Область техники
Настоящее изобретение относится к способу сепарации и фильтрации необработанной терефталевой кислоты (НТК) для получения очищенной терефталевой кислоты, а также к системе реализации данного способа.
Уровень техники
При использовании традиционного способа сепарации и фильтрации НТК применяется ротационный вакуумный фильтр (РВФ), имеющий большую площадь фильтрации и характеризующийся высоким энергопотреблением; кроме этого, в соответствии с эксплуатационными требованиями, в РВФ должна подаваться суспензия с температурой в пределах 88-90°С; в этой связи, для снижения температуры суспензии, необходимо оснащение третьей зоны кристаллизации вакуумной системой для обеспечения большим объемом охлаждающей воды; кроме этого в РВФ отсутствует функциональное распределение по зонам, т. е. отфильтрованная остаточная жидкость, промывочная текучая среда и обезвоженный газ выводятся по одной центральной трубе и образуют жидкую смесь; в результате этого имеющие малую долю примесей и не нуждающиеся в очистке промывочная текучая среда и жидкость, отделенная от обезвоженного газа, смешиваются с нуждающейся в очистке отфильтрованной остаточной жидкостью, так что жидкую смесь необходимо подавать на очистку в устройство для удаления примесей, что, таким образом, приводит к увеличению объема нуждающейся в очистке от примесей среды и к возрастанию нагрузки, связанной с удалением примесей, а также к повышению стоимости обработки очистки.
Суть изобретения
Для устранения недостатков существующей технологии в настоящем изобретении представлены способ сепарации и фильтрации НТК для получения очищенной терефталевой кислоты и система применения данного способа; при использовании способа и системы значительно снижается расход энергии и воды, а также уменьшается рабочая нагрузка, связанная с удалением примесей.
Цель изобретения достигается с помощью следующих технических схем:
Способ сепарации и фильтрации НТК для получения очищенной терефталевой кислоты включает: подачу суспензии НТК в ротационный напорный фильтр для твердожидкостной сепарации с получением влажного отфильтрованного осадка, отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа соответственно; удаление примесей из части отфильтрованной остаточной жидкости; и переработку оставшейся отфильтрованной остаточной жидкости.
Процентным содержанием отфильтрованной остаточной жидкости, из которой удаляют примеси, обычно должно обеспечиваться соответствие техническим требованиям уровня примесей в системе. Например, соотношение между объемом отфильтрованной остаточной жидкости, из которой удаляют примеси, и общим объемом отфильтрованной остаточной жидкости в общем случае может составлять 8-10%.
Перед удалением примесей из отфильтрованной остаточной жидкости в общем случае производится газожидкостная сепарация всей отфильтрованной остаточной жидкости для первоначальной сепарации газа, содержащегося в ней; также производится газожидкостная сепарация промывочной текучей среды и обезвоженного газа соответственно; влажный отфильтрованный осадок может подаваться в осушитель для высушивания.
Газы, образованные после газожидкостной сепарации указанных отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа, могут подвергаться централизованной конденсации, затем газы, полученные после конденсации, возвращаются в цикл как инертные газы (как правило, азот), которые необходимы при использовании ротационного напорного фильтра, и жидкость, полученная после конденсации, а также отфильтрованная остаточная жидкость, не прошедшая процесс удаления примесей, перерабатываются вместе; жидкости, соответственно полученные после газожидкостной сепарации промывочной текучей среды и обезвоженного газа, также перерабатываются вместе с отфильтрованной остаточной жидкостью, не прошедшей процесс удаления примесей.
Система сепарации и фильтрации НТК для получения очищенной терефталевой кислоты содержит ротационный напорный фильтр, причем указанный ротационный напорный фильтр содержит каналы впуска суспензии НТК, впуска промывочной текучей среды, впуска азота и выпуска влажного отфильтрованного осадка, а также выпуска отфильтрованной остаточной жидкости, выпуска промывочной текучей среды и выпуска обезвоженного газа, где канал выпуска отфильтрованной остаточной жидкости соединен с устройством для удаления примесей и резервуаром для переработки, которые расположены параллельно друг другу.
Характер соединения указанного канала выпуска отфильтрованной остаточной жидкости с устройством для удаления примесей и резервуаром для переработки может определяться тем, что канал выпуска отфильтрованной остаточной жидкости соединяется с газожидкостным сепаратором для отфильтрованной остаточной жидкости посредством труб (ы), при этом труба (трубы) для выпуска жидкости указанного газожидкостного сепаратора для отфильтрованной остаточной жидкости содержит два канала, один из которых соединен с устройством для удаления примесей, а другой соединен с указанным резервуаром для переработки.
Канал выпуска промывочной текучей среды может соединяться с каналом впуска промывочной текучей среды газожидкостного сепаратора для промывочной текучей среды посредством труб (ы); канал выпуска обезвоженного газа может соединяться с каналом впуска обезвоженного газа газожидкостного сепаратора для обезвоженного газа посредством труб (ы); канал выпуска влажного отфильтрованного осадка может соединяться с осушителем влажного отфильтрованного осадка через подающее устройство.
Каналы выпуска газа газожидкостных сепараторов для отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа могут соединяться с каналом впуска газа газоохладителя посредством труб (ы); канал выпуска газа указанного газоохладителя может соединяться с каналом впуска газа газового компрессора посредством труб (ы); канал выпуска жидкости указанного газоохладителя может соединяться с указанным резервуаром для переработки посредством труб (ы); канал выпуска газа указанного газового компрессора может соединяться с каналом впуска азота указанного ротационного напорного фильтра посредством труб (ы); каналы выпуска жидкостей газожидкостных сепараторов для промывочной текучей среды и обезвоженного газа могут соответственно соединяться с указанным резервуаром для переработки посредством труб (ы).
Резервуар для переработки может соединяться с узлом окисления для получения очищенной терефталевой кислоты для осуществления переработки.
Преимущества настоящего изобретения заключаются в следующем: использование для сепарации НТК ротационного напорного фильтра (РНФ) вместо традиционного ротационного вакуумного фильтра (РВФ), с тем, чтобы производился раздельный сбор влажного отфильтрованного осадка, отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа; при этом промывочная текучая среда и обезвоженный газ содержат мало примесей, таким образом, в очистке нуждается лишь отфильтрованная остаточная жидкость; при условии, что существует возможность обеспечения требуемого уровня примесей, удалению примесей может подвергаться лишь часть отфильтрованной остаточной жидкости, что эффективно снижает нагрузку, связанную с удалением примесей, снижает требования к пропускной способности соответствующих устройств для удаления примесей, снижает инвестиционные затраты, расход энергии, стоимость устройства и количество исходных полезных веществ, сбрасываемых вместе с примесями; также снижаются потери НТК, катализатора и выбросы твердого остатка; азот, образованный после газожидкостной сепарации отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа, возвращается в РНФ на переработку, что обеспечивает эффективную экономию большого количества азота и снижает соответствующие затраты; большая часть отфильтрованной остаточной жидкости и жидкости после газожидкостной сепарации подается в узел окисления на переработку после централизованного сбора, и как следствие это снижает расход необходимых материалов и соответствующие затраты; в РНФ могут обрабатываться среды с относительно высокой температурой, что тем самым снижает необходимую степень охлаждения в предыдущем процессе, а также расход охлаждающей воды и необходимой энергии; за счет того, что влажный отфильтрованный осадок выпускается с более высокой температурой, снижается расход пара при сушке влажного отфильтрованного осадка, а также снижается соответствующий расход энергии.
Описание графических материалов
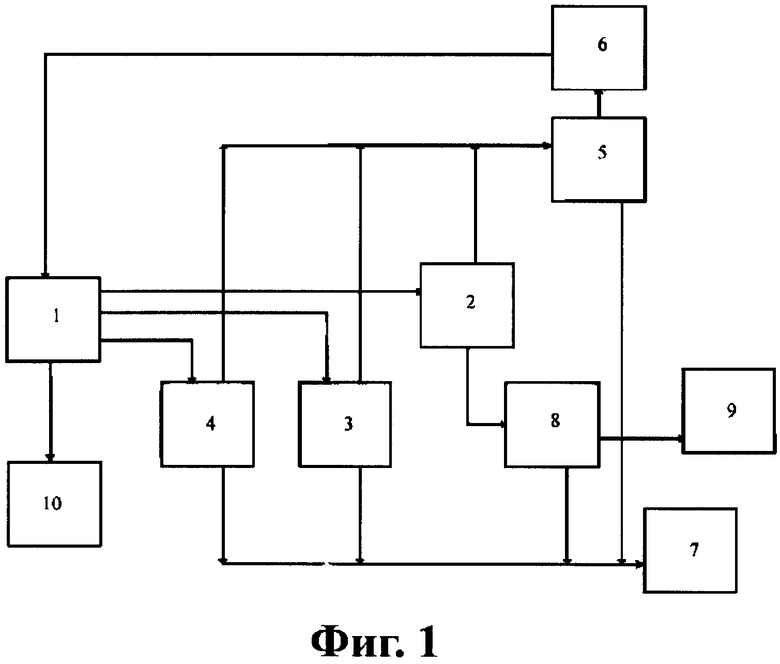
Фиг.1 является схемой производственного процесса согласно настоящему изобретению.
Конкретный вариант осуществления изобретения
Как представлено на фиг.1, в настоящем изобретении используется ротационный напорный фильтр (РНФ) для фильтрации необработанной терефталевой кислоты (НТК); данный ротационный напорный фильтр 1 обычно содержит зону фильтрации жидкости, зону промывки кислотой и зону обезвоживания азотом, а также зону выпуска отфильтрованного осадка; суспензия необработанной терефталевой кислоты (НТК) сначала подвергается напорной фильтрации, затем промывается кислотой и обезвоживается азотом для образования влажного отфильтрованного осадка. Зона фильтрации жидкости содержит канал выпуска отфильтрованной остаточной жидкости; зона промывки кислотой содержит канал выпуска промывочной текучей среды; и зона обезвоживания азотом обычно содержит канал выпуска обезвоженного газа; в результате осуществляется сепарация влажного отфильтрованного осадка, отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа.
Канал выпуска отфильтрованной остаточной жидкости обычно соединен с каналом впуска среды газожидкостного сепаратора 2 для отфильтрованной остаточной жидкости посредством труб(ы); канал выпуска промывочной текучей среды обычно соединен с каналом впуска промывочной текучей среды газожидкостного сепаратора 3 для промывочной текучей среды посредством труб(ы); канал выпуска обезвоженного газа обычно соединен с каналом впуска обезвоженного газа газожидкостного сепаратора 4 для обезвоженного газа посредством труб(ы); канал выпуска влажного отфильтрованного осадка РНФ обычно соединен с осушителем 10 через подающий механизм.
Как правило, газожидкостные сепараторы для отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа соответственно содержат каналы выпуска газа и выпуска жидкости.
Канал выпуска жидкости газожидкостного сепаратора для отфильтрованной остаточной жидкости может разделяться на два канала посредством элементов 8 распределения потока жидкости, которые содержат два выпускных канала, один из которых соединен с устройством 9 для удаления примесей посредством труб(ы), а другой соединен с резервуаром для переработки 7 посредством труб(ы).
Элементы распределения потока могут являться пропорциональными клапанами-регуляторами потока или другими известными устройствами для распределения потока.
Как правило, каналы выпуска жидкости газожидкостных сепараторов для промывочной текучей среды и обезвоженного газа соответственно соединены с указанным резервуаром 7 для переработки посредством труб(ы), так что жидкость, текущая по ним, и отфильтрованная остаточная жидкость, не прошедшая процесс удаления примесей, могут смешиваться в нем перед переработкой.
В ходе фильтрации жидкости большая часть примесей, содержащихся в суспензии НТК, попадает в отфильтрованную остаточную жидкость, при этом промывочная текучая среда и обезвоженные газы содержат мало примесей, поэтому в удалении примесей нуждается лишь отфильтрованная остаточная жидкость.
Перед удалением примесей необходимо произвести газожидкостную сепарацию отфильтрованной остаточной жидкости для удаления из нее газа.
Соответственно, отфильтрованная остаточная жидкость, выходящая из РНФ, как правило, сначала попадает в газожидкостный сепаратор для отфильтрованной остаточной жидкости; отфильтрованную остаточную жидкость, отделенную от газа, обычно не требуется подавать в устройство для удаления примесей в полном объеме; при условии, что в системе существует возможность обеспечения требуемого уровня примесей, удалению примесей может подвергаться лишь часть отфильтрованной остаточной жидкости после газожидкостной сепарации.
Отфильтрованная остаточная жидкость, подаваемая для удаления примесей, как правило, может составлять 8-10% от общего количества отфильтрованной остаточной жидкости, а остальная часть обычно подается на переработку в резервуар для переработки.
Промывочная текучая среда и обезвоженные газы после газожидкостной сепарации и удаления газов подаются на переработку в резервуар для переработки вместе с отфильтрованной остаточной жидкостью, не прошедшей процесс удаления примесей.
В ходе газожидкостной сепарации и переработки жидкости (в основном, кислоты) после газожидкостной сепарации эффективно обрабатывается большое количество кислоты, использованной при твердожидкостной сепарации НТК, что позволяет существенно экономить ресурсы и финансовые средства.
Каналы выпуска газа газожидкостных сепараторов для отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа обычно соответствующим образом соединяются с газоохладителем 5 посредством труб(ы), или могут сперва соединяться с основной трубой посредством трех труб, а затем соединяться с газоохладителем 5.
Газоохладитель обычно оснащен каналом выпуска газа (N2) и каналом выпуска жидкости (уксусной кислоты), при этом указанный канал выпуска газа обычно соединен с газовым компрессором 6 посредством труб(ы), а указанный канал выпуска жидкости обычно соединен посредством труб(ы) с резервуаром 7 для переработки.
Газовый компрессор обычно соединен посредством труб(ы) с каналом впуска азота зоны обезвоживания азотом РНФ.
При сепарации и фильтрации с помощью РНФ расходуется большое количество N2; таким образом, газы, выделяемые после каждого цикла газожидкостной сепарации, проходят газовую сепарацию в газоохладителе для сепарации газообразной уксусной кислоты в ходе конденсации. Обычно в газоохладитель подается охлаждающая вода для конденсации газообразной уксусной кислоты.
После подачи газовой смеси в газоохладитель для конденсации выделяемый газ (обычно N2) поступает в газовый компрессор, и его давление повышается на 1-1.5 бар, причем давление газа регулируется до необходимого значения, затем газ может повторно поступать в канал впуска газа указанной зоны обезвоживания азотом РНФ для повторного использования.
Кислота (обычно уксусная кислота), вышедшая из газоохладителя, поступает на переработку по трубе (трубам) в резервуар для переработки.
Резервуар для переработки соединен с каналом впуска жидкой среды указанного узла окисления посредством труб(ы).
Обычно применяются следующие технические параметры: температура суспензии НТК, поступающей в ротационный напорный фильтр, приблизительно равна 118°С, температура промывочной кислоты, поступающей в данный фильтр, приблизительно равна 115°С, и температура N2, поступающего в данный фильтр, приблизительно равна 70°С; температура влажного отфильтрованного осадка, выпущенного из ротационного напорного фильтра, приблизительно равна 115°С, температура отфильтрованной остаточной жидкости, выпущенной из данного фильтра, приблизительно равна 118°С, температура промывочной текучей среды, выпущенной из данного фильтра, приблизительно равна 115°С, и температура обезвоженного газа, выпущенного из данного фильтра, приблизительно равна 100°С.
Когда суспензия НТК поступает в РНФ при температуре приблизительно 118°С, расход охлаждающей воды для понижения температуры в трех зонах кристаллизации при начальной процедуре будет уменьшен на 40%, при этом экономятся ресурсы вакуумной системы для указанных трех зон кристаллизации, снижается расход соответствующих коммунальных ресурсов (например, пара и охлаждающей воды), необходимых для вакуумной системы, а также уменьшается приблизительно на 50% площадь газоохладителя, расположенного в трех зонах кристаллизации.
Влажный отфильтрованный осадок, вышедший из РНФ, поступает в осушитель для высушивания, при этом его температура приблизительно на 25°С выше температуры влажного отфильтрованного осадка, получаемого в ходе традиционного процесса (температура влажного отфильтрованного осадка, выпущенного из РВФ, примерно равна 90°С), таким образом, уменьшается количество пара, использующегося в последующем процессе сушки.
При реализации настоящего изобретения можно осуществлять переработку и повторное использование N2, отфильтрованной остаточной жидкости и промывочной кислоты, снижать пропускную нагрузку, связанную с удалением примесей, уменьшать степень охлаждения при начальных процедурах, а также степень нагревания при сушке влажного отфильтрованного осадка в ходе последующих процедур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ВОДОРОДА В УЗЛЕ ОЧИСТКИ УСТРОЙСТВА ДЛЯ ОЧИСТКИ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2009 |
|
RU2517524C2 |
| СЕПАРАЦИЯ ТВЕРДОГО ВЕЩЕСТВА ОТ ЖИДКОСТИ ПРИ ПОМОЩИ РОТАЦИОННОГО НАПОРНОГО ФИЛЬТРА БЕЗ СУШКИ | 2014 |
|
RU2687433C2 |
| ПРОСТОЙ СПОСОБ И СИСТЕМА ЭФФЕКТИВНОГО ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ МАТОЧНОГО РАСТВОРА ИЗ АППАРАТУРНОГО КОМПЛЕКСА ПРОИЗВОДСТВА ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2009 |
|
RU2471767C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 1992 |
|
RU2109007C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 1992 |
|
RU2083550C1 |
| РЕАКТОР ОКИСЛЕНИЯ ПАРАКСИЛОЛА ДЛЯ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2009 |
|
RU2505524C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ (ВАРИАНТЫ) | 1992 |
|
RU2106337C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2002 |
|
RU2292332C2 |
| УЛУЧШЕННЫЙ СПОСОБ ФИЛЬТРОВАНИЯ ОЧИЩЕННОЙ КАРБОНОВОЙ КИСЛОТЫ | 2009 |
|
RU2525914C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2015 |
|
RU2599636C2 |
Изобретение относится к улучшенному способу сепарации и фильтрации необработанной терефталевой кислоты для получения очищенной терефталевой кислоты. Способ включает подачу суспензии неочищенной терефталевой кислоты в ротационный напорный фильтр для твердожидкостной сепарации с получением влажного отфильтрованного осадка, отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа, подачу промывочной текучей среды и инертного газа, удаление примесей из части отфильтрованной остаточной жидкости и переработку оставшейся отфильтрованной остаточной жидкости. При этом перед удалением примесей из отфильтрованной остаточной жидкости вся отфильтрованная остаточная жидкость сначала проходит газожидкостную сепарацию для отделения газа, находящегося в ней. Газожидкостную сепарацию также проходят промывочная текучая среда и обезвоженный газ, причем влажный отфильтрованный осадок подается в осушитель для высушивания, и газы, образованные после газожидкостной сепарации отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа централизованно конденсируются, затем газы, полученные после конденсации, перерабатываются в азот, необходимый для ротационного напорного фильтра, и жидкость, полученная после конденсации, а также отфильтрованная остаточная жидкость, не прошедшая процесс удаления примесей, перерабатываются вместе. Жидкости, полученные после соответствующей газожидкостной сепарации промывочной текучей среды и обезвоженного газа, также перерабатываются вместе с отфильтрованной остаточной жидкостью, не прошедшей процесс удаления примесей. Способ позволяет снизить расход воды и энергии, уменьшить рабочую нагрузку, связанную с удалением примесей. Изобретение также относится к системе сепарации и фильтрации неочищенной терефталевой кислоты для осуществления указанного способа. 2 н. и 2 з.п. ф-лы, 1 ил.
1. Способ сепарации и фильтрации неочищенной терефталевой кислоты для получения очищенной терефталевой кислоты, причем указанный способ включает: подачу суспензии неочищенной терефталевой кислоты в ротационный напорный фильтр для твердожидкостной сепарации с получением влажного отфильтрованного осадка, отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа соответственно; подачу промывочной текучей среды и инертного газа; удаление примесей из части отфильтрованной остаточной жидкости; и переработку оставшейся отфильтрованной остаточной жидкости; перед удалением примесей из отфильтрованной остаточной жидкости вся отфильтрованная остаточная жидкость сначала проходит газожидкостную сепарацию для отделения газа, находящегося в ней;
где газожидкостную сепарацию также проходят соответственно промывочная текучая среда и обезвоженный газ; причем влажный отфильтрованный осадок подается в осушитель для высушивания; и
где газы, образованные после газожидкостной сепарации отфильтрованной остаточной жидкости, промывочной текучей среды и обезвоженного газа централизованно конденсируются, затем газы, полученные после конденсации, перерабатываются в азот, необходимый для ротационного напорного фильтра, и жидкость, полученная после конденсации, а также отфильтрованная остаточная жидкость, не прошедшая процесс удаления примесей, перерабатываются вместе; жидкости, полученные после соответствующей газожидкостной сепарации промывочной текучей среды и обезвоженного газа, также перерабатываются вместе с отфильтрованной остаточной жидкостью, не прошедшей процесс удаления примесей.
2. Способ сепарации и фильтрации неочищенной терефталевой кислоты для получения очищенной терефталевой кислоты по п.1, где пропорция между количеством отфильтрованной остаточной жидкости для удаления примесей и общим количеством отфильтрованной остаточной жидкости составляет 8-10%.
3. Система сепарации и фильтрации неочищенной терефталевой кислоты для получения очищенной терефталевой кислоты содержит ротационный напорный фильтр, причем указанный ротационный напорный фильтр содержит каналы впуска суспензии неочищенной терефталевой кислоты, впуска промывочной текучей среды, впуска азота и выпуска влажного отфильтрованного осадка, выпуска отфильтрованной остаточной жидкости, выпуска промывочной текучей среды и выпуска обезвоженного газа, где указанный канал выпуска отфильтрованной остаточной жидкости соединен с устройством для удаления примесей и резервуаром для переработки, которые расположены параллельно друг другу; при этом характер соединения указанного канала выпуска отфильтрованной остаточной жидкости с устройством для удаления примесей и резервуаром для переработки определяется тем, что канал выпуска отфильтрованной остаточной жидкости соединен с газожидкостным сепаратором для отфильтрованной остаточной жидкости посредством труб(ы), при этом труба(ы) для выпуска жидкости указанного газожидкостного сепаратора для отфильтрованной остаточной жидкости содержит два канала, один из которых соединен с устройством для удаления примесей, а другой соединен с указанным резервуаром для переработки;
где канал выпуска промывочной текучей среды соединен с каналом впуска промывочной текучей среды газожидкостного сепаратора для промывочной текучей среды посредством труб(ы); канал выпуска обезвоженного газа соединен с каналом впуска обезвоженного газа газожидкостного сепаратора для обезвоженного газа посредством труб(ы); канал выпуска влажного отфильтрованного осадка соединен с осушителем влажного отфильтрованного осадка посредством разгрузочного устройства; и
где каналы выпуска газа газожидкостного сепаратора для отфильтрованной остаточной жидкости, газожидкостного сепаратора для промывочной текучей среды и газожидкостного сепаратора для обезвоженного газа соединены с каналом впуска газа газоохладителя посредством труб(ы); канал выпуска газа указанного газоохладителя соединен с каналом впуска газа газового компрессора посредством труб(ы); канал выпуска жидкости указанного газоохладителя соединен посредством труб(ы) с указанным резервуаром для переработки; канал выпуска газа указанного газового компрессора соединен с каналом впуска азота указанного ротационного напорного фильтра посредством труб(ы); каналы выпуска жидкостей газожидкостного сепаратора для промывочной текучей среды и газожидкостного сепаратора для обезвоженного газа соответственно соединены с указанным резервуаром для переработки посредством труб(ы).
4. Система сепарации и фильтрации неочищенной терефталевой кислоты для получения очищенной терефталевой кислоты по п.3, где резервуар для переработки соединен с узлом окисления для получения очищенной терефталевой кислоты.
| Устройство дискретной автоподстройки фазы тактовых импульсов | 1979 |
|
SU882009A2 |
| WO 2009024872 A2, 26.02.2009 | |||
| CN 1990449 A, 04.07.2007 | |||
| СПОСОБ ВЫДЕЛЕНИЯ КРИСТАЛЛОВ ИЗ СУСПЕНЗИИ | 1990 |
|
RU2035966C1 |

