Область техники, к которой относится изобретение
Изобретение относится к связующему для производства методом пултрузии композиционного стеклопластика (стеклокомпозита), например, для тонкостенного оконного профиля.
Уровень техники
Профильные стеклопластики весьма перспективный материал. Непрерывная технология производства, использование сравнительно дешевых и доступных наполнителей, высокие скорости протяжки, применение связующих без растворителей, достаточно высокий уровень механических и электрических свойств, отсутствие необходимости в механической обработке - все это вызывает постоянно растущий к ним интерес.
Ориентированные (однонаправленные) профильные стеклопластики получают методом пултрузии, т.е. непрерывной протяжки пропитанного связующим стеклоровинга через разогретую до температуры отверждения связующего фильеру заданного геометрического профиля, определяющего необходимую форму сечения и размеры получаемого профильного стеклопластика.
В настоящее время известно много связующих для композиционных материалов, создаваемых в пултрузионном процессе.
Важной проблемой является создание прогрессивных многофункциональных экологичных добавок улучшающих термическую стабильность стеклокомпозита и одновременно положительно влияющих на физико-механические показатели профиля. Наиболее часто в составе стеклокомпозита используются помимо стекловолокна один или несколько дополнительных минеральных наполнителей, антипирены.
Антипирены должны удовлетворять следующим требованиям: совмещаться с материалом и не мигрировать на его поверхности; не ухудшать механические и другие физические характеристики материала; не разлагаться при переработке материала и эксплуатации изделия; быть нетоксичными, не выделять при горении токсичных продуктов и уменьшать дымообразование. Желательно также, чтобы антипирены были бесцветны, атмосферостойки, обладали высокими диэлектрическими показателями.
Наиболее распространенные антипирены: гидроксид аллюминия, соединения бора, фосфора (фосфаты аммония, три(2,3-дибромпропил)фосфат и др.), сурьмы, высокохлорированные парафины С20-С25, бромпроизводные ароматических углеводородов (например, гексабромбензол), смеси солей неорганических кислот с меламино- или мочевино-формальдегидными смолами, амины никеля, цинка, кобальта, карбонаты и сульфаты аммония, соли молибдена, вольфрама, ванадия, церия. На практике применяют обычно смеси различных антипиренов.
Например, использование в качестве антипирена гидроксида алюминия в стеклокомпозитах ведет к низкой термостойкости - до 190°С, при более высоких температурах он разлагается с выделением большого количества воды. Для достижения необходимой огнестойкости приходится вводить гидроксид алюминия в полимер в больших количествах (50-70%), что негативно влияет на физико-химические свойства готового изделия.
На горючесть наполненных полимерных композиционных материалов оказывает влияние не только химическая природа наполнителя, но и его дисперсность, а также прочность сцепления наполнителя и связующего. С увеличением адгезии возрастает прочность, что зачастую сопровождается увеличением огнестойкости и стабильности к термоокислению.
Известны минеральные наполнители для композиционных полимерных материалов из природных форм карбоната кальция - известняка, мела, доломита, кальцита. Однако, недостаток указанных форм карбоната кальция - низкая дисперсность частиц (2-10 мкм), круглая или преимущественно кубическая форма частиц, высокая гидрофильность, недостаточная адгезия с полимерным связующим. В системе стеклокомпозита данные минеральные наполнители выполняют в основном роль инертных твердых включений, уменьшающих массовую долю горючего вещества. Таким образом, известные природные формы карбоната кальция в виде известняка, мела, доломита не могут достаточно выполнять функции наполнителя-антипирена и дополнительно усиливать физико-механические показатели прочности готового оконного профиля.
Известен огнестойкий стеклопластик, выполненный из слоев стекловолокнистого наполнителя, пропитанного отверждаемым связующим на основе полиэфирмалеинатной смолы, галогенсодержащего антипирена в сочетании с гидроксидом алюминия, трехоксидом сурьмы, оксидом цинка или железа (патент РФ №2015927, В32В 17/04, 1994 г.).
Данный стеклопластик имеет низкую температуру отходящих газов, но при этом обладает повышенным дымовыделением и, поэтому не может быть использован для оконных профилей.
Известен огнестойкий малотоксичный стеклопластик, сформированный из слоев стекловолокнистого наполнителя, пропитанного ненасыщенным полиэфирным связующим, содержащим оксид сурьмы, гидроксид алюминия, инициатор перекисный, ускоритель нафтената кобальта (патент РФ №1552518, В32В 27/36, 1995 г.). Недостатками стеклопластика являются токсичность и повышенное дымовыделение при горении.
В заявках США №№2006/0202177 и 2006/0202178 (опубл. 14.09.2006) описаны огнестойкие композиции на основе полиэфира или пластмассы, в которые введены наночастицы меди и глина. Как известно, использование глин, т.е. силикатов с различной температурой деструкции (тальк, каолин и т.п.), обеспечивает каскадный эффект снижения горючести материала, в который добавлены эти глины. Этот эффект усиливается наночастицами меди. Однако входящая в наночастицы медь в таких композициях стремится окислиться, особенно в случае изделий, получаемых в пултрузионном процессе. При этом огнестойкость связующего понижается, что весьма негативно сказывается на возможности использования изделий, изготовленных с применением такого связующего.
Известен пултрузионный профиль из композиционного материала на основе стекловолокна (патент РФ №2336404, опубл. 20.10.2008), включающий в качестве связующего полиэфирную смолу, в качестве наполнителя могут быть использованы до 40% мела, доломита, талька, микрокальцита, каолина, и до 40% антипиреновых добавок.
Однако из патента неизвестно соотношение компонентов связующего, его состав, природа антипирена и физико-химические свойства материала, в особенности его огнестойкость.
Описание изобретения
Технической задачей данного изобретения является создание стеклокомпозиционного материала и связующего для стеклокомпозиционного материала для использования в изготовлении оконных профилей методом пултрузии, обладающего улучшенными физико-механическими характеристиками, в частности ударной прочностью, и огнестойкостью.
Указанный технический результат достигается в связующем для стеклопластика на основе полиэфирной смолы, включающем полиэфирную смолу на основе изофталевой кислоты, наполнитель - антипирен в виде нанопорошка на основе арагонитового песка с размером кристаллов 30-100 нм, модифицированного органотитанатами в количестве 0,004-4,0 мас.% от массы связующего, ускоритель отверждения, инициатор отверждения, ингибитор, при следующем соотношении компонентов, в м.ч.:
Арагонит (от Арагон - регион в Испании) - минерал, один из естественных полиморфов карбоната кальция (СаСО3). Блеск - матовый, перламутровый. Твердость - 3,5-4,0; плотность - 3,0 г/см3. Несмотря на одинаковый химический состав, арагонит и кальцит имеют различные кристаллические решетки, поэтому и свойства минералов различаются. Арагонит - нестабильная фаза карбоната кальция, и за отрезок времени порядка 10-100 млн. лет видоизменяется до кальцита. Арагонит входит в состав перламутрового слоя раковин многих видов моллюсков, в экзоскелет кораллов.
Согласно изобретению в качестве наполнителя используют порошок арагонита только океанического (рифового) происхождения. Это - биогенный (органогенный) кристалл, формируется живыми организмами (раковины моллюсков, скелет кораллов, жемчуг) и имеет, в отличие от обычного карбоната кальция, слоистую структуру пластин, призм, которые в свою очередь сложены из множества мельчайших кристаллитов более высокого порядка. Такая морфология частиц является самым лучшим свойством для анизотропных, ориентированных систем и ключевой характеристикой при использовании арагонита как дополнительного нанонаполнителя в пултрузионных композитах.
Кроме того, арагонит является природным фунгицидом, обладает способностью на 100% задерживать вирусы. Наличие его в составе сложного композита обеспечивает очень высокую бактериологическую устойчивость, что является важным для здоровой атмосферы в жилом помещении.
В полимерной матрице стеклоломпозита частицы арагонита располагаются между длинными стекловолокнами плоско-параллельно с близкими кристаллографическими осями. Таким образом, значительно снижается развитие микродеформаций в жесткой матрице полимерного связующего; усиливается сопротивление трещинообразованию в промежутках между высокомодульными стекловолокнами; повышается усталостная прочность; повышается предел прочности на изгиб (в поперечном сечении).
Внутреннее структурное армирование материала позволяет выполнять остекление больших площадей без дополнительных импостов. Таких нагрузок, без деформаций и дополнительных импостов, не может выдержать ни один материал на рынке.
Наполнение субмикронным арагонитом входит в систему защиты профиля от горения при сильных (тотальных) пожарах, способствует уменьшению выделения дыма и вредных летучих веществ. Коксовый (негорящий) остаток разложения полимерного связующего составляет 50-60%. Таким образом, негорючий остаток профиля в целом доходит до 95%.
В качестве исходного наполнителя-антипирена (не модифицированного) могут быть использованы, например, следующие материалы: арагонитовый песок (доступный под торговой маркой CaribSea Aragamax от фирмы Caribsea), с диаметром частиц от 0,75 мм до 1 мм и других марок.
Предпочтительно используют нанопорошок на основе арагонитового песка с размером кристаллов 30-50 нм.
Органотитанаты обеспечивают образование химических связей нанопластин арагонита со связующим, что обеспечивает повышение механической прочности стеклопомпозитного профиля в целом, огнестойкости и термостабильности.
Предпочтительными металлорганическими соединениями могут быть органотитанаты, например, тетраалкилтитанат или хелатные соединения титана, имеющие общую формулу: тетраалкилтитанат: Ti(OR)4, где R - одинаковые или различные алкильные группы с С2-20 с прямой или разветвленной цепью.
В качестве тетраалкилтитанатов, например, могут быть тетраизопропилтитанат (доступный под торговой маркой TYZOR ТРТ от DuPont de Nemours and Company, LLC), тетра-н-бутилтитанат (доступный от DuPont под торговой маркой TYZOR TnBT), тетракис(2-этилгексил)титанат (доступный как TYZOR ТОТ от DuPont), диизопропилдиизостеарилтитанат или другие материалы, которые могут быть описаны общей формулой Ti(OR)4.
В качестве модификатора поверхности используют соединение, выбранное из тетраизопропилтитаната, тетра-н-бутилтитаната, тетракис(2-этилгексил)титаната, диизопропилдиизостеарилтитанат.
Модификацию наполнителя для связующего предпочтительно проводят путем механической активации, например, методом электромассклассификации поверхности частиц нанопорошка и химической обработки.
Органотитанат для модификации наполнителя используют в количестве 0,004-4,0 мас.% от массы всего состава связующего, предпочтительно 0,5-4,0 мас.% от массы всего состава связующего.
Полиэфирные смолы представляют собой продукты реакции поликонденсации многоатомных спиртов с многоосновными кислотами.
Исходными материалами для получения полиэфирных смол являются следующие вещества: из спиртов - гликоли (моноэтиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, бутиленгликоль), глицерин, пентаэритрит, ксилит; из кислот - ортофталевая, применяемая в виде ангидрида, адипиновая, себациновая, терефталевая, малеиновый ангидрид, а также акриловая, метакриловая.
Ненасыщенные полиэфирные смолы выпускаются под различными названиями и марками, но общим их свойством является большая реактивность, то есть способность вступать в реакцию соединения с мономерными ненасыщенными соединениями, которые в то же время являются растворителями этих смол.
Отвержденные полиэфирные смолы обладают ценными свойствами. В зависимости от химической природы компонентов, входящих в состав смол, а также соотношений между ними получаемые полимеры обладают различными свойствами по эластичности, твердости, механической и электрической прочности, теплостойкости и т.п.
В качестве полиэфирной смолы на основе изофталевой кислоты используют соединения, выбранные из 50-70% растворов полиалкиленгликольмалеинатов в стироле, полученные поликонденсацией малеинового ангидрида с алифатическими, арилалифатическим или алициклическим гликолями в присутствии модифицирующей изофталевой кислоты.
Эти смолы представляют собой ненасыщенные 50-70%-ные растворы ненасыщенных сложных полиэфиров, а именно полиалкиленгликольмалеинатов в стироле, которые получают поликонденсацией малеинового ангидрида с алифатическими, арилалифатическими или алициклическими гликолями и модифицирующей двухосновной изофталевой кислотой.
Смолы полимеризуются при добавлении следующих двух компонентов: ускорителя отверждения, например, УНК-2 (раствор нафтената кобальта в стироле) 2-5 м.ч. на 100 м.ч. отверждения смолы, и инициатора отверждения, например, ПМЭК (пероксид метилэтилкетона) или ПЦГ (пероксид циклогексанона) 2-6 м.ч. на 100 м.ч. смолы.
В качестве полиэфирной смолы на основе изофталевой кислоты могут быть любые из перечисленных марок смол: Pultru Р320-70 АОС Llc (США); Aropol S560ZX (Ashland Inc. США); TDS Polipol 385 («Полимерпром»).
В качестве ускорителя отверждения используют соединения, выбранные из нафтенат кобальта, октоат кобальта, диметиланилин, диэтиланилин и их смеси.
В качестве инициатора отверждения используют перекись метилэтилкетона, перекись дибензоила или их смеси.
В качестве ингибиторов возможно использование любого из соединений: фенол, трикрезол, хиноны. Ингибиторы вводятся в состав полиэфиров в небольшом количестве (порядка 0,02-0,05%) на стадии изготовления.
Указанный технический результат достигается пултрузионным профилем из стеклопластика основе стекловолокнистого наполнителя и полиэфирного связующего, в котором в качестве связующего используют вышеуказанное связующее из полиэфирной смолы на основе изофталевой кислоты, включающее наполнитель - антипирен в виде нанопорошка на основе арагонитового песка с размером кристаллов 30-100 нм, модифицированного органотитанатами, а в качестве стекловолокнистого наполнителя используют стеклоровинг и/или стекломат, в соотношении наполнительхвязующее 65-70:35-30.
Предпочтительно наполнитель и связующее в профиле используют в соотношение 69:31. Стеклоровинг представляют собой однопроцессный или прямой - некрученая прядь из стеклянных элементарных нитей. Основной отличительной чертой данного ровинга является то, что он состоит из одной комплексной нити. Линейная плотность 1200, 2400, 4800 текс. В качестве ровинга могут использованы любые из перечисленных марок: Р192 (компания Saint-Gobain Verotex, Германия); EDR 17-1200-312, EDR 24-2400-312, EDR 24-4800-386 (комапния Glass-tex composite, Россия). Для производства ровингов используется бесщелочное алюмоборосиликатное стекло типа Е. Стеклоровинг используется для производства стеклотканей, стекломатов.
Стекломат представляет собой рулон нетканного материала, изготовленный из рубленого ровинга. Средняя длина стеклянных волокон ровинга - порядка 50 мм. Волокна ровинга связаны между собой специальным полиэфирным связующим - порошком или эмульсией, которое растворяется под действием полиэфирной, винилэфирной или эпоксидной смолы. Главной характеристикой стекломата является его поверхностная плотность, т.е. масса 1 квадратного метра. Наиболее часто в производстве используются стекломаты плотность 300, 450 и 600 г/м2, хотя встречаются плотности 100,150, 900 и 1200 г/м2.
Предпочтительно, использование стекломатов с поверхностной плотностью от 300 до 600 г/м2. В качестве стекломата могут быть использованы любые из перечисленных марок: М534, М5 (компания Saint-Gobain Verotex, Германия); ЕМ 1002 (компания Polypark, Россия); ESM (комапния Glass-tex composite, Россия).
При пултрузии профиля предпочтительно, чтобы его лицевая поверхность формировалась из стекломата.
Указанный технический результат достигается в изделии из пултрузионного профиля, которое является оконным профилем.
Осуществление изобретения
Модифицированный нанонаполнитель получали следующим способом: природный коралловый песок измельчали до наноуровня методом ЭМК (электромассклассификации), основанным на явлении генерации вращающимися турбулентными газовыми потоками плотных аэрозолей заряженных частиц - газо-пылевой плазмы и ее спонтанного разделения во внешних полях. По данной технологии одновременно осуществляют измельчение пластинчатого биогенного кристалла - арагонита до состояния 30-100 нм и механическую активацию поверхности частиц. Линия включает планетарную мельницу марки РМ400 (от компании Retsch) и классификатор ЭМК. Готовые маточные составы связующего термореактивного полимера, ускорителя и отвердителя с нанодобавкой согласно настоящему изобретению можно приготавливать путем перемешивания компонентов полимерной матрицы и добавок в соответствии со способами, известными из уровня техники. Перемешивание можно осуществлять, например, путем использования закрытого смесителя с тангенциальными роторами (Банбери) или с взаимопроникающими роторами, или, в качестве альтернативы, в смесителях непрерывного действия, таких как миксеры типа Ko-Kneader (Buss).
Технологическая линия процесса пултрузии включает: 1) секция подачи стеклянного ровинга и стекломата (в виде ленты); 2) секция пропитки ровинга и стекломата термореактивным составом (связующим); 3) секция горячего формования профиля в фильере; 4) агрегат для вытягивания профиля из фильеры; 5) контрольный узел, который включает в себя блок питания, блок управления нагревательными элементами и систему управления тянущего агрегата; 6) секция пилы и нарезки готового изделия.
Разматываемые со шпуль жгуты армирующих волокон и ленты стекломата из алюмоборсиликатного стекла в сухом состоянии собираются в пучок и с помощью направляющих устройств подаются в ванну, где смачиваются подготовленной композицией связующего. Стекломат предназначен для покрытия лицевой поверхности профиля и обеспечения заданного уровня качества поверхности. Поэтому, в системе подачи волокна катушки с ровингом располагаются на нижнем уровне по отношению к катушкам с лентами стекломата. Ровинг и стекломат поступают в ванну со связующим через разные направляющие устройства, таким образом, что пропитанные ленты стекломата входят с формующую фильеру непосредственно примыкая к внутренней поверхности стенок. Содержание связующего в жгутах после пропитки должно составлять 20-30%. Для предотвращения увеличенного содержания смолы в жгутах в конце ванны установлены отжимные валки, где волокна освобождаются от избытка смолы и включений воздуха. Композиция термореактивного связующего на основе ненасыщенной полиэфирной смолы обладает низкой вязкостью и большой скоростью отверждения при температурах 130-150°С. Далее пропитанный материал поступает в нагретую специальную фильеру, которая формирует конфигурацию профиля. Входная зона фильеры охлаждается водой, чтобы не допустить преждевременной коагуляции полимера на входе. Комплект нагревателей, находящихся в прямом контакте с фильерой, формируют из шести зон нагрева, что обеспечивает для процесса полимеризации необходимый температурный режим полимеризации. В профилирующей головке также предусмотрен и охлаждающий участок, который обеспечивает сохранность геометрической формы и сечения тонкостенного профиля на выходе. Скорость протяжки составляет 2-4 м/мин.
Пример 1 (сравнительный).
Гидрофобизированный тонкодисперсный мел марки PrommelA (от фирмы Prommel) дисперсностью 1-5 мкм смешивали с полимерной маточной смесью в смесителе-гомогенизаторе HMS (от компании VAKUMIX Ruehr - und Homogenisiertechnik AG) таким образом, состав подготовленной смеси был следующий, в м.ч.:
Готовую термореактивную композицию подавали в пропиточную ванну стеклоровинга и стекломата пултрудера перед секцией горячего формования профиля. Температура в секции формования составляла 130°С. Скорость протяжки составляла 2 м/мин.
Пример 2 (сравнительный).
В планетарной мельнице РМ 400 (от компании Retsch) в течение 15 мин при скорости планетарного диска 300 об/мин подвергали измельчению арагонитовый песок CaribSea Aragamax (от фирмы Caribsea с начальной дисперсностью 0,75-1 мм. Полученный активизированный арагонитовый порошок тонкого помола, дисперсностью 1 мкм смешивали с органотитанатом в соотношении 0,5% масс от массы связующего (KROPPR фирмы "Кенрич") и полимерной маточной смесью в смесителе-гомогенизаторе HMS (от компании VAKUMIX Ruehr- und Homogenisiertechnik AG).
Готовую термореактивную композицию подавали в пропиточную ванну стеклоровинга и стекломата пултрудера перед секцией горячего формования профиля. Температура в секции формования составляла 130°С. Скорость протяжки составляла 2 м/мин.
Пример 3 (по изобретению).
В планетарной мельнице РМ 400 (от компании Retsch) в течение 15 мин при скорости планетарного диска 300 об/мин подвергали измельчению арагонитовый песок CaribSea Aragamax (от фирмы Caribsea с начальной дисперсностью 0,75-1 мм. Затем полученный порошок подвергали второму этапу измельчения до 30-100 нм в классификаторе ЭМК и дополнительной механической активации поверхности частиц. Полученный активизированный арагонитовый нанопорошк с дисперсностью 30-100 нм смешивали с органотитанатом в соотношении 0,5% масс (KROPPR фирмы "Кенрич") 2% масс от массы связующего и полимерной маточной смесью в смесителе-гомогенизаторе HMS (от компании VAKUMIX Ruehr - und Homogenisiertechnik AG).
Состав подготовленной смеси был следующий, в м.ч.:
Готовую термореактивную композицию подавали в пропиточную ванну стеклоровинга и стекломата пултрудера перед секцией горячего формования профиля. Температура в секции формования составляла 130°С. Скорость протяжки составляла 2 м/мин.
Огнезащитные свойства готового профиля проверяли по значениям линейных и массовых скоростей выгорания материала, величине коксового остатка, скорости тепловыделения и дымообразования согласно ГОСТ 21207. 81 и стандартам ASTM 1354-92 и ISO/DIS 13927. Для этого образец, пластинку размером 100×10×1 мм, вырезали из готового профиля, закрепили по ширине в горизонтальном положении таким образом, чтобы длина незакрепленной части образца была не менее 80 мм. Затем образец поджигали горелкой, пламя которой устанавливается под углом 45±1°. Через 60 сек после поджога образца, горелку выключают, одновременно включают секундомер и измеряют время горения образца. Время горения определяли под вытяжкой. Образцы поджигали газовой горелкой Бунзена диаметром (9,5±0,5) мм, с использованием смеси газов: пропан-бутан.
Также был использован универсальный кон-калориметрический метод иссследования горючести материалов. Испытания образцов на кон-калориметре позволяют оценить такие важные параметры, как скорость тепловыделения, дымовыделение.
Коксовый остаток определялся термогравиметрическим методом. Образцы стеклокомпозитов, изготовленных способами, описанными в примерах выдерживали при температуре 800°С в муфельной печи в течение часа. Скорость подъема температуры 5°С/мин. Затем находили разницу в массе навесок до и после выдерживания в муфельной печи и вычисляли коксовый остаток (%). Результаты испытаний на огнестойкость, проведенных на составах, описанных выше приведены в Таблице 1.
Такие же испытания на механическую прочность были проведены на образцах готового профиля, полученных пултрузией. Образцы для испытаний были изготовлены на фрезерном станке с пантографом фирмы CEAST. Прочность, деформация и модуль упругости при растяжении определяли согласно ASTM D638M; прочность и модуль упругости при изгибе -согласно ASTM D790; ударная прочность по Шарпи - согласно ASTM D256. Результаты испытаний на механическую прочность проведенных на составах, описанных в настоящем изобретении приведены в Таблице 2.
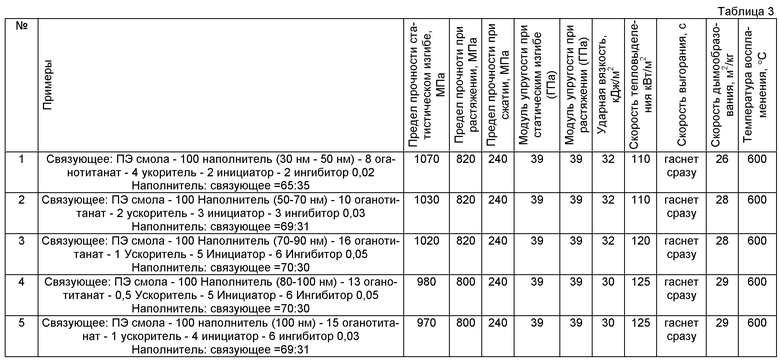
В таблице 3 представлены примеры конкретного осуществления изобретения, но не ограничивающие объем его притязаний.
Результаты, приведенные в Таблицах 1, 2 и 3, демонстрируют, что модифицированный многофункциональный наполнитель на основе природного арагонита согласно примеру 3, используемый в сочетании со стандартной рецептурой полимерного связующего для производства композитного профиля, дает лучшие результаты с точки зрения механических и огнестойких свойств.
В качестве комментария к результатам, приведенным в Таблицах 1, 2 и 3 можно отметить, что в соответствии с проведенными экспериментом, использование природного арагонита в форме нанодобавки совместно с модификатором - органотитанатом в качестве огнезащитного и дополнительно усиливающего наполнителя в составах согласно Примерам 1-3 приводит к значительному усовершенствованию механических и огнезащитных свойств материала по сравнению с использованием обычного гидрофобизированного мела и высокодисперсного арагонитового порошка.
Улучшенные огнезащитные и механические характеристики оконного профиля, полученные с помощью наночастиц природного арагонита, модифицированных органотитанатом согласно изобретению, можно объяснить осложненной диффузии летучих продуктов разложения (циклические силоксаны) как прямого результата затрудненной проходимости, свойственной для слоистых, пластинчатых нанокомпозитов. Механизм подавления пламени посредством введения слоистых нанодобавок основывается на образовании углистого слоя и его структуре. Углистый слой изолирует базовый полимер от источника тепла и образует, тем самым, барьер, уменьшающий выделение летучих продуктов в процессе горения. Основополагающую роль в повышении огнестойкости и прочности играют равномерное распределение в системе частиц и прочная адгезионная связь с полимером, что обеспечивает очень высокую степень монолитности оконного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУЛТРУЗИОННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК | 2015 |
|
RU2602161C1 |
| Полиэфирное связующее пониженной горючести | 2017 |
|
RU2674210C1 |
| Эпоксидное связующее для производства самозатухающих стеклопластиков методом пултрузии | 2016 |
|
RU2614701C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕСТОЙКОГО СВЯЗУЮЩЕГО ДЛЯ СОЗДАВАЕМЫХ В ПУЛТРУЗИОННОМ ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОГНЕСТОЙКОЕ СВЯЗУЮЩЕЕ И ИЗДЕЛИЕ | 2009 |
|
RU2420542C2 |
| ТРУДНОГОРЮЧИЙ НИЗКОТОКСИЧНЫЙ СТЕКЛОПЛАСТИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2286881C1 |
| ОГНЕСТОЙКИЙ СТЕКЛОПЛАСТИК | 1992 |
|
RU2015927C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ И УПРОЧНЕННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК НА ЕГО ОСНОВЕ | 2009 |
|
RU2425852C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
| СВЯЗУЮЩЕЕ И ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК НА ЕГО ОСНОВЕ | 2009 |
|
RU2418018C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668029C1 |
Настоящее изобретение относится к связующему для стеклопластика на основе полиэфирной смолы, используемого для производства тонкостенного оконного профиля. Указанное связующее включает полиэфирную смолу на основе изофталевой кислоты, наполнитель - антипирен в виде нанопорошка на основе арагонитового песка с размером кристаллов 30-100 нм, ускоритель отверждения, инициатор отверждения и ингибитор. Наполнитель модифицирован путем механической активации его поверхности с последующей обработкой органотитанатами. Количество органотитанатов составляет 0,004-4,0 мас.%. Полученное связующее для стеклопластика, используемое для изготовления оконных профилей методом пултрузии, а также стеклокомпозиционный маюриал, полученный с использованием указанного связующего, обладают улучшенными физико-механическими характеристиками, в частности ударной прочностью, и огнестойкостью. 3 н. и 12 з.п. ф-лы, 3 табл., 3 пр.
1. Связующее для стеклопластика на основе полиэфирной смолы, отличающееся тем, что включает полиэфирную смолу на основе изофталевой кислоты, наполнитель - антипирен в виде нанопорошка на основе арагонитового песка с размером кристаллов 30-100 нм, модифицированного путем механической активации с последующей обработкой его органотитанатами в количестве 0,004-4,0 мас.% от массы связующего, ускоритель отверждения, инициатор отверждения, ингибитор при следующем соотношении компонентов, в м.ч.:
2. Связующее по п.1, отличающееся тем, что механическую активацию поверхности наполнителя проводят методом электромассклассификации.
3. Связующее по п.1, отличающееся тем, что органотитанат для модификации наполнителя предпочтительно используют в количестве 0,5-4,0 мас.% от массы всего состава связующего.
4. Связующее по п.1, отличающееся тем, что в качестве органотитаната используют соединение общей формулы Ti(OR)4, где R - одинаковые или различные алкильные группы с C2-20 с прямой или разветвленной цепью.
5. Связующее по п.1, отличающееся тем, что предпочтительно используют нанопорошок на основе арагонитового песка с размером кристаллов 30-50 им.
6. Связующее по п.1, отличающееся чем, что в качестве органотитаната используют соединение, выбранное из тетраизопропилтитаната, тетра-н-бутилтитаната, тетракис(2-этилгексил)титаната, диизопропилдиизостеарилтитанат.
7. Связующее по п.1, отличающееся тем, что в качестве полиэфирной смолы на основе изофталевой кислоты используют соединения, выбранные из 50-70% растворов полиалкиленгликольмалеинатов в стироле, полученные поликонденсацией малеинового ангидрида с алифатическими, арилалифатическим или алициклическим гликолями в присутствии модифицирующей изофталевой кислоты.
8. Связующее по п.1, отличающееся тем, что в качестве ускорителя отверждения используют соединения, выбранные из нафтенат кобальта, октоат кобальта, диметиланилин, диэтиланилин и их смеси.
9. Связующее по п.1, отличающееся тем, что в качестве инициатора отверждения используют перекись метилэтилкетона, перекись дибензоила или их смеси.
10. Связующее по п.1, отличающееся тем, что в качестве ингибитора используют фенол, трикрезол, хиноны.
11. Пултрузионный профиль из стеклопластика на основе стекловолокнистого наполнителя и полиэфирного связующего, отличающийся тем, что в качестве связующего используют связующее по п.1, а в качестве стекловолокнистого наполнителя используют стеклоровинг и/или стекломат в соотношении наполнитель : связующее 65-70:35-30.
12. Пултрузионный профиль из стеклопластика по п.11, отличающийся тем, что предпочтительно наполнитель и связующее используют в соотношение 69:31.
13. Пултрузионный профиль из стеклопластика по п.11, отличающийся тем, что предпочтительно используют стекломат с поверхностной плотностью от 300 до 600 г/м2.
14. Пултрузионый профиль из стеклопластика по п.11, отличающийся чем, что лицевую поверхность профиля предпочтительно формируют из стекломата.
15. Изделие из пултрузионного профиля по п.11, отличающееся тем, что является оконным профилем.
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕСТОЙКОГО СВЯЗУЮЩЕГО ДЛЯ СОЗДАВАЕМЫХ В ИНФУЗИОННОМ ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОГНЕСТОЙКОЕ СВЯЗУЮЩЕЕ И ИЗДЕЛИЕ | 2009 |
|
RU2405806C1 |
| Связующее для стеклопластиков | 1976 |
|
SU585197A1 |
| Гидравлический затвор с предохранительным запорным приспособлением, автоматически действующим при предельном понижении уровня воды в затворе, для ацетиленовых аппаратов | 1928 |
|
SU15790A1 |
| US 0006818694 B2, 16.11.2004. | |||

