Изобретение относится к машиностроению, а именно к технологическим операциям чистовой обработки деталей типа шатунных и коренных шеек коленчатых валов, колец высокоточных подшипников и др.
Известен способ чистовой обработки, при котором инструменты устанавливают вокруг оси, расположенной под углом к оси вращения детали, а точку пересечения осей совмещают с центром симметрии профиля обрабатываемой поверхности [1].
Недостатком данного способа является снижение производительности и качества, так как практически невозможно совместить точку пересечения осей с точкой симметрии обрабатываемой поверхности, а это вызывает "биение" инструмента и искажение профиля детали.
Известен способ чистовой обработки вращающейся детали абразивным инструментом, закрепленным в инструментальной головке, совершающей круговое движение вдоль обрабатываемой поверхности [2]. Абразивному бруску придают осциллирующее движение по дуге окружности, радиус которой больше радиуса обрабатываемой поверхности и которая расположена в плоскости вращения детали.
Недостатком данного способа являются низкие производительность и качество обработки, так как обработка при указанном способе может осуществляться только одним абразивным бруском, поверхность контакта абразивного инструмента с обрабатываемой поверхностью мала, а риски от абразивных зерен не пересекаются.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому (прототипом) является способ чистовой обработки вращающейся детали абразивным инструментом, связанным посредством шарнира с инструментальной головкой, совершающей осциллирующие движения вдоль оси детали. [3]. Инструментальную головку располагают под углом к оси детали и вращают вокруг своей оси, за счет чего абразивный инструмент (абразивные бруски) получает осциллирующее движение вдоль оси детали.
Недостатком этого способа является снижение точности обработки за счет образования заусенцев по краям профиля обработанной поверхности, которые возникают из-за малости перебега брусков и из-за того, что абразивные бруски в процессе обработки приобретают выпуклую форму и на крайних участках профиля детали работает пониженное число абразивных зерен.
Задачей предлагаемого изобретения является повышение качества обработки.
Поставленная задача решается тем, что в известном способе чистовой обработки вращающейся детали абразивным инструментом, связанным посредством шарнира с инструментальной головкой, совершающей осциллирующие движения вдоль оси детали, абразивному инструменту в конце каждого хода сообщают дополнительное движение вокруг оси шарнира.
Так как в конце каждого хода абразивному инструменту сообщают дополнительное движение вокруг оси шарнира, то абразивный инструмент получает дополнительное движение на крайних участках профиля обрабатываемой поверхности навстречу этой поверхности, в результате чего абразивные зерна на этих участках срезают дополнительный припуск, предотвращая образование заусенцев и обеспечивая повышение точности обработки.
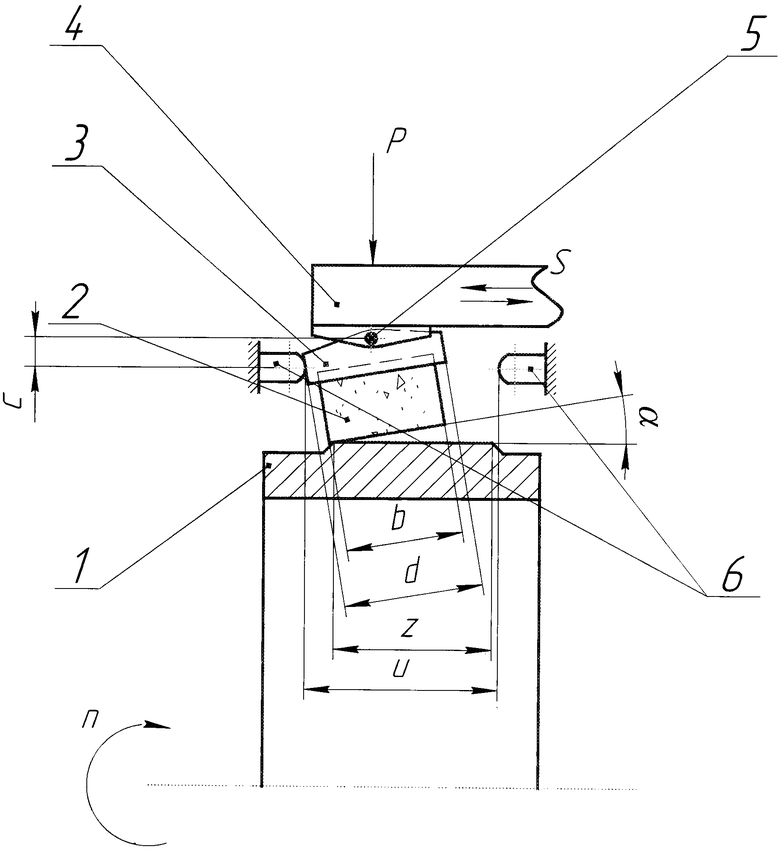
Сущность изобретения поясняется чертежом, где изображена схема осуществления способа обработки наружной цилиндрической поверхности детали.
К детали 1, установленной на шпинделе изделия (не показан) и вращающейся вокруг своей оси (фиг.1) с частотой n, поджимают с силой Р абразивный брусок 2, закрепленный в инструментальной головке 4 с помощью державки 3. Державка 3 установлена в инструментальной головке 4 шарнирно с возможностью свободного поворота вокруг оси 5, расположенной перпендикулярно оси вращения детали 1. Инструментальной головке 4 сообщают возвратно-поступательное (осциллирующее) движение с амплитудой s. В конце каждого хода головки 4 державка 3 упирается в упор 6 (фиг.1), под действием чего державка 3 вместе с бруском 2 поворачивается вокруг оси 5 относительно образующей поверхности детали 1 на угол α. На крайних участках обрабатываемой поверхности при повороте бруска возникает повышенное давление, что препятствует образованию заусенцев.
При практической реализации способа важно обеспечить требуемый угол поворота бруска вокруг оси 5, который должен составлять 0,5-3 градуса. Меньший угол поворота относится к обрабатываемой поверхности детали большой протяженности, больший угол поворота - к коротким деталям.
Угол поворота бруска (рад.) не сложно определить на основе схемы, приведенной на фиг.1:
 ,
,
где s - амплитуда осцилляции бруска, мм;
d - длина державки бруска, мм;
с - расстояние точки опоры державки бруска от оси державки, мм;
u - расстояние между упорами, мм.
Для того чтобы на поверхности детали не осталось необработанных участков, расстояние между упорами устанавливают равным:
u=2·р+z+d-b,
z - длина обрабатываемой поверхности, мм;
р - перебег бруска (1-2 мм);
b - длина бруска, мм.
Приведем следующий пример. Пусть обработке подвергают цилиндрическую поверхность детали длиной z=8 мм. Длина бруска b=7 мм, перебег р=1,5 мм, длина державки бруска d=8 мм, расстояние точки опоры державки бруска от оси державки с=5 мм, амплитуда осцилляции инструментальной головки s=4,5 мм.
Тогда расстояние между упорами устанавливаем равным:
u=2·1,5+8+8-7=12 мм.
По указанной выше формуле находим угол поворота бруска по краям обрабатываемой поверхности:
 .
.
Так как обрабатываемая поверхность имеет небольшую длину, то данный угол поворота бруска является вполне приемлемым. Если необходимо уменьшить этот угол, то можно уменьшить амплитуду s осцилляции инструментальной головки или увеличить расстояние с точки опоры державки от ее оси.
Вокруг обрабатываемой детали 1 в инструментальной головке 4 могут располагать насколько абразивных брусков 2. Предлагаемый способ может использоваться для обработки наружных и внутренних поверхностей различной формы, в том числе конических, тороидальных и арочных. Иногда в качестве упора можно использовать борта обрабатываемой поверхности, если они имеются. Тогда в представленных выше зависимостях следует принять d=b, а с - расстояние кромки борта до оси поворота державки бруска. Однако в этом случае могут возникать частые поломки бруска, а на поверхности бортов будут оставаться следы контакта с бруском.
Технико-экономическая эффективность предложенного способа обработки заключается:
1. В повышении качества обработки, так как исключается образование заусенцев по краям обрабатываемой поверхности.
2. В возможности образования выпуклой формы обработанной поверхности, что часто способствует повышению работоспособности деталей.
3. В повышении производительности обработки, так как рабочая поверхность брусков периодически очищается от стружки и шлама.
Источники информации
1. Патент РФ №1706134. Способ чистовой обработки. // Королев А.В., Давиденко О.Ю., Чистяков A.M.
2. Патент РФ №2227772. Устройство для суперфиниширования тороидальных поверхностей колец шарикоподшипников. Бюл. №12 27.04.2004. // Чистяков A.M., Королев А.В., Степанов К.В.
3. Патент РФ №2072295. Способ чистовой обработки. Бюл. №5 27.01.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2001 |
|
RU2210480C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2012 |
|
RU2501638C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2053100C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2072295C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
Изобретение относится к области машиностроения и может быть использовано на операциях чистовой обработки деталей типа шатунных и коренных шеек коленчатых валов, колец высокоточных подшипников. Обработку вращающейся детали производят абразивным инструментом, связанным посредством шарнира с инструментальной головкой. Последней сообщают осциллирующее движение вдоль оси детали. Абразивному инструменту в конце каждого хода осциллирующего движения сообщают дополнительное движение вокруг оси шарнира. В результате повышается качество обработки за счет исключения образования заусенцев на крайних участках профиля детали. 1 ил.
Способ чистовой обработки вращающейся детали абразивным инструментом, связанным посредством шарнира с инструментальной головкой, включающий сообщение инструментальной головке осциллирующего движения вдоль оси детали, отличающийся тем, что абразивному инструменту в конце каждого хода осциллирующего движения сообщают дополнительное движение вокруг оси шарнира.
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2072295C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1993 |
|
RU2086390C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАФЕЛЬ (ВАРИАНТЫ) | 2010 |
|
RU2430620C1 |

