Область техники.
Изобретение относится к горной промышленности и области подземного строительства метро и других подземных сооружений. Конкретно изобретение может использоваться для возведения вертикальных и наклонных шахтных стволов, для горизонтальных горных выработок и тоннелей большого диаметра, для строительства мостовых опор, при возведении фундаментов, камер большого сечения и других объектов.
Уровень техники.
Подземная выработка - искусственная полость в земной коре, образуемая в результате ведения горных или строительных работ. К подземным вертикальным и наклонным выработкам относятся шахтные стволы. Специальные шахтные стволы используют для строительства метро и других подземных сооружений. Устьем называют близкую к поверхности часть шахтного ствола, основной частью - среднюю часть ствола и зумпфом - нижнюю часть ствола.
Обделка подземного сооружения - строительная конструкция, возводимая в стволах шахт и в тоннелях, образующая их внутреннюю поверхность. Обделка устанавливается для защиты подземных сооружений от обрушений, чрезмерных смещений окружающих пород, проникновения подземных вод. Сооружают обделку из монолитных конструкций (набрызг-бетонных, бетонных и железобетонных) и сборных элементов заводского изготовления (бетонные, железобетонные блоки и тюбинги, чугунные сегменты) и комбинированные (по гидрогеологическим условиям и экономическим соображениям). Водопроницаемость сборных обделок обеспечивается гидроизоляцией стыков (например, расширяющимся цементом), уплотнением цементопесчаным раствором либо бетонированной глиной, наружной гидроизоляцией обмазкой или оклейкой рулонными гидроизоляционными материалами (полиэтилен, гидростеклоизол и др.) в процессе изолирования блоков.
Эрлифт - устройство (с использованием сжатого воздуха) для подъема жидкости или гидросмеси из буровых скважин на поверхность (см. кн.: «Энциклопедический словарь. Новый политехнический словарь», М., научное изд. «Большая Российская Энциклопедия», 2003 г., стр.119-120, 333, 616).
Известны конструкция и принцип работы эрлифта. (см. кн. «Справочник по сооружению шахтных стволов специальными способами». Н.Н. Трупак, М., изд. «Недра» 1980 г., стр.237-239). Эрлифт содержит компрессор, став воздушных труб, расположенных в ставе буровой установки, на нижнем конце труб расположены форсунки для подачи воздуха под буровой снаряд. В ставе буровой установки расположены трубы для подачи промывочной жидкости к буровому снаряду и подъема этой жидкости со шламом разбуренной породы на поверхность. В эрлифт входит система очистки или отстойник для очистки промывочной жидкости от шлама, шланг для подачи этой жидкости со шламом из труб става бурильной колонны в отстойник и желоб для подачи очищенной от шлама промывочной жидкости из отстойника в трубу става бурильной колонны. Компрессор нагнетает сжатый воздух через вертлюг в став воздушных труб. Из става труб через форсунку сжатый воздух выходит в бурильную колонну, заполненную промывочной жидкостью. Пузырьки воздуха, растворяясь в промывочной жидкости, снижают ее плотность до 0,65 г/см2. Насосом промывочную жидкость по трубам в ставе нагнетают в бур. После выходы из насадок бура эта жидкость омывает шарошки и забой. Затем при помощи эрлифта (в результате разности плотности промывочной жидкости в бурильной колонне и в шахтном стволе) промывочная жидкость вместе с разбуренной породой поднимается по трубам в ставе или по внутренней колонне става и через тройник и шланги поступает в отстойник.
Известна крепь в виде цилиндрической колонны, сооружаемая в шахтном стволе для укрепления породных стенок шахтных стволов, проходимых бурением защиты от обрушения породы (см. кн. «Справочник по сооружению шахтных стволов специальными способами». Н.Н. Трупак., М., изд. «Недра», 1980 г., стр.240-249). Колонна собирается по длине из чугунных или стальных тюбингов и опускается в ствол шахты. Известна крепь из стальных колец диаметром 4-5 м в свету. Такая крепь состоит из цилиндра с ребрами жесткости на этих кольцах. Цилиндры соединяются между собой электросваркой. В стволах с высоким горным давлением применяют сталебетонную крепь из отдельных цилиндрических сегментных звеньев или колец высотой 3-3,5 м. Каждое кольцо имеет наружный и внутренний цилиндры из листовой стали толщиной 8-10 мм с анкерами. Пространство между кольцами заполняют бетоном. В стенках крепи предусматривают тампонажные отверстия. Звенья крепи соединяют электросваркой. Железобетонная монолитная крепь имеет толщину 30-40 см, вертикальную и горизонтальную арматуру. Такую крепь можно применять в стволах глубиной до 100 м. В стволах, пройденных бурением, крепь возводят погружным и секционным способом. Погружной способ применяют при креплении стволов диаметром 4-6 м и глубиной до 150 м. При погружном способе в устье ствола, заполненного промывочной жидкостью, опускают герметичное днище, на котором смонтировано 3-5 м крепи. Днище опускают в ствол до тех пор, пока оно не окажется на плаву. На платформе монтируют следующее звено крепи, которое подвозят к стволу, поднимают это звено буровой лебедкой, устанавливают на ранее спущенную в ствол крепь и соединяют с ней. Монтажный шов герметизируют. Для погружения крепи заливают балластную жидкость. Колонну для крепи наращивают звеньями, пока днище не опустится под забой ствола. После этого тампонируют закрепное пространство и откачивают из ствола промывочную жидкость. Главное достоинство погружного способа в том, что крепь опускают одной герметичной колонной. В отводе нет неизолированных стыков. Недостаток способа: при погружении крепь испытывает значительные монтажные нагрузки; для спуска крепи необходим значительный (25-35 см) зазор между крепью и породной стенкой; высокие требования к вертикальности ствола.
Секционный способ возведения крепи применяется в стволах глубиной более 100-150 м. Крепь возводят путем спуска отдельных секций в следующей последовательности. В стороне от ствола из отдельных сегментов собирают звено крепи высотой 4-5 м. Звено на платформу доставляют к стволу. К звену присоединяют прицепное устройство и звенобурильной лебедкой поднимают на 5-6 м. К стволу подвозят следующее звено и соединяют с приподнятым звеном. Два звена опускают в устье ствола и устанавливают на специальные выдвижные кулаки. Отсоединяют прицепное устройство и поднимают его наверх. Подвозят третье звено, присоединяют прицепное устройство к звену, устанавливают это звено на установленную в устье крепь и соединяют с ней. Секцию крепи из трех соединенных звеньев поднимают на 0,1-1 м, убирают кулаки и на бурильной колонне спускают в ствол. Первым опускают анкерное звено, которое тщательно центрируют и бетонируют. После спуска секции прицепное устройство отцепляют и при разборке бурильной колонны поднимают на земную поверхность. При возведении стальной крепи последовательность работ аналогична.
Прототипом изобретения является способ закрепления подземной выработки в водонасыщенных замороженных грунтах (см. патент РФ №2099534 С1, опубл. 20.12.1997 г. на изобретение «Способ закрепления подземной выработки в водонасыщенных замороженных грунтах». Авторы: Маслак В.А., Салан А.И., Безродный К.П., Кулагин Н.И. и Филонов Ю.А.) Способ включает монтаж сборной обделки и нагнетание за обделку инъекционного состава.
Положительным техническим эффектом является повышение эффективности закрепления обделки стенок шахты. Способ включает монтаж сборной обделки и нагнетание за обделку инъекционного состава. Способ отличается тем, что обделку устанавливают с зазором по всему периметру выработки. Этот зазор заполняют гидроизолирующим демпфирующим составом, изменяющим свою жесткость при знакопеременных температурах, аналогично окружающему обделку грунту. При этом предложен более эффективный гидроизолирующий демпфирующий состав материала зазора.
Недостатком этого способа является необходимость применения грузоподъемных механизмов большой мощности при монтаже обделки, не обеспечивается устойчивость стенок выработки от вывалов и обрушения больших массивов породы в выработку, которые могут препятствовать спуску обделки в шахтный ствол.
Причинами недостатков аналога является то, что обделка устанавливается в уже пройденную горную выработку.
В качестве прототипа изобретения, наиболее близким по технической сущности и достигаемому результату является устройство для сооружения шахтных стволов (См. патент РФ №2141030 С1, на изобретение «Устройство для сооружения шахтных стволов», опубл. 10.11.1999 г., авторы: Зайцев А.А. и др.). Устройство предназначено для тоннеле- и метростроения при проходке вертикальных стволов. Устройство включает двухъярусный проходческий полок, снабженный стопорами, жесткими направляющими и механизмом перемещения. Устройство также содержит кольцевой опорный кондуктор с монорельсами, распорными винтовыми устройствами и подвижной кареткой с механизмом перемещения грунта, механизмом разработки грунта, механизмом погрузки грунта и механизмом укладки тюбингов. Подвижная каретка снабжена по краям несущими роликами, взаимодействующими с верхним и перфорированным нижним монорельсами кондуктора. На каретке установлены механизм разработки грунта и механизм погрузки грунта. Механизм разработки грунта смонтирован на нижнем конце вертикального вала, шарнирно закрепленного в центральной части подвижной каретки с возможностью перемещения вместе с кареткой по кольцевому опорному кондуктору и разработки всей площади забоя шахтного ствола. Ниже двухъярусного полка смонтирован третий кольцевой монорельс, на котором установлен с возможностью перемещения по нему, механизм укладки тюбингов, выполненный в виде гибкого кондуктора, взаимодействующего с тельфером.
Устройство позволяет повысить качество строительных работ и снизить сроки их проведения.
Существенным недостатком прототипа является сложность технологии и конструкции для проходки шахтного ствола и извлечения разрушенной породы, а также необходимость использования работников для ведения проходческих операций непосредственно в горной выработке.
Раскрытие изобретения.
Задачей заявленного изобретения является создание более экономичной, герметичной обделки с повышенной прочностью ее несущей конструкции, с эффективной, безопасной и скоростной технологией проходки шахтных стволов с параллельной установкой обделки, не требующей последующих обслуживающих операций.
Целью изобретения является создание конструкции поплавковой обделки с использованием системы гидравлических выталкивающих сил тиксотропного раствора, залитого в объем шахтного ствола, для удержания в этом растворе полостной конструкции обделки и использования в качестве промывочной жидкости для эрлифта с использованием маломощной грузоподъемной техники и механизмов монтажа обделки.
Согласно п.1 формулы изобретения обделка цилиндрического шахтного ствола выполнена в форме пустотелого сталебетонного цилиндра, опущенного на дно пробуренного шахтного ствола. Обделка и плотно прилегает к стенке этого ствола для защиты этого ствола от обрушения.
Обделка отличается тем, что выполнена в виде цилиндрического пустотелого стального двухцилиндрового поплавка в виде двух стальных пустотелых герметичных цилиндров с разными диаметрами и приблизительно равными высотами - внешнего цилиндра и внутреннего стального цилиндра. Внутренний цилиндр концентрично установлен внутри внешнего цилиндра. Двухцилиндровая стальная обделка смонтирована из двухкольцевых стальных секций, расположенных вдоль общей оси этих цилиндров и герметично скрепленных, например, электросваркой радиальных смежных торцов этих секций. Каждая такая секция выполнена из двух стальных цилиндрических колец - внешнего цилиндрического кольца и внутреннего цилиндрического кольца с разными диаметрами и приблизительно равными высотами. Внутреннее кольцо концентрично расположено внутри внешнего кольца. В полости двухкольцевой секции между внутренней поверхностью внешнего кольца внешней поверхностью внутреннего кольца закреплена распорная арматура для фиксации концентричности расположения этих колец относительно общей оси. На нижних радиальных торцах двухкольцевой секции в нижней части обделки герметично закреплено кольцевое стальное дно для обеспечения плавучести стальной обделки в тиксотропной жидкости, залитой в шахтный ствол на время сооружения стальной обделки. Стальная обделка при опускании в ствол установлена с зазором по всему периметру между поверхностью внешнего стального цилиндра обделки и породной стенкой цилиндрического шахтного ствола для свободного опускания стальной цилиндрической части обделки и обеспечения проектной толщины бетонирования этого зазора в заобделочном пространстве между стволом шахты и внешним стальным цилиндром обделки. Радиусы внешнего и внутреннего стальных цилиндров, толщина и масса стальных листов из которых выполнены эти цилиндры и удельная плотность тиксотропной жидкости, заливаемой в ствол шахты, учитываются для обеспечения плавучести стальной обделки при ее сооружении и обеспечения проектной несущей прочности готовой сталебетонной обделки для безопасной эксплуатации шахтного ствола с обделкой. По контуру на внешней поверхности внешнего стального цилиндра обделки горизонтально закреплены скобы, в которых при сооружении этой обделки закреплены инжекционные трубы для нагнетания бетонирующего раствора в заобделочное пространство и на дно шахтного ствола. Крепление этих труб такими скобами выполнено с возможностью вертикального подъема этих труб в процессе бетонирования заобделочного пространства. Готовая обделка, опущенная на дно шахтного ствола, выполнена с забетонированным по всей высоте заобделочного пространства и забетонированной по всей высоте полостью между внутренним и внешними стальными цилиндрами для формирования цельной сталебетонной конструкции этой обделки. Такая обделка выполнена в форме пустотелого сталебетонного цилиндра, плотно подпирающего стенку шахтного ствола и опущенного на дно ствола.
Согласно п.2 формулы обделка отличается тем, что кольцевое дно выполнено в форме боковой поверхности усеченного конуса с радиусом торца в основании такого конуса равным радиусу внешнего стального кольца обделки, а радиус в плоскости сечения этого конуса выполнен равным радиусу внутреннего стального кольца обделки. При этом нижний радиальный торец внутреннего кольца расположен на высоте от нижнего торца внешнего кольца равной высоте этого конуса. Этим обеспечивается возможность формирования клиновидного радиального ножа, образованного поверхностями внешнего цилиндра обделки и этим коническим дном для свободного опускания в ствол стальной обделки.
Согласно п.3 формулы обделка по п.1 отличается тем, что каждое внешнее и внутреннее стальное кольцо двухкольцевой секции для сооружения двойного стального цилиндра обделки выполнено из цилиндрических сегментов, герметично скрепленных по вертикальным торцам, например, электросваркой. Каждый такой стальной сегмент выполнен из плоского стального листа, цилиндрически изогнутого, например вальцеванием этого листа на вальцовочном станке.
Согласно п.4 формулы обделка отличается тем, что для монтажа секций из двух колец и закрепления распорной арматуры на внутренней поверхности каждого внешнего стального кольца в каждой расчетной точке на внутренней поверхности цилиндрического сегмента закрепляют, например электросваркой, изогнутый от этой поверхности вертикальный стальной петлевой штырь в виде дверной петли. На внешней поверхности каждого внутреннего кольца в каждой расчетной точке этого кольца горизонтально вдоль радиуса закрепляют, например, электросваркой стальную скобу с просветом в скобе для ввода петлевого штыря на внешнем кольце для механического закрепления этих сегментов от сдвижки по радиусу и по окружности колец при монтаже этой секции. Длина распорной скобы вдоль радиуса кольца выбирается равной проектной ширине пустотелого пространства между внутренней поверхностью внешнего кольца и внешней поверхностью внутреннего кольца. Просвет каждой скобы при монтаже обоих колец любого кольцевого сектора обделки расположен с возможностью скрепления определенной скобы внутреннего кольца с соответствующим стальным вертикальным петлевым штырем, закрепленным на внутренней поверхности внешнего кольца. Этим при монтаже двухкольцевой секции обеспечивается жесткое концентричное закрепление внутреннего кольца относительно оси внешнего кольца от радиального и кругового взаимного смещения этих колец. В верхней зоне смонтированного кольцевого сектора в полости между этими кольцами по периметру закреплены, например, электросваркой три или более вертикальных проушины. Каждая проушина выполнена из стальной прямоугольной пластины с шириной, равной ширине пустотелого пространства по радиусу колец между внешней поверхностью внутреннего кольца и наружной поверхностью внутреннего кольца. Эта проушина выполнена с расчетной высотой для возвышения части проушины над кольцами секции. В выступающей части этой проушины вырезано отверстие для прицепа кольцевой секции за эти проушины крюком лебедки. Эти проушины также предназначены для стыковки торцов колец верхней и нижней двухкольцевых секций при скреплении этих торцов электросваркой. Прочность на разрыв проушины и прочность крепления проушин на секциях рассчитывается с учетом исключения деформации этой проушины при монтажных перегрузках при сооружении стальной цилиндрической обделки.
Согласно п.5 формулы обделка отличается тем, что на нижней части внешних колец каждой секции по периметру закреплены три или более боковые проушины с горизонтальными отверстиями для временного закрепления опорных подпятников с отверстиями для болтового закрепления каждого одного подпятника в отверстии одной соответствующей боковой проушины. Прочность проушин, подпятников и крепления подпятников в проушине должна исключать возможность их деформации от монтажных перегрузок при опоре сооружаемой стальной обделки подпятниками на монтажный стол.
Согласно п.6 формулы обделка отличается тем, что на внешней поверхности внешнего цилиндрического стального кольца нижней секции обделки, на расчетной высоте точки опоры инжекционных труб закреплены горизонтальные подпятники для опоры этих труб.
Согласно п.7. комплекс для сооружения обделки содержит автокран для подъема и транспортирования стальных конструкций, буровую установку на колесном шасси для перемещения по рельсам этой буровой установки к шахтному стволу по рельсовому пути. На буровой установке установлен роторный привод и закрепленный к нему став из разъемно скрепленных по общей оси трубчатых секций. Трубы става выполнены с фланцами для разъемного скрепления этих труб на расчетную глубину бурения ствола шахты с возможностью разъемного закрепления одной стороны става к буровому снаряду и отсоединения этого снаряда для его замены и с возможностью закрепления другой стороны става к роторному приводу для бурения, или открепления става от роторного привода для отвода буровой установки от ствола. На нижнем конце труба става закреплена установлена во втулке нижнего центрирующего каркаса конической формы с возможностью вращения вокруг оси цилиндра обделки или по оси втулки этого каркаса с порой на внутреннюю цилиндрическую поверхность стальной обделки для центрирования оси вращения шарошки по оси внутреннего цилиндра обделки. Буровой снаряд выполнен с расширяющейся шарошкой для возможности бурения под дном обделки и возможности подъема бурового снаряда в просвете внутреннего цилиндра обделки, опущенной в ствол шахты. Комплекс также содержит эрлифтовую систему с системой трубопроводов, установленных внутри этого става для очистки воздухом и промывочной жидкостью ствола шахты от шлама разбуренной породы. Комплекс содержит систему очистки промывочной жидкости от шлама породы (обрушенной при бурении шахтного ствола) для возврата этой жидкости в ствол и многократного повторного использования очищенной промывочной жидкости от шлама. Комплекс содержит располагаемый на форшахте верхний полок с монтажным столом с кондуктором для концентричной и вертикальной фиксации цилиндрических сегментов при монтаже кольцевых стальных секций сооружаемой обделки. Комплекс содержит электросварочное оборудование и подъемный механизм для подъема, удержания и спуска в ствол шахты этих конструкций.
Комплекс отличается тем, что подъемный механизм состоит из одной или нескольких лебедок с гидроприводами для контроля спуска кольцевых звеньев обделки в ствол шахты с тросами и прицепными механизмами. На нижнем конце става установлено направляющее кольцо для опоры става на внутреннюю поверхность нижней части стального цилиндра обделки для центрирования шарошки относительно оси цилиндра обделки и оси шахтного ствола.
Согласно п.8 формулы комплекс отличается тем, что для вальцевания плоских стальных листов в цилиндрические сегменты в этот комплекс входит вальцовочный станок, расположенный вблизи шахтного ствола.
Согласно п.9. формулы способ для сооружения обделки шахты ствола для закрепления выработки включает бурение шахтного ствола шарошечным долотом, монтаж сборной обделки и нагнетание за обделку инъекционного состава.
1. Способ отличается тем, что в устье сооружаемого ствола шахты предварительно бурят ствол форшахты на глубину примерно 2-4 м. На боковой стенке этой форшахты закрепляют стальное кольцо для внутренней обделки этой форшахты. На поверхности форшахты закрепляют верхний полок с монтажным столом, лебедками и кондуктором для концентричной и вертикальной фиксации сборки и монтажа стального кольца из цилиндрических сегментов. По рельсам подводят буровую установку к устью шахты и с помощью эрлифтовой системы бурят ствол шахты на расчетную глубину для монтажа первой нижней стальной кольцевой секции сооружаемой стальной цилиндрической обделки. После этого отсоединяют став от роторного привода бурильной установки и откатывают эту установку от шахтного ствола. Предварительно в расчетных точках на внешней поверхности цилиндрических стальных сегментов для сборки внутреннего кольца по разметке шаблоном или с помощью фиксирующего кондуктора закрепляют, например, электросваркой скобы опорной арматуры. В расчетных точках на внутренней поверхности цилиндрических стальных сегментов для сборки внешнего кольца по разметке шаблоном или с помощью фиксирующего кондуктора вертикально закрепляют, например, электросваркой вертикальные петлевые штыри. После этого на монтажном столе лебедкой вертикально и концентрично устанавливают на кондукторе стальные цилиндрические сегменты для монтажа внешнего стального кольца. Затем скрепляют герметично электросваркой вертикальные смежные торцы этих сегментов для формирования внешнего стального цилиндрического кольца. Затем на концентрирующем кондукторе с помощью лебедки устанавливают вертикально и концентрично стальные цилиндрические сегменты для монтажа внутреннего цилиндрического кольца, надевая скобы распорной арматуры на вертикальные петлевые штыри сегментов внешнего кольца. После чего скрепляют герметично электросваркой смежные вертикальные торцы этих сегментов для формирования внешнего стального кольца первой стальной кольцевой секции обделки. Затем герметически приваривают электросваркой коническое дно к нижним радиальным торцам внешнего и внутреннего стального кольца первой кольцевой секции. После этого закрепляют электросваркой по периметру сверху на внешней поверхности внешнего кольца боковые скобы для фиксации инъекционных труб. В эти скобы вертикально устанавливают инъекционные трубы. На верхней части внешней поверхности внешнего стального кольца этой кольцевой секции закрепляют электросваркой боковые проушины с горизонтальными отверстиями для закрепления опорных подпятников. Затем вверху этой секции устанавливают вдоль радиуса кольца и закрепляют электросваркой к наружной поверхности внутреннего цилиндрического кольца и внешней поверхности внутреннего кольца этой секции по всему контуру несколько вертикальных проушин. Проушины закрепляют с возвышением верхней части каждой проушины с отверстием над кольцами этой секции. Затем в боковые проушины болтами закрепляют подпятники для опоры нижней первой двухкольцевой секции или скрепленных двухкольцевых секций на монтажный стол. Лебедкой опускают эту секцию в форшахту, центрируя эту секцию по центру ствола шахты, например, с помощью роликовых упорных боковых фиксаторов или сальниковых направляющих, закрепленных на монтажном столе, до самостоятельной опоры этой кольцевой секции на монтажный стол с помощью своих подпятников. Затем на верхних торцах этой секции опущенной в ствол, аналогично устанавливают вертикально по контуру цилиндрические сегменты. Механически скрепляют эти сегменты распорной арматурой. С помощью кондуктора соединяют нижние радиальные торцы этих сегментов с верхними торцами цилиндров стальной обделки и закрепляют их герметично, например, электросваркой. Затем поднимают лебедкой за верхние проушины этой секции двухцилиндровую стальную обделку из ствола. Снимают подпятники и закрепляют их на верхних боковых проушинах стальной обделки. После чего лебедкой опускают стальную обделку с ствол до опоры подпятниками на монтажный стол с центрированием опускаемой стальной обделки в стволе боковыми роликовыми фиксаторами или сальниками на монтажном столе. Затем заливают шахтный ствол тиксотропной жидкостью до расчетного уровня для устойчивой опоры стальной обделки на подпятниках с минимальной нагрузкой монтажный стол. Затем отцепляют лебедку и подводят бурильную установку к шахтному стволу. Наращивают став для бура на одну трубу и прикрепляют став к роторному приводу этого бура. Повторно бурят ствол шахты на глубину равную длине этой трубы става. Затем отсоединяют став от роторного привода и отводят буровую установку от этого ствола. Собирают, монтируют и герметично закрепляют готовую последующую двухкольцевую секцию на верхних радиальных торцах цилиндров стальной обделки. Аналогично монтируют на стальной обделке все двухкольцовые секции, повторяя процессы бурения и последующего монтажа секций на цилиндрах стальной обделки. Параллельно с опусканием в ствол стальной обделки наращивают длину инъекционных труб по типу труба в трубу. Во время бурения ствола системой эрлифта поднимают через став бурового снаряда промывочную тиксотропную жидкость со шламом выработанной породы в систему очистки и возвращают в ствол шахты для повторного использования очищенную от шлама тиксотропную жидкость. После завершения монтажа целой стальной цилиндрической обделки через инъекционные трубы заполняют дно ствола шахты до схватывания бетонного состава на дне для герметичной опоры стальной обделки на бетонное дно. Затем раздельно или параллельно нагнетают через инъекционные трубы инъекционный раствор за стальную обделку в заобделочный зазор, и в пустотелое пространство между внутренним и внешним стальными цилиндрами обделки для формирования готовой к эксплуатации сталебетонной обделки этого ствола. После этого все системы комплекса разбираются и транспортируются за пределы готового шахтного ствола.
Краткое описание чертежей
На фигуре 1 изображен в вертикальном разрезе сооружаемый шахтный ствол с форшахтой и сооружаемой в стволе поплавковой стальной обделкой. Обделка показана опущенной на дно этого ствола. На чертеже показана часть оборудования комплекса для изготовления этого шахтного ствола и его обделки.
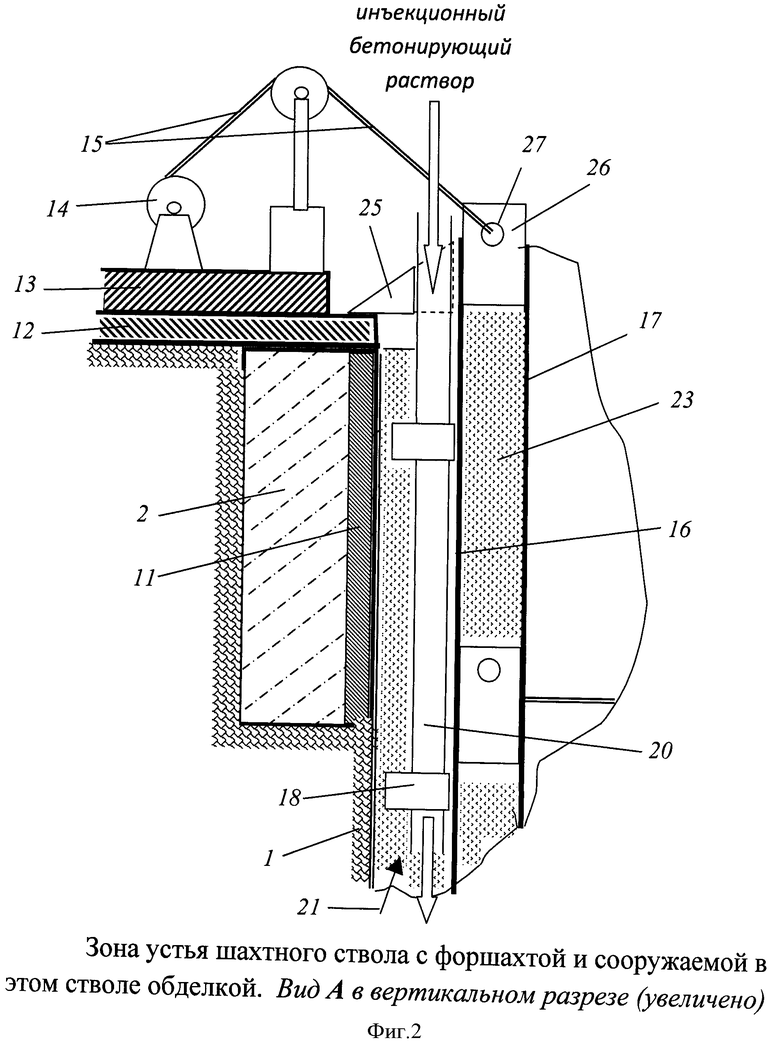
На фигуре 2 показан вид А в вертикальном разрезе (вид увеличен) зоны устья шахтного ствола с форшахтой и сооружаемой в этом стволе обделкой.
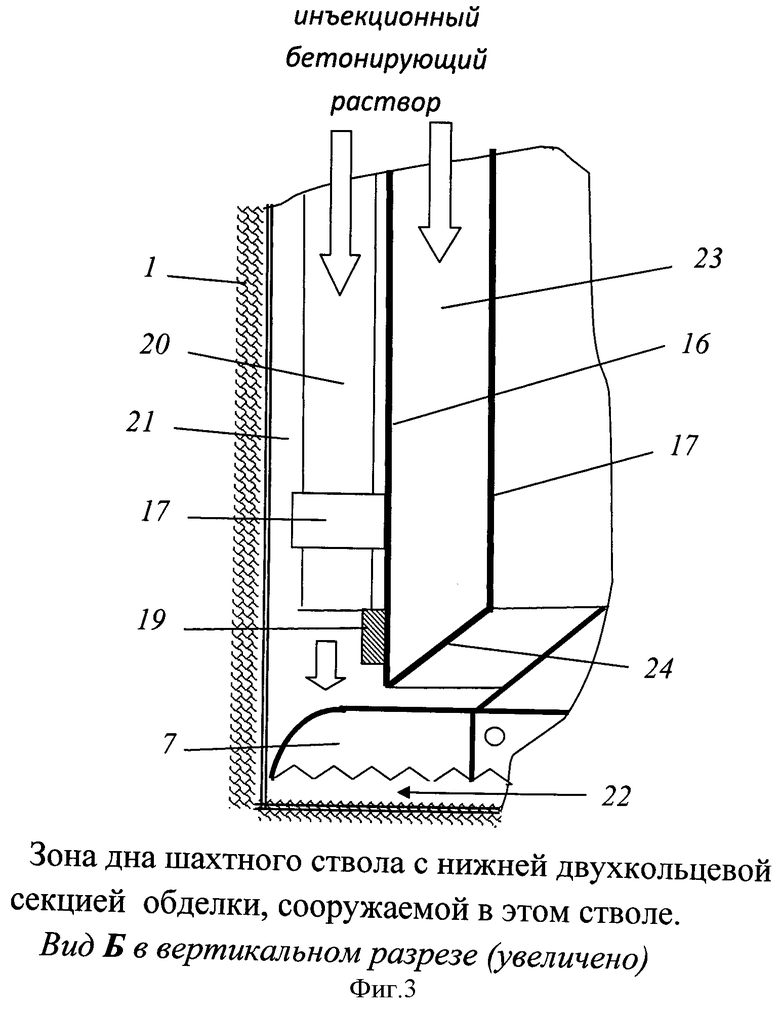
На фигуре 3 показан вид Б в вертикальном разрезе (вид увеличен) зоны дна шахтного ствола с нижней двухкольцевой секцией обделки, сооружаемой в этом стволе.
Осуществление изобретения.
На фигурах 1-3 изображен цилиндрический шахтный ствол с цилиндрической стенкой 1, в котором пробурена и сооружена форшахта 2 со стальной обделкой 3 стенки форшахты для безопасного бурения ствола шахты под этой форшахтой. На поверхности установлена буровая установка 4, входящая в предлагаемый комплекс для сооружения шахтных стволов с обделкой. Буровая установка содержит роторный привод 5, став 6 смонтированный из секций полых труб, разъемно скрепленных по длине става для возможности удлинения или укорочения этого става. К нижней трубе става закреплен буровой снаряд 7 с расширяемой шарошкой (для возможности бурения форшахты и шахтного ствола без обделки и под дном сооружаемой в стволе обделки, опускаемой на дно этого ствола). Шарошка 7а показана в нерабочем положении в состоянии сжатия в пределах пустого пространства внутри обделки для перемещения внутри обделки. Став с шарошкой закреплены во втулке нижнего центрирующем каркасе 8 конической формы с возможностью вращения става во втулке и совмещения оси вращения става с осью цилиндра обделки. Внутри труб става установлена труба 9 с форсункам в буровом снаряде для подачи от компрессора к шарошке воздуха под высоким давлением для подъема эрлифтом наверх промывочной жидкости со шламом со дна из пробуренного ствола. Для этого внутри труб става установлена труба 10 для подачи наверх и далее в очистную систему промывочной жидкости со шламом. Для возврата очищенной промывочной жидкости в ствол устанавливают дополнительную трубу от системы очистки до ствола. Цилиндрическая стенка форшахты выполнена со стальной обделкой в форме стального кольца 11 для защиты этой стенки от обрушения при сооружении всего шахтного ствола и его обделки. На поверхности форшахты размещают монтажный стол 12 и кондуктор 13 для концентрирующей фиксации и вертикального удержания стальных цилиндрических сегментов при монтаже кольцевых секций. На форшахте установлена лебедка 14 с тросом 75 и механизмом для зацепа металлических конструкций монтируемой стальной обделки. Обделка выполнена в виде двухцилиндрового поплавка из стального внешнего вертикального цилиндра 16 и внутреннего стального цилиндра 17. Сбоку на внешнем цилиндре закреплены скобы 18 и нижняя опора 19 для вертикального удержания съемных инъекционных труб 20, через которые подается на дно шахты инъекционный бетонирующий раствор для бетонировании заобделочного пространства 21 и бетонирования пространства 22 на дне шахты. В пустотелом пространстве 23 между внутренним и внешним стальными цилиндрами готовой обделки инъекционный раствор залит сверху стальной обделки для бетонирования этого пространства. Стальная конструкция обделки выполнена из закрепленных по вертикальной оси двухкольцевых секций. На нижних радиальных торцах нижней секции приварено герметично коническое кольцевое дно 24 для формировании клиновидного радиального ножа в обделке этой секции для улучшения опускания шахты в стволе и на бетонированное дно ствола. Сбоку на верхней секции прикреплена разъемно электросваркой треугольная пятка 25 для опоры стальной обделки на монтажный стол при бурении ствола шахты, при монтаже и электросварке нижней двухкольцевой секции сверху на обделке со следующей верхней двухкольцевой секцией. Внутри сверху каждой двухкольцевой секции вертикально приварена проушина 26 с отверстием 27 для подъема лебедкой двухкольцевой секции или стальной обделки.
Применение данной технологи позволяет проводить строительство вертикальных и наклонных шахтных стволов в любых по сложности горно-технических условиях независимо от количества водопритока и мощности водонапорных горизонтов для сооружения шахтных стволов на глубины до 120 метров с соблюдением оси строительства горной выработки. Скорость строительства шахтных стволов с предлагаемой конструкцией и технологией сооружения обделки кратно превышает сроки строительства шахтных стволов по любым другим существующим на сегодня технологиям. Сборка и установка колец обделки сверху проводятся при полном отсутствии работников внутри выработки, обеспечивая полную безопасность при производстве горных выработок.
Предлагаемая конструкция обделки и способ ее сооружения промышленно применимы для горных и строительных работ по сооружению шахтных стволов со сталебетонной обделкой с использование стандартного оборудования и стандартных технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СООРУЖЕНИЯ ШАХТНЫХ СТВОЛОВ | 1997 |
|
RU2141030C1 |
| Обделка ствола | 1989 |
|
SU1728493A1 |
| ТЮБИНГОВОЕ КОЛЬЦО ТОННЕЛЬНЫХ ОБДЕЛОК ДИАМЕТРОМ ОТ 10,5 ДО 15,5 МЕТРОВ ДЛЯ ПОДЗЕМНЫХ СООРУЖЕНИЙ | 2018 |
|
RU2673830C1 |
| КОМПЛЕКС ДЛЯ СООРУЖЕНИЯ ВЕРТИКАЛЬНЫХ СТВОЛОВ | 2014 |
|
RU2556764C1 |
| ИНЖЕНЕРНОЕ СООРУЖЕНИЕ ДЛЯ ОБЪЕКТОВ ПОДЗЕМНОЙ ЭНЕРГЕТИКИ И ПОДЗЕМНЫХ ВЕРТИКАЛЬНЫХ УЧАСТКОВ ТРАНСПОРТНЫХ СИСТЕМ | 2014 |
|
RU2595255C2 |
| СПОСОБ СООРУЖЕНИЯ ПОДЗЕМНОЙ ВЫРАБОТКИ ПРИ ЩИТОВОЙ ПРОХОДКЕ ТОННЕЛЯ | 2011 |
|
RU2476675C2 |
| Способ возведения сталебетонной крепи горных выработок | 1978 |
|
SU861614A1 |
| Способ сооружения шахтного ствола и устройство для его осуществления | 1990 |
|
SU1836564A3 |
| СПОСОБ СООРУЖЕНИЯ ОПОРЫ МОСТА В ВОДНОЙ АКВАТОРИИ | 2023 |
|
RU2809049C1 |
| ВЫСОТНОЕ СООРУЖЕНИЕ | 1993 |
|
RU2070267C1 |
Изобретение относится к области подземного строительства шахтных стволов большого диаметра для метро, фундаментов мостов и фундаментов строительных конструкций. Техническим результатом является повышение прочности несущей конструкции обделки, а также повышение эффективности, безопасности и скорости ее возведения. Сталебетонная обделка цилиндрического шахтного ствола выполнена поплавковой из двух концентрично расположенных стальных цилиндров с герметичным дном. Цилиндры смонтированы из двухкольцевых стальных секций, закрепленных между собой по длине стальной обделки. Дно обделки, заобделочное пространство и пространство между стальными стенками внешнего и внутреннего цилиндров этой обделки забетонировано для формирования цельного сталебетонного цилиндра повышенной прочности и гидроизоляции. В строительный комплекс входит автокран, передвижная по рельсам буровая установка, эрлифтная система для бурения, система многократной очистки от шлама и подачи в ствол промывочной жидкости, лебедка для подъема и спуска стальных конструкций, монтажный стол и центрирующий кондуктор для монтажа кольцевых секций и стальной обделки, вальцовочный станок для стальных листов в цилиндрические сегменты и электросварочная аппаратура или станция. 3 н. и 6 з.п. ф-лы, 3 ил.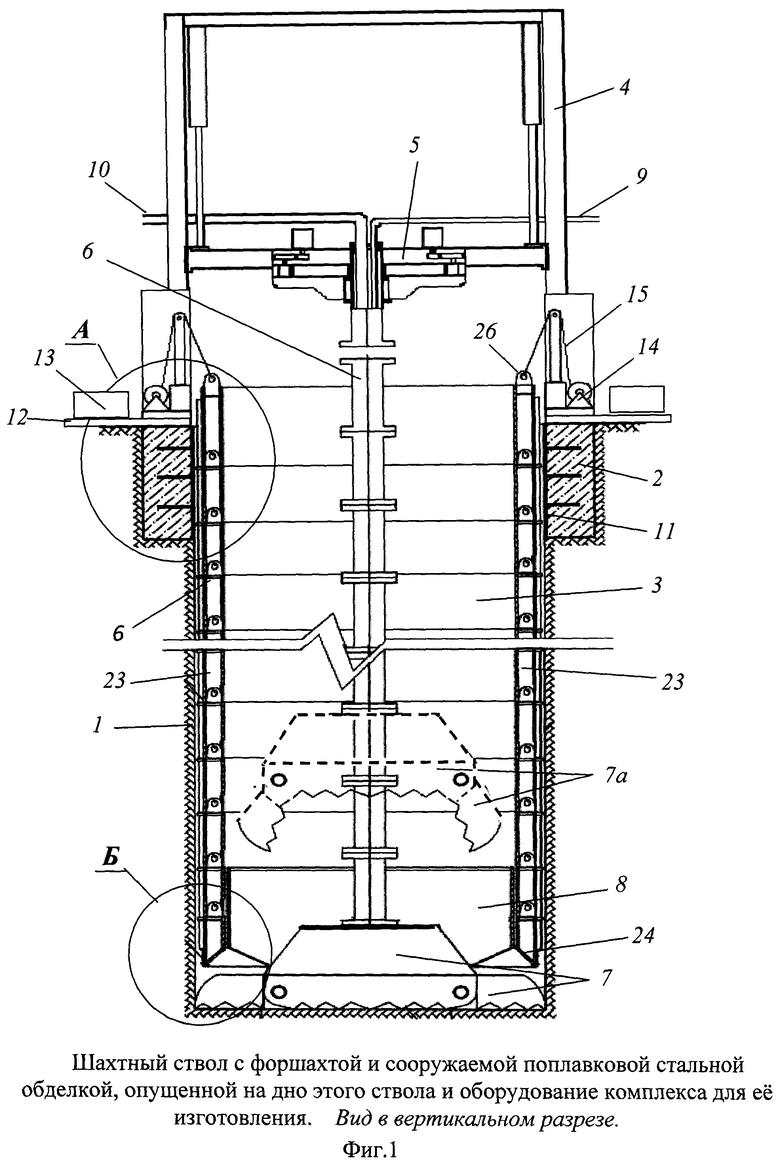
1. Обделка цилиндрического шахтного ствола, выполненная в форме пустотелого сталебетонного цилиндра, опущенного на дно шахтного ствола и плотно прилегающего к стенке этого ствола для защиты этого ствола от обрушения, отличающаяся тем, что выполнена в виде цилиндрического пустотелого стального поплавка из двух стальных пустотелых герметичных цилиндров с разными диаметрами и приблизительно равными высотами - внешнего цилиндра и внутреннего стального цилиндра, концентрично установленного внутри этого внешнего цилиндра, а эти цилиндры смонтированы из двухкольцевых стальных секций, причем каждая секция выполнена из двух стальных цилиндрических колец с разными диаметрами и приблизительно равными высотами - внешнего цилиндрического кольца и внутреннего цилиндрического кольца, концентрично расположенного внутри этого внешнего кольца, а в полости двухкольцевой секции между внутренней поверхностью внешнего кольца внешней поверхностью внутреннего кольца закреплена распорная арматура для фиксации концентричности расположения этих колец, на нижних радиальных торцах двухкольцевой секции в нижней части обделки герметично закреплено кольцевое стальное дно, стальная обделка при опускании в ствол установлена с зазором по всему периметру между поверхностью внешнего стального цилиндра обделки и породной стенкой цилиндрического шахтного ствола для свободного опускания стальной цилиндрической части обделки и толщины бетонирования этого зазора в заобделочном пространстве, а радиусы внешнего и внутреннего стальных цилиндров, толщина и масса стальных листов, из которых выполнены эти цилиндры, и удельная плотность тиксотропной жидкости учитываются для обеспечения плавучести стальной обделки при ее сооружении и обеспечения проектной несущей прочности готовой сталебетонной обделки для безопасной эксплуатации шахтного ствола с обделкой, по контуру на внешней поверхности внешнего стального цилиндра обделки горизонтально закреплены скобы, в которых при сооружении этой обделки закреплены инжекционные трубы для нагнетания бетонирующего раствора в заобделочное пространство между стволом шахты и внешним стальным цилиндром обделки и на дно шахтного ствола с возможностью вертикального подъема этих труб после завершения этого бетонирования, а готовая полностью обделка, опущенная на дно шахтного ствола, выполнена с забетонированным по всей высоте заобделочным пространством и с забетонированной по всей высоте полостью между внутренним и внешними стальными цилиндрами для формирования цельной сталебетонной конструкции этой обделки.
2. Обделка по п.1, отличающаяся тем, что кольцевое дно выполнено в форме боковой поверхности усеченного конуса с радиусом торца в основании такого конуса равным, радиусу внешнего стального кольца обделки, радиус в плоскости сечения этого конуса, равный радиусу внутреннего стального кольца обделки, при этом нижний радиальный торец внутреннего кольца расположен на высоте от нижнего торца внешнего кольца, равной высоте этого конуса, с возможностью формирования клиновидного радиального ножа, образованного поверхностями внешнего цилиндра обделки и этим коническим дном для свободного опускания в ствол стальной обделки.
3. Обделка по п.1, отличающаяся тем, что каждое внешнее и внутреннее стальное кольцо секции для сооружения стальных цилиндров обделки выполнено из цилиндрических сегментов, герметично скрепленных по вертикальным торцам, например, электросваркой, а каждый такой стальной сегмент выполнен из плоского стального листа, цилиндрически изогнутого, например, вальцеванием на вальцовочном станке.
4. Обделка по п.1, отличающаяся тем, что для монтажа сектора из двух колец и формирования распорной арматуры на внутренней поверхности каждого внешнего стального кольца в каждой расчетной точке закрепляют, например, электросваркой, изогнутый от этой поверхности вертикальный стальной штырь в виде дверной петли, а на внешней поверхности каждого внутреннего кольца в каждой расчетной точке этого кольца горизонтально вдоль радиуса закрепляют, например, электросваркой стальную скобу с длиной этой скобы вдоль радиуса кольца, равной проектной ширине пустотелого пространства между внутренней поверхностью внешнего кольца и внешней поверхностью внутреннего кольца, при этом просвет каждой определенной скобы при монтаже обоих колец любого кольцевом сектора обделки расположен с возможностью скрепления определенной скобы внутреннего кольца с соответствующим стальным штырем внешнего кольца для жесткой фиксации этих колец от радиального и кругового смещения этих колец, в верхней зоне смонтированного кольцевого сектора в полости между этими кольцами закреплены по периметру три или более вертикальных проушин, каждая проушина выполнена из стальной прямоугольной пластины с шириной, равной ширине пустотелого пространства по радиусу колец между внешней поверхностью внутреннего кольца и наружной поверхностью внутреннего кольца, проушина выполнена с расчетной высотой для возвышения части проушины над кольцами секции, а в этой части вырезано отверстие для прицепа за эту проушину этой кольцевой секции крюком лебедки и точной радиальной фиксации вводом при монтаже выступа этих проушин в пустотелое пространство между кольцами верхней кольцевой секции, при этом пластина проушины закреплена на этих кольцах, например, электросваркой с учетом исключения деформации проушины от монтажных перегрузок при сооружении обделки.
5. Обделка по п.1, отличающаяся тем, что на нижней части внешних колец каждой секции по периметру закреплены три или более боковых проушин с горизонтальными отверстиями для временного закрепления опорных подпятников с отверстиями для болтового закрепления каждого одного подпятника в отверстии боковой проушины с учетом исключения деформации этих проушин и подпятников от монтажных перегрузок при опоре сооружаемой стальной обделки подпятниками на монтажный стол.
6. Обделка по п.1, отличающаяся тем, что на внешней поверхности внешнего цилиндрического стального кольца нижней секции обделки на расчетной высоте точки опоры инжекционных труб закреплены горизонтальные подпятники для опоры этих труб.
7. Комплекс для сооружения обделки, включающий автокран для подъема и транспортировки стальных конструкций, буровую установку на колесном шасси для передвижения этой установки к шахтному стволу по рельсовому пути, сооружаемому у шахтного ствола, на буровой установке установлен роторный привод и закрепленный к нему став из разъемно скрепленных по общей оси трубчатых секций, трубы става выполнены с фланцами для разъемного скрепления этих труб на расчетную глубину бурения ствола шахты с возможностью разъемного закрепления одной стороны става к буровому снаряду и открепления этого снаряда для его замены и возможностью закрепления другой стороны става к роторному приводу для бурения или открепления става от роторного привода для отвода буровой установки от ствола, на нижнем конце става установлен нижний центрирующий каркас конической формы для совмещения оси вращения става и шарошки с осью цилиндра обделки, буровой снаряд выполнен с расширяющейся шарошкой для возможности бурения под дном обделки и подъема бурового снаряда в просвете внутреннего цилиндра обделки, опущенной в ствол шахты, комплекс содержит эрлифтовую систему с системой трубопроводов, установленных внутри этого става для очистки воздухом и промывочной жидкостью ствола шахты от шлама разбуренной породы, с системой очистки этой жидкости от шлама для возврата в ствол для многократной очистки от шлама той же жидкостью; комплекс содержит располагаемый на форшахте верхний полок с монтажным столом и кондуктором для концентричной и вертикальной фиксации цилиндрических сегментов при монтаже кольцевых стальных секций сооружаемой обделки, электросварочное оборудование и подъемный механизм для подъема, удержания и спуска в ствол шахты этих конструкций; комплекс отличается тем, что подъемный механизм состоит из одной или нескольких лебедок с гидроприводами для контроля спуска кольцевых звеньев обделки в ствол шахты с тросами и прицепными механизмами; на нижнем конце става установлено направляющее кольцо для опоры става на внутреннюю поверхность нижней части стального цилиндра обделки для центрирования шарошки относительно оси цилиндра обделки и оси шахтного ствола.
8. Комплекс по п.7, отличающийся тем, что для вальцевания плоских стальных листов в цилиндрические сегменты в этот комплекс входит вальцовочный станок, расположенный вблизи шахтного ствола.
9. Способ для сооружения обделки шахты ствола для закрепления выработки, включающий бурение шахтного ствола шарошечным долотом, монтаж сборной обделки и нагнетание за обделку инъекционного состава, отличающийся тем, что в устье сооружаемого ствола шахты предварительно бурят ствол форшахты на глубину примерно 2-4 м, на боковой стенке этой форшахты закрепляют стальное кольцо для внутренней обделки этой форшахты, на поверхности форшахты закрепляют верхний полок с монтажным столом, лебедками и кондуктором для концентричной и вертикальной фиксации сборки и монтажа стального кольца из цилиндрических стальных сегментов, по рельсам подводят буровую установку к устью шахты и с помощью эрлифтовой системы бурят ствол шахты на расчетную глубину для монтажа первой нижней стальной кольцевой секции сооружаемой стальной цилиндрической обделки, после этого отсоединяют став от роторного привода бурильной установки и откатывают эту установку от шахтного ствола; предварительно в расчетных точках на внешней поверхности цилиндрических сегментов для сборки внутреннего кольца по разметке шаблоном или с помощью фиксирующего кондуктора закрепляют, например, электросваркой скобы опорной арматуры, а в расчетных точках на внутренней поверхности цилиндрических сегментов для сборки внешнего кольца по разметке шаблоном или с помощью фиксирующего кондуктора закрепляют, например, электросваркой вертикальные петлевые штыри, после этого на монтажном столе лебедкой вертикально и концентрично устанавливают на кондукторе стальные цилиндрические сегменты для монтажа внешнего кольца и скрепляют герметично электросваркой вертикальные смежные торцы этих сегментов для формирования внешнего стального цилиндрического кольца; затем на концентрирующем кондукторе с помощью лебедки устанавливают вертикально стальные цилиндрические сегменты для монтажа внутреннего цилиндрического кольца, надевая скобы распорной арматуры на вертикальные петлевые штыри сегментов внешнего кольца, и скрепляют герметично электросваркой смежные вертикальные торцы этих сегментов, формируя внутреннее стальное кольцо первой стальной кольцевой секции обделки; затем герметически приваривают электросваркой коническое дно к нижним радиальным торцам внешнего и внутреннего стальных колец первой кольцевой секции и закрепляют электросваркой по периметру сверху на внешней поверхности внешнего кольца боковые скобы для фиксации инъекционных труб, а в эти скобы вертикально устанавливают инъекционные трубы; на верхней части внешней поверхности внешнего стального кольца этой кольцевой секции закрепляют электросваркой по контуру боковые проушины с горизонтальными отверстиями для временного разъемного закрепления опорных подпятников; затем по контуру секции и наверху этой секции в пространстве между внутренней поверхностью внешнего кольца и внешней поверхностью внутреннего кольца секции устанавливают несколько вертикальных проушин плоскостью по радиусу этих колец с возвышением верхней части каждой проушины с отверстием над этими кольцами и проушины закрепляют на этих кольцах, например, электросваркой; в боковые проушины болтами закрепляют подпятники, лебедкой опускают эту секцию в форшахту до опоры своими подпятниками этой секции на монтажный стол, центрируя эту секцию по центру ствола шахты, например, с помощью роликовых упорных боковых фиксаторов или сальниковых направляющих на монтажном столе, затем на верхних торцах этой секции, опущенной в ствол, аналогично устанавливают вертикально по контуру цилиндрические сегменты с закреплением их распорной арматурой и для монтажа второй двухкольцевой секции, с помощью кондуктора соединяют нижние радиальные торцы этих сегментов с верхними торцами цилиндров стальной обделки и закрепляют их герметично, например, электросваркой; поднимают лебедкой за верхние проушины этой секции двухцилиндровую стальную обделку из ствола, снимают подпятники и закрепляют их на верхних боковых проушинах стальной обделки, после чего лебедкой опускают стальную обделку в ствол до опоры подпятниками на монтажный стол с центрированием боковыми роликовыми фиксаторами или сальниками на монтажном столе, затем заливают шахтный ствол тиксотропной жидкостью до расчетного уровня для устойчивой опоры стальной обделки на подпятниках с минимальной нагрузкой монтажный стол, затем отцепляют лебедку и подводят бурильную установку к шахтному стволу, наращивают став для бура на одну трубу, прикрепляют став к роторному приводу бура и повторно бурят ствол шахты на глубину, равную длине этой трубы става; затем отсоединяют став от роторного привода, отводят буровую установку от этого ствола; собирают, монтируют и герметично закрепляют готовую последующую двухкольцевую секцию на верхних радиальных торцах цилиндров стальной обделки, аналогично монтируют на стальной обделке все двухкольцовые секции, повторяя процессы бурения и последующего монтажа секций на цилиндрах стальной обделки с последующим наращиванием длины инъекционных труб по типу труба в трубу, во время бурения ствола системой эрлифта поднимают через став бурового снаряда промывочную тиксотропную жидкость со шламом выработанной породы в систему очистки и возвращают в сооружаемый ствол для повторного использования очищенную от шлама тиксотропную жидкость; после завершения монтажа целой стальной цилиндрической обделки через инъекционные трубы заполняют дно ствола шахты до схватывания бетонного состава на дне для герметичной опоры стальной обделки на бетонное дно; затем раздельно или параллельно нагнетают через инъекционные трубы инъекционный раствор за стальную обделку в заобделочный зазор, и в пустотелое пространство между внутренним и внешним стальными цилиндрами обделки для формирования готовой к эксплуатации сталебетонной обделки этого ствола, после чего все системы комплекса разбираются и транспортируются за пределы готового шахтного ствола.
| МАНЬКОВСКИЙ Г.И | |||
| и др | |||
| Проходка стволов шахт специальными способами в ФРГ и Голландии | |||
| -М.: Госгортехиздат, 1961, с.173-180, рис.88-92 | |||
| US 4227583 А1, 14.10.1980 | |||
| Установка для комплексного сооружения стволов шахт | 1960 |
|
SU137864A1 |
| ОПУСКНОЕ СООРУЖЕНИЕ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ ДРАНОВСКОГО | 1991 |
|
RU2013554C1 |
| МАНЬКОВСКИЙ Г.И | |||
| Специальные способы сооружения стволов шахт | |||
| - М.: Наука, 1965, с.252-256. | |||

