станину, смонтированную на ней с возможностью возвратно-поступательного перемещения вдоль оси шпинделя изделия инструментальную головку, в пиноли которой размещен соосно со шпинделем изделия инструментальный шпиндель, несущий многобрусковый патрон, расположенный под углом к оси шпинделя изделия. Инструментальный шпиндель снабжен расположенным на его торце эксцентриком со сферическим подшипником скольжения, на котором размещен многобрусковый патрон, подпружиненный в сторону пиноли, при этом на торцах пиноли и патрона выполнены сопрягаемые сферические поверхности, центр которых расположен в плоскости симметрии обрабатываемого профиля изделия.
Недостатком данного устройства является низкая жесткость инструментальной головки и ограниченная скорость осцилляции абразивных брусков из-за большой площади трения скольжения сопрягаемых сферических поверхностей. Кроме того при вращении патрона совместно со шпинделем инструментальной головки возникает его дисбаланс и появляются вибрации. Это приводит к снижению производительности и качества обработки.
Задачей изобретения является устранение указанных недостатков, а именно повышение жесткости инструментальной головки и частоты осцилляции брусков.
Ожидаемым техническим результатом является повышение производительности и качества обработки изделий.
Поставленная задача решается тем, что в известном устройстве для абразивной обработки, содержащем станину, смонтированную на ней с возможностью возвратно-поступательного перемещения вдоль оси шпинделя изделия инструментальную головку, в пиноли которой размещен соосно со шпинделем изделия инструментальный шпиндель, несущий многобрусковый патрон, расположенный под углом к оси шпинделя изделия, многобрусковый патрон установлен в инструментальном шпинделе в подшипниках качения, ось вращения которых пересекается с осью инструментального шпинделя в точке симметрии обрабатываемой поверхности изделия, а многобрусковый патрон удерживается от вращения неподвижным упором.
Так как многобрусковый патрон расположен в инструментальном шпинделе в подшипниках качения, то это обеспечивает высокую жесткость и точность перемещения многобруского патрона. В результате того, что многобрусковый патрон удерживается от вращения вокруг своей оси неподвижным упором, то в технологической системе отсутствуют вибрации даже при очень высокой скорости вращения инструментального шпинделя. Это обеспечивает увеличение частоты осцилляции брусков, повышение производительности и качества обработки.
Сущность изобретения поясняется рисунком, где на фиг. изображено устройство для абразивной обработки, а позиции имеют следующие обозначения: 1 - кронштейн; 2 - пиноль; 3 - подшипник; 4 - инструментальный шпиндель; 5 - шкив; 6 - стакан; 7 - подшипник; 8 - многобрусковый патрон; 9 - державка; 10 - абразивный брусок; 11 - изделие; 12 - паз; 13 - неподвижный упор.
Устройство для абразивной обработки содержит станину (не показана), на которой размещен кронштейн 1 с возможностью возвратно поступательного движения в вертикальной плоскости. На кронштейне 1 неподвижно закреплена инструментальная головка, состоящая из пиноли 2, в подшипниках 3 которой в вертикальной плоскости соосно со шпинделем (не показан) изделия 11 установлен инструментальный шпиндель 4. В качестве изделия 11 используют, например, внутреннее кольцо шарикоподшипника. Инструментальный шпиндель 4 выполнен с возможностью вращения от закрепленного на нем шкива 5. На торце инструментального шпинделя 4 жестко закреплен стакан 6. В стакане 6 выполнено отверстие, ось которого расположена под заданным углом а к оси инструментального шпинделя 4. В отверстии стакана 6 в подшипниках качения 7 установлен многобрусковый патрон 8. Многобрусковый патрон 8 имеет, по крайней мере, две державки 9 с закрепленными в них абразивными брусками 10 и механизм подвода-отвода брусков (не показан) относительно обрабатываемой поверхности изделия 11. В многобрусковом патроне 8 выполнен паз 12, в котором установлен неподвижный упор 13, например, в виде цилиндрического стержня, закрепленный на станине станка.
Работа устройства осуществляется следующим образом. Изделие 11 устанавливается на шпинделе изделия (не показан) и получает от него вращение вокруг своей оси, расположенной в вертикальной плоскости. Кронштейн 1 перемещается в вертикальной плоскости и подводит инструментальную головку и многобрусковый патрон 8 с державками 9 и абразивными брусками 10 к изделию 11 до тех пор, пока точка пересечения осей многобрускового патрона 8 и инструментального шпинделя 4 не совместится с точкой О симметрии обрабатываемой поверхности изделия 11 (фиг.). После этого от механизма вращения (не показан) через шкив 5 включается вращение шпинделя 4 в подшипниках 3 пиноли 2, а державки 9 с абразивными брусками 10 подводятся к обрабатываемой поверхности изделия 11. Так как многобрусковый патрон 8 удерживается от вращения вокруг оси инструментального шпинделя 4 неподвижным упором 13, установленном в пазу 12, то при вращении инструментального шпинделя 4 и стакана 6 с подшипниками 7 ось многобрускового патрона 8 описывает с частотой вращения инструментального шпинделя 4 коническую поверхность с вершиной, расположенной в центре симметрии О обрабатываемой поверхности изделия 11 и с углом при вершине, равным 2α. При этом абразивные бруски 10 получают осциллирующее движение, а именно движение прецессии, с частотой, равной частоте вращения инструментального шпинделя 4. После окончания обработки державки 9 и абразивные бруски 10 отводятся от обрабатываемой поверхности, кронштейн 1 поднимается вверх и отводит из зоны обработки инструментальную головку, вращение инструментального шпинделя 4 прекращается. Вращение изделия 11 также прекращается и происходит смена изделия. После этого цикл обработки повторяется.
Как видно, конструкция устройства проста и надежна, что обеспечивает его высокие эксплуатационные свойства.
Так как при α>0 в процессе обработки абразивные бруски 10 получают движение прецессии, то они в каждый момент времени контактируют с обрабатываемой поверхностью не всей своей рабочей поверхностью, а только узкой полосой этой поверхности. Вся остальная рабочая поверхность бруска выходит из контакта с обрабатываемой поверхностью и очищается от стружки и шлама. Причем полоса контакта постепенной движется по окружности с циклом, равным частоте вращения инструментального шпинделя.
Минимальный боковой зазор между рабочей поверхностью абразивного бруска 10 и обрабатываемой поверхностью изделия 11, как следует из фиг., зависит от угла α и равен:

где D - диаметр обрабатываемой поверхности изделия 11.
Чем больше боковой зазор δ, тем интенсивнее абразивные бруски 10 очищаются от стружки и шлама, тем выше их режущая способность и выше производительность обработки. Но если боковой зазор δ слишком велик, то абразивные бруски 10 интенсивно изнашиваются, снижается их стойкость, кроме того повышается шероховатость обработанной поверхности. Поэтому боковой зазор должен быть оптимальным.
Чтобы абразивный брусок 10 мог интенсивно очищаться, минимальный боковой зазор должен быть равен размеру z абразивных зерен абразивного бруска 10:δ=z. Тогда из предыдущей формулы (1) найдем потребный угол пересечения осей:

Это номинальное значение искомого угла. С учетом рассеивания размеров зерен в абразивном бруске 10 угол пересечения осей инструментального шпинделя 4 и многобрускового патрона 8 должен находиться в пределах:

Приведем численный пример. Пусть обработка заготовки диаметром D=40 мм, осуществляется абразивными брусками зернистости М7: z=0,007 мм.
Тогда по формуле (2) определим:

Из формулы (3)
0,5°<α<2°.
Если требуется повысить съем припуска, то следует использовать большее значение угла α, если требуется снизить шероховатость поверхности, то следует использовать меньшее значение угла.
Данное устройство обладает высокой универсальностью, так как позволяет без замены деталей осуществлять обработку различных поверхностей: наружных, внутренних, тороидальных, цилиндрических, конических, сферических, что обеспечивает ему высокие эксплуатационные свойства.
Таким образом, достигается поставленная задача и ожидаемый технический результат, а именно:
1. Обеспечивается точная и жесткая работа инструментальной головки, что снижает вибрации и повышает качество обработки.
2. Обеспечивается возможность достижения высокой частоты осцилляции абразивных брусков, что повышает производительность обработки.
3. Упрощается конструкция устройства и снижаются затраты на его изготовление.
4. Обеспечиваются высокие эксплуатационные свойства устройства, так как с минимальной переналадкой оно позволяет осуществлять обработку деталей с различными конструктивными параметрами.
Источники информации
1. А.с. СССР №607713, МПК: В24В 19/06, опубл. 15.05.1978.
2. Патент RU №2072293, МПК: В24В 19/06, опубл. 27.01.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1993 |
|
RU2072293C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2086389C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
Изобретение относится к машиностроению и может быть использовано для чистовой обработки деталей типа колец высокоточных подшипников. Устройство содержит станину, смонтированную на ней с возможностью возвратно-поступательного перемещения вдоль оси шпинделя изделия инструментальную головку. В пиноли головки размещен соосно со шпинделем изделия инструментальный шпиндель, несущий многобрусковый патрон, расположенный под углом к оси шпинделя изделия. Многобрусковый патрон установлен в инструментальном шпинделе в подшипниках качения, ось вращения которых пересекается с осью инструментального шпинделя в точке симметрии обрабатываемой поверхности изделия. Многобрусковый патрон удерживается от вращения неподвижным упором. В результате повышается производительность и качество обрабатываемых изделий. 1 ил., 1 пр.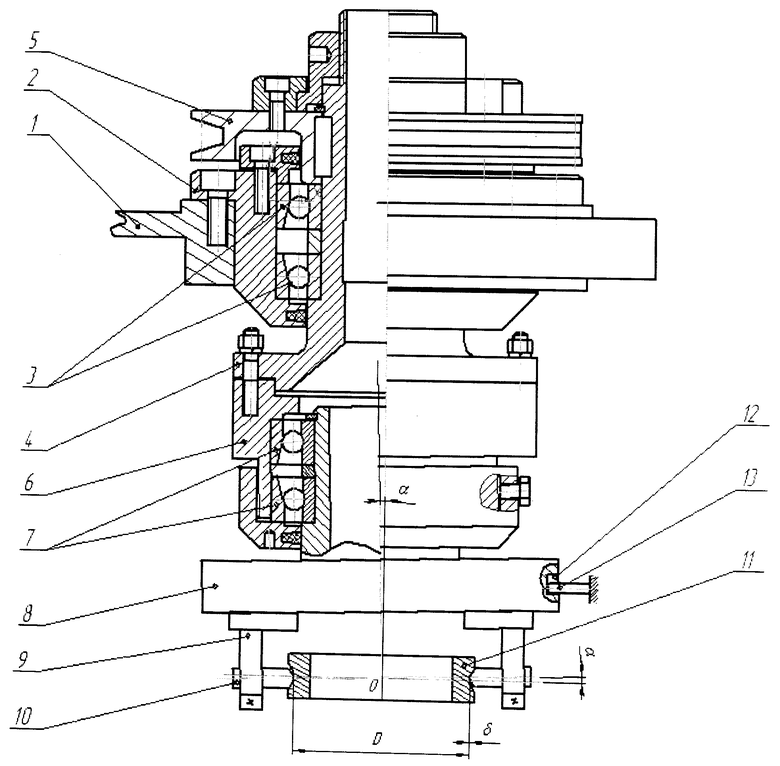
Устройство для абразивной обработки, содержащее станину, смонтированную на ней с возможностью возвратно-поступательного перемещения вдоль оси шпинделя изделия инструментальную головку, в пиноли которой размещен соосно со шпинделем изделия инструментальный шпиндель, несущий многобрусковый патрон, расположенный под углом к оси шпинделя изделия, отличающееся тем, что многобрусковый патрон установлен в инструментальном шпинделе в подшипниках качения, ось вращения которых пересекается с осью инструментального шпинделя в точке симметрии обрабатываемой поверхности изделия, причем многобрусковый патрон удерживается от вращения неподвижным упором.
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1993 |
|
RU2072293C1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| RU 2070850 C1, 27.12.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА ВАФЕЛЬ (ВАРИАНТЫ) | 2010 |
|
RU2430620C1 |
| GB 1149712 A, 23.04.1969. | |||

